ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[001] Предмет настоящего изобретения относится к концевым фрезам, выполненным с конфигурацией для механической обработки титана.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
[002] Титан можно считать относительно трудным для обработки материалом, так как его свойства могут приводить к быстрому износу концевой фрезы. Такой износ, как полагают, теоретически, происходит, по меньшей мере, частично, из-за передачи тепла от обрабатываемого изделия, изготовленного из титана, к концевой фрезе, выполняющей механическую обработку заготовки.
[003] Помимо теплопередачи, другим учитываемым фактором при разработке конструкции концевых фрез является удаление стружек. Форму (стружечной) канавки соответственно рассчитывают во время разработки конструкции концевой фрезы. В патентах CN 20145538, 102303158 и 202199817 раскрыты концевые фрезы, имеющие форму канавок в соответствии с различными математическими моделями.
[004] Еще одним фактором является уменьшение вибрации концевой фрезы. Уменьшение вибрации может быть достигнуто, по идее, разработкой концевых фрез с несимметричными элементами, например, как раскрыто в патентах США 6991409, 7306408 и 8007209. На фиг. 1 по патенту США 8007209 также раскрыта концевая фреза, содержащая зубцы (фиг. 1, ссылочная позиция 7).
[005] В то время как многие концевые фрезы кажутся аналогичными, при внимательном изучении часто существуют множественные незначительные, но характерные различия, некоторые различия являются важными относительно того, может ли концевая фреза обеспечить заданную операцию механической обработки материала конкретного типа или в конкретных условиях фрезерования.
[006] Лезвия (режущие кромки) обычно расположены под различными углами деления относительно друг друга, углы - наклона линии зуба (далее угол наклона винтовой линии), радиальный передний угол и осевой передний угол могут изменяться у различных лезвий и даже могут изменяться по ходу одного лезвия (далее режущей кромки). Ориентация, местоположение и размер каждого элемента концевой фрезы могут иметь существенное влияние на его работу.
[007] Ввиду чрезвычайно большого количества возможных вариантов конструкции, продолжается выполнение исследований по осуществлению и определению более производительных концевых фрез, в особенности для механической обработки таких материалов, как титан.
[008] Целью настоящего изобретения является предложение новой и усовершенствованной концевой фрезы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[009] Оказалось, что концевая фреза, совмещающая в себе конкретную форму зубьев и конкретную форму канавок, может обеспечивать поразительную долговечность при механической обработке титана в определенных условиях.
[0010] Точнее, профиль зуба содержит тупоконечная режущая кромка, находящийся на пересечении передней режущей подповерхности и задней поверхности и расположенной с заглублением подповерхности (далее "передней углубленной подповерхностью"), проходящей от передней режущей подповерхности.
[0011] Несмотря на то, что тупоконечные режущие кромки можно рассматривать как имеющие негативные особенности из-за относительно повышенного потребления энергии при механической обработке, экспериментальные результаты показали иное.
[0012] Более точно, тупоконечная режущая кромка определена как содержащая рабочий внутренний угол заострения, образованный на пересечении передней режущей подповерхностью и задней поверхности, рабочий внутренний угол заострения имеет величину больше, чем воображаемый внутренний угол заострения, образованный на пересечении воображаемых проходящих линий передней углубленной подповерхностью и задней поверхности.
[0013] Подразумевается, что использование термина "тупой” при ссылке на режущую кромку также является взаимозаменяемым с приведенным выше определением.
[0014] Предложение передней углубленной подповерхностью смежно с передней режущей подповерхностью (то есть передней с заглублением подповерхностью смежно с заглублением в зуб дальше, чем смежная передняя режущая под поверхность зуба относительно воображаемой радиальной линии, проходящей по режущей кромке), как полагают, теоретически, уменьшает теплопередачу к концевой фрезе при механической обработке (изделий из) титана.
[0015] Аналогично, сведение к минимуму длины передней режущей подповерхности, также, как полагают, должно уменьшать теплопередачу, уменьшая контакт стружек с передней поверхностью (зуба) концевой фрезы.
[0016] При ссылке на профиль вышеупомянутой канавки (стружечная) канавка содержит изогнутую часть вогнутой формы с последующей за ней эжекторной (далее выталкивающей) частью выпуклой формы конкретного размера.
[0017] Изогнутая часть сконфигурирована для отгиба стружек из титана во время выполнения механической обработки. Канавка, содержащая изогнутую часть, отображена на фиг. 4 патента CN 102303158.
[0018] В целом, части канавки выпуклой формы могут обеспечивать конструкционную прочность зубу (то есть, позволяя его увеличенную толщину) и увеличенный момент инерции. Наличие такой выпуклой части, однако, уменьшает форму поперечного сечения канавки, что, как полагают, оказывает негативное влияние на удаление стружки из канавки. Канавка без такой выпуклой части отображена на фиг. 3 патента CN 102303158.
[0019] Выяснилось, что предложение выпуклой части, хотя определенного размера, может обеспечивать предпочтительное выполнение удаления стружки во время механической обработки заготовки из титана (вследствие этого часть выпуклой формы предмета изобретения по настоящей заявке названа "выталкивающая часть"). Более точно, было определено, что такие выталкивающие части обеспечивают лучшие технические характеристики при механической обработке титана во время выполнения операций по прорезанию пазов, которые имеют ограниченное пространство для удаления стружки с весьма хорошими результатами, показанными на относительно высоких скоростях механической обработки титана.
[0020] Другое преимущество при механической обработке из титана заключается в уменьшении вибрации, в основном благодаря асимметричным элементам концевой фрезы. Концевая фреза с симметричным расположением углов деления, как оказалось, имела сравнительно длительный ресурс.
