Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу литья под низким давлением и устройству литья под низким давлением. Более конкретно, настоящее изобретение относится к способу литья под низким давлением и устройству литья под низким давлением, которые позволяют предотвращать обусловленные газом дефекты.
Уровень техники
[0002] Расплавленный металл, который выпускается из плавильной печи, имеет высокую чистоту, поскольку включения, такие как газообразный водород, оксиды и интерметаллические соединения, устраняются посредством обработки флюсами и дегазацией. Однако, в способах литья под низким давлением чистота расплавленного металла постепенно снижается, поскольку неизбежен контакт между расплавленным металлом и воздухом.
[0003] Литейный стержень, который располагается внутри литейной формы, содержит воду, смолу и подобное. Такие вода, смола и подобное испаряются под действием тепла расплавленного металла, приводя к образованию газа. Когда такой газ остается внутри литого изделия, он вызывает газовый дефект или усадочную раковину, так что качество литого изделия снижается.
В частности, поскольку вода также образует газообразный водород, который вызывает водородное охрупчивание литого изделия, важно устранять воду и подобное, которые испаряются од действием тепла расплавленного металла для того, чтобы улучшить качество литого изделия.
[0004] Однако, вода также содержится в воздухе, и некоторая часть воздуха захватывается в полость, когда литейная форма открывается. Дополнительно, для того, чтобы литейный стержень, который должен быть расположен внутри литейной формы, не содержал воду, необходимо хранить литейный стержень в помещении с регулируемой влажностью, что требует больших затрат для хранения литейных стержней.
[0005] Хотя и без связи с литьем под низким давлением, патентный документ 1 раскрывает установку трубы для отсасывания газа изнутри основных частей литейной формы и литейный стержень, выполненный из литейного песка, и вакуумирование основных частей литейной формы или литейного стержня, чтобы частично снижать давление, в то же время подавая расплавленный металл в полость, с тем, чтобы отсасывать газ, который образуется от основных частей литейной формы и литейного стержня. Раскрывается также, что этот способ позволяет предотвращать проникновение газа, который образуется посредством термического разложения органического связующего вещества, содержащегося в литейной форме и подобного, в расплавленную сталь и, тем самым, может предотвращать газовые дефекты.
[0006] Хотя также без связи с литьем под низким давлением, патентный документ 2 раскрывает использование адсорбента, такого как цеолит или ALC, вместо технологии подачи горячего воздуха в полость, чтобы сушить песчаную форму, которая определяет полость, поскольку такие технологии могут устранять лишь воду, которая присутствует в поверхностном слое песчаной формы.
То есть, он раскрывает окружение литейного песка литейной формы адсорбентом, таким как цеолит или ALC, и обеспечения поглощения адсорбентом и устранения воды из литейного песка даже во внутренней части. Дополнительно, также описывается формирование литейного стержня, если необходимо, из песчаной формы литейного песка, адсорбента, внедренного внутрь песчаной формы, и стальной арматуры внутри адсорбента.
Сущность изобретения
Техническая задача
[0007] Однако, в способе по патентному документу 1, расплавленный металл может затягиваться в зазоры между литейным песком, что вызывает загрязнение, или недостаточное снижение давления может вызывать газовый дефект.
Другими словами, трудно равномерно снижать давление в основных частях литейной формы и литейном стержне, и внутреннее давление литейной формы и т.п. имеет тенденцию изменяться. Дополнительно, газ из литейной формы и т.п. не только образуется из органического связующего вещества, но также образуется из воды, содержащейся в литейной форме и т.п. Поскольку содержание воды изменяется в зависимости от среды хранения литейной формы и т.п., также трудно заранее оценивать объем газа, который должен образовываться при подаче расплавленного металла.
[0008] В способе по патентному документу 2 адсорбент имеет некоторую емкость, принимая во внимание величину адсорбции, и необходимо хранить литейную форму и литейный стержень, так что литейная форма и литейный стержень не адсорбируют воду сверх емкости адсорбции литейной формы и литейного стержня. Кроме того, требуются значительные трудозатраты, чтобы создавать литейную форму и литейный стержень, что увеличивает стоимость.
[0009] Настоящее изобретение было реализовано с учетом этих проблем в предшествующем уровне техники. Целью изобретения является предоставление способа литья под низким давлением и устройства литья под низким давлением, которые не требуют какой-либо специальной обработки, такой как прокладка труб, отличной от придания формы литейной форме и литейному стержню, при этом представляется возможным уменьшать объем газа, образуемого посредством тепла расплавленного металла, так, чтобы предотвращать газовые дефекты и усадочные раковины, и это упрощает хранение литейного стержня.
Решение проблемы
[0010] В результате напряженного исследования для достижения вышеописанной цели авторы настоящего изобретения обнаружили, что вышеописанная цель может быть достигнута в способе литья под низким давлением посредством снижения давления в полости для сушки литейного стержня после его размещения в литейной форме и закрытия литейной формы и выполнения этого этапа до заполнения литейной формы расплавленным металлом. Настоящее изобретение было создано таким образом.
[0011] Настоящее изобретение основывается на вышеописанном открытии, и способ литья под низким давлением настоящего изобретения характеризуется размещением литейного стержня в литейной форме, закрытием литейной формы, сушкой литейного стержня в литейной форме при пониженным давлении и после этого заполнением полости расплавленным металлом.
[0012] Устройство литья под низким давлением настоящего изобретения включает в себя литейный стержень, который вместе с литейной формой формирует полость, и декомпрессионное устройство, выполненное с возможностью сушки литейного стержня при пониженным давлении, при этом литейный стержень располагается в литейной форме, литейная форма закрывается, литейный стержень высушивается при пониженным давлении, и после этого полость заполняется расплавленным металлом.
Полезные результаты изобретения
[0013] В настоящем изобретении литейный стержень высушивается посредством снижения давления в литейной форме, прежде, чем полость заполняется расплавленным металлом, и таким образом удаляя воду из нее. Это снижает образование газа, такого как водяной пар, вследствие тепла расплавленного металла, и, тем самым, предотвращает газовые дефекты и усадочные раковины. Кроме того, представляется возможным предоставлять способ литья под низким давлением и устройство литья под низким давлением, которые облегчают хранение литейного стержня и предотвращают образование газа, чтобы добиваться устойчивого характера движения расплавленного металла с тем, чтобы создавать отлитые изделия высокого качества, и т.п.
