Область техники, к которой относится изобретение
Изобретение касается способа извлечения из формы для литья литой заготовки, отлитой из легкого сплава. При этом форма для литья содержит по меньшей мере один литейный стержень, который образует в литой заготовке сквозное отверстие, соединяющее две внешние стороны литой заготовки, и который изготовлен из формовочного материала, который затвердевает с помощью связующего вещества, распадающегося под воздействием температуры. Для извлечения из формы форма для литья подвергается в печи тепловой обработке, при которой она нагревается до температуры, при которой связующее вещество литейного стержня теряет свой связующий эффект.
Уровень техники
Такие способы, известные среди специалистов как «термическое освобождение от песка», используются на практике, в частности, при литье блоков цилиндров двигателей или головок блоков цилиндров для двигателей внутреннего сгорания из легкого металла в массовом производстве. Как правило, литые заготовки такого типа, вследствие их комплексной филигранной формы, зачастую отливаются в формах для литья, которые составляются в виде так называемых «пакетов стержней» из большого количества отдельных стержней, предварительно изготовленных, соответственно, из формовочного материала. Однако изготовленные из формовочного материала литейные стержни применяются также при кокильном литье для того, чтобы сформовать во внутренней зоне соответствующей литой заготовки предусмотренные каналы и сквозные отверстия.
Формовочные материалы, из которых формуются литейные стержни обсуждающегося здесь типа, состоят обычно из смеси подходящего формовочного песка и связующего вещества, которое связывает друг с другом отдельные частицы формовочного песка при изготовлении литейного стержня и, таким образом, обеспечивает необходимую стабильность формы стержня, сформованного из формовочного материала. Дополнительно формовочный материал может содержать определенные добавки, которые улучшают совместное действие связующего вещества и формовочного песка или поведение соответствующего литейного стержня при разливке расплавленного металла.
Под связующим веществом понимается неорганическое связующее вещество, которое затвердевает при подаче тепла, или органическое связующее вещество, которое затвердевает при газации реакционным газом. Общим у таких связующих веществ является то, что они теряют свою эффективность, если температура превышает верхнее предельное значение, и связующее вещество сгорает, по меньшей мере, частично. Как только эта точка достигается, литейные стержни, изготовленные с применением такого связующего вещества, распадаются на фрагменты или на отдельные частицы песка, которые отваливаются от этой литой заготовки. При этом задача заключается в том, чтобы управлять распадом литейных стержней таким образом, чтобы в литой заготовке или на литой заготовке оставалось, по возможности, малое количество формовочного материала.
На практике температура, при которой происходит тепловая обработка, проводимая для термического освобождения от песка, отрегулирована на такую величину, чтобы связующее вещество, по возможности, полностью сгорало в печи. Оставшийся формовочный песок затем можно с небольшими затратами подготовить для повторного применения.
Особенно эффективно можно использовать термическое освобождение от песка, если, например, как известно из документа DE 69318000 Е3 (ЕР - 612276 В1), освобождение от песка литой заготовки и подготовка формовочного песка соединяются с горячей обработкой раствором литой заготовки, и эти три рабочие операции выполняются непрерывно в печи. Для того чтобы улучшить результат подготовки формовочного песка, отвалившиеся от литых заготовок фрагменты литейных стержней попадают в печи в формовочную песчаную постель, которая при подаче жидкого потока газа преобразуется в состоящую из песка и фрагментов литейных стержней смесь таким образом, что фрагменты формовочного песка постоянно находятся в движении и, в результате их принудительного взаимного абразивного воздействия, быстро распадаются на отдельные частицы песка.
Объединение процессов термического освобождения от песка, подготовки формовочного песка и горячей обработкой раствором литой заготовки обуславливает сравнительно большой интервал времени пребывания литой заготовки в соответствующей печи. Если для применения, обусловленного с точки зрения массового производства, при способе обсуждающегося здесь типа литейные формы и литые заготовки необходимо непрерывно обрабатывать теплом, это приведет к тому, что проходные печи должны иметь значительную длину. Также выясняется, что термическое освобождение от песка с литейных стержней, которые образуют в литой заготовке сквозные отверстия, удается не полностью даже в этом случае, если под такими сквозными отверстиями понимаются цилиндрические отверстия или аналогичные отверстия, которые имеют большой диаметр.
Раскрытие изобретения
С учетом поясненного выше уровня техники в основу изобретения положена задача улучшить эффективность и результат освобождения от песка в способе указанного в начале типа.
Эта задача решается признаками п. 1 формулы изобретения.
Преимущественные варианты выполнения предложенного в изобретении способа указаны в зависимых пунктах формулы изобретения и поясняются далее более подробно как общая идея изобретения.
Как при термическом освобождении от песка поясненного выше типа, согласно изобретению, при извлечении из формы для литья литой заготовки, отлитой из легкого сплава, которая содержит по меньшей мере один литейный стержень, который образует в литой заготовке сквозное отверстие, соединяющее две внешние стороны литой заготовки и изготовлен из формовочного материала, который затвердевает с помощью связующего вещества, распадающегося под воздействием температуры; для извлечения из формы форма для литья подвергается в печи тепловой обработке, при которой она нагревается до температуры, при которой связующее вещество литейного стержня теряет свой связующий эффект.
Согласно изобретению, теперь в печи по проходу, который выполнен в образующем сквозное отверстие литейном стержне формы для литья, проходит горячий газ, температура которого соответствует, по меньшей мере, температуре, при которой связующее вещество формовочного материала теряет свой связующий эффект, так что образующий сквозное отверстие литейный стержень в результате воздействия горячего газа распадается на фрагменты или на отдельные частицы песка. При этом проход в форме для литья выполнен в образующем сквозное отверстие литейном стержне таким образом, что он направлен от первой внешней стороны к другой внешней стороне формы для литья.
Если здесь говорят о «потере связующего эффекта», то при этом имеют в виду, что связующее вещество в результате, по меньшей мере, частичного сгорания или другого типа химического распада, становится больше не в состоянии, по меньшей мере, в некоторых местах, совместно удерживать формовочный материал литейного стержня.