[0021] В целях описания и формулы изобретения, концевая фреза с симметричным расположением углов деления определена как фреза, где на режущей концевой поверхности каждая (стружечная) канавка имеет величину угла деления идентичную величине угла деления противолежащей (стружечной) канавки. И, наоборот, концевая фреза с асимметричным расположением угла деления является фрезой, которая не подпадает под такое определение
[0022] В соответствии с первым аспектом предмета настоящей заявки на патент предложена концевая фреза для механической обработки титана, концевая фреза, включающая в себя режущую часть, содержащую зубья с винтообразными канавками и с диаметром DE режущей части; каждый зуб содержит тупоконечный режущую кромку, образованный на пересечении передней режущей подповерхностью зуба и задней поверхности, и переднюю углубленную подповерхность с заглублением в зуб больше, чем передняя режущая подповерхность; каждая канавка содержит канавку в плоскости, перпендикулярной к оси вращения концевой фрезы, изогнутую часть вогнутой формы, соединенную с выталкивающей частью выпуклой формы, выталкивающая часть имеет высоту Е выталкивания, удовлетворяющую условию 0,010DЕ<E<0,031DE.
[0023] В соответствии с другим аспектом предмета настоящей заявки на патент предложена концевая фреза для механической обработки титана, имеющая продольно проходящую ось АR вращения и содержащая: хвостовик и режущую часть, проходящую от хвостовика к режущей торцевой поверхности и выполненную как единое целое с четырьмя, по меньшей мере, режущими зубьями, поочередно сменяющимися винтообразными канавками и с диаметром режущей части DE; каждый зуб содержит переднюю поверхность, заднюю поверхность, режущую кромку, образованный на пересечении передней и задней поверхностей, и заднюю кромку, расположенный на расстоянии от режущей кромке и образованный на пересечении задней поверхности и смежной поверхности канавки, следующей за зубом; каждая передняя поверхность содержит переднюю углубленную подповерхность, переднюю режущую подповерхность, расположенную от оси вращения дальше, чем передняя углубленная подповерхность, и причем выступающую выше передней углубленной подповерхности относительно воображаемой радиальной линии, проходящей по режущей кромке, и передний перегиб, образованный на пересечении передней углубленной и передней режущей подповерхностей; в которой каждый зуб содержит рабочий внутренний угол заострения, образованный на пересечении передней режущей подповерхности и задней поверхности, при этом рабочий внутренний угол заострения имеет величину больше, чем воображаемый внутренний угол заострения, образованный на пересечении воображаемых проходящих линий передней углубленной подповерхности и задней поверхности; в которой каждая канавка, в плоскости, перпендикулярной к оси АR вращения, содержит выталкивающую часть выпуклой формы и изогнутую часть вогнутой формы, соединяет выталкивающую часть вогнутой формы и переднюю углубленную подповерхность; в которой выталкивающая часть имеет высоту E выталкивания, которая измеряется между вершиной выталкивающей части до воображаемой прямой линии, проходящей от низшей точки смежной изогнутой части до смежной задней кромке, при этом высота E выталкивания имеет величину, удовлетворяющую условию 0,010DE<E<0,031DE; и в которой углы деления канавок на режущей торцевой поверхности находятся с несимметричным расположением углов деления.
[0024] В соответствии с еще одним аспектом предмета настоящей заявки на патент предложена концевая фреза для механической обработки изделий из титана, содержащая проходящую в длину ось АR вращения и содержащая: хвостовик, и режущую часть, проходящую от хвостовика к режущей концевой поверхности, выполненной как единое целое с четырьмя, по меньшей мере, режущими зубьями, чередуемыми с винтообразными канавками и с диаметром DE режущей части; каждый зуб содержит переднюю поверхность зуба, заднюю поверхность, режущую часть, образованную на пересечении передней и задней поверхностей, и заднюю кромку, расположенную на расстоянии от режущей кромке и образованную на пересечении задней поверхности и смежной поверхности канавки, следующей за зубом; каждая передняя поверхность содержит переднюю углубленную подповерхность, переднюю режущую подповерхность, расположенную от оси вращения дальше и выступающую выше передней углубленной подповерхности относительно воображаемой радиальной линии, проходящей по режущей кромке, и передний перегиб, образованный на пересечении передней углубленной подповерхности и передней режущей подповерхности; в которой каждый зуб содержит рабочий внутренний угол заострения, образованный на пересечении передней режущей подповерхности и задней поверхности, причем рабочий внутренний угол заострения имеет величину больше, чем воображаемый внутренний угол заострения, образованный на пересечении воображаемых проходящих линий передней углубленной подповерхности и задней поверхности; в которой каждый зуб имеет размер по длине LС передней режущей подповерхности, измеренный от ее переднего перегиба до ее режущей кромке, удовлетворяя условию 0,01Rt<Lc<0,05Rt, в котором RТ является размером радиуса зуба, измеренного по прямой линии от оси вращения к режущей кромке; в которой каждый зуб имеет радиальный передний угол в диапазоне от 6° до -6°; в которой каждая канавка имеет угол Н наклона винтовой линии, который удовлетворяет условию 30°<H<50°; в которой каждая канавка содержит, в плоскости, перпендикулярной к оси АR вращения, выталкивающую часть выпуклой формы и изогнутую часть вогнутой формы, соединяя выталкивающую и переднюю углубленную подповерхность; в которой выталкивающая часть имеет высоту E выталкивания, которая измеряется между вершиной выталкивающей части до воображаемой прямой линии, проходящей от самой нижней точки смежной изогнутой части до смежной задней кромке, высота E выталкивания имеет величину, удовлетворяющую условию 0,010DE<E<0,031DE; и в которой углы деления канавок, на режущей концевой поверхности, находятся с симметричным расположением углов деления.