Краткое описание чертежей
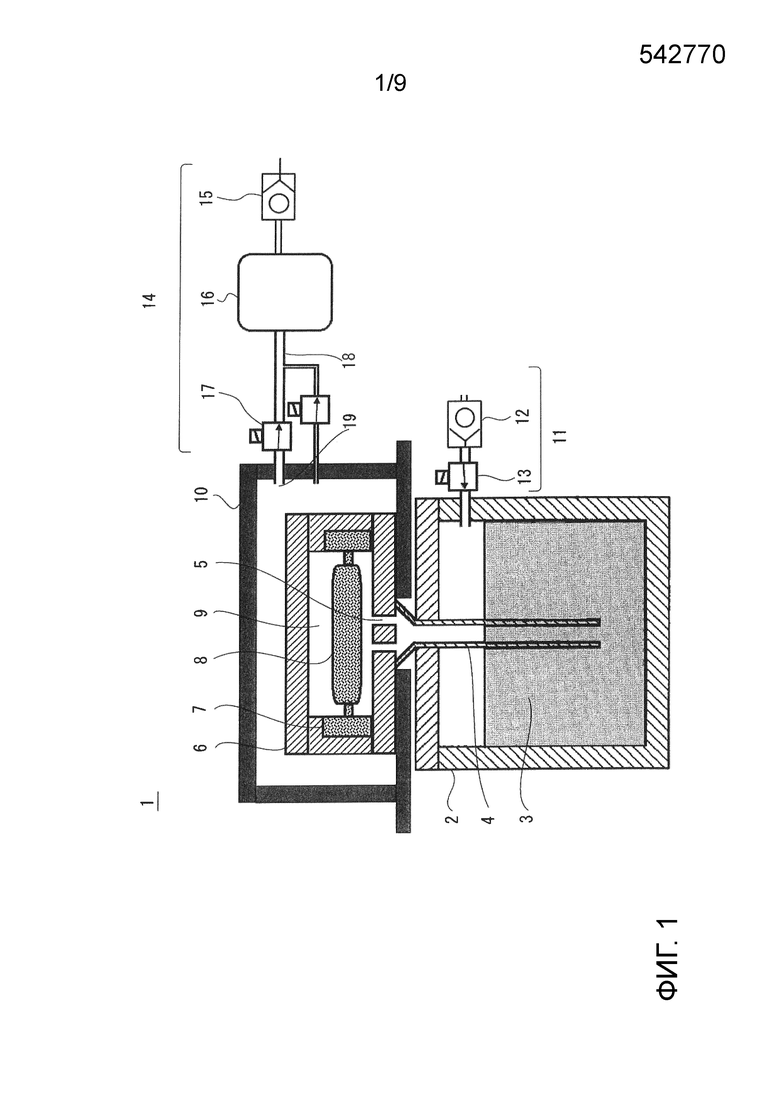
[0014] Фиг. 1 - это схематичный вид примера устройства литья под низким давлением настоящего изобретения.
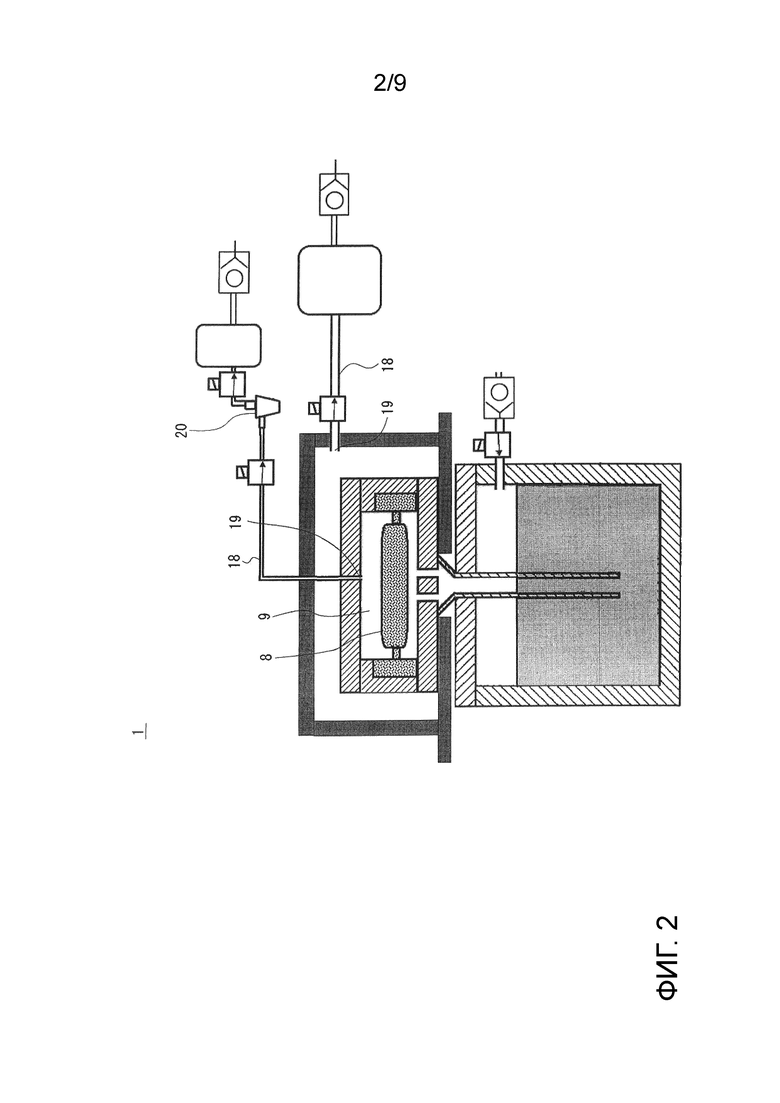
Фиг. 2 это схематичный вид другого примера устройства литья под низким давлением настоящего изобретения.