Предусмотренный, в соответствии с изобретением, проход в форме для литья может иметься уже на входе в печь. При этом для предотвращения слишком ранней потери связующим веществом его эффективности, сквозное отверстие закрывается, прежде всего, посредством вспомогательного устройства, такого, как тонкая заслонка из горючего материала, например, из бумаги, песка, горючей ткани или аналогичного материала. Таким способом предотвращается опасность, что в зоне прохода уже перед входом в печь в результате эффекта дымовой трубы в проход будет поступать воздух из окружающей среды и, в результате, связующее вещество литейного стержня, образующего сквозное отверстие литой заготовки, будет преждевременно сгорать. Заслонка сгорает через короткий интервал времени в печи, так что, согласно изобретению, образуется полезный эффект, а именно горячий газ проходит в печи по проходу.
Альтернативно также возможно сначала выполнить проход в печи, например, посредством того, что форма для литья выполняется таким образом, чтобы проход был свободным, если в результате разрушения связующего вещества отваливается первый элемент формы от формы для литья, или посредством того, что проход во входной зоне печи выполняется посредством приложения механического усилия в форме для литья.
Согласно изобретению, таким образом, используется форма для литья, которая выполнена таким образом, чтобы интенсивность, с которой на нее воздействует преобладающая при тепловой обработке горячая атмосфера, значительно выше, чем при обычном способе обработке. Для этого на форме для литья предусмотрен по меньшей мере один проход, по которому образовавшийся из атмосферы печи горячий газ попадает также в расположенные внутри литых заготовок литейные стержни формы для литья. Таким образом, литейные стержни, расположенные также внутри литой заготовки, быстро прогреваются до температуры, при которой его связующее вещество теряет свою эффективность. Это действительно, в первую очередь, для того литейного стержня, который предусмотрен с проходом, по которому проходит горячий газ, однако, также для граничащих с ним литейных стержней, если они имеются, которые образуют дополнительные каналы, полости или аналогичные устройства в литой заготовке.
В обычных печах для тепловой обработки для форм для литья и литых заготовок обсуждающегося здесь типа атмосфера печи содержит кислород, так что также посредством предусмотренного, согласно изобретению, прохода поступающий в форму для литья горячий газ может содержать кислород. Особое преимущество предусмотренного, согласно изобретению, прохождения горячего газа в форму для литья заключается в этом случае в том, что вместе с горячим газом во внутренние зоны формы для литья также специально попадает большое количество кислорода, в результате чего происходит сгорание связующего вещества формовочного материала и, соответственно, ускоряется и окончательно завершается распад также расположенных внутри литейных стержней.
Помимо ускорения распада связующего вещества литейных стержней ускорение нагрева, вызванное посредством предложенного в изобретении прямого прохождения горячего газа на расположенные внутри литейные стержни формы для литья, приводит к увеличению тепловых напряжений в литейных стержнях, что также вносит вклад в увеличение эффективности и в оптимизацию результата вызванного, согласно изобретению, термического освобождения от песка.
В принципе возможно, согласно изобретению, принудительно подавать горячий газ, протекающий по предусмотренному в форме для литья проходу, с помощью газодувки или аналогичного устройства. Однако опытным путем показано, что также достаточно естественной конвекции, чтобы, согласно изобретению, достичь необходимого эффекта. Таким образом, возникает тяга, посредством которой естественный поток горячего газа проходит через проход практически в любом его направлении. Кроме этого, доказано, что особенно преимущественным является вариант выполнения, если проход литейного стержня формы для литья, по которому проходит горячий газ, направлен в печи вертикально. Это можно особенно легко осуществить, если под литыми заготовками из легкого металла понимаются блоки цилиндров для двигателя внутреннего сгорания, по меньшей мере одно соответствующее цилиндрическое отверстие которого и граничащая кривошипная камера сформированы посредством по меньшей мере одного литейного стержня, предусмотренного, согласно изобретению, с проходом для горячего газа.
При этом само собой разумеется, что решающим является то, что предусмотренный, согласно изобретению, проход полностью проходит через форму для литья независимо от того, сколько литейных стержней формируют соответствующее сквозное отверстие. В соответствии с этим, в форме для литья, предусмотренной для выполнения предложенного в изобретении способа, может быть выполнено сквозное отверстие литой заготовки посредством двух или более литейных стержней, которые имеют, соответственно, один проход, причем проходы литейных стержней соединены друг с другом, и по всем этим проходам в печи проходит горячий газ. Примером для такого варианта выполнения является уже вышеупомянутая форма для литья для блока цилиндров для двигателя внутреннего сгорания, в котором соответствующее цилиндрическое отверстие сформировано посредством одного или нескольких литейных стержней, которые установлены на дополнительном литейном стержне, который формирует кривошипную камеру блока цилиндров двигателя. Согласно изобретению, все эти литейные стержни предусмотрены с одним проходом, причем эти проходы направлены оптимальным образом по одной оси, так что обеспечивается интенсивное свободное прохождение горячего газа.
Изобретение является особенно благоприятным для таких форм для литья, которые выполнены в виде пакета стержней, который состоит из двух или более литейных стержней. При этом такой пакет стержней, разумеется, может содержать не только литейные стержни, но также, известным образом, охлаждающие элементы из металла или песок Кромера, такие как охлаждающий пруток для канавки под заливку подшипника, цилиндрическое отверстие или другие высокоустойчивые зоны двигателя внутреннего сгорания. К ним относятся также охлаждающие кокили, охлаждающие металлические пластины, которые могут заменить комплект стержней, и все аналогичные функциональные детали. Также в пакете стержней могут находиться имеющие цилиндрическую форму, так называемые «вкладыши», которые отлиты из высокоустойчивого материала в качестве материала для литья, из которого отливается двигатель, и которые ограничивают цилиндрические пространства в готовом двигателе внутреннего сгорания, в которых двигаются во время эксплуатации поршни двигателя.