[0025] Подразумевается, что вышеупомянутое является сущностью изобретения, и что любой из вышеприведенных аспектов может, кроме того, содержать любые из описанных ниже особенностей. В частности, нижеследующие особенности или по отдельности, или в сочетании могут соответствовать любым из вышеупомянутых аспектов:
A. Высота E выталкивания может быть величиной, которая удовлетворяет условию 0,014DE<E<0,029. Для уточнения, диапазон 0,010DE<E<0,031DE считается подходящим для механической обработки титана, тогда как в диапазоне 0,014DЕ<E<0,029DЕ получены хорошие результаты во время испытания. Теоретически, такая средняя высота выталкивания (то есть, 0,010DE<E<0,031DE) может усиливать соответствующую прочность зуба (позволяя подходящую ширину зуба) и момент инерции.
B. В каждой плоскости, перпендикулярной к оси АR вращения рабочей режущей части концевой фрезы, может находиться выталкивающая часть, и изогнутая часть. Часть для удаления (стружки) в каждом плоскости может иметь высоту E отвода, удовлетворяющую вышеупомянутым условиям (то есть, 0,010De<E<0,031DE или 0,014DE<E<0,029De).
C. Один, по меньшей мере, угол наклона винтовой линии может отличаться от другого угла наклона винтовой линии.
D. Угол наклона винтовой линии и радиус выталкивающей части одной из канавок могут быть меньше, чем соответствующий угол наклона винтовой линии и радиус выталкивающей части другой из канавок.
E. Углы наклона винтовой линии, которые являются более близкими к наибольшему углу наклона винтовой линии среди канавок, чем к наименьшему углу наклона винтовой линии среди канавок, можно принять в качестве относительно больших углов наклона винтовой линии, которые являются более близкими к наименьшему углу наклона винтовой линии, чем к наибольшему углу наклона винтовой линии среди канавок, можно принять в качестве относительно небольших углов наклона винтовой линии. Каждая канавка с относительно большим углом наклона винтовой линии может иметь радиус выталкивающей части больше, чем выталкивающая часть каждой канавки с относительно небольшим углом наклона винтовой линии.
F. Угол наклона винтовой линии и радиус изогнутой части одной из канавок могут быть меньше, чем соответствующий угол наклона винтовой линии и радиус изогнутой части другой из канавок.
G. Углы наклона винтовой линии, которые являются более близкими к наибольшему углу наклона винтовой линии среди канавок, чем к наименьшему углу наклона винтовой линии среди канавок, можно принять как относительно большие углы наклона винтовой линии, а углы наклона винтовой линии, которые являются более близкими к наименьшему углу наклона винтовой линии, чем к наибольшему углу наклона винтовой линии среди канавок, можно принять как относительно небольшие углы наклона винтовой линии. Каждая канавка с относительно большим углом наклона винтовой линии может иметь радиус выталкивающей части больше, чем изогнутая часть каждой канавки с относительно небольшим углом наклона винтовой линии.
H. Радиус изогнутой части одной из канавок может быть меньше чем радиус ее выталкивающей части. Радиус изогнутой части каждой канавки может быть меньше, чем радиус выталкивающей части канавки.
I. Потенциально предпочтительное расположение утолщающихся частей для концевых фрез с несимметричным расположением углов деления может быть, например, следующим. Только некоторые из канавок могут содержать на поверхности режущей концевой части утолщающуюся часть вогнутой формы, соединяющую выталкивающую часть и ее заднюю кромку. Такие утолщающиеся части могут увеличивать ширину зуба и, следовательно, конструкционную прочность, необходимую для механической обработки титана. Утолщающиеся части на концевой поверхности могут уменьшаться в размерах при приближении к хвостовику. Могут быть утолщающиеся части, увеличение которых начинается на месте, расположенном на расстоянии от концевой поверхности, и которые увеличиваются в размерах при приближении к хвостовику. Концевая фреза может быть свободной от утолщающихся частей, которые проходят по всей режущей части.
J. На режущей части диаметр сердцевины DС (стержня) может удовлетворять условию 0,47DE<DС<0,60DE.
Диаметр сердцевины DС стержня может быть 0,53DE±0,01DE. Предшествующее условие (0,47DE<DС<0,60DE), как полагают, должно обеспечивать допустимое равновесие между размером канавки для удаления стружки и приемлемым моментом инерции, который может обеспечить приемлемые результаты для механической обработки титана. Теоретически, величина более близкая к 0,53DE, как полагают, считается оптимальной, и такая величина действительно обеспечивала хорошие результаты во время испытания.
K. Рабочий внутренний угол заострения может иметь величину, которая отличается от воображаемого внутреннего угла заострения на 4°-15°. Рабочий внутренний угол заострения может отличаться от воображаемого внутреннего угла заострения на 8°-13°. Предшествующее условие (4°-15°), как полагают, является подходящим для механической обработки титана. Теоретически, уменьшение разницы (в особенности до 8°-13°), как полагают, является оптимальным, и в упомянутом диапазоне действительно достигнуты хорошие результаты во время испытания.
L. Радиальные передние углы каждого зуба могут быть в диапазоне от 6°до -6°.Радиальные передние углы могут быть 2°±1° и -2°±1°. Предшествующий диапазон (от 6° до -6°), как полагают, является допустимым для механической обработки титана. Теоретически, меньшие углы (то есть использование радиальных передних углов зуба меньше чем 6° и -6°), как полагают, увеличивают показатели механической обработки титана. Действительно, величины приблизительно 2° и приблизительно -2° обеспечили хорошие результаты во время испытания.