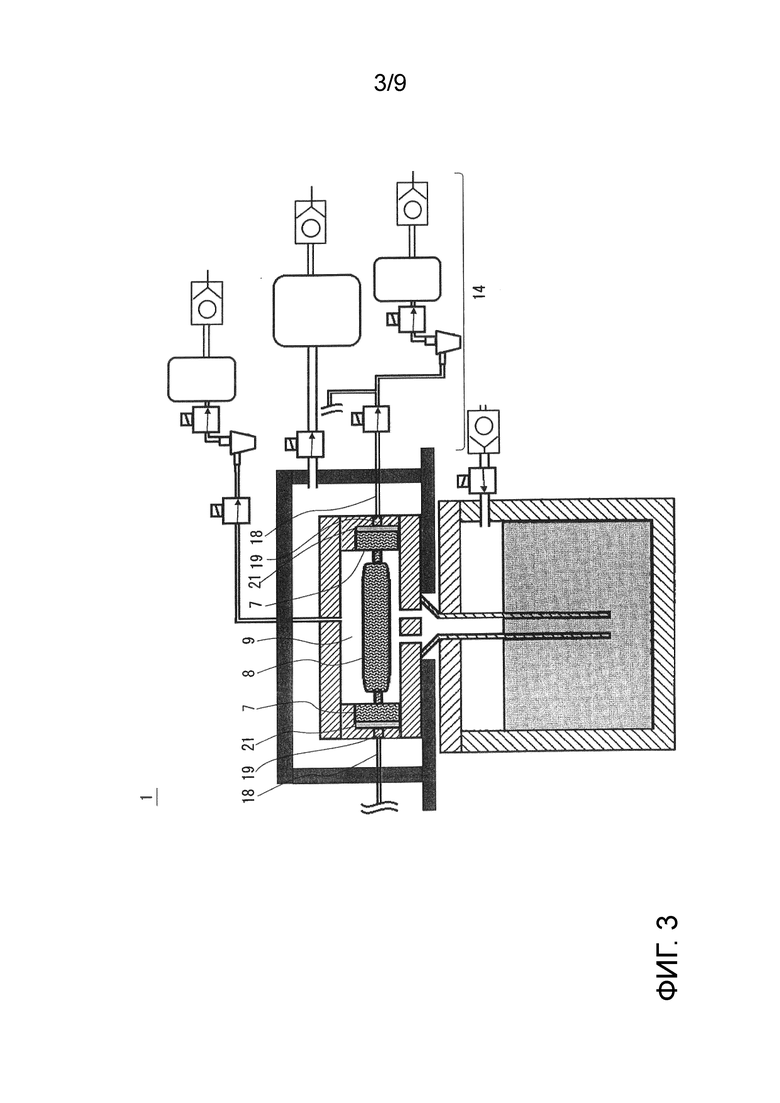
Фиг. 3 это схематичный вид еще одного примера устройства литья под низким давлением настоящего изобретения.
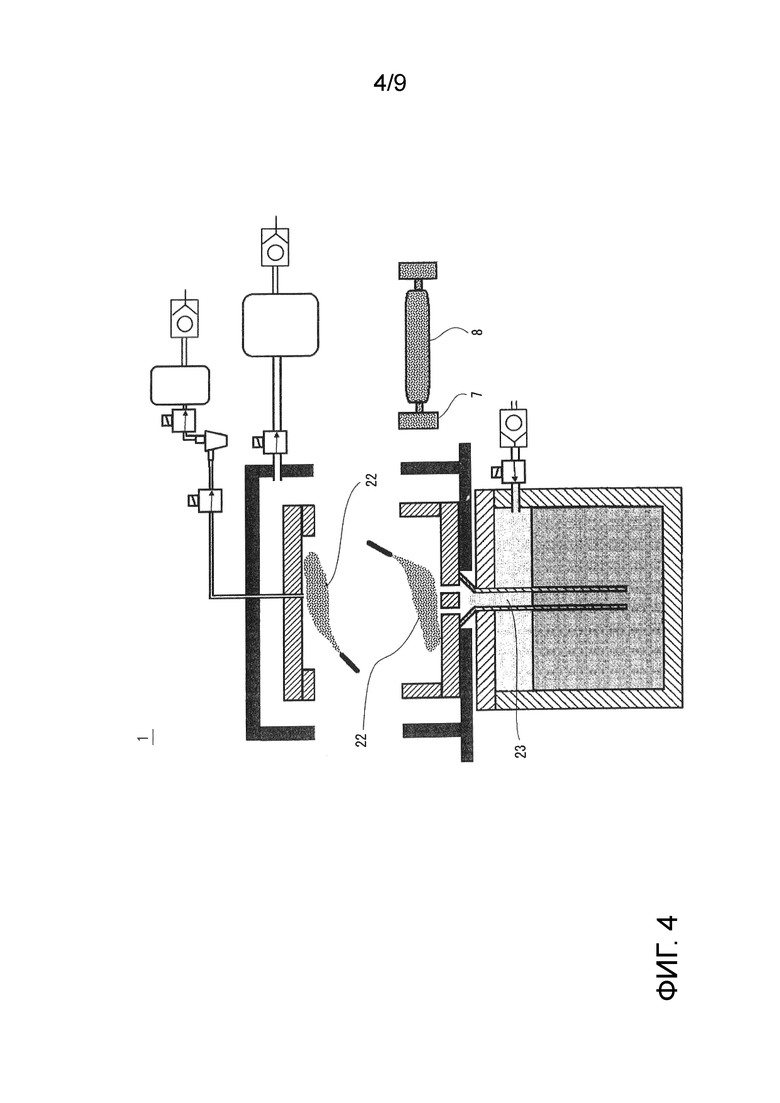
Фиг. 4 это схематичный вид примера этапа размещения литейного стержня в способе литья под низким давлением настоящего изобретения.
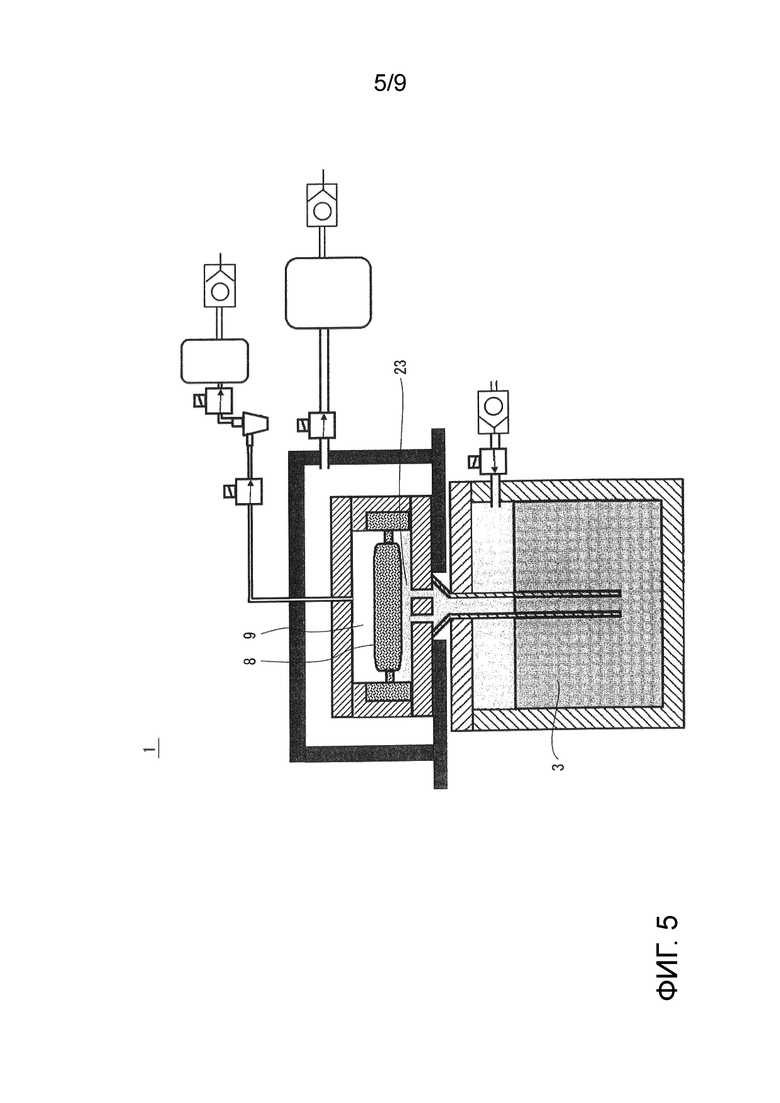
Фиг. 5 это схематичный вид примера этапа закрытия литейной формы в способе литья под низким давлением настоящего изобретения.