Вызванный посредством предложенного в изобретении варианта выполнения формы для литья быстрый и интенсивный прогрев приводит именно в случае применения формы для литья в виде пакета стержней к очень большим тепловым напряжениям и интенсивному выгоранию связующего вещества, что способствует полному распаду расположенных внутри и снаружи литейных стержней. Таким образом, было показано, что при выполненном, согласно изобретению, термическом освобождении от песка с блоков цилиндров двигателя песок литейных стержней, которые предусмотрены с проходом для направления горячего газа и которые образуют кривошипную камеру и цилиндрические отверстия блока цилиндров двигателя, кроме того, был удален, насколько возможно, без остатков, а также была удалена значительно большая часть расположенных снаружи литейных стержней, чем это возможно при обычном способе действия.
Эффективность освобождения от песка расположенных снаружи литейных стержней пакета стержней формы для литья можно еще больше улучшить посредством того, что в образованных во внешних боковых частях формы для литья литейных стержнях пакета стержней сформировать выемки. Посредством таких выемок не только экономно расходуется известным образом формовочный песок и, тем самым, снижается вес формы для литья, но также увеличивается площадь воздействия горячего газа. Таким образом, большое количество кислорода попадает глубоко в образующий соответствующую боковую часть литейный стержень, так что его связующее вещество сгорает, насколько возможно, полностью за более короткий интервал времени.
Если под формой для литья понимается пакет стержней, как правило, имеющие форму пластин боковые части закрывают форму для литья со стороны его основания, боковых сторон и со стороны ее верхней части. В частности, в выполненной таким образом форме для литья показано, что особенно благоприятно, если литейный стержень, образующий, по меньшей мере, одно сквозное отверстие литой заготовки, сталкивается с боковой частью, образующей соответствующую внешнюю заглушку формы для литья, и проход образующего сквозное отверстие литейного стержня продолжается во внешней боковой части до внешней поверхности формы для литья. В этом случае проходящий через проход соответствующей боковой части горячий газ способствует тому, что граничащие с проходом зоны боковой части быстро нагреваются, и в результате имеющееся там связующее вещество ускоренно сгорает, и возникают напряжения, которые ускоряют распад боковой части.
Предложенный в изобретении способ действия является особенно эффективным, если тепловая обработка, которой подвергается форма для литья в печи, проводится в виде горячей обработке раствором литой заготовки. Выполненное, согласно изобретению, прохождение горячего газа по расположенному внутри проходу формы для литья способствует не только быстрому нагреву литейного стержня, предусмотренного, соответственно, с проходом для горячего газа, но также способствует ускоренному и одновременно равномерному нагреву объема литой заготовки, поскольку теперь в печи тепло больше не должно проникать исключительно от внешней стороны к внутренней стороне литой заготовки, а также тепло направляется прямо в расположенную внутри зону.
Точно также, как выполняется известное объединение с горячей обработкой раствором, в комбинации с предложенным в изобретении термическим освобождением от песка можно осуществить известную подготовку формовочного материала, при которой образующиеся при распаде связующего вещества и отваливающиеся от литой заготовки фрагменты задерживаются и удерживаются в печи до тех пор, пока не сгорит также содержащееся еще в этих фрагментах связующее вещество. При этом измельчение фрагментов на отдельные частицы формовочного песка может поддерживаться также известным способом посредством того, что задержанные фрагменты удерживаются в печи в движении посредством подачи потока газа в постель из формовочного материала, образовавшуюся в печи из фрагментов.
В результате с помощью изобретения удается, таким образом, простым способом, термически выбить стержни более быстро и более эффективно, чем это возможно при обычном способе действия. В результате более быстрого распада и быстрого нагрева до соответствующей температуры тепловой обработки можно значительно сократить интервал времени, в течение которого соответствующая форма для литья пребывает в печи для тепловой обработки, необходимой для освобождения от песка. Это действительно, в частности, в том случае, если предложенное в изобретении освобождение от песка комбинируется с горячей обработкой раствором литой заготовки. Таким образом, можно доказать, что при предложенном в изобретении способе действия продолжительность горячей обработки раствором, т.е. время, в течение которого литая заготовка должна удерживаться до температуры горячей обработки раствором, может быть значительно меньше. Практические тесты показали, что при предложенном в изобретении способе действия интервалы времени, которые необходимы для требуемого освобождения песка и горячей обработки раствором отлитых из алюминиевого сплава блоков цилиндров двигателя для двигателей внутреннего сгорания, могут быть на 60 минут меньше, чем при обычном принципе действия. Практические исследования позволяют ожидать, что возможны также еще большие сокращения.
После проведенного, согласно изобретению, термического освобождения от песка на литой заготовке остается значительно меньше остатков песка, чем при обычном способе действия, поскольку стержни выбиваются лучше не только в зоне соответствующего сквозного отверстия, а в результате быстрого подогрева литой заготовки другие расположенные внутри стержни формы для литья также нагреваются более быстро, так что в них также происходит более интенсивный распад связующего вещества, и при этом эти стержни дробятся на малые фрагменты и частицы песка, которые могут легко высыпаться из литой заготовки. Таким образом, можно получить освобожденные, согласно изобретению, от песка литые заготовки, которые соответствуют самым высоким требованиям по качеству, не проводя дорогостоящие мероприятия для удаления остатков грязи и песка из каналов, которые следует выполнить на литой заготовке.
Посредством выполненного, согласно изобретению, быстрого распада литейных стержней и быстрого подогрева литой заготовки можно сократить время тепловой обработки, которое необходимо для термического освобождения от песка и, в данном случае, для комбинированной горячей обработки раствором. С другой стороны, это позволяет конструировать более короткие печи, необходимые для необходимого проведения способа, и, значит, при их эксплуатации потребуется меньший расход электроэнергии. Посредством предусмотренного, согласно изобретению, прохода, кроме того, экономится формовочный материал и снижается вес, что дополнительно способствует снижению расходов благодаря предложенному в изобретении способу действия.