M. Зубья концевой фрезы могут находиться с расположением, при котором каждый второй радиальный передний угол зуба имеет аналогичную величину, причем такая величина отличается от радиального переднего угла чередующихся зубьев
N. Каждый зуб может иметь размер LС по длине передней режущей подповерхности, измеренный от переднего перегиба до режущей кромке вышеупомянутого зуба, удовлетворяя условию 0,01IRt<LС<0,05RT, в котором RT является размером радиуса зуба, измеренным по прямой линии от оси вращения до режущей кромке. Размер LС по длине передней режущей подповерхности может быть 0,026RT±0,005Rt. Диапазон (0,01Rt<LD<0,05RT) считается допустимым для механической обработки титана. Теоретически, величина размера LС по длине передней режущей подповерхности, более близкая к 0,026 Rt, считается оптимальной, и такая величина действительно обеспечила положительные результаты во время испытания.
O. Углы деления канавок, на режущей торцевой поверхности (инструмента), могут быть с несимметричным расположением углов деления. Углы деления канавок могут быть расположены не симметрично с углом деления по всей длине режущей части.
P. Все углы деления на режущей торцевой поверхности (режущего инструмента) разными. Углы деления на каждом участке поперечного сечения режущей части могут быть разными.
Q. Концевая фреза, в виде с торца, может содержать сравнительно более длинные зубья и сравнительно более короткие зубья. Более длинные зубья могут быть скошенными один относительно другого (то есть, не параллельные).
R. Ширина каждого зуба на режущей торцевой поверхности (инструмента) может иметь одинаковую величину. Такая конструкция облегчает изготовление.
S. Установлено, что для концевых фрез с углами деления с несимметричным расположением углов деления, различие зубьев по ширине зуба является эффективным.
Т. Каждый зуб, на режущей торцевой поверхности, может иметь ширину WТ зуба, удовлетворяющую условию 0,13DЕ<WT<0,22DЕ. Ширина WT зуба, на режущей торцевой поверхности, может быть 0,165De±0,01De. Предшествующий диапазон 0,13DЕ<WT<022DЕ считается допустимым для механической обработки титана. Теоретически, величина ширины WT зуба более близкая к 0,165De считается оптимальной, и такая величина действительно обеспечила положительные результаты во время испытания.
U. Каждая сопряженная передняя режущая подповерхность и передняя углубленная подповерхность могут быть расположены относительно одна другой так, что стружка, вырезанная из заготовки, входит в контакт с передней режущей подповерхностью, но не с передней углубленной подповерхностью непосредственно смежно с передним перегибом на боковой стороне на расстоянии от режущей кромке.
V. Каждый зуб может быть свободным от зазубрин.
W. Концевая фреза может иметь ресурс стойкости инструмента, по меньшей мере, 60 минут при механической обработке титана, в частности TI6AL4V, на скорости VС 80,0 метров в минуту, с интенсивностью подачи FZ 0,08 миллиметров на зуб, с толщиной стружки аЕ 2,00 миллиметров, глубиной ap 22,0 миллиметра. В таких условиях механической обработки ресурс стойкости инструмента может составлять, по меньшей мере, 80 минут или, по меньшей мере, 90 минут.
Х. Каждая канавка может иметь угол H наклона винтовых линий, который удовлетворяет условию 30°<H<50°. Угол Н наклона винтовых линий может быть 35°±1° или 37°±1°. Предшествующий диапазон, как полагают, является допустимым для механической обработки титана. Теоретически, величины более близкие к 35° и 37°, как полагают, являются оптимальными, и с такими величинами действительно были достигнуты положительные результаты при испытании. Углы наклона винтовых линий, каждый, могут быть постоянными или переменными (то есть, изменяющимися по величине в одном месте, или более, или изменяющимися по величине в каждом месте по длине режущей части) по длине канавки.
Y. Каждая передняя углубленная подповерхность может быть выполнена вогнутой формы. Каждая передняя углубленная подповерхность (зуба) может быть выполнена идентичной формы.