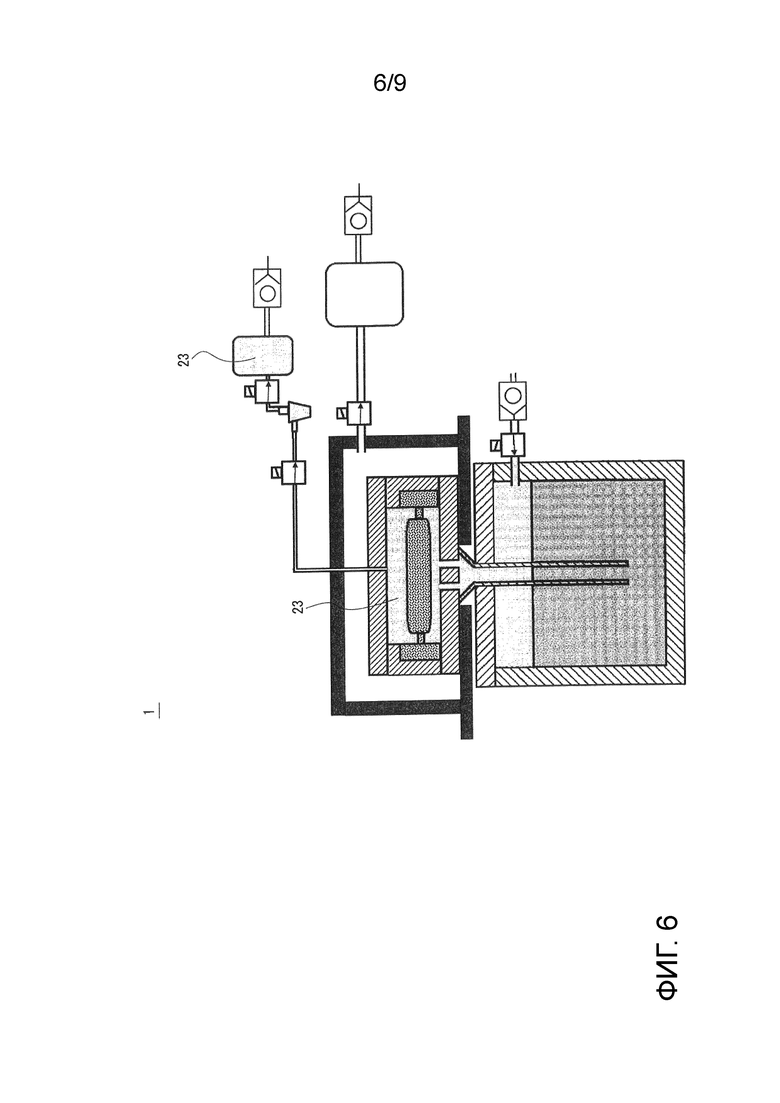
Фиг. 6 это схематичный вид примера этапа декомпрессии в способе литья под низким давлением настоящего изобретения.
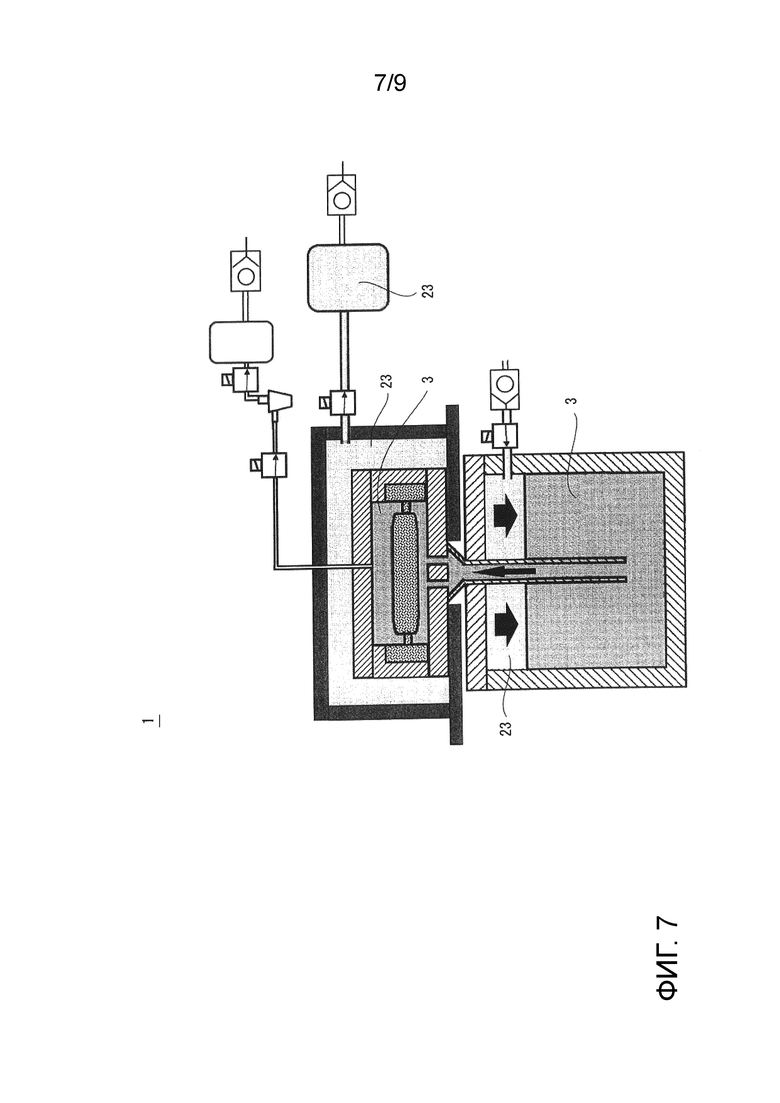
Фиг. 7 это схематичный вид примера этапа литья в способе литья под низким давлением настоящего изобретения.