Краткое описание чертежей
Далее изобретение поясняется более подробно с помощью чертежа, на котором представлен пример выполнения. На нем, соответственно, в схематичном виде, показано:
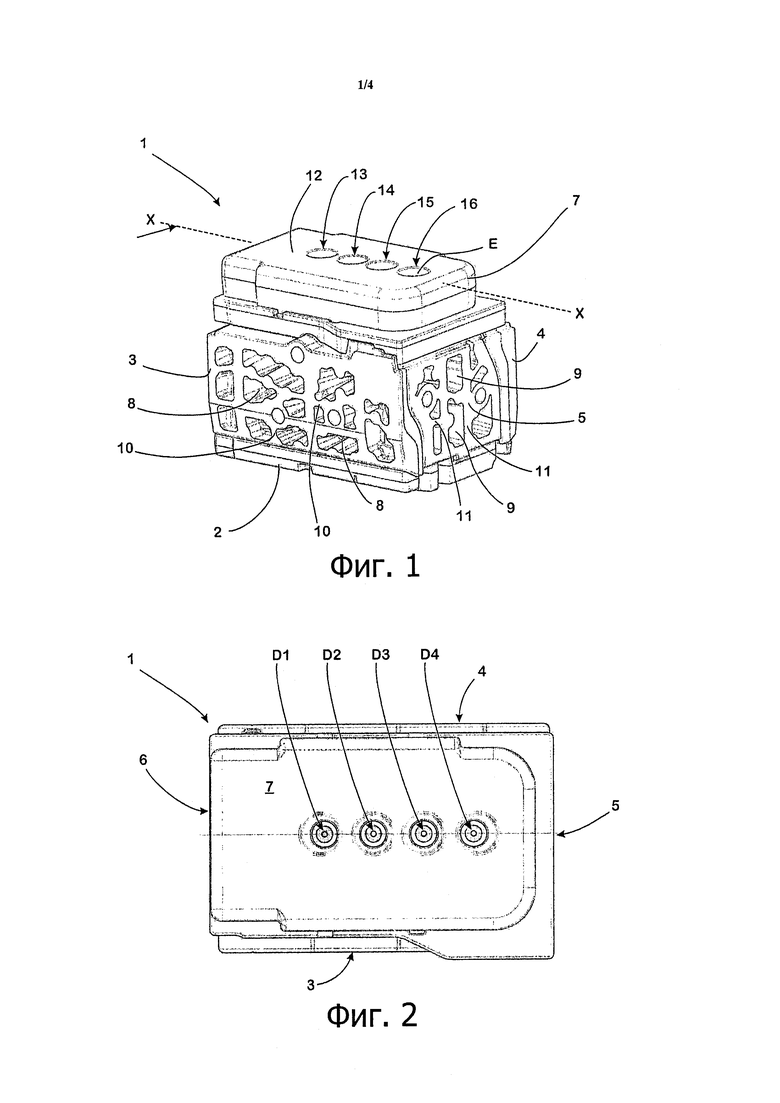
Фиг. 1 - форма для литья в перспективном изображении;
Фиг. 2 - форма для литья по фиг. 1, вид сверху;
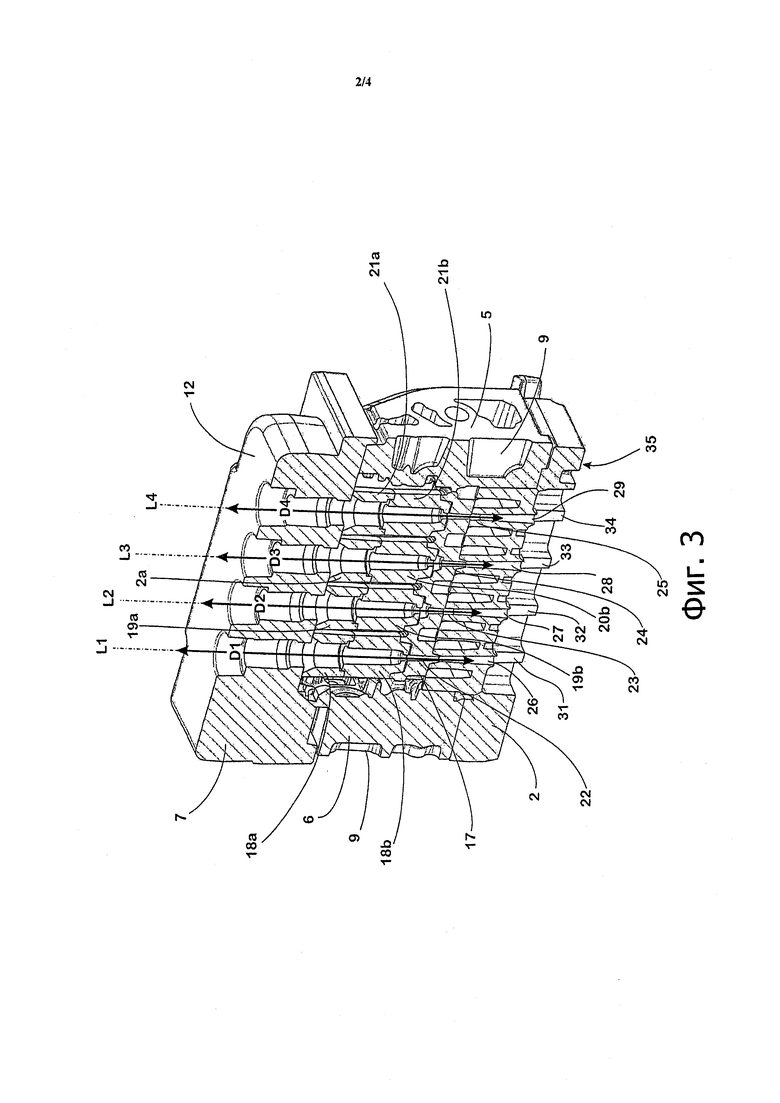
Фиг. 3 - форма для литья по фиг. 1, в сечении вдоль линии сечения Х-Х, обозначенной на фиг. 1;
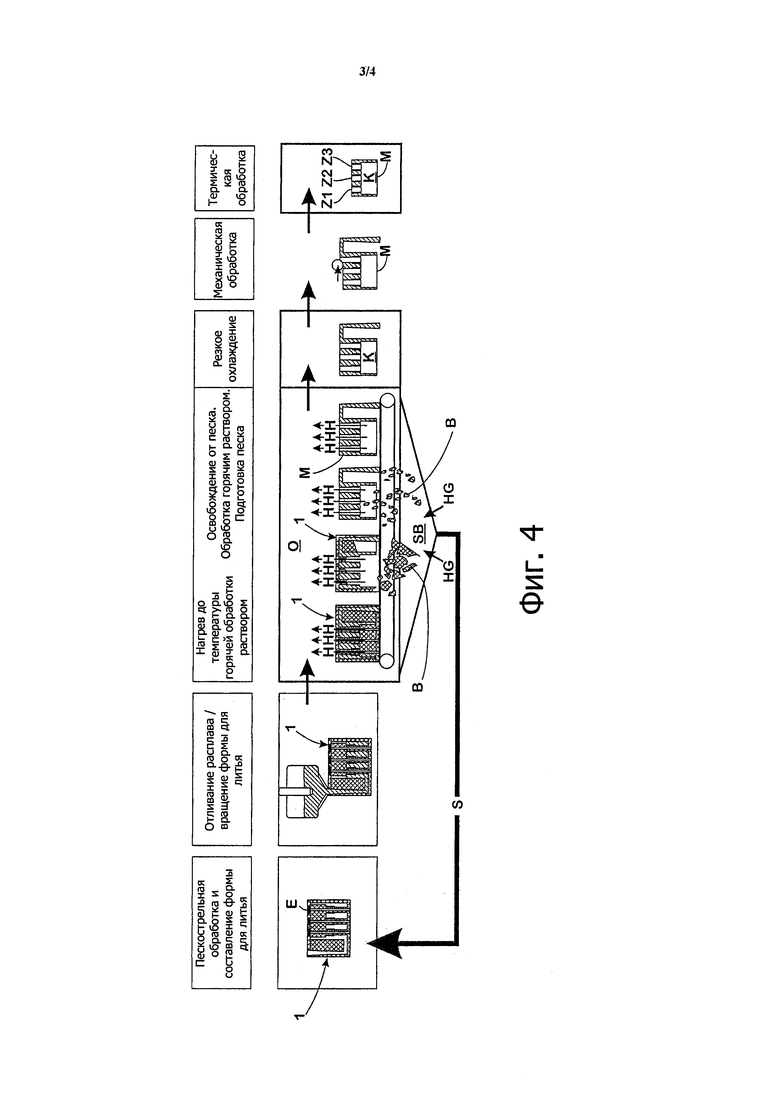
Фиг. 4 - последовательность рабочих операций, выполняемых при изготовлении литой заготовки при применении предложенного в изобретении способа;
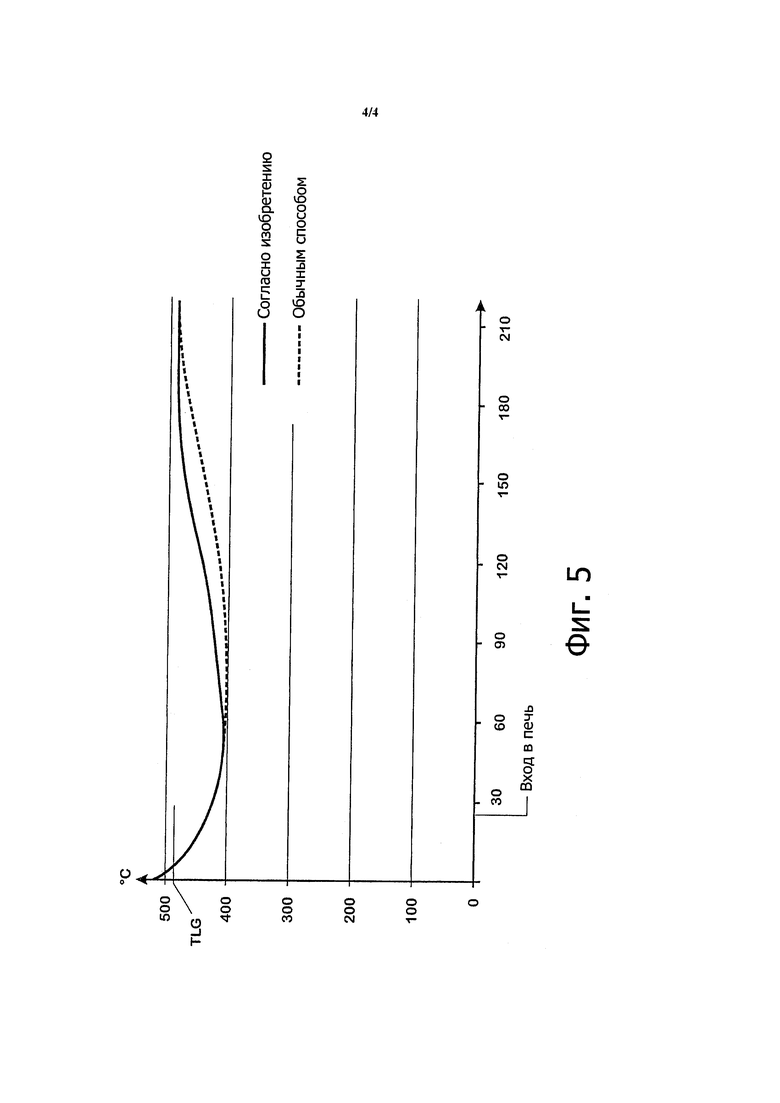
Фиг. 5 - характер изменения температуры в литой заготовке блока цилиндров двигателя при прохождении через проходную печь до момента достижения температуры горячей обработки раствором, нанесенной в зависимости от времени.
Осуществление изобретения
Квадратная форма для литья 1 предназначена для литья блока цилиндров двигателя M для двигателя внутреннего сгорания, который здесь не показан.
Форма для литья 1 составлена в виде пакета стержней из большого числа литейных стержней. Литейные стержни изготовлены, соответственно, известным способом, из формовочного материала, который сформирован в виде смеси из формовочного песка и органического связующего вещества, а также, в случае необходимости, опционально вводимых добавок в не изображенную здесь пескострельную машину к литейным стержням, которые затем прошли процесс упрочнения посредством подачи реакционного газа.
