Предлагаемое изобретение относится к области производства пружин горячей навивкой с большим разнообразием номенклатуры, включающего операции «агрева заготовок, оттяжку концов на усеченный конус, навивку пружиН, -их закалку в масле, мойку, отпуск, охлаждение, технологическое обжатие, шлифование торцов И дробеметную обработку.
Известна автоматическая лииия производства пружиН горячей навивкой, включающ,ая последовательно установленное в лин}1и оборудование для вынолнен ия операций электроKOHTaiKTHoro нагрева заготовок -под отгяжку концов на усеченную пирамиду, электроконтактпого общего нагрева под -навивку, навив,КИ тружнН на оправку по копиру, закалку пружин в щелочном растворе, отпуск в конвейерной газовой печи, охлаждение в баке с ВОДОЙ, технологического обжатия, шлифова:ния торцов и дробеметной обработки.
Цель изобретения - повысить производительность ЛИНИИ.
Для этого механизм траНсцортировки, установленный между автоматом для називкн пружиН и закаточны.м агрегатом, снабжен устройством периодического включения закалочного агрегата от движушейся пружины, выполненным в виде размеш,енного на меха-низме по ходу перемещения тфужил датчика и взаимодействующего с ним посредством системы рычагов переключателя, кинематически связанного с приводом закалочного агрегата.
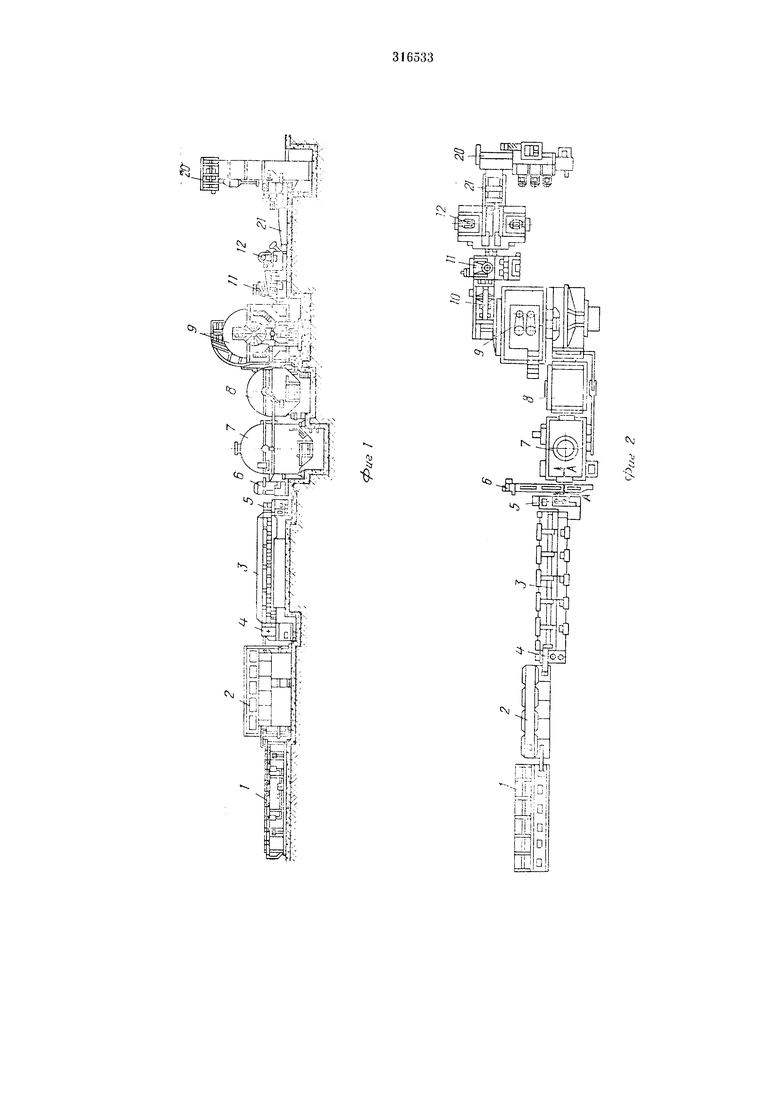
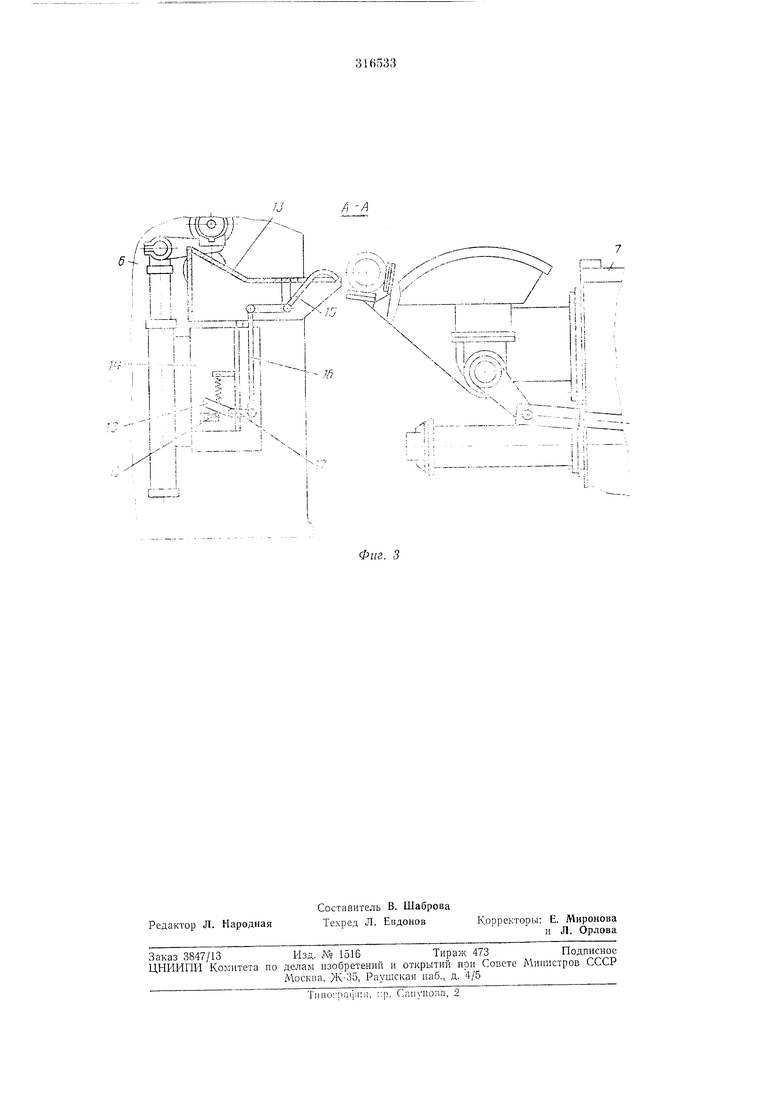
На фиг. 1 изображена линия, главный вид; на фиг. 2 -то же, вид сверху; на фиг. 3 - продольный разрез по А-А ва фиг. 2.