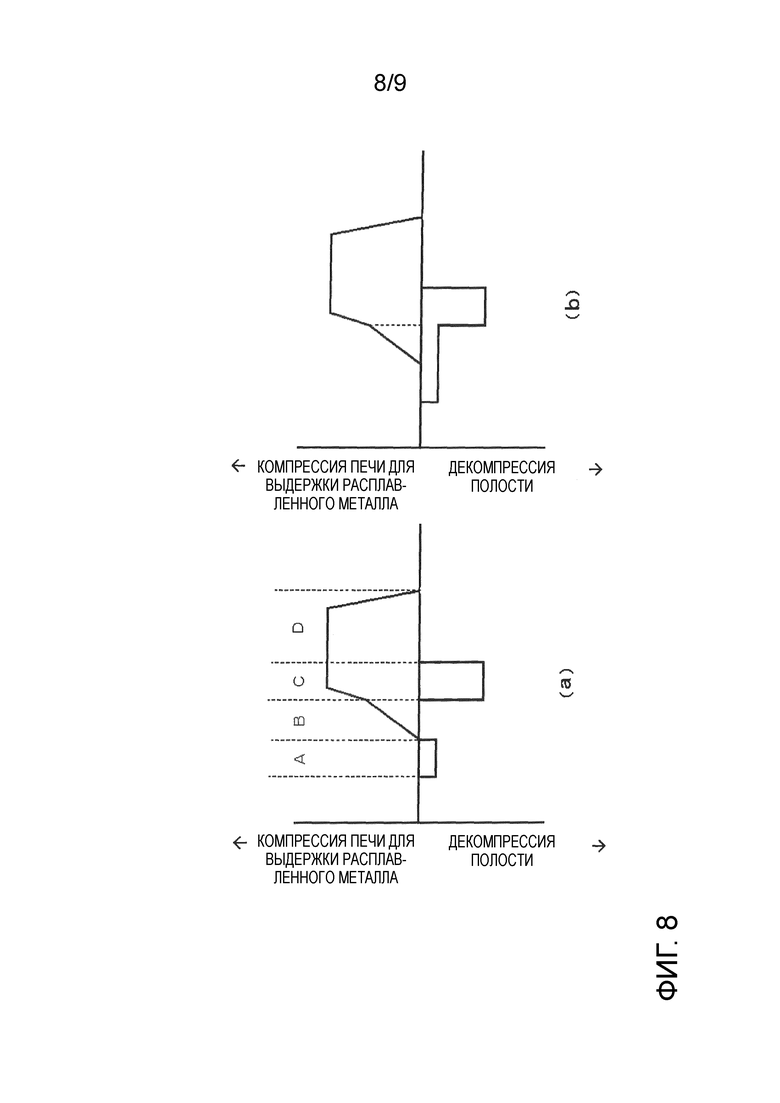
Фиг. 8 это схематичный вид примера момента компрессии печи для выдержки расплавленного металла и декомпрессии внутренности литейной формы.
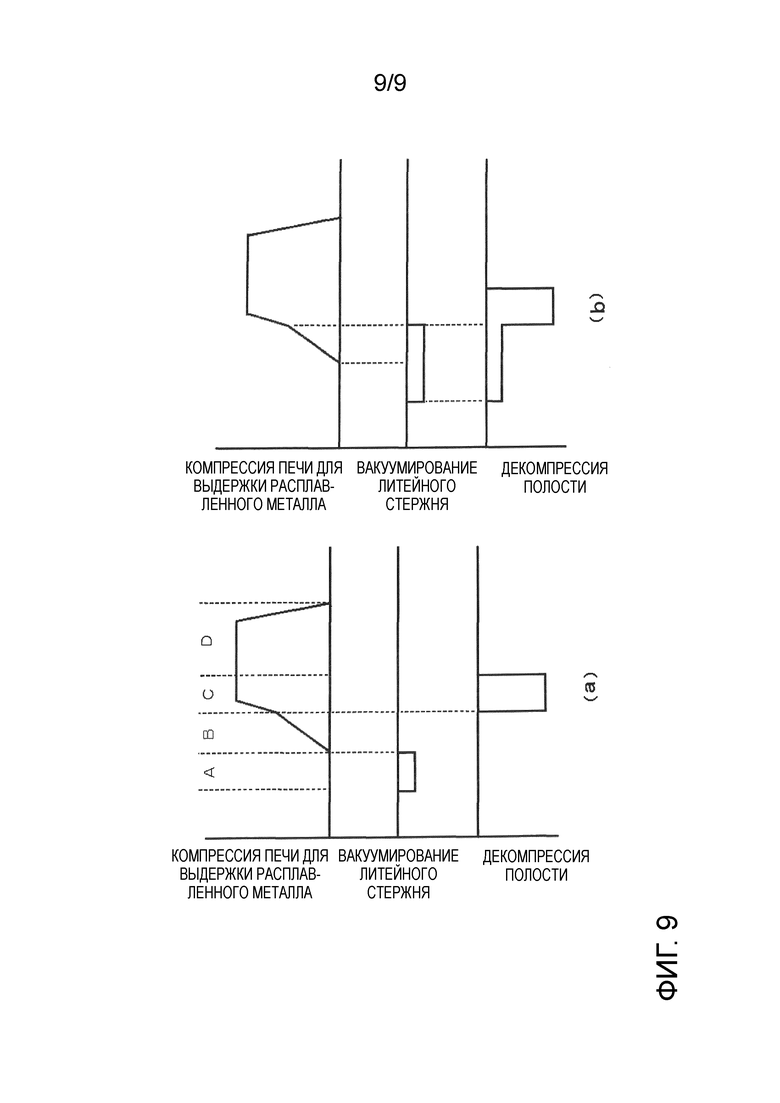
Фиг. 9 это схематичный вид примера момента компрессии печи для выдержки расплавленного металла и декомпрессии литейного стержня и внутренности литейной формы.
Подробное описание вариантов осуществления
[0015] Способ литья под низким давлением и устройство литья под низким давлением настоящего изобретения будут описаны подробно.
Настоящее изобретение подразумевает размещение литейного стержня в литейной форме, снижение давления в полости, чтобы устранять воду и т.п., содержащиеся в литейном стержне, чтобы сушить его, после этого заполнение полости расплавленным металлом, чтобы отливать литое изделие, и открытие литейной формы для извлечения литого изделия.