Стержни могут изготавливаться альтернативно с помощью любых, известных в уровне техники, способов для изготовления стержней, например таких, как способ с применением теплового ящика, термостата, литья в формы по Кронингу, способа с применением съемных пресс-форм и способов, предусматривающих самоотверждение без катализаторов.
К литейным стержням формы для литья 1 относятся литейный стержень 2, который образует основание формы для литья 1 и на котором установлены другие литейные стержни формы для литья 1, два литейных стержня 3, 4, из которых, соответственно, один соответствует одной из продольных сторон формы для литья 1 и которые ограничивают форму для литья 1 с ее продольных сторон, два литейных стержня 5, 6, из которых, соответственно, один соответствует одной из торцевых сторон формы для литья 1 и которые ограничивают форму для литья 1 с ее торцевых сторон, а также верхний стержень 7, который закрывает форму для литья 1 с ее верхней стороны.
В литейных стержнях 3, 4, образующих боковую заглушку формы для литья 1 с ее продольных сторон, и в литейных стержнях 5, 6, образующих боковую заглушку формы для литья 1 с ее торцевых сторон, сформованы, соответственно, несколько выемок 8, 9. При этом выемки 8, 9 расположены таким образом и выполнены на такой глубине в соответствующих литейных стержнях 3-6, что, с одной стороны, в зоне его основания остается стенка, толщины которой достаточно, чтобы она надежно окружала замкнутое пространство формы для литья 1, но, с другой стороны, между выемками 8, 8, соответственно, остаются только перемычки 10, 11 с толщиной, которая обеспечивает достаточную для жесткости конструкции соответствующего литейного стержня 3-6 прочность, но одновременно позволяет достаточно просто разрушить перемычки 8, 9 а, значит, соответствующие литейные стержни 3-6, если связующее вещество формовочного материала, из которого сформированы литейные стержни 3-6, становится неэффективным.
В верхнем стержне 7 сформированы четыре направленные вертикально относительно плоской внешней верхней поверхности 12 верхнего стержня 7 и расположенные на одинаковом расстоянии друг от друга сквозные отверстия 13-16, которые проходят от верхней поверхности 12 в пространство, окруженное литейными стержнями 2-7.
В граничащей с верхней поверхностью 12 краевой зоне сквозных отверстий 6 сформирован огибающий выступ. На этом выступе установлена изготовленная из формовочного материала, из которого сформирован также сам закрывающий стержень 7, из бумаги или горючего технического сукна, заслонка Ε толщиной около 1 см, которая свободно помещается в отверстие 13-16, чтобы держать закрытыми сквозные отверстия 13-16 после отливания литой заготовки блока цилиндров двигателя M до тех пор, пока не начнется тепловая обработка, которая проводится для освобождения от песка и горячей обработки раствором. Альтернативно отдельной заслонке Ε сквозные отверстия 13-16 можно также закрывать с помощью соединенного в виде единой детали с окружающим материалом верхнего стержня 7 мембранного верхнего слоя, который, если он подвергается воздействию преобладающей при тепловой обработке температуре, быстро разрушается и открывает соответствующее сквозное отверстие 13-15. На фигурах 2 и 3 заслонки Ε сняты, так что через форму для литья 1 можно видеть предусмотренные, согласно изобретению, свободные проходы D1-D4, выполненные так, как поясняется далее.
В окруженном литейными стержнями 2-7 пространстве на центральном, образующем верхнюю часть кривошипной камеры К литой заготовки блока цилиндров двигателя М, литейном стержне 17, в предусмотренном, соответственно, для этого гнезде, установлены четыре пары, соответственно, установленных друг на друге кольцевых литейных стержня 18а, 18b, 19а, 19b, 20а, 20b и 21а, 21b. Пары литейных стержней 18а, 18b, 19а, 19b, 20а, 20b и 21а, 21b ограничивают, соответственно, своими внешними краевыми поверхностями, соответственно, одно из четырех цилиндрических пространств литой заготовки блока цилиндров двигателя М, из которого на фиг. 4, ради наглядности, в символическом виде показаны только три цилиндрических пространства Z1-Z3. Цилиндрические пространства образуют, соответственно, одно сквозное отверстие литой заготовки блока цилиндров двигателя М. Окруженные литейными стержнями 18а-21b кольцевые отверстия в то же время расположены на одной оси относительно друг друга и относительно соответствующих сквозных отверстий 13-16 верхнего стержня 7, установленного плотно на соответствующем ему крае, соответственно, верхнего литейного стержня 18b, 19b, 20b, 21b, так что они образуют продолжение сквозных отверстий 13-16.
В продолжение кольцевого пространства, соответственно, нижнего литейного стержня 18а, 19а, 20а, 21а литейных стержней 18а-21b в литейном стержне 17 пластинчатой формы сформировано, соответственно, одно дополнительное сквозное отверстие 22-25, которое выполнено также на одной оси относительно соответствующего сквозного отверстия 13-16 литейного стержня 7.
На его конце, соответствующем нижнему стержню 2 сквозные отверстия 22-25 переходят, соответственно, в сквозное отверстие 26-29. Сквозные отверстия 26-29 сформированы в виде воронки, расширяющимися в направлении к нижнему стержню 2, в дополнительном литейном стержне 30, который формирует нижнюю часть кривошипной камеры К и установлен на нижнем стержне 2.
В нижнем стержне 2 сформированы четыре дополнительных сквозных отверстия 31-34, из которых, соответственно, каждое соответствует одному из сквозных отверстий 26-29.
Расположенные относительно друг друга на одной оси и коаксиально относительно общей продольной оси L1 сквозные отверстия 13, 22, 26 и 31 образуют вместе с кольцевыми отверстиями, окруженными литейными стержнями 18а, 18b, первый проход D1, который направлен от плоской опорной поверхности 35, с помощью которой нижний стержень 2 во время эксплуатации стоит на соответствующей основе, к также плоской верхней поверхности 12 верхнего стержня 7.