Z. Каждая канавка может быть сконфигурирована так, чтобы позволять ее изготовление за один проход (позволяя более простое изготовление, чем при выполнении многократных проходов).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0026] Для лучшего понимания предмета настоящей заявки и для демонстрации возможности осуществления практически, ссылка ниже сделана на приложенные чертежи, на которых:
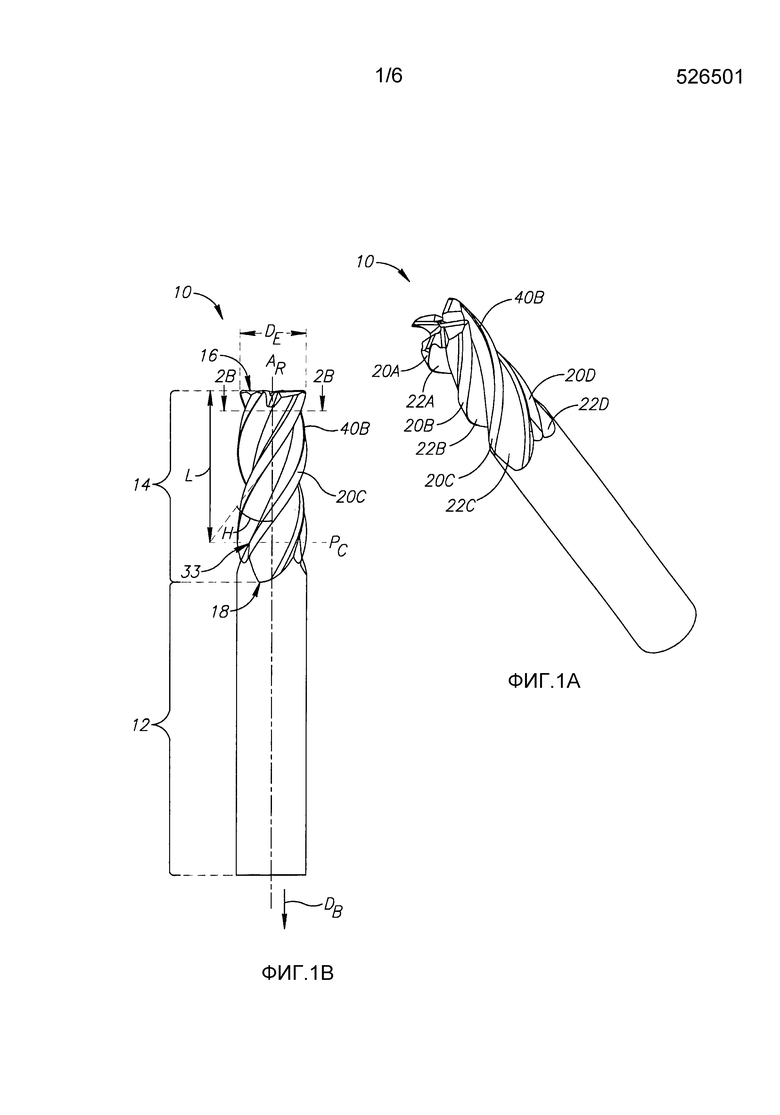
фиг. 1A является видом концевой фрезы в перспективе, в соответствии с предметом изобретения согласно настоящей заявке;