[0016] Сушка литейного стержня начинается с поверхности. Затем, когда содержание воды в поверхности уменьшается, вода переносится из внутренней части, где содержание воды является высоким, на поверхность и испаряется с поверхности. Испарение и перенос повторяются, так что литейный стержень высушивается полностью до внутренней части.
Соответственно, чем выше коэффициент переноса воды от части с высоким содержанием воды к части с низким содержанием воды, тем быстрее литейный стержень высушивается. Т.е., чем больше разница в парциальном давлении водяного пара или чем выше температура литейного стержня, тем выше скорость сушки литейного стержня.
[0017] В типичных устройствах литья под низким давлением литое изделие производится посредством соединения печи для выдержки расплавленного металла, хранящей расплавленный металл, с полостью в литейной форме, расположенной выше печи для выдержки расплавленного металла, через лифтовую трубу, увеличения давления в печи для выдержки расплавленного металла, чтобы заполнять полость расплавленным металлом через лифтовую трубу, и предоставления возможности расплавленному металлу затвердевать.
[0018] В таких устройствах литья под низким давлением, поскольку тепло от расплавленного металла поступает в полость через лифтовую трубу, литейный стержень нагревается, и вода испаряется с поверхности, когда литейная форма закрывается. Затем, когда температура внутренней части литейного стержня увеличивается, вода во внутренней части литейного стержня испаряется, так что давление во внутренней части увеличивается.
Снижая давление в полости, представляется возможным быстро сушить литейный стержень полностью до внутренней части, поскольку увеличенная разница давления между внутренней частью и внешней частью литейного стержня создает быстрый перенос воды из внутренней части литейного стержня на поверхность.
Следовательно, нет необходимости регулировать содержание воды литейного стержня заранее, что облегчает хранение литейного стержня. Кроме того, время литья (время цикла) не увеличивается вследствие этапа сушки литейного стержня.
[0019] Фиг. 1 - это вид в поперечном разрезе примера устройства литья под низким давлением настоящего изобретения. Устройство 1 литья под низким давлением выполнено так, что нижний конец лифтовой трубы 4 погружен в расплавленный металл 3 в герметично закрытой печи 2 для выдержки, и литник 5 предусматривается на верхнем конце лифтовой трубы 4.
Над печью 2 для выдержки расплавленного металла располагается литейная форма 6, которая является разделяемой на верхнюю и нижнюю части. В литейной форме 6 литейный стержень 8 размещается и позиционируется посредством стрежневой знаковой части 7. Литейная форма 6 и литейный стержень 8 формируют полость 9. Вся литейная форма 6 может быть охвачена камерой 10. Камера 10 может уменьшать рассеивание тепла и тем самым улучшать тепловой кпд.
[0020] Печь 2 для выдержки расплавленного металла снабжается компрессором 11, который нагнетает или выпускает инертный газ, такой как двуокись углерода, в или из печи для выдержки, чтобы регулировать давление в печи для выдержки с тем, чтобы заполнять полость расплавленным металлом 3 через лифтовую трубу 4. Компрессор 11 включает в себя компрессионный насос 12, клапан 13, датчик давления (не показан) и подобное.
[0021] Декомпрессионное устройство 14, которое сушит литейный стержень при пониженным давлении, состоит из декомпрессионного насоса 15, декомпрессионного контейнера 16, клапана 17, отсасывающей трубы 18 и подобного, при этом отсасывающее отверстие 19 отсасывающей трубы 18 располагается в камере 10 и/или литейной форме 6. Предпочтительные отсасывающие отверстия 19 предусматриваются в различных местоположениях.
[0022] Литейный стержень в литейной форме может сушиться при пониженном давлении, как проиллюстрировано на фиг. 1, посредством снижения давления в камере 10, охватывающей всю литейную форму 6, так, чтобы снижать давление в литейной форме через зазор между разделяемой литейной формой 6. Альтернативно, литейный стержень может сушиться, как иллюстрировано на фиг. 2, посредством снижения давления непосредственно в полости 9.
Кроме того, литейный стержень 8 может сушиться при пониженным давлении, как проиллюстрировано на фиг. 3, посредством вакуумирования литейного стержня 8 через пористое тело 21, которое располагается в местоположении стержневой знаковой части 7 для крепления литейного стержня 8 в литейной форме. Литейный стержень может сушиться посредством их сочетания.
[0023] В способе литья под низким давлением литейная форма 6 закрывается, и полость 9 вакуумируется. Это предоставляет возможность литейной форме служить в качестве сушильной камеры для литейного стержня 8, и литейный стержень 8 может, следовательно, быть высушен эффективным образом.
Чтобы снижать давление в литейной форме, давление в камере 10 может также быть снижено, как проиллюстрировано на фиг. 2 и фиг. 3, в дополнение к снижению давления непосредственно в полости 9. Это уменьшает разницу давления между камерой 10 и полостью 9 и может таким образом предотвращать просачивание воздуха в камеру 10 в полость 9, даже когда литейная форма 6, разделяемая на верхнюю и нижнюю части, не достигает полностью герметичного состояния.
[0024] Вместе с или отдельно от декомпрессии полости, литейный стержень может быть высушен при пониженным давлении посредством отсасывания через стержневую знаковую часть. Отсасывание через знаковую часть предоставляет возможность непосредственного отсасывания воды из внутренней части литейного стержня, чтобы сушить его. Дополнительно, это также облегчает перенос тепла от расплавленного металла к внутренней части литейного стержня и может тем самым улучшать скорость сушки литейного стержня 8.
Когда литейный стержень 8 вакуумируется через пористое тело 20, чтобы сушить его при пониженным давлении, путь продувки газа, соединенный с пористым телом, может быть предусмотрен внутри литейного стержня 8 и стрежневой знаковой части 7. Отсасывание по этому маршруту предоставляет возможность воде испаряться не только из окрестностей стержневой знаковой части 7, но также из всей внутренней части литейного стержня. Это может дополнительно улучшать скорость сушки литейного стержня 8.
[0025] Предпочтительно, если декомпрессионное устройство 14, которое соединяется непосредственно с полостью 9, обеспечивает вакуумирование (откачку) полости 9 не только на этапе сушки при пониженном давлении для сушки литейного стержня 8 при пониженным давлении, но также на этапе литья, когда полость 9 заполняется расплавленным металлом 3. Также, посредством вакуумирования полости 9, во время заполнения ее расплавленным металлом 3, представляется возможным отсасывать газ, который создается посредством термического разложения органического связующего вещества или т.п. литейного стержня 8. Это позволяет не только предотвращать газовые дефекты, но также добиваться устойчивого характера движения. Следовательно, представляется возможным получать литое изделие высокого качества.