Соответствующим образом сквозные отверстия 14, 23, 27 и 32, расположенные относительно друг друга на одной оси и совместно коаксиально относительно продольной оси L2, расположенной параллельно продольной оси L1, совместно с кольцевыми отверстиями, ограниченными литейными стержнями 19а, 19b, образуют второй проход D2, сквозные отверстия 15, 24, 28 и 33, расположенные относительно друг друга на одной оси и совместно коаксиально относительно продольной оси L2, расположенной параллельно продольной оси L1, совместно с кольцевыми отверстиями, окруженными ограниченными литейными стержнями 20а, 20b, образуют третий проход D3 и сквозные отверстия 16, 25, 29 и 34, расположенные относительно друг друга на одной оси и совместно коаксиально относительно продольной оси L2, расположенной параллельно продольной оси L1, совместно с кольцевыми отверстиями, окруженными ограниченными литейными стержнями 21а, 21b, образуют четвертый проход D4.
Для изготовления блока цилиндров M в первой станции обработки из литейных стержней 2-7, 17, 18а-21b и 30, а также других, не показанных здесь ради наглядности литейных стержней, составляется форма для литья 1.
Затем форму для литья 1 наполняют расплавом алюминия. При этом форму для литья 1 таким образом устанавливают вокруг направленной горизонтально поворотной оси, что она располагается наверху, а верхний стержень 2 располагается по направлению силы тяжести внизу. Таким образом, не показанное на фигурах 1-3 заливное отверстие также не изображенного дозатора, с помощью которого выполняется наполнение формы для литья 1, располагается для наполнения наверху, в то время как дозатор находится по направлению силы тяжести внизу. После завершения процесса наполнения форму для литья 1 снова поворачивают вокруг направленной горизонтально поворотной оси, так что теперь дозатор и верхний стержень 7 находятся наверху, в то время как заливное отверстие дозатора располагается по направлению силы тяжести внизу. Посредством такого метода, также называемого «ротационным литьем», достигается равномерное отвердевание литой заготовки в форме для литья 1.
Не ранее, чем будет произведена загрузка в печь, и не позднее, чем после полного отвердевания алюминиевого расплава в форме для литья 1 форма для литья поступает в проходную печь О, в которой блок цилиндров двигателя M освобождается от песка, и блок цилиндров двигателя M проходит обработку горячим раствором, и отвалившийся от блока цилиндров двигателя M формовочный материал литейных стержней формы для литья 1 подготавливается для повторного применения.
Поступившая в печь О форма для литья 1 для этого нагревается до температуры горячего раствора, которая, соответственно, в зависимости от обрабатываемого алюминиевого сплава, обычно лежит в диапазоне 450-550°С. Эта температура горячего раствора выше, чем температура, при которой начинает сгорать связующее вещество формовочного материала литейных стержней формы для литья 1.
При этом в результате естественной конвекции используются потоки горячего газа Н, которые проходят снизу через проходы D1-D4 формы для литья 1. Таким образом, начинается распад формы для литья 1 не только в зоне внешних литейных стержней 2-7, но также в охваченных потоками горячего газа H1-Н4 зонах литейных стержней 17, 18а-21b и 30 внутри формы для литья 1. Одновременно легкий металл блока цилиндров двигателя M также быстро нагревается до температуры горячего раствора не только с внешней стороны формы для литья 1, но также и изнутри.
При продолжении нагрева и, значит, при сопровождающемся сгорании связующего вещества его формовочного материала связующее вещество быстро становится неэффективным, и боковые литейные стержни 2-7 и внутренние литейные стержни 2-7, 17, 18а-21b и 30 начинают разрушаться. Отвалившиеся от литой заготовки блока цилиндров двигателя M фрагменты и частицы песка В попадают в песчаную постель SB, предусмотренную под путем перемещения F формы для литья 1 в печи О.
Для того чтобы удержать в движении собранные в песчаной постели SB фрагменты В с целью продолжения их измельчения и регенерации, в песчаную постель SB подают горячий газ HG, который поступает по соплу в основании печи О. Посредством образования состоящей из песка и фрагментов литейных стержней смеси и поддержания постоянной температуры песчаной постели SB, связующее вещество, оставшееся еще во фрагментах литейных стержней В, сгорает, и фрагменты В измельчаются на их отдельные частицы песка. Формовочный песок S, полученный при такой подготовке, возвращается для повторного применения на пескострельную машину, которая изготавливает литейные стержни, из которых составляется соответствующая форма для литья 1.
Чем больше ширина литой заготовки блока цилиндров двигателя В, поступающей в направлении выхода печи О, тем более полно выполняется освобождение от песка блока цилиндров двигателя М, пока из него, наконец, не высыпятся также самые малые фрагменты В.
При С достижении выхода печи О, в этом случае, также заканчивается время, необходимое для обработки горячим раствором, так что литую заготовку блока цилиндров двигателя M можно быстро охладить до комнатной температуры в непосредственно примыкающей станции. Кроме того, выполняется механическая обработка, при которой дозатор отделяется, и на блоке цилиндров двигателя M выполняются дополнительные операции по металлообработке. Затем опционально выполняется еще одна операция по выгрузке.
На фиг. 5 показан ход изменения температуры литой заготовки блока цилиндров двигателя M в печи О для освобожденной от песка и обработанной горячим раствором литой заготовки блока цилиндров двигателя обычным способом (пунктирной линией) и для такой же освобожденной от песка и обработанной горячим раствором литой заготовки блока цилиндров двигателя предложенным в изобретении способом (сплошной линией). Формы для литья, содержащие соответствующие литую заготовку, отлиты при температуре ниже температуры перехода в жидкое состояние алюминиевого расплава, из которого отливаются литые заготовки, но еще при не завершившемся отвердевании соответствующей литой заготовки блока цилиндров двигателя, поступившей в печь О. В то время, как литая заготовка блока цилиндров двигателя только в частично отвержденном состоянии уже вводится в печь, можно использовать ее тепло, имеющееся в этом состоянии.