фиг. 1B - вид сбоку концевой фрезы на фиг. 1A;
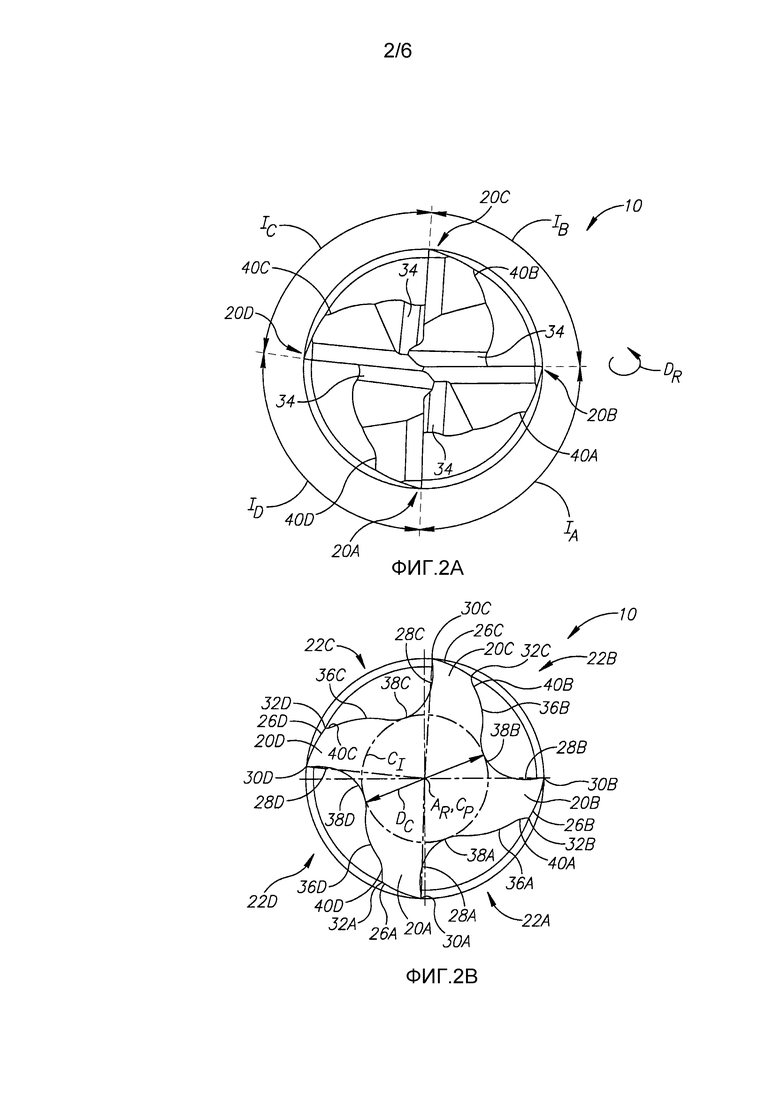
фиг. 2A - вид с торца концевой фрезы на фиг. 1A и 1B;
фиг. 2B - вид в поперечном сечении, выполненном по линии 2B-2B на фиг. 1B;
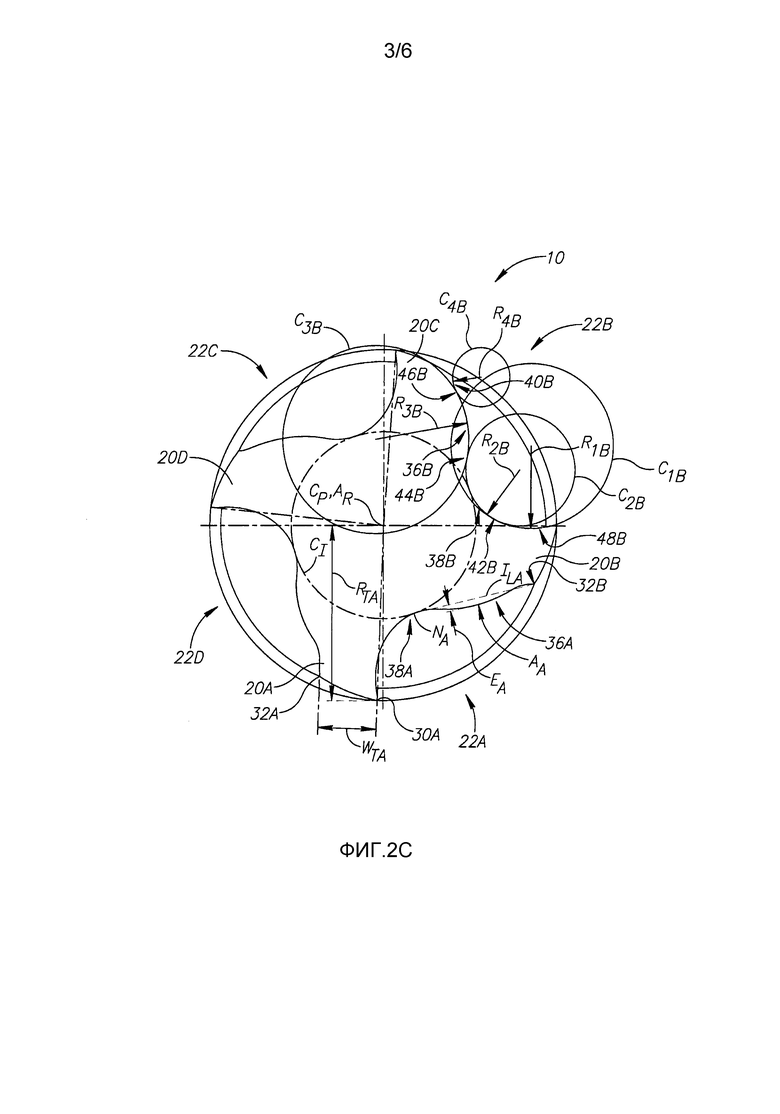
фиг. 2C - вид фиг. 2B в увеличенном изображении с дополненными воображаемыми окружностями;
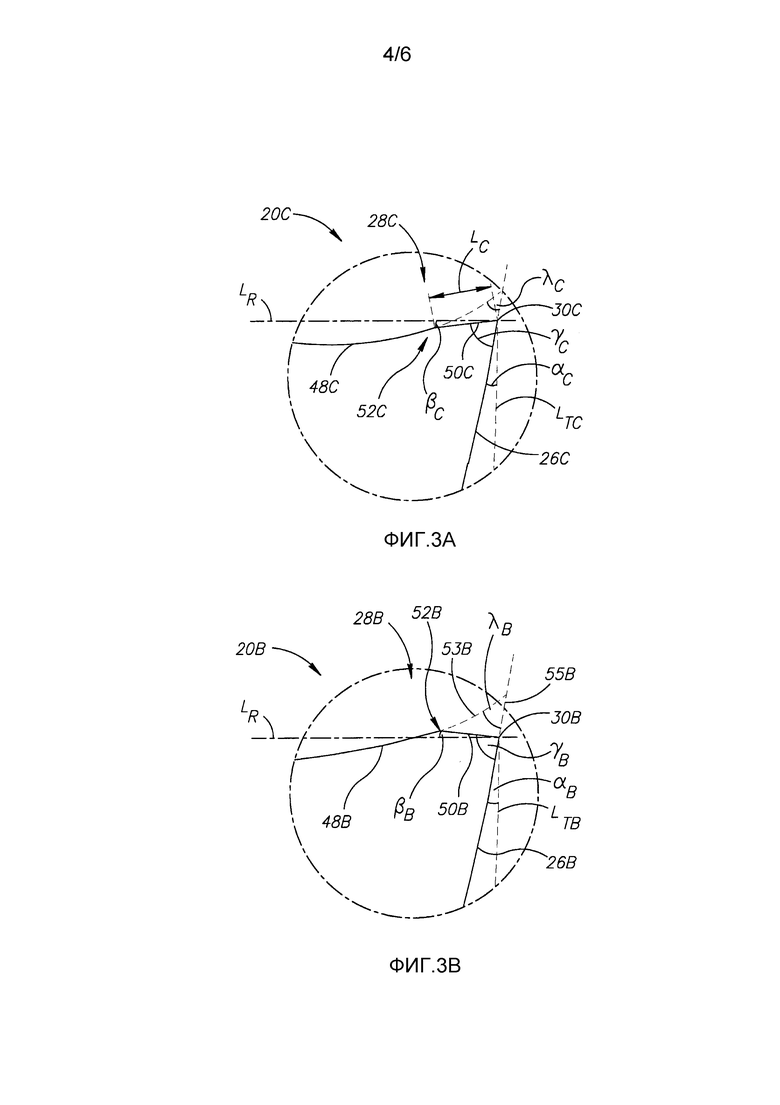
фиг. 3A и 3B - виды режущих кромок в увеличенном изображении, показанных на фиг. 2B; и
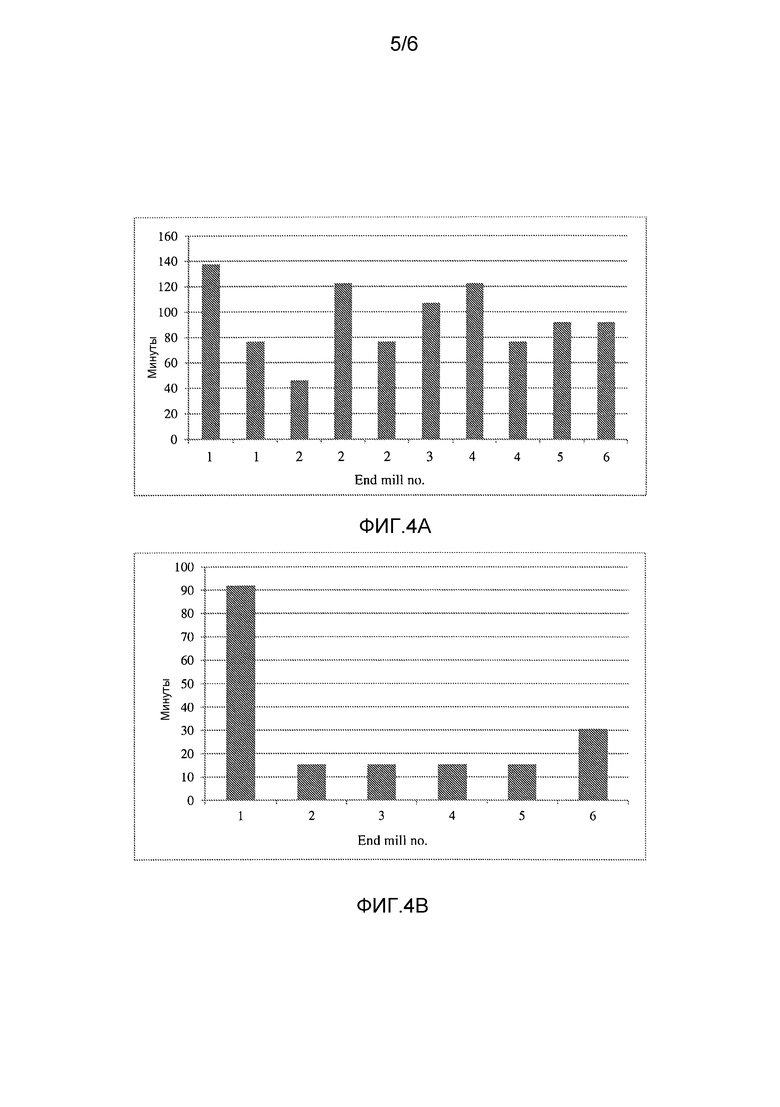