[0026] Когда литейный стержень 8 высушивается при пониженным давлении, прежде чем полость 9 заполняется расплавленным металлом 3, давление в полости 9 составляет предпочтительно от атмосферного давления до 0,75 атмосфер, более предпочтительно от 0,9 атмосфер до 0,75 атмосфер, хотя оно зависит от размера литейного стержня 8, температуры расплавленного металла 3, воздухонепроницаемости литейной формы и т.п. Давление менее 0,75 атмосфер может иметь негативное влияние, такое как пониженная температура предшествующего расплавленного металла в начале литья, поскольку расплавленный металл избыточно поднимается в лифтовой трубе.
[0027] Далее будет описан способ литья под низким давлением с помощью вышеописанного устройства 1 литья под низким давлением.
Сначала, в состоянии, в котором предварительно определенное количество расплавленного металла 3 хранится в печи 2 для выдержки, литейная форма 6 открывается, литейный стержень 8 размещается в литейной форме вместе со стержневой знаковой частью 7 для позиционирования литейного стержня в литейной форме, и литейная форма 6 закрывается.
[0028] Если необходимо, разделительный порошок 22 может быть нанесен на внутреннюю стенку литейной формы 6, как проиллюстрировано на фиг. 4, перед размещением литейного стержня 8. Разделительный порошок 22 может быть нанесен способом нанесения, известным в области техники, таким как распыление.
[0029] Перед тем как литейная форма 6 закрывается, полость 9 может быть частично открыта в полузакрытом состоянии, так что газ может поступать в полость 9, и полость 9 может быть вакуумирована в этом состоянии посредством декомпрессионного устройства 14, который непосредственно соединяется с полостью 9. Такое предварительное вакуумирование полости 9 в полузакрытом состоянии предоставляет возможность устранять разделительный порошок 21, который не прилипает к литейной поверхности, посторонние вещества, которые были привнесены, когда литейный стержень был размещен, и подобное.
[0030] Предпочтительно, чтобы декомпрессионное устройство 14, которое непосредственно соединяется с полостью 9, включает в себя отделитель 20 порошка, такой как циклонный сепаратор. С помощью отделителя 20 порошка представляется возможным улавливать пыль в литейной форме с тем, чтобы предотвращать поломку декомпрессионного насоса.
[0031] После того как литейная форма 6 закрывается, горячий воздух 23, который был нагрет посредством тепла расплавленного металла 3, поднимается, чтобы увеличивать температуру в полости, как проиллюстрировано на фиг. 5. Литейный стержень 8 нагревается горячим воздухом 23 в полости и начинает сушиться.
[0032] Когда клапан 17 декомпрессионного устройства 14 открывается и газ в полости 9 отсасывается, горячий воздух 23 отсасывается посредством декомпрессионного устройства 14, так что полость 9 заполняется горячим воздухом 23, и давление в полости 9 снижается, как иллюстрировано на фиг. 6. В результате, повышенная температура в сочетании с пониженным давлением в полости способствуют испарению воды в литейном стержне 8, и литейный стержень 8 таким образом быстро высушивается.
[0033] В настоящем изобретении, может быть использован литейный стержень, использующий неорганическое связующее вещество, а также могут быть использованы литейные стержни, использующие органическое связующее вещество, включающее в себя смолу. Литейный стержень, использующий неорганическое связующее вещество, производит меньше газа при литье, но имеет низкую прочность вследствие низкой адгезии. Однако, в настоящем изобретении, поскольку литейный стержень может быть достаточно высушен, прочность литейного стержня, использующего неорганическое связующее вещество, улучшается, и возникновение дефектов, вызванных разламыванием литейного стержня, уменьшается.
[0034] Примеры таких неорганических связующих веществ включают в себя сульфат магния (MgSO4), карбонат натрия (Na2CO3), тетраборат натрия (Na2B4O7), сульфат натрия (Na2SO4) и т.п.
[0035] Далее, как проиллюстрировано на фиг. 7, инертный газ нагнетается в печь 2 для выдержки посредством компрессора 10, чтобы прикладывать давление к поверхности расплавленного металла так, что полость 9 заполняется расплавленным металлом 3 через лифтовую трубу 4. Затем, когда расплавленный металл 3 затвердевает, литейная форма 6 открывается, и литое изделие извлекается.
В настоящем изобретении, поскольку вода в литейном стержне 8 устраняется заранее, уменьшенный объем газа образуется посредством тепла расплавленного металла 3. Это стабилизирует характер движения расплавленного металла и таким образом предотвращает газовые дефекты и усадочные раковины.
[0036] На этапе литья предпочтительно, чтобы полость 9 вакуумировалась, в то время как полость 9 заполняется расплавленным металлом 3. Связующее вещество литейного стержня 8 может иногда испаряться, чтобы образовывать газ вследствие тепла расплавленного металла 3. Следовательно, вакуумируя полость 9 во время заполнения полости 9 расплавленным металлом 3, характер движения расплавленного металла можно стабилизировать, что предотвращает газовые дефекты и усадочные раковины.
[0037] Момент компрессии печи 2 для выдержки расплавленного металла и декомпрессии литейной формы 6 будут описаны с помощью фиг. 8. На фиг. 8 (a) "A" представляет этап сушки литейного стержня 8 посредством герметичного закрытия литейной формы 6 и понижения давления в полости. "B" представляет этап подъема расплавленного металла 3 в лифтовой трубе 4 посредством первой компрессии печи 2 для выдержки расплавленного металла. "C" представляет этап переключения компрессии на вторую компрессию, которая обеспечивает контролируемую скорость заполнения и перезапуск вакуумирования литейной формы 6, когда расплавленный металл 3 достиг литника 5. После того как литейная форма 6 заполняется расплавленным металлом 3, компрессия печи 2 для выдержки расплавленного металла прекращается, и давление поддерживается на одном и том же уровне до тех пор, пока расплавленный металл 3 не затвердеет. В отличие от этого, вакуумирование полости продолжается в течение некоторого времени, даже после того как литейная форма 6 заполняется расплавленным металлом 3. Продолжая вакуумирование, предшествующий расплавленный металл, содержащий примеси, выпускается из литейной формы 6, так что качество литого изделия улучшается. "D" представляет этап предоставления возможности расплавленному металлу в литейной форме 6 затвердевать. После того как расплавленный металл 3 затвердел, давление в печи 2 для выдержки расплавленного металла постепенно увеличивается, литейная форма 6 открывается, и отлитое изделие вынимается.
[0038] Фиг. 8(b) иллюстрирует пример, в котором пониженное давление в полости поддерживается даже в то время, когда расплавленный металл 3 в лифтовой трубе 4 поднимается посредством первой компрессии печи 2 для выдержки расплавленного металла.
[0039] Фиг. 9(a) иллюстрирует момент компрессии печи 2 для выдержки расплавленного металла, декомпрессии полости и декомпрессии литейного стержня 8 в случае на фиг. 3 в примере, в котором отсасывающая труба 11 соединяется со стержневой знаковой частью 7 для крепления литейного стержня 8. Компрессия печи 2 для выдержки расплавленного металла и декомпрессия (снижение давления) полости являются такими же, что и на фиг. 8, и момент вакуумирования литейного стержня 8 будет описан.
"A" - это этап закрытия литейной формы 6 и сушки литейного стержня 8 посредством отсасывания. Как иллюстрировано на фиг. 9 (b), сушка литейного стержня 8 может продолжаться, в то время как расплавленный металл поднимается в лифтовой трубе 4 посредством первой компрессии печи 2 для выдержки расплавленного металла на этапе B, но прекращается, когда расплавленный металл 3 достигает литника 5 и начинает втекать в полость. Когда вакуумирование литейного стержня 8 продолжается, даже после того как расплавленный металл 3 втекает, расплавленный металл 3 может попадать в литейный стержень 8, что вызывает загрязнение песком.
[0040] Хотя устройство литья под низким давлением с единственной печью для выдержки описывается в качестве примера, настоящее изобретение не ограничивается этим вариантом. Печь для выдержки расплавленного металла может состоять из двух камер - камеры для удерживания расплавленного металла и компрессионной камеры. Дополнительно, электромагнитный насос может быть использован вместо компрессионного насоса для подачи расплавленного металла 3.
Список номеров ссылок
[0041] 1 Устройство литья под низким давлением
2 Печь для выдержки
3 Расплавленный металл
4 Лифтовая труба
5 Литник
6 Литейная форма
7 Стержневая знаковая часть
8 Литейный стержень
9 Полость
10 Камера
11 Компрессор
12 Компрессионный насос
13 Клапан
14 Декомпрессионное устройство
15 Декомпрессионный насос
16 Декомпрессионный контейнер
17 Клапан
18 Отсасывающая труба
19 Отсасывающее отверстие
20 Отделитель пудры
21 Пористое тело
22 Разделительный порошок
23 Горячий воздух
Список ссылок
Патентные документы
[0042] Патентный документ 1: JP H08-33944 A,
Патентный документ 2: JP 2014-136 245 A.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ C ВСАСЫВАНИЕМ ПОСРЕДСТВОМ РАЗРЕЖЕНИЯ | 2015 |
|
RU2660538C1 |
| ЛИТЕЙНОЕ УСТРОЙСТВО И СПОСОБ ЛИТЬЯ | 2015 |
|
RU2653747C1 |
| СПОСОБ ЛИТЬЯ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ | 2015 |
|
RU2632046C1 |
| Литник для устройства для литья под низким давлением и устройство для литья под низким давлением, имеющее упомянутый литник | 2015 |
|
RU2656897C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И СПОСОБ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2669657C1 |
| ФОРМА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 2016 |
|
RU2697491C1 |
| СПОСОБ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ В МЕТАЛЛИЧЕСКУЮ ЛИТЕЙНУЮ ФОРМУ | 2024 |
|
RU2830088C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ И СПОСОБ ЛИТЬЯ | 2018 |
|
RU2683670C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
Изобретение относится к литейному производству. Устройство литья под низким давлением содержит литейный стержень, литейную форму и установку сушки при пониженном давлении для сушки литейного стержня. Литейный стержень размещается в литейной форме. Литейная форма закрывается, а литейный стержень высушивается при пониженном давлении. После литейная полость заполняется расплавленным металлом. Обеспечивается предотвращение газовых дефектов и усадочных раковин в отливках. 2 н. и 7 з.п. ф-лы, 9 ил.
1. Способ литья под низким давлением, включающий:
этап размещения литейного стержня, на котором размещают литейный стержень в литейной форме,
этап закрытия литейной формы, на котором закрывают литейную форму,
этап литья, на котором заполняют полость литейной формы расплавленным металлом и обеспечивают затвердевание расплавленного металла, и
этап открытия литейной формы, на котором извлекают литое изделие, которое сформировано на этапе литья,
при этом способ дополнительно содержит этап сушки при пониженном давлении, на котором высушивают литейный стержень при пониженном давлении после этапа закрытия литейной формы и перед этапом литья.
2. Способ по п. 1, дополнительно содержащий этап нанесения разделительного состава, на котором наносят разделительный состав на литейную форму перед этапом закрытия литейной формы.
3. Способ по п. 1 или 2, в котором этап литья включает вакуумирование полости во время заполнения полости расплавленным металлом.
4. Устройство для литья под низким давлением, содержащее:
литейную форму, литейный стержень, который вместе с литейной формой формирует полость, печь для выдержки, выполненную для удерживания расплавленного металла, лифтовую трубу с нижним концом, погруженным в расплавленный металл в печи для выдержки, выполненную с возможностью заполнения литейной формы расплавленным металлом, и компрессор, выполненный с возможностью увеличения давления в печи для выдержки расплавленного металла так, чтобы заполнять полость расплавленным металлом через лифтовую трубу, при этом устройство литья под низким давлением дополнительно содержит декомпрессионное устройство, выполненное с возможностью снижения давления в полости, и при этом оно выполнено с возможностью высушивания литейного стержня при пониженном давлении после закрытия литейной формы и перед заполнением полости расплавленным металлом.
5. Устройство по п. 4, в котором литейная форма имеет множество отсасывающих отверстий.
6. Устройство по п. 5, в котором одно из множества отсасывающих отверстий сформировано в полости, а остальная часть из множества отсасывающих отверстий сформирована в пористом теле, которое располагается в местоположении, в котором располагается стержневая знаковая часть для крепления литейного стержня.
7. Устройство по любому из пп. 4-6, в котором разделительный состав нанесен на литейную форму.
8. Устройство по любому из пп. 4-7, которое выполнено с возможностью вакуумирования полости во время ее заполнения расплавленным металлом.
9. Устройство по любому из пп. 4-8, в котором литейный стержень сформирован с использованием неорганического связующего вещества.
| JP 11226697 A, 24.08.1999 | |||
| JP 5146862 A, 15.06.1993 | |||
| СПОСОБ ЛИТЬЯ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2172227C2 |
| JP 6182520 A, 05.07.1994 | |||
| Способ литья в песчаные формы с противодавлением | 1982 |
|
SU1060294A1 |