Температура литой заготовки составляла при обычном и при предложенном в изобретении принципе действия на входе в печь О, соответственно, прибл. 430°С. Однако литая заготовка, обтекаемая горячим газом, согласно изобретению, достигла температуры горячего раствора TLG прибл. 485°С значительно быстрее, чем литая заготовка, нагретая обычным способом без обтекания горячим газом. В результате этого обтекаемая, согласно изобретению, горячим газом литая заготовка пребывает в обычной печи О до температуры горячего раствора прибл. на 90 минут дольше, чем литая заготовка, обработанная обычным способом. Поскольку в то же время освобождение от песка при предложенном в изобретении способе действия происходило значительно эффективнее, таким образом, предложенный в изобретении способ действия позволяет сократить процесс освобождения от песка и обработки горячим раствором примерно на 30% по сравнению с обычным способом действия.
Список условных обозначений
1 Форма для литья
2 Нижний литейный стержень
3, 4 Литейные стержни, ограничивающие продольные стороны формы для литья 1
5, 6 Литейные стержни, ограничивающие торцевые стороны формы для литья 1
7 Верхний литейный стержень
8, 9 Выемки
10, 11 Поперечины
12 Верхняя поверхность верхнего стержня 7
13-16 Сквозные отверстия верхнего стержня 7
17 Литейный стержень
18а-21b Кольцевые литейные стержни
22-25 Сквозные отверстия литейного стержня 17
26-29 Сквозные отверстия литейного стержня 30
30 Литейный стержень
31-34 Сквозные отверстия нижнего стержня 2
35 Опорная поверхность нижнего стержня 2
B Фрагменты литейного стержня D1-D4 Проходы
Е Заслонка
Н Горячий газ
HG Потоки горячего газа
К Кривошипная камера блока цилиндров двигателя
М Литая заготовка блока цилиндров двигателя
О Проходная печь
S Подготовленный формовочный песок
SB Песчаная постель
Z1-Z3 Цилиндрические пространства блока цилиндров двигателя М
F Путь перемещения
Изобретение относится к литейному производству. Форма 1 для литья выполнена в виде пакета стержней, которые образуют в литой заготовке (М) сквозные отверстия (Z1-Z3), соединяющие две внешние стороны литой заготовки. Стержни изготовлены из формовочного материала, затвердевающего с помощью связующего вещества, распадающегося под воздействием температуры. Форма подвергается в печи (О) нагреву до температуры, при которой связующее вещество теряет свое связующее действие. В печи через проходы (D1-D4), выполненные в стержнях, пропускают горячий газ (Н), имеющий температуру, соответствующую, по меньшей мере, температуре, при которой связующее вещество теряет свое связующее действие. Литейный стержень, образующий сквозное отверстие (Z1-Z3) в отливке, в результате воздействия горячего газа распадается на фрагменты (В) или на отдельные частицы песка, попадающие на песчаную постель (SB). Обеспечивается ускорение процесса извлечения стержней из отливки. 9 з.п. ф-лы, 5 ил.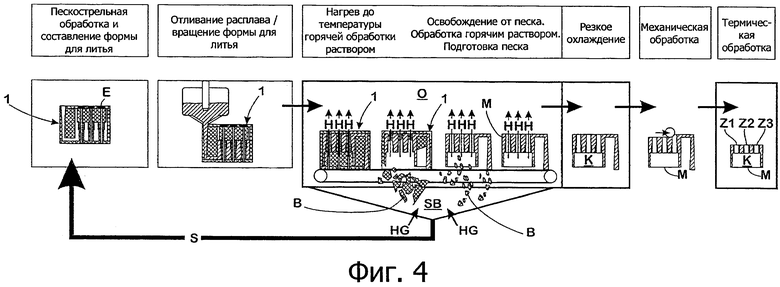
1. Способ извлечения литой заготовки, отлитой из легкого сплава, из литейной формы, содержащей по меньшей мере один литейный стержень, формирующий в литой заготовке сквозное отверстие, соединяющее две ее внешние стороны, и выполненный из формовочного материала, затвердевающего с помощью связующего, распадающегося под воздействием температуры, включающий тепловую обработку в печи литейной формы путем нагрева ее до температуры, при которой связующее теряет свое связующее действие, отличающийся тем, что в литейном стержне выполняют проход, через который в упомянутой печи пропускают горячий газ, имеющий температуру, соответствующую, по меньшей мере, температуре, при которой связующее теряет свое связующее действие, а литейный стержень, формирующий сквозное отверстие под воздействием горячего газа, распадается на фрагменты или на отдельные частицы песка.
2. Способ по п. 1, отличающийся тем, что проход в литейном стержне выполняют вертикально.
3. Способ по п. 1, отличающийся тем, что сквозное отверстие в литой заготовке формируют посредством по меньшей мере двух литейных стержней, имеющих, соответственно, один проход, при этом проходы литейных стержней соединены друг с другом с возможностью прохода и по ним в печи горячего газа.
4. Способ по п. 1, отличающийся тем, что литейную форму выполняют в виде пакета, содержащего по меньшей мере два литейных стержня.
5. Способ по п. 4, отличающийся тем, что в литейных стержнях, образующих внешние боковые части литейной формы, формируют выемки.
6. Способ по п. 1, отличающийся тем, что литейный стержень, формирующий сквозное отверстие в литой заготовке, контактирует с боковой частью, образующей внешнюю границу литейной формы, а проход литейного стержня продолжается во внешней боковой части до внешней поверхности литейной формы.
7. Способ по п. 1, отличающийся тем, что тепловая обработка, которой подвергают литейную форму в печи, представляет собой обработку на твердый раствор литой заготовки.
8. Способ по п. 1, отличающийся тем, что образующиеся при распаде связующего и отпадающие от литой заготовки фрагменты формирующего сквозное отверстие литейного стержня задерживаются и удерживаются в печи до сгорания содержащегося в этих фрагментах связующего.
9. Способ по п. 1, отличающийся тем, что литая заготовка представляет собой блок цилиндров двигателя внутреннего сгорания, а сформированное посредством литейного стержня сквозное отверстие представляет собой цилиндрическое отверстие литой заготовки.
10. Способ по п. 1, отличающийся тем, что осуществляют непрерывную обработку литейной формы и литой заготовки в печи.
| Адаптивное устройство для обучения радиотелеграфистов | 1975 |
|
SU612276A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| JP S62259661A, 12.11.1987. | |||