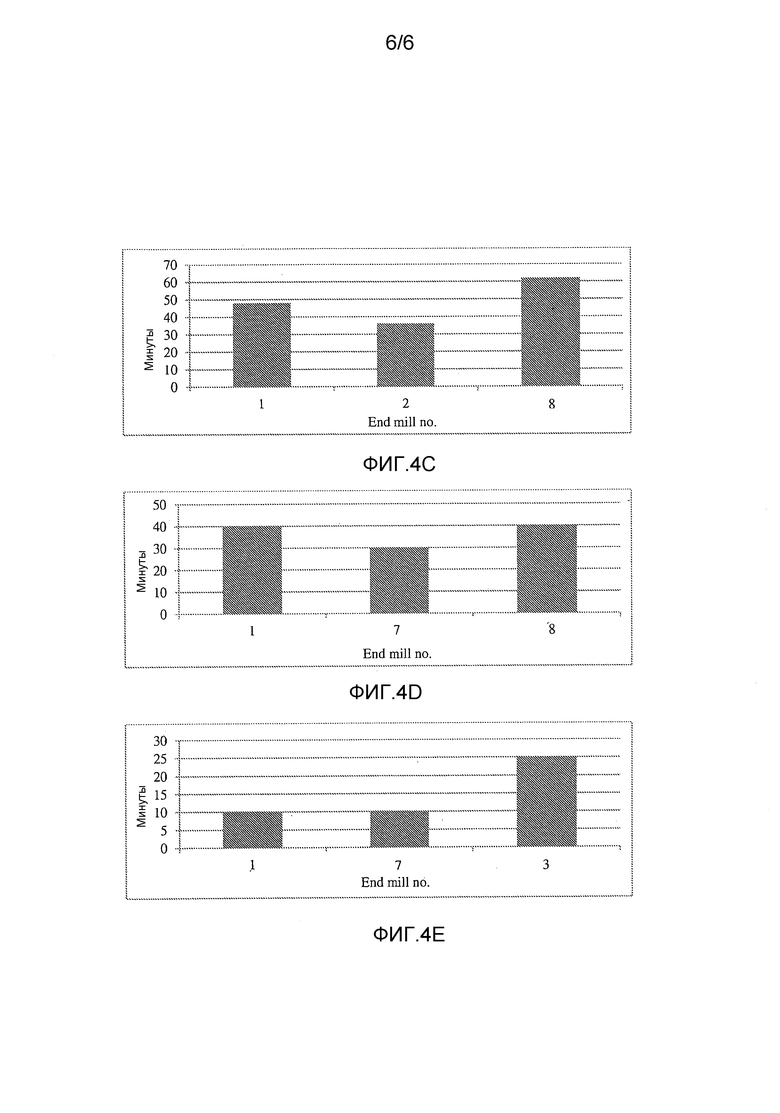
фиг. 4A-4Е отображают результаты испытаний концевых фрез на фиг. 1A-3B.
ПОДРОБНОЕ ОПИСАНИЕ
[0027] Со ссылкой на фиг. 1A и 1B показана концевая фреза 10, обычно изготовленная из очень твердого и износостойкого материала, такого как цементированный карбид, сконфигурированная для механической обработки (заготовок из) титана и для вращения относительно оси АR вращения, проходящей в продольном направлении через ее центр. В данном примере направление вращения концевой фрезы 10 на фиг. 2A показано против часовой стрелки.