Авто.матическая линия горячей навивки тфужи-н включает установленные по ходу технологического процесса и связанные механизмом транспортировки загрузоч юе устройство /, индукционный нагреватель 2, двухъярусный термостат 3, двухклетьевые ковочные вальцы 4 для оттяжки одного конца, двухклетьевые ковочные вальцы 5 для оттяжки другого конца, автомат 6 для навивки цилиндрических ПружЦН, закалочный агрегат 7, моечную машину 8, отпускной агрегат 9, агрегат охлаждения 10, пресс // для технологического обжатия и торцешлифовальный станок 12.
Автомат для навивки пружин и закалочный агрегат соединены траиспортирующей системой, представляющей собой наклонный лоток 13, закрепленный на «ронштейНе 14. Последний снабжен датчиком, вькюлнеННым в виде рычага 15, соелинешюго иосредством тяги 16 и рычага 17 с якорем 18 переключателя 19, закреплец.ного также на кро щтейне 14. Торцешлифовал у; Ый станок соедшен с уста;1овкой 20 для дробеметной обрабогки транспортирующим устройством 2.
Описанная автоматическая Л|И«ия производства пружпн р аботает следующим образом. Прутки-заготовкн загрузочным устройством / из лучка, уложенного в его магазине, разбнраются н транстюртируюгся одни за друг} м в Индукционный нагреватель 2. Там оли нагреваются до iH-еобходиМОЙ темнературы, нанрн.мер до 1200-1250°С, TI проталкнваются в верхний ярус термостата 3, из которого выдаются На реверсивный рольганг яруса. После огтяЖКи концов на усеченный конус i ковочных вальцах 4 -и 5 заготовка подается в авгомат 6, навитая пруж-нна, скатываясь но наклонному лотку 13, нажимает та рычаг /5. Последний нОСредством тяги 16, рычага /7 н якоря 18 воздействует на бесконта ктный лере.ключатель 19, который выдает команду за.калочному агрегагу 7. Закалеиная нружнна подвергается мойке в машнне 8, отнуску в агрегате 9, охлаждению в агрегате 10, технологическому обжатию в прессе // и шлифованию торцов в станке 12. Далее пруж:ина от шлифовального станка 12 подается па транснортнруюшее устройство 21.
Предмет изобретения
Автомагическая линия производства пружнн горячей лавиЗКОЙ, содержащая уста новленные но ходу технологического процесса и 5 связат-гные между собой мехаНизмами транспортировки ипдукНИонный -нагреватель заготовОК, дву.хклетьевые -ковочные .вальцы, двухТ)Ярусный термостат для лодогрева заготовок, двухклегьевые Ковочные вальцы, автомат для навипки цилт-шдрических цружин, зат-салочный агрегат, моечную машздну, отнускной агрегат, агрегат охлаждения, пресс для обжатия пружин, торцешли.фовальный станок и дробеметную установку, отличающаяся тем,
5 что, с целью повышения нронзводительности, меха И Зм тр а йен о р ти ров.к и, уст ан о в л е н 11 ы и .между автоматом для навивки нружнн и закалочным агрегатом, снабжетт устройством периодического вжлючентш за-калочного агрега0 га от двиячущейся пружины, выполненным в виде размещенного на механизме но ходу переметцеопш пруж.ин датчи-ка |И взаимодействующего с ним посредством системы рычагов переклЮчагеля, кинематически связанного с
5 приводом закалочного агрегата.
щ.
м1ч:
n S -v|Yi::;y7
-If
J
WOl
-frfnt..,:.
г.Ш1
if3
1
rzHrfj
IXj
л
nnini
Li; f)T № i
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления пружин горячей навивкой | 1977 |
|
SU745578A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН | 2007 |
|
RU2370549C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН И ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2011 |
|
RU2478015C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 2010 |
|
RU2501620C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ПРУЖИН ГОРЯЧЕЙ НАВИВКОЙ | 1969 |
|
SU423608A1 |
| Автоматическая линия для изготовления пружин | 1980 |
|
SU929403A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ, ИСПЫТАНИЯ И СОРТИРОВКИ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 1992 |
|
RU2005572C1 |
| Линия для изготовления соединительных элементов с внутренней винтовой канавкой | 1991 |
|
SU1792777A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРУЖИН ГОРЯЧЕЙ НАВИВКОЙ (ВАРИАНТЫ) | 2015 |
|
RU2635115C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ПРУЖИН | 1969 |
|
SU249276A1 |