Область техники, к которой относится изобретение
[001] Предмет настоящей заявки относится к концевым фрезам с угловым радиусом для механической обработки заготовок и в частности к концевым фрезам с угловым радиусом такого типа, которые содержат как концевую подточку, так и соединительную подточку.
Предпосылки к созданию изобретения
[002] Концевые фрезы бывают шаровые, прямоугольные и с угловым радиусом, причем предмет настоящей заявки относится к последнему типу.
[003] Концевая фреза с угловым радиусом обычно выполнена с концевой подточкой, а для предотвращения недопустимых перегибов может быть выполнена с так называемой соединительной подточкой.
[004] Публикации о примерных концевых фрезах, раскрывающие соединительные подточки, раскрыты в Национальном авиационно-космическом стандарте 986 (1973; лист №55) и US 2011/0217132.
[005] Задачей настоящего изобретения является создание новой и усовершенствованной концевой фрезы с угловым радиусом.
Раскрытие изобретения
[006] В соответствии с первым аспектом предмета настоящей заявки описана концевая фреза с угловым радиусом, выполненная с возможностью вращения вокруг оси (AR) вращения, содержащая: хвостовик; и режущую часть, продолжающуюся от хвостовика и имеющую диаметр (D); при этом режущая часть содержит: винтовую канавку с углом Н наклона винтовой линии, который удовлетворяет условию 20°<Н<60°, и содержащую переднюю поверхность канавки; режущий зуб, содержащий режущую кромку, которая продолжается рядом с передней поверхностью канавки, и содержащий угловой сектор с угловым радиусом R, который удовлетворяет условию R>0,15D, первый полусектор углового сектора, продолжающийся от воображаемой биссектрисы углового сектора до радиальной точки касания, и второй полусектор углового сектора, продолжающийся от воображаемой биссектрисы до аксиальной точки касания, причем первый и второй полусекторы образуют одинаковые углы относительно воображаемой биссектрисы; поверхность концевой подточки, продолжающуюся рядом с режущей кромкой и передней поверхностью канавки; и соединительную подточку, продолжающуюся вдоль режущей кромки от первой крайней точки, расположенной во втором полусекторе, в направлении от первого полусектора и соединяющую поверхность концевой подточки и переднюю поверхность канавки.
[007] В соответствии с другим аспектом предмета настоящей заявки описана концевая фреза с угловым радиусом, содержащая соединительную подточку, продолжающуюся вдоль режущей кромки, причем соединительная подточка содержит первую крайнюю точку, расположенную во втором полусекторе, и продолжается в направлении от первого полусектора, соединяя поверхность концевой подточки и переднюю поверхность канавки.
[008] В соответствии с другим аспектом предмета настоящей заявки описана концевая фреза с угловым радиусом, содержащая соединительную подточку, продолжающуюся вдоль режущей кромки, причем соединительная подточка содержит первую крайнюю точку, расположенную во втором полусекторе, и продолжается в направлении от первого полусектора так, соединяя поверхность концевой подточки и переднюю поверхность канавки, причем соединительная подточка продолжается до второй крайней точки, которая расположена на расстоянии от воображаемой аксиальной линии и второго полусектора.
[009] В соответствии с другим аспектом предмета настоящей заявки описана концевая фреза с угловым радиусом, выполненная с возможностью вращения вокруг оси (AR) вращения, содержащая: хвостовик; режущую часть, продолжающуюся от хвостовика и имеющую диаметр (D); причем режущая часть содержит: винтовую канавку, имеющую угол Н наклона винтовой линии, который удовлетворяет условию 20°<Н<60°, и содержит переднюю поверхность канавки; режущий зуб, содержащий режущую кромку, которая продолжается рядом с передней поверхностью канавки, и содержащий угловой сектор с угловым радиусом R, который удовлетворяет условию R>0,15D, первый полусектор углового сектора, продолжающийся от воображаемой биссектрисы углового сектора до радиальной точки касания, и второй полусектор углового сектора, продолжающийся от воображаемой биссектрисы до аксиальной точки касания, причем первый и второй полусекторы образуют одинаковые углы относительно воображаемой биссектрисы; поверхность концевой подточки, продолжающуюся рядом с режущей кромкой и передней поверхностью канавки; и соединительную подточку, продолжающуюся вдоль режущей кромки от первой крайней точки, расположенной во втором полусекторе, в направлении от первого полусектора и соединяющую поверхность концевой подточки и переднюю поверхность Канавки; причем соединительная подточка продолжается до второй крайней точки, которая расположена на расстоянии от воображаемой аксиальной линии и второго полусектора.
[0010] Обнаружено, что размещение второй крайней точки на расстоянии от воображаемой аксиальной линии и второго полусектора в значительной степени способствует уменьшению размера соединительной подточки. Точнее при размещении второй крайней точки на расстоянии от воображаемой аксиальной линии и второго полусектора первая крайняя точка соединительной подточки может быть расположена ближе к воображаемой аксиальной линии.
[0011] В соответствии с другим аспектом предмета настоящей заявки описана концевая фреза с угловым радиусом, содержащая соединительную подточку, которая расположена на заданном расстоянии от радиальной точки касания.
[0012] В соответствии с другим аспектом предмета настоящей заявки описан способ подточки концевой фрезы с угловым радиусом, включающий этап образования соединительной подточки концевой фрезы с угловым радиусом, который продолжается в направлении к аксиальной точке касания от заданной точки, расположенной на расстоянии от радиальной точки касания.
[0013] Следует понимать, что вышеописанное представляет собой краткое изложение, и что любой из упомянутых аспектов может дополнительно содержать любой из признаков, описанных ниже в данном документе. Более конкретно, перечисленные ниже признаки, каждый в отдельности или в сочетании, могут быть применимы к любому из упомянутых аспектов:
A. Концевая фреза с угловым радиусом может быть приспособлена для вращения вокруг оси (AR) вращения.
B. Концевая фреза с угловым радиусом может содержать хвостовик и режущую часть, продолжающуюся от хвостовика и имеющую диаметр D.
C. Режущая часть может содержать винтовую канавку, имеющую угол Н наклона винтовой линии, который удовлетворяет условию 20°<Н<60°. В некоторых предпочтительных вариантах осуществления, угол Н наклона винтовой линии удовлетворяет условию 35°≤Н≤45°.
D. Разброс HR винтовой линии всех зубьев концевой фрезы с угловым радиусом может быть меньше или равен двум градусам, умноженным на количество зубьев Z (разброс HR винтовой линии ≤2Z).
E. Режущая часть может содержать переднюю поверхность канавки.
F. Режущий зуб может содержать режущую кромку, которая продолжается рядом с передней поверхностью канавки.
G. Режущий зуб может содержать угловой сектор с угловым радиусом R. В некоторых предпочтительных вариантах осуществления, угловой радиус R может удовлетворять условию R>0,15D.
H. Первый полусектор углового сектора может продолжаться от воображаемой биссектрисы до радиальной точки касания, а второй полусектора углового сектора может продолжаться от воображаемой биссектрисы до аксиальной точки касания. Другими словами, угловой сектор может содержать первый полусектор и второй полусектор, причем первый полусектор продолжается от воображаемой биссектрисы углового сектора до воображаемой радиальной линии, продолжающейся от центральной точки сектора до радиальной точки касания, а второй полусектор продолжается от воображаемой биссектрисы до воображаемой аксиальной линии, продолжающейся от центральной точки сектора до аксиальной точки касания.
I. В первом полусекторе отсутствует участок соединительной подточки.
J. Поверхность концевой подточки может продолжаться рядом с режущей кромкой и передней поверхностью канавки.
K. Соединительная подточка может продолжаться вдоль режущей кромки от первой крайней точки, расположенной во втором полусекторе, в направлении от первого полусектора, и соединяет поверхность концевой подточки и переднюю поверхность канавки.
L. Соединительная подточка может продолжаться до второй крайней точки, которая расположена на расстоянии от воображаемой аксиальной линии и второго полусектора, причем воображаемая аксиальная линия продолжается от центральной точки сектора до аксиальной точки касания. Другими словами, вторая крайняя точка может быть расположена на противоположной стороне воображаемой аксиальной линии от второго полусектора. Обнаружено, что такое расположение уменьшает перегиб, образующийся во второй крайней точке.
М. Для облегчения определения предпочтительного положения второй крайней точки может быть использована воображаемая крайняя линия. Вторая крайняя точка может быть расположена вдоль воображаемой крайней линии, которая продолжается от центральной точки сектора до режущей кромки. Воображаемая крайняя линия образует острый крайний угол α3 с воображаемой аксиальной линией. Установлено предпочтительным, для уменьшения перегиба, когда вторая крайняя точка расположена так, что крайний угол α3 удовлетворяет условию (3°≤α3≤30°). Дополнительное уменьшение перегиба может быть достигнуто при крайнем угле а3, удовлетворяющем условию (5°≤α3≤20°). Наилучшие результаты были получены при второй крайней точке, расположенной так, что крайний угол α3 удовлетворяет условию (6°≤α3≤12°). Другими словами, обнаружено, что когда крайний угол α3 стремится к 9°, величина перегиба является предпочтительно малой.
N. Второй полусектор может содержать поперечный подсектор, имеющий поперечный центральный угол.
О. Поперечный подсектор может быть отдаленным от первого полусектора, и при этом соединительная подточка продолжается во второй полусектор, пересекая поперечный подсектор.
Р. Для некоторых предпочтительных вариантов осуществления, поперечный центральный угол может быть равен 10°. В других предпочтительных вариантах осуществления, поперечный центральный угол может быть равен 25°.
Q. Второй полусектор может содержать граничный подсектор, содержащий граничный центральный угол. Граничный подсектор может продолжаться от воображаемой биссектрисы. Соединительная подточка не продолжается в граничный подсектор.
R. Для некоторых предпочтительных вариантов осуществления, граничный центральный угол может быть равен 1°. В других предпочтительных вариантах осуществления, граничный центральный угол может быть равен 2°.
S. Концевая фреза с угловым радиусом может содержать перегиб, образованный на пересечении режущей кромки, соединительной подточки и передней поверхности канавки, который расположен в аксиальной стороне. Точнее перегиб может образовать по меньшей мере угол перегиба, равный 1°. В некоторых предпочтительных вариантах осуществления перегиб образует угол перегиба, равный по меньшей мере 2°. Предпочтительно, перегиб образует угол перегиба, равный не более 10°. Еще более предпочтительно, перегиб образует угол перегиба, равный не более 6°.
Т. Предпочтительно, радиальный передний угол вдоль всего радиального участка режущей кромки может иметь положительные значения. В некоторых предпочтительных вариантах осуществления, все значения радиального переднего угла могут быть больше или равны 5°, и для особенно предпочтительных вариантов осуществления, предпочтительно больше или равны 8°.
U. Концевая фреза с угловым радиусом может быть приспособлена для резания материалов заготовок, обладающих твердостью по Роквеллу менее 42 HRc. Например, такая конфигурация может представлять собой радиальный передний угол, больше или равный 5° или 8°, и др.
V. Концевая фреза с угловым радиусом может содержать по меньшей мере одну дополнительную винтовую канавку и соответствующий режущий зуб, содержащий соединительную подточку. Соединительная подточка может быть образована с любым из признаков, упомянутых выше или ниже в данном документе. Канавка может быть образована с любым из признаков, упомянутых выше или ниже в данном документе. Предпочтительно, каждая винтовая канавка и режущий зуб концевой фрезы с угловым радиусом образованы с одним или несколькими признаками, упомянутыми выше или ниже в упомянутом документе.
W. В некоторых предпочтительных вариантах осуществления, у режущей концевой поверхности, концевая фреза с угловым радиусом может содержать по меньшей мере один индексный угол, имеющий величину, отличающуюся от по меньшей мере одного другого ее индексного угла. В особенно предпочтительных вариантах осуществления, у режущей концевой поверхности, все индексные углы концевой фрезы с угловым радиусом могут иметь разные величины.
X. В некоторых предпочтительных вариантах осуществления, в плоскости одинаковых индексных углов, перпендикулярной оси (AR) вращения, концевая фреза с угловым радиусом может иметь все ее индексные углы, являющиеся одинаковыми. В особенно предпочтительных вариантах осуществления, плоскость одинаковых индексных углов может быть расположена в середине активного режущего участка режущей части. Плоскость одинаковых индексных углов может представлять собой только плоскость, в которой все индексные углы равны.
Y. Концевая фреза с угловым радиусом может быть изготовлена посредством образования концевой подточки в ее конце и затем образования соединительной подточки, который соединяет поверхность концевой подточки и соответствующую переднюю поверхность канавки.
Z. Не содержащий подточки угловой участок углового сектора у режущей кромки, который расположен ближе чем соединительная подточка к радиальной точке касания, может иметь передний угол, по меньшей мере на 5° больше чем передний угол соединительной подточки у режущей кромки. Не содержащий подточки угловой участок может быть расположен у граничного подсектора второго полусектора.
[0014] Обнаружено, что концевая фреза с угловым радиусом, в частности концевая фреза с угловым радиусом, содержащая один или несколько вышеупомянутых признаков, выполненная с соединительной подточкой, способна осуществлять механическую обработку заготовки с меньшим расходом электроэнергии и уменьшенными вибрациями.
[0015] Хотя конкретные признаки, описанные выше, могут увеличивать такие преимущества, без привязки к теории, считается, что посредством ограничения размера соединительной подточки, сравнительно большая часть режущей кромки может быть образована с относительно большими по величине положительными передними углами (например, углами, равными 5° или больше), тем самым уменьшая электроэнергию для механической обработки заготовки.
[0016] Было обнаружено, что использование больших по величине положительных передних углов особенно предпочтительно для механической обработки относительно мягких материалов (например, обладающих твердостью по Роквеллу менее 42 HRc, например, алюминия, нержавеющей стали, пластмассы, композиционных материалов, полимера, армированного углеродного волокном (CFRP).
[0017] Тем не менее теоретически считается, что такие преимущества возможны даже при более твердых материалах (т.е. обладающих твердостью по Роквеллу 42 HRc или более), поскольку может быть также увеличена эффективная длина резания режущей кромки.
[0018] К удивлению, преимущества в уменьшении расхода электроэнергии и уменьшенные вибрации компенсировали потенциальные трудности изготовления гладкой или тангенциальной угловой кромки на пересечении режущей кромки, соединительной подточки и передней поверхности канавки. Даже в тех случаях, когда перегиб (т.е. точка, в которой функция не является непрерывной) образуется, удивительно, что надлежащая чистота обработки может быть достигнута в таком пересечении (причем такой перегиб достаточно мал, чтобы не образовывать визуального отличия между текстурами поверхности на заготовке, которые недопустимы в некоторых отраслях промышленности, таких как авиационно-космическая промышленность).
Краткое описание чертежей
[0019] Для лучшего понимания предмета настоящей заявки и для того чтобы показать как данный предмет может быть осуществлен на практике, ниже будет сделана ссылка на прилагаемые чертежи, из которых:
Фиг. 1 представляет собой вид сбоку концевой фрезы с угловым радиусом с соединительной подточкой в соответствии с вариантом осуществления настоящего изобретения;
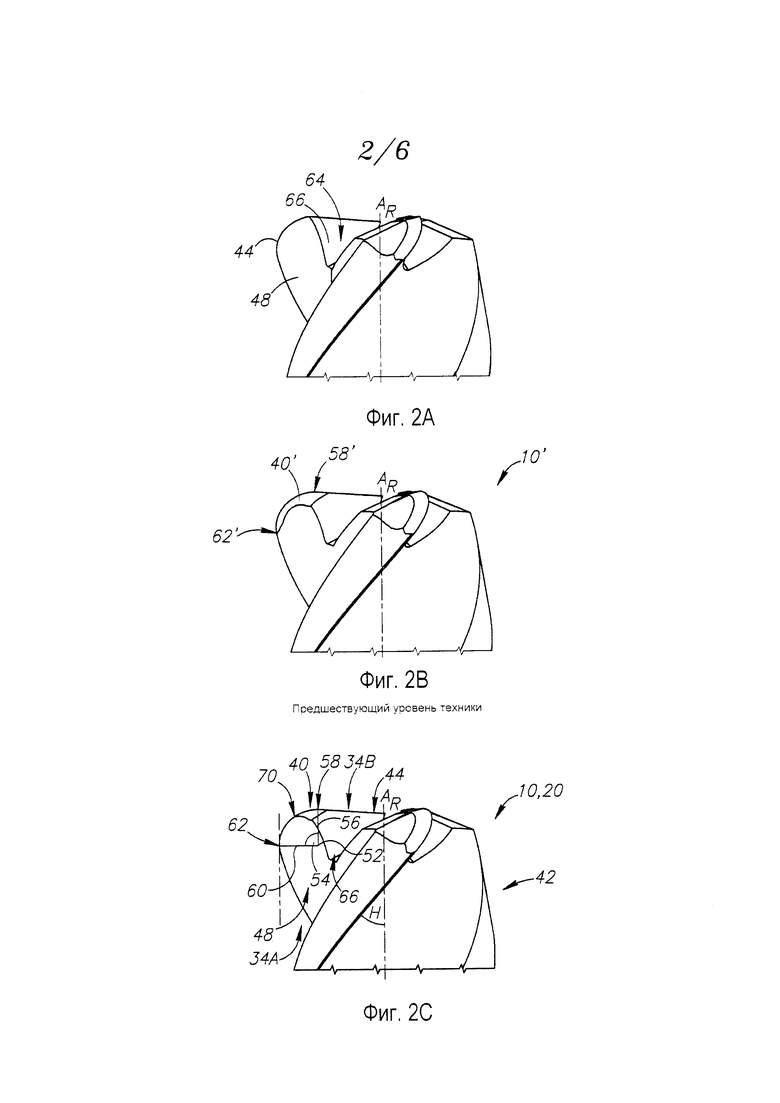
Фиг. 2А представляет собой частичный вид сбоку режущей части концевой фрезы без соединительной подточки;
Фиг. 2В представляет собой частичный вид сбоку режущей части концевой фрезы с соединительной подточкой в соответствии с уровнем техники;
Фиг. 2С представляет собой частичный вид сбоку режущей части концевой фрезы, показанной на фиг. 1;
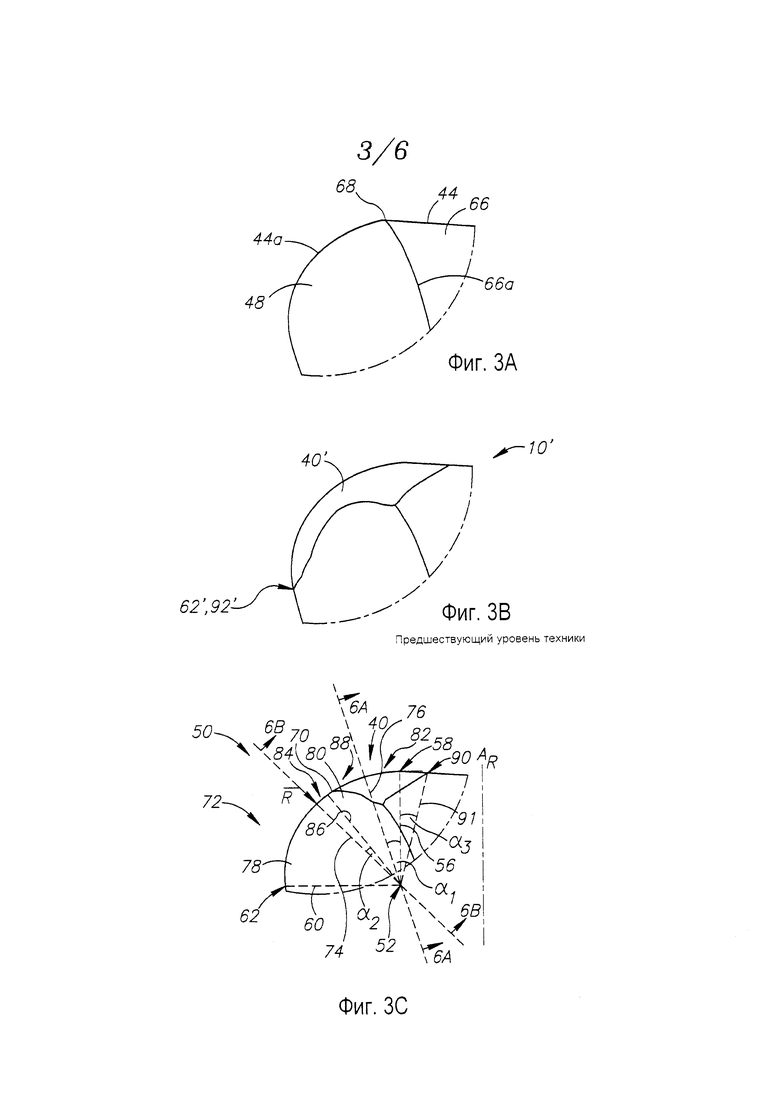
Фиг. 3А представляет собой увеличенный вид угла концевой фрезы, показанной на фиг. 2А;
Фиг. 3В представляет собой увеличенный вид угла концевой фрезы, показанной на фиг. 2В;
Фиг. 3С представляет собой увеличенный вид угла концевой фрезы, показанной на фиг. 2С;
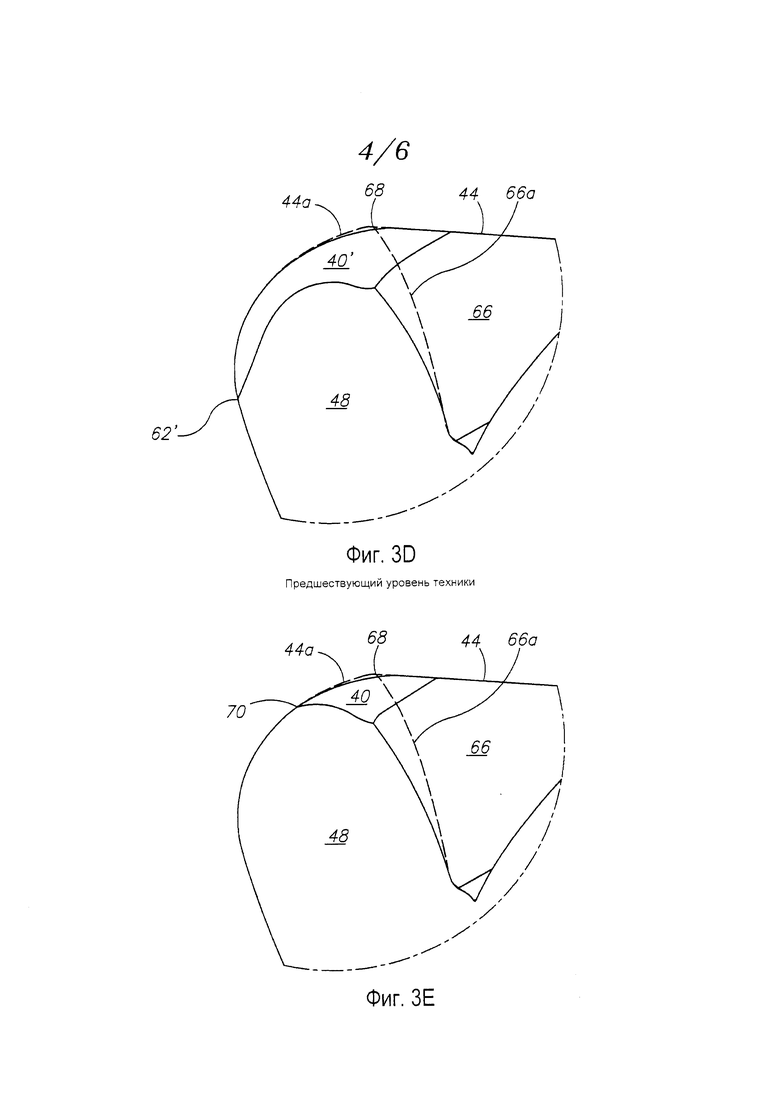
Фиг. 3D показывает совмещение угла, показанного на фиг. 3В, и угла, показанного на фиг. 3А, причем последний показан пунктирными линиями;
Фиг. 3Е показывает совмещение угла, показанного на фиг. 3С, и угла, показанного на фиг. 3А, причем последний показан пунктирными линиями;
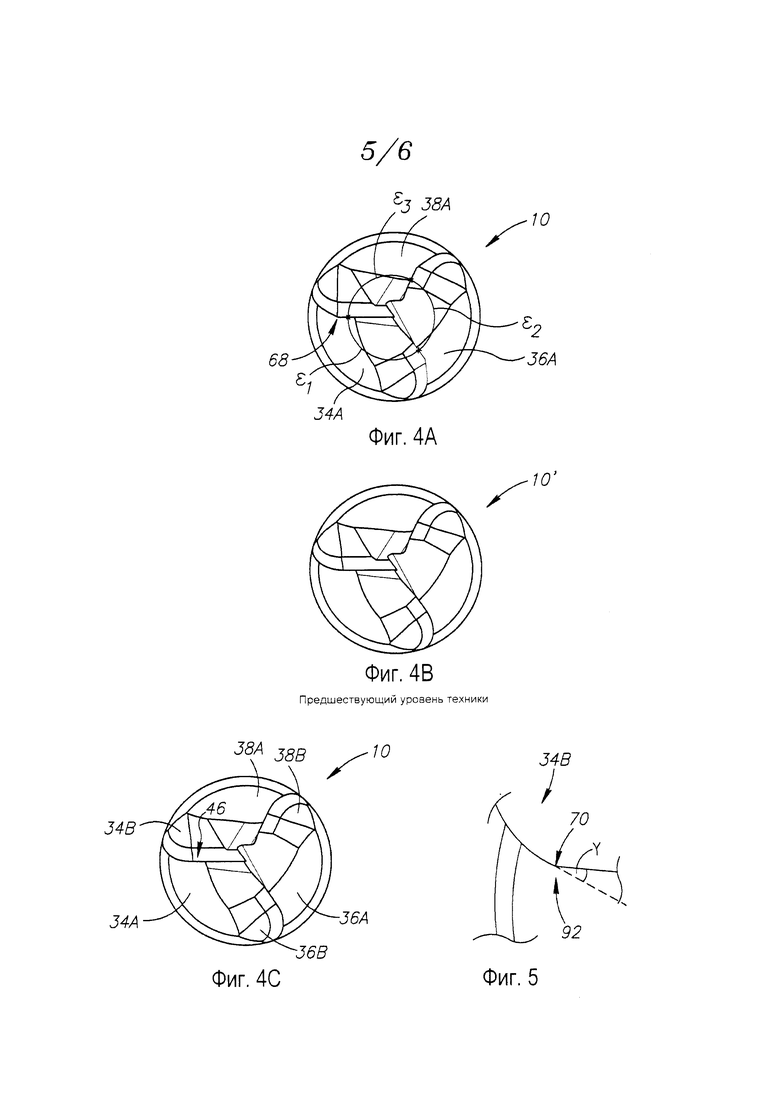
Фиг. 4А представляет собой вид с торца концевой фрезы, показанной на фиг. 2А;
Фиг. 4В представляет собой вид с торца концевой фрезы, показанной на фиг. 2В;
Фиг. 4С представляет собой вид с торца концевой фрезы, показанной на фиг. 2С;
Фиг. 5 представляет собой увеличенный и масштабированный вид участка угла концевой фрезы, показанной на фиг. 4С;
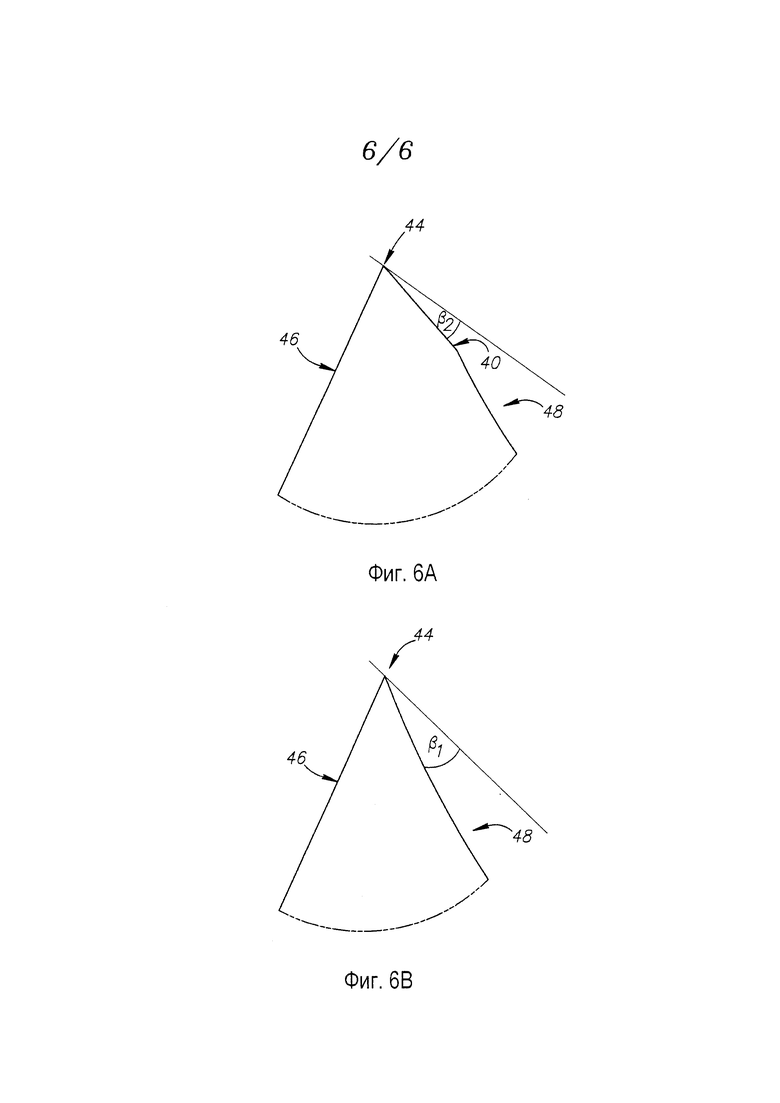
Фиг. 6А представляет собой увеличенный и масштабированный вид в поперечном сечении, выполненном по линии 6А-6А, показанной на фиг. 3С; и
Фиг. 6В представляет собой увеличенный и масштабированный вид в поперечном сечении, выполненном по линии 6В-6В, показанной на фиг. 3С.
Подробное описание
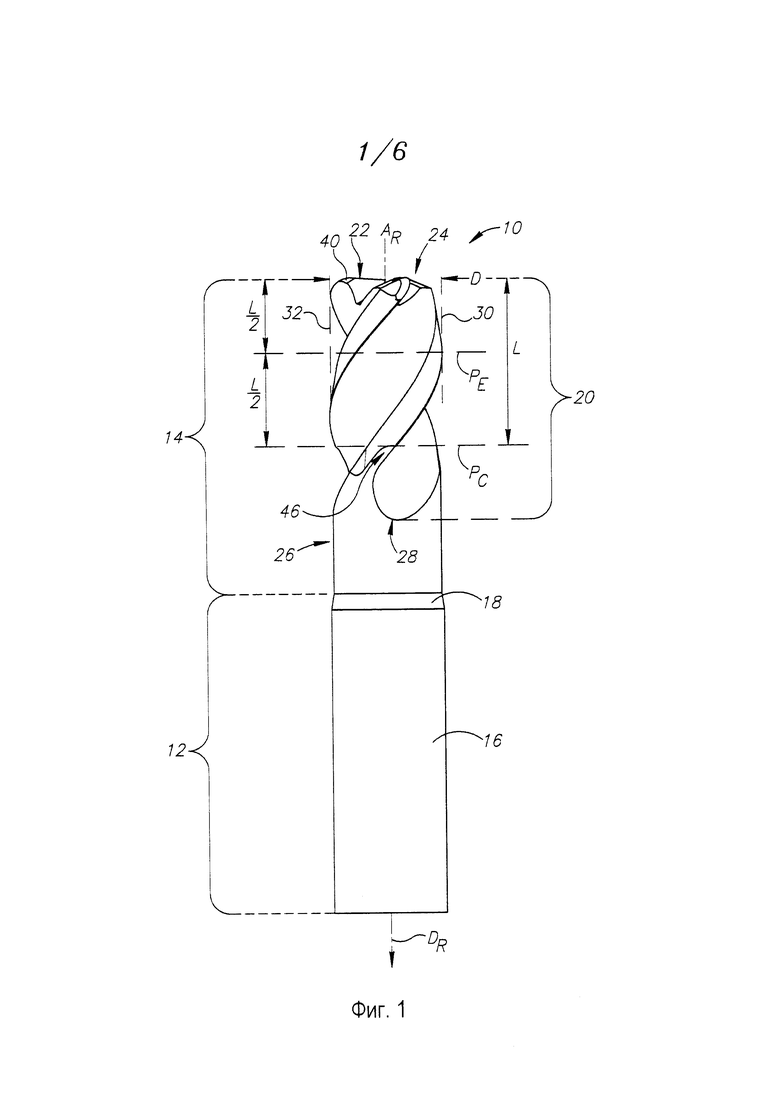
[0020] Ссылка сделана на фиг. 1, который изображает концевую фрезу 10 с угловым радиусом, обычно изготавливаемую из очень твердого и износостойкого материала, такого как цементированный карбид, и приспособленную для вращения вокруг оси (AR) вращения, проходящей продольно через ее центр, в направлении против часовой стрелки в виде, показанном на фиг. 4С.
[0021] Концевая фреза 10 содержит хвостовик 12 и продолжающуюся от него режущую часть 14.
[0022] Хвостовик 12 может содержать цилиндрическую часть хвостовика и коническую часть 18 хвостовика, которая расположена между цилиндрической частью 16 хвостовика и режущей частью 14 и уменьшается в диаметре от цилиндрической части 16 хвостовика к режущей части 14.
[0023] Режущая часть 14 содержит режущий участок 20 с канавками, продолжающийся вдоль оси AR вращения в аксиальном направлении DR назад от режущей концевой поверхности 22, расположенной в аксиальном конце 24 концевой фрезы 10.
[0024] Режущая часть 14 может также содержать режущий промежуточный участок 2 6, проходящий от режущего участка 20 с канавками, или точнее от концов 28 канавок, до хвостовика 12.
[0025] Диаметр D режущей части может быть измерен между воображаемыми периферийными выносными линиями 30, 32 у режущей концевой поверхности 22. Хотя в данном неограничивающем примере выносные линии 30, 32 параллельны друг другу, вследствие цилиндрической формы режущего участка 20 с канавками, в некоторых вариантах осуществления они не обязаны быть параллельными (например, в концевой фрезе, содержащей конический режущий участок с канавками (не показанный), при этом выносные линии могут стремиться друг к другу, когда они приближаются к ее аксиальному концу). В данном неограничивающем примере, диаметр D режущей части равен 16 мм.
[0026] Ссылаясь на фиг. 2С и 4С, режущий участок 20 с канавками содержит по меньшей мере одну винтовую канавку (34А, 36А, 38А) и соответствующий режущий зуб (34В, 36В, 38В), проходящий рядом с ней.
[0027] Вообще, предпочтительно, чтобы каждый режущий зуб (34В, 36В, 38В) режущей части 14 был выполнен с соединительной подточкой 40, т.е. продолжающейся от аксиального конца 24 и вдоль периферии 42 концевой фрезы (фиг. 2С).
[0028] В качестве альтернативы показанному неограничивающему примеру, некоторые варианты осуществления концевой фрезы могут содержать одну или более, или все, ее режущие кромки 44, образованные вдоль периферии 42 с переменными радиальными передними углами (а не с постоянными передними углами).
[0029] Вообще, предпочтительно, чтобы каждая винтовая канавка (34А, 36А, 38А) могла иметь угол Н наклона винтовой линии (фиг. 2С). Было обнаружено, что соединительная подточка 40 в соответствии с предметом настоящей заявки улучшает эксплуатационные характеристики концевых фрез. Точнее, такое улучшение обнаружено конкретно для концевых фрез с канавками, имеющими угол Н наклона винтовой линии, удовлетворяющий условию 20°<Н<60°.
[0030] В показанном неограничивающем примере винтовая канавка, обозначенная ссылочной позицией 34А, имеет угол наклона винтовой линии, равный 41°, винтовая канавка 3 6А имеет угол наклона винтовой линии, равный 40°, и винтовая канавка 38А имеет угол наклона винтовой линии, равный 39°.
[0031] В качестве альтернативы показанному неограничивающему примеру, некоторые варианты осуществления концевой фрезы могут иметь одну или более, или все, канавки, образованные с переменным углом наклона винтовой линии (не показанные), причем все значения каждого переменного угла Н наклона винтовой линии каждой канавки должны находиться в пределах вышеупомянутого диапазона углов винтовой линии (20°<Н<60°).
[0032] Предпочтительно минимизировать разницу в величине между углами наклона винтовой линии, которая, как обнаружено, увеличивает глубину резания даже до удвоенного диаметра концевой фрезы. Для пояснения, предпочтительно, чтобы общая разница между углами наклона винтовой линии зубьев (в дальнейшем «разброс HR винтовой линии») была меньше или равна двум градусам, умноженным на количество зубьев Z (разброс HR винтовой линии ≤2Z). Например, для концевой фрезы с тремя зубьями, разница, предпочтительно, не больше 6° (например, первый угол наклона винтовой линии может быть равен 38°, второй 40° и третий 42°). Наилучшие эксплуатационные характеристики могут быть получены при уменьшении разброса HR винтовой линии. Например, в показанном на фиг. 2С примере разброс HR винтовой линии равен 2° (от 39° до 41°), который, как считается, обеспечивает более высокие эксплуатационные характеристики, чем разброс HR винтовой линии. Тем не менее, предпочтительно, чтобы по меньшей мере одно, или предпочтительно все, из значений угла наклона винтовой линии разных канавок немного отличались, чтобы уменьшить дрожание.
[0033] Возвращаясь к фиг. 1, будет понятно, что эффективная длина L резания режущей части 14 продолжается от режущей концевой поверхности 22 до плоскости РС длины резания, проходящей перпендикулярно оси (AR) вращения и расположенной там, где по меньшей мере одна винтовая канавка (34А, 36А, 38А) начинает выходить (т.е. становиться более пологой) и/или точка 46, в которой рельефная поверхность зуба соответствующей режущей концевой фрезы 10 уже не является эффективной.
[0034] Было также обнаружено, что соединительная подточка 40 в соответствии с предметом настоящей заявки является очень эффективной для концевых фрез с плоскостью РЕ одинаковых индексных углов, перпендикулярной оси AR вращения, в которой все индексные узлы концевой фрезы одинаковые. Обнаружено, что плоскость РЕ одинаковых индексных углов обеспечивает превосходные результаты, когда она расположена в середине активного режущего участка режущей части 14, т.е. на одинаковом расстоянии L/2 от режущей концевой поверхности 22 и плоскости РС длины резания.
[0035] Индексные углы в плоскостях, параллельных с, но отличающихся от плоскости одинаковых индексных углов, могут быть разными. В показанном неограничивающем примере, индексные углы (ε1, ε2, ε3; фиг. 4А) у режущей концевой поверхности все разные (например, ε1=120°, ε1=115° и ε1=125°).
[0036] Следует понимать, что каждый (т.е. любой) режущий зуб (34В, 36В, 38В) и винтовая канавка (34А, 36А, 38А) концевой фрезы 10, показанной в качестве примера, содержит признаки, описанные ниже, однако в данном описании, только в целях упрощения, будут подробно описаны только винтовая канавка и режущий зуб, обозначенные ссылочными позициями 34А и 34В.
[0037] Следует понимать, что помимо описанного типа режущего зуба, который начинается от аксиального конца концевой фрезы и содержит угловой радиус, некоторые варианты осуществления могут также содержать один или несколько дополнительных зубьев, которые проходят в направлении назад от участка, расположенного на расстоянии от аксиального конца (не показано).
[0038] Ссылаясь на фиг. 2С, 3С и 4С, режущий зуб 34В содержит режущую кромку 44, образованную на пересечении рельефной поверхности 46 зуба (фиг. 4С) и передней поверхности 48 канавки (фиг. 2С), а также содержит угловой сектор 50 с угловым радиусом R и центральной точкой 52 сектора.
[0039] Угловой радиус R может быть измерен, как известно в данной области техники (т.е. он может быть измерен посредством вращения концевой фрезы перед окружностями разных размеров (не показанными) вокруг оси AR, пока не будет обнаружена одна из окружностей, имеющая соответствующий радиус кривизны, т.е. во время упомянутого вращения часть угла концевой фрезы совместится с частью соответствующей по размеру окружности). В качестве альтернативы показанному примеру, некоторые варианты осуществления могут содержать угловой сектор другого размера, помимо четверти окружности.
[0040] Ссылаясь на фиг. 2С, центральный угол 54 углового радиуса, который расположен между воображаемой аксиальной линией 56 (которая продолжается от центральной точки 52 сектора до аксиальной точки 58 касания) и воображаемой радиальной линией 60 (которая продолжается от центральной точки 52 сектора до радиальной точки 62 касания), может быть другим, помимо угла 90°, который показан в данном неограничивающем примере.
[0041] Радиальная точка 62 касания представляет собой одну из двух крайних точек углового сектора 50 (которая соответствует окружности соответствующего размера) на периферии 42 концевой фрезы 10, а аксиальная точка 58 касания представляет собой другую крайнюю точку на другой стороне углового сектора 50, т.е. в аксиальном конце 24 углового сектора 50.
[0042] В данном неограничивающем примере, угловой радиус R равен 4 мм. Другими словами, угловой радиус R равен 0,25D (поскольку выше диаметр D режущей части равен 16 мм).
[0043] Было обнаружено, что соединительная подточка в соответствии с предметом настоящей заявки улучшает эксплуатационные характеристики концевых фрез, которые удовлетворяют условию R>0,15D.
[0044] При ее изготовлении, в концевой фрезе 10 сначала выполняют концевую подточку 64 (см. фиг. 2А, которая не содержит соединительной подточки) в аксиальном конце 24. Затем образуют концевую фрезу 10 с соединительной подточкой 40 (см. фиг. 2С).
[0045] Ссылаясь на фиг. 2А, 3А и 4А, которые показывают концевую фрезу 10 после первого этапа образования концевой подточки, но перед образованием соединительной подточки 40, при этом концевая подточка 64 - содержит поверхность 66 концевой подточки, продолжающуюся рядом с режущей кромкой 44 и передней поверхностью 48 канавки. Нежелательный резкий перегиб 68 (фиг. 3А и 4А) расположен на пересечении режущей кромки 44, поверхности 66 концевой подточки и передней поверхности 48 канавки. Этап образования концевой подточки приводит к первоначальной границе 66а подточки (фиг. 3А) между поверхностью 66 концевой подточки и передней поверхностью 48 канавки, причем первоначальная граница 66а подточки продолжается до резкого перегиба 68.
[0046] Для устранения резкого перегиба 68, в концевой фрезе, показанной на фиг. 2А, 3А и 4А, образуют соединительную подточку 40, в результате образуется концевая фреза 10, показанная на фиг. 2С, 3С и 4С. Соединительная подточка 40 продолжается вдоль режущей кромки 44 и соединяет поверхность 66 концевой подточки и переднюю поверхность 48 канавки.
[0047] Для понимания, фиг. 2В и 3В показывают концевую фрезу 10' с известной соединительной подточкой 40', которая продолжается от аксиальной точки 58' касания непрерывно до радиальной точки 62' касания.
[0048] Фиг. 2С и 3С показывают пример соединительной подточки 40 в соответствии с предметом настоящей заявки, который показан до конца в первой крайней точке 70, которая расположена на расстоянии от радиальной точки 62 касания.
[0049] Фиг. 3D показывает наложение фиг. 3В на фиг. 3А, а фиг. 3Е показывает наложение фиг. 3С на фиг. 3А. На фиг. 3D и 3Е пунктирными линиями показана первоначальная граница 66а подточки, удаленный участок 4 4а режущей кромки и удаленный резкий перегиб 68. Таким образом, фиг. 3D показывает наложение режущей части концевой фрезы, показанной на фиг. 3В, содержащей соединительную подточку в соответствии с уровнем техники, на режущую часть концевой фрезы, показанной на фиг. 3А, которая не содержит соединительную подточку. Аналогично, фиг. 3Е показывает наложение режущей части концевой фрезы, показанной на фиг. 3С, содержащей соединительную подточку в соответствии с предметом настоящей заявки, на режущую часть концевой фрезы, показанной на фиг. 3А, которая не содержит соединительную подточку. Сравнивая фиг. 3D и фиг. 3Е можно видеть, что предмет настоящей заявки содержит соединительную подточку со значительно меньшей площадью поверхности по сравнению с известной соединительной подточкой. Показано также, что соединительная подточка в соответствии с настоящей заявкой оставляет значительно большую часть режущей кромки 44 без подточки по сравнению с известной подточкой 40', которая продолжается до радиальной точки 62' касания.
[0050] Фиг. 6А показывает поперечное сечение вдоль воображаемой линии 76 пересечения (фиг. 3С), которая продолжается через соединительную подточку 40. А фиг. 6В показывает поперечное сечение вдоль воображаемой линии 74, которая не продолжается через соединительную подточку 40. Воображаемая линия 74, выбранная для данного описания, представляет собой биссектрису 74, но может быть также выбрана в других положениях, не проходящих через соединительную подточку 40. Посредством ограничения или минимизации протяженности соединительной подточки 40 в направлении к радиальной точке 62 касания, угловой участок 72 (фиг. 3С), проходящий между радиальной точкой 62 касания и первой крайней точкой 70, может иметь главный передний угол или углы β1 в плане (т.е. передний угол или углы на угловом участке 72 без подточки, показанном здесь, например, вдоль биссектрисы 74) с большей положительной величиной или величинами, чем передний угол или углы β2 соединительной подточки 40 (т.е. передний угол β2 у соединительной подточки 40, показанный здесь, например, вдоль воображаемой линии 76 пересечения; при этом отмечается, что передний угол β2 соединительной подточки может также иметь положительную величину или положительные величины, как в данном примере, хотя и меньшую величину, чем главный передний угол или углы в плане).
[0051] Предпочтительно, главный передний угол или углы β1 в плане углового участка без подточки могут быть по меньшей мере на 5° больше чем передний угол β2 соединительной подточки 40.
[0052] Для пояснения, ссылаясь на фиг. 3С, угловой сектор 50 может быть разделен на первый полусектор 78 и второй полусектор 80.
[0053] Первый полусектор 78 может продолжаться от воображаемой биссектрисы 7 4 (которая продолжается от центральной точки 52 сектора до режущей кромки 44 и образует одинаковый по величине угол с аксиальной линией 56 и радиальной линией 60) до радиальной линии 60.
[0054] Второй полусектор 80 может продолжаться от воображаемой биссектрисы 74 до аксиальной линии 56. Таким образом, первый и второй полусекторы 78, 80 образуют одинаковые углы в пределах углового сектора 50, относительно воображаемой биссектрисы 74.
[0055] Вообще говоря, в первом полусекторе 78 участок соединительной подточки 40 отсутствует, и поэтому первый полусектор 78 свободен от любого соединительной подточки 40.
[0056] Второй полусектор 80 может содержать поперечный подсектор 82, граничный подсектор 84 и центральный подсектор 88, ограниченный поперечным подсектором 82 и граничным подсектором 84.
[0057] Поперечный подсектор 82 расположен дистально от первого полусектора 78. Поперечный подсектор 82 содержит поперечный центральный угол α1, образованный между аксиальной линией 56 и линией 76 пересечения, которая продолжается от центральной точки 52 сектора до режущей кромки 44.
[0058] Граничный подсектор 84 непосредственно примыкает к первому сектору 78. Граничный подсектор 84 содержит граничный центральный угол α2, образованный между биссектрисой 74 и воображаемой граничной линией 8 6, которая продолжается от центральной точки 52 сектора до режущей кромки 44.
[0059] У граничного подсектора 84 участок соединительной подточки 40 отсутствует. Соединительная подточка 40 пересекает поперечный подсектор 82, и первая крайняя точка 70 соединительной подточки 40 расположена в центральном подсекторе 88. Следует понимать, что поперечный центральный угол α1 соответственно меньше чем угол (не показанный), образованный между аксиальной линией 56 и воображаемой линией (не показанной), которая продолжается от центральной точки 52 сектора до первой крайней точки 70.
[0060] Соединительная подточка 40 может продолжаться до второй крайней точки 90, которая расположена на расстоянии от аксиальной линии 56 и второго полусектора 80. Вторая крайняя точка 90 расположена в конце воображаемой крайней линии 91, которая продолжается от центральной точки 52 сектора до режущей кромки 44. Воображаемая крайняя линия 91 образует острый крайний угол α3 с воображаемой аксиальной линией 56.
[0061] Как показано на фиг. 3Е и 4С, резкого перегиба 68 (фиг. 4А) уже нет, однако, ссылаясь теперь на фиг. 5, образовался новый перегиб 92 на пересечении режущей кромки 44, соединительной подточки 40 и передней поверхности 48 канавки. Другими словами, новый перегиб 92 расположен в первой крайней точке 70 соединительной подточки 40. Может быть отмечена разница в положении по сравнению с известным перегибом 92' (фиг. 3В) известного соединительной подточки 40', который расположен в радиальной стороне концевой фрезы. Новый перегиб 92 может образовать новый угол γ перегиба, который показан в преувеличенном виде на фиг. 5 для облегчения понимания.
[0062] Было обнаружено, что соединительная подточка 40 в соответствии с предметом настоящей заявки, в частности применительно к концевой фрезе, содержащей вышеописанные признаки, способна значительно повысить эффективность механической обработки алюминия.
[0063] Приведенное выше описание включает в себя примерный вариант осуществления для раскрытия, достаточного для воспроизведения, при необходимости, и формула изобретения не должна интерпретироваться как исключающая не показанные в качестве примера варианты осуществления и/или признаки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНЦЕВАЯ ФРЕЗА С УГЛОВЫМ РАДИУСОМ ИЗ ТВЕРДОГО СПЛАВА С НЕПРЕРЫВНО ИЗОГНУТЫМ ПЕРЕДНИМ ГРЕБНЕМ И КОНСТРУКЦИЯ ВИНТОВОЙ КАНАВКИ | 2016 |
|
RU2714755C2 |
| Цельная концевая керамическая фреза | 2019 |
|
RU2725533C1 |
| КОНЦЕВАЯ ФРЕЗА С НЕСИММЕТРИЧНЫМ РАСПОЛОЖЕНИЕМ УГЛОВ ОТКЛОНЕНИЯ ДЛЯ ОБРАБОТКИ ТИТАНА | 2014 |
|
RU2650019C2 |
| КЕРАМИЧЕСКАЯ ТОРЦЕВАЯ ФРЕЗА С ПРОФИЛЕМ ДУГИ ОКРУЖНОСТИ ДЛЯ ОБРАБОТКИ СПЛАВА ИНКОНЕЛЬ | 2018 |
|
RU2753934C2 |
| КОНЦЕВАЯ ФРЕЗА С ВЫПУКЛОЙ РАДИАЛЬНОЙ ЗАДНЕЙ ПОВЕРХНОСТЬЮ И ВЕРШИНОЙ, ИМЕЮЩЕЙ ПРОФИЛЬ С ФОРМОЙ ДУГИ ОКРУЖНОСТИ | 2015 |
|
RU2693971C2 |
| КОНЦЕВАЯ ФРЕЗА С СИММЕТРИЧНЫМ РАСПОЛОЖЕНИЕМ ЦЕНТРАЛЬНЫХ УГЛОВ ДЛЯ ОБРАБОТКИ ТИТАНА | 2014 |
|
RU2653044C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЕРЕДНЕГО УГЛА В ТОРЦОВОМ СЕЧЕНИИ КОНЦЕВЫХ ФРЕЗ | 2012 |
|
RU2521198C1 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2015 |
|
RU2685560C2 |
| СМЕННАЯ ТОРЦЕВАЯ ФРЕЗЕРНАЯ ГОЛОВКА С ОБРАЗОВАННЫМ ЗА ОДНО ЦЕЛОЕ РЕЗЬБОВЫМ УЧАСТКОМ ДЛЯ СОЕДИНЕНИЯ С ХВОСТОВИКОМ | 2017 |
|
RU2727632C2 |
| МНОГОГРАННАЯ ПЛАСТИНА ДЛЯ ТОЧЕНИЯ | 2014 |
|
RU2594301C2 |
Изобретение относится к машиностроению и может быть использовано в авиационно-космической промышленности для обработки различных материалов. Концевая фреза включает в себя соединительную подточку, продолжающуюся вдоль режущей кромки и образованную в угловом секторе концевой фрезы. Соединительная подточка продолжается от первой крайней точки так, что она оставляет больше половины режущей кромки с угловым радиусом без подточки и соединяет поверхность концевой подточки с передней поверхностью канавки. Увеличивается эффективная длина резания режущей кромки. Уменьшаются вибрации при обработке, снижается расход используемой электроэнергии, улучшаются условия резания. 19 з.п. ф-лы, 6 ил.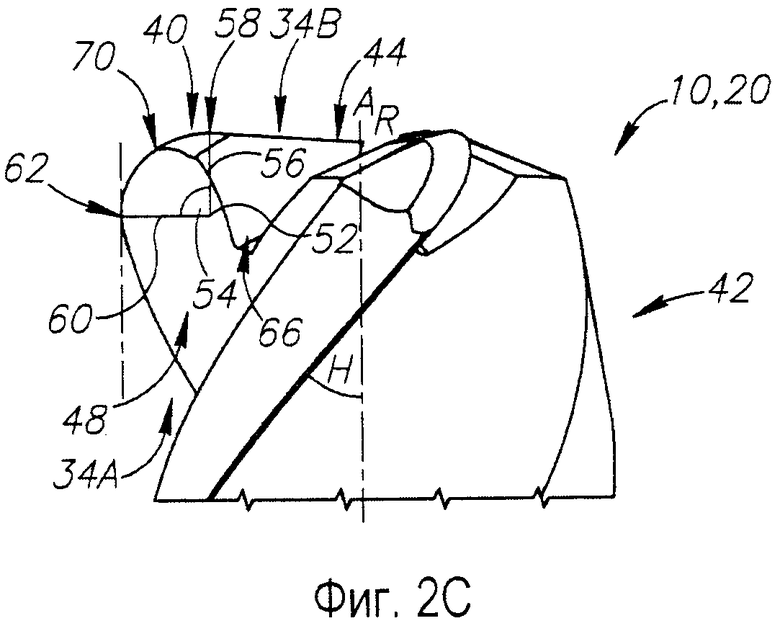
1. Концевая фреза с угловым радиусом, выполненная с возможностью вращения вокруг оси (AR) вращения, содержащая
хвостовик и
режущую часть, продолжающуюся от упомянутого хвостовика и имеющую диаметр (D), при этом режущая часть содержит:
винтовую канавку, имеющую угол Н наклона винтовой линии, который удовлетворяет условию 20°<Н<60°, и содержащую переднюю поверхность канавки;
режущий зуб, содержащий режущую кромку, которая продолжается смежно передней поверхности канавки, и угловой сектор с угловым радиусом R, который удовлетворяет условию R>0,15D, причем первый полусектор углового сектора продолжается от воображаемой биссектрисы углового сектора до радиальной точки касания, а второй полусектор углового сектора продолжается от воображаемой биссектрисы до аксиальной точки касания, при этом первый и второй полусекторы образуют одинаковые углы относительно воображаемой биссектрисы;
поверхность концевой подточки, продолжающуюся смежно режущей кромке и передней поверхности канавки, и
соединительную подточку, продолжающуюся вдоль режущей кромки от первой крайней точки, расположенной во втором полусекторе, в направлении от первого полусектора, и соединяющую поверхность концевой подточки и переднюю поверхность канавки.
2. Концевая фреза с угловым радиусом по п. 1, в которой второй полусектор содержит поперечный подсектор, содержащий поперечный центральный угол и расположенный дистально от первого полусектора, при этом соединительная подточка продолжается во второй полусектор, пересекая поперечный подсектор.
3. Концевая фреза с угловым радиусом по п. 1 или 2, в которой соединительная подточка продолжается до второй крайней точки, которая расположена на расстоянии от воображаемой аксиальной линии и второго полусектора, причем воображаемая аксиальная линия продолжается от центральной точки сектора до аксиальной точки касания.
4. Концевая фреза с угловым радиусом по п. 3, в которой вторая крайняя точка расположена вдоль воображаемой крайней линии, которая продолжается от центральной точки сектора до режущей кромки, причем воображаемая крайняя линия образует с воображаемой аксиальной линией острый крайний угол α3, удовлетворяющий условию: 3°≤α3≤30°.
5. Концевая фреза с угловым радиусом по п. 4, в которой крайний угол α3 удовлетворяет условию: 5°≤α3≤20° , предпочтительно удовлетворяет условию: 6°≤α3≤12°.
6. Концевая фреза с угловым радиусом по п. 2, в которой поперечный центральный угол равен 10°.
7. Концевая фреза с угловым радиусом по п. 2, в которой поперечный центральный угол равен 25°.
8. Концевая фреза с угловым радиусом по п. 1, в которой второй полусектор содержит граничный подсектор, содержащий граничный центральный угол и продолжающийся от воображаемой биссектрисы, при этом соединительная подточка не имеет продолжения в граничном подсекторе.
9. Концевая фреза с угловым радиусом по п. 8, в которой граничный центральный угол равен 1° или 2°.
10. Концевая фреза с угловым радиусом по п. 1, в которой перегиб, образованный на пересечении режущей кромки, соединительной подточки и передней поверхности канавки расположен на аксиальной стороне.
11. Концевая фреза с угловым радиусом по п. 10, в которой перегиб образует угол перегиба, по меньшей мере равный 1° или по меньшей мере 2°.
12. Концевая фреза с угловым радиусом по п. 10, в которой перегиб образует угол перегиба, равный не более 10°, предпочтительно не более 6°.
13. Концевая фреза с угловым радиусом по п. 1, в которой радиальный передний угол вдоль всей радиальной части режущей кромки имеет положительные значения.
14. Концевая фреза с угловым радиусом по п. 1, в которой все значения радиального переднего угла больше или равны 5°, предпочтительно больше или равны 8°.
15. Концевая фреза с угловым радиусом по п. 1, предназначенная для резания материалов заготовок, имеющих твердость по Роквеллу менее 42 HRc.
16. Концевая фреза с угловым радиусом по п. 1, в которой угол Н наклона винтовой линии удовлетворяет условию 35°≤Н≤45°.
17. Концевая фреза с угловым радиусом по п. 1, в которой не содержащий подточки угловой участок углового сектора у режущей кромки, который расположен ближе, чем соединительная подточка к радиальной точке касания, имеет передний угол по меньшей мере на 5° больше, чем передний угол соединительной подточки у режущей кромки.
18. Концевая фреза с угловым радиусом по п. 17, в которой не содержащий подточки угловой участок расположен у граничного подсектора второго полусектора.
19. Концевая фреза с угловым радиусом по любому из пп. 1, 2, 6-18, которая дополнительно содержит по меньшей мере одну дополнительную винтовую канавку и соответствующий режущий зуб, содержащий соединительную подточку.
20. Концевая фреза с угловым радиусом по п. 1, в которой разброс HR винтовой линии всех зубьев концевой фрезы с угловым радиусом меньше или равен двум градусам, умноженным на количество зубьев Z.
| JP 5016737 B1, 05.09.2012 | |||
| Машина для переработки полиамидных термопластов литьем под давлением | 1961 |
|
SU150228A1 |
| Концевая фреза | 1978 |
|
SU852461A1 |
| КОНЦЕВАЯ ФРЕЗА | 2009 |
|
RU2392095C1 |
| Устройство для соединения бурового инструмента с ударным механизмом | 1986 |
|
SU1348508A1 |