[0028] Концевая фреза 10 содержит хвостовик 12 и проходящую от него режущую часть 14.
[0029] Режущая часть 14 имеет диаметр DE режущей части, проходящую вдоль оси вращения в нижнем направлении по оси DB от режущей торцевой поверхности 16 до самого дальнего конца (стружечной) канавки 18.
[0030] Режущая часть 14 является выполненной как единое целое с первым, вторым, третьим и четвертым зубьями 20A, 20B, 20C, 20D, чередующимся с первой, второй, третьей и четвертой канавками 22A, 22B, 22C, 22D винтовой формы.
[0031] Со ссылкой также на фиг. 2A, углы IA, IВ, Ic, ID деления находятся с не асимметричным расположением углов деления. Углы деления могут иметь, каждый, различные величины, с примерными величинами Ia=92°, Ib=86°, Ic=88°, Id=94° на торцевой режущей поверхности 16, показавшими свою эффективность.
[0032] Как отображено, на фиг. 2A также находятся первый и третий зубья 20A, 20C, которые выполнены короче, чем второй и четвертый зубья 20B, 20D, с последними, пара асимметрична относительно друг друга.
[0033] Аналогичные элементы, первоначально дифференцированные с алфавитными конечными индексами (например, "20A", "20B"), также могут впоследствии быть упомянуты со ссылками в описании и формуле изобретения без таких конечных индексов (например, "20") при ссылке на общие признаки.
[0034] Также со ссылкой на фиг. 2B, каждый зуб 20 содержит заднюю поверхность 26A, 26B, 26C, 26D, переднюю поверхность 28A, 28B, 28C, 28D, режущую кромку 30A, 30B, 30C, 30D, образованную на пересечениях каждой задней и передней поверхностей 26, 28, и заднюю кромку 32A, 32B, 32C, 32D, образованную на пересечениях каждой задней поверхности 26 и смежной поверхности 40 последующей канавки 22. В данном примере, утолщающаяся часть 40 на режущей торцевой поверхности 16, описанная также ниже, является самой близкой (смежной) частью последующей канавки 22, и поэтому, например, первая задняя кромка 32A, на режущей торцевой поверхности 16, образованная на пересечении первой задней поверхности 26A и поверхности четвертой утолщающейся части 40D.
[0035] Режущая часть 14 имеет рабочую длину L резания, проходящую от режущей торцевой поверхности 16 к плоскости P длины резания, проходящей перпендикулярно к оси АR вращения и с местоположением там, где начинается выход канавок 22 (то есть становятся менее углубленными) или где задние поверхности 33 зуба больше не работают. Рабочая режущая часть является ограниченной от режущей торцевой поверхности 16 до плоскости Pc длины резания.
[0036] Концевая фреза 10 может быть выполнена с прорезанными канавками, и в данном примере торцевые канавки 34 показаны на фиг. 2A в качестве примера.
[0037] Каждая канавка 22 содержит выталкивающую часть 36A, 36B, 36C, 36D выпуклой формы, изогнутую часть 38A, 38B, 38C, 38D вогнутой формы, соединяя каждую выталкивающую часть 36 и каждую переднюю поверхность 28.
[0038] Каждая канавка 22 также может содержать одну, соответственно, первую, вторую, третью и четвертую из утолщающихся частей 40A, 40B, 40C, 40D вогнутой формы, соединяя соответствующую выталкивающую часть 36 и ее заднюю кромку 32.
[0039] Как показано на фиг. 1A и 1В, утолщающаяся часть, конкретно утолщающаяся часть, обозначенная 40В, проходит, только частично, по режущей части 14. И, наоборот, оставшиеся утолщающиеся части 40А, 40B, 40D могут проходить по всей режущей части 14. Отсутствие утолщающейся части 40В на участке режущей части 14 может ограничиваться только одним из множественных зубьев 20. Такая конструкция может способствовать обеспечению прочности зуба.
[0040] Со ссылкой на фиг. 2C, выталкивающая часть 36, изогнутая часть 38 и передняя углубленная подповерхность 48, каждая (описанные более подробно ниже), могут быть криволинейными и могут иметь радиус R, соответствующий части воображаемого круга C. Нижеследующее описание, для упрощения, относится только ко второй канавке 22B, при этом соответствующие элементы и ссылочные позиции, как понимается, существуют для каждой канавки 22 согласно данному примеру. Точнее, вторая передняя углубленная подповерхность 48B может иметь передний радиус R1B, соответствующий радиусу воображаемого переднего круга C1b; вторая изогнутая часть 38B может иметь радиус R2B изгиба, соответствующий радиусу воображаемого круга C2B изгиба; вторая выталкивающая часть 36B может иметь радиус R3B выталкивания, соответствующий радиусу воображаемого круга C3B выталкивания; а вторая утолщающаяся часть 40B может иметь радиус R4b утолщения, соответствующий радиусу воображаемого круга C4B утолщения. В пределах поперечного сечения канавки изменения от одной линии изгиба до другой могут происходить на перегибах. Например, первый перегиб канавки 42B может быть расположен на пересечении второй передней подповерхности 48B и второй изогнутой части 38B; перегиб второй канавки 44B может быть расположен на пересечении второй изогнутой части 38B и второй выталкивающей части 36B; и перегиб третьей канавки 46B может быть расположен на пересечении второй выталкивающей части 36B и второй утолщающейся части 40B.
[0041] Подразумевается, что рабочие части концевой фрезы могут иметь незначительное отклонение от того, чтобы быть совершенно круглыми. Соответственно передние углубленные подповерхности, изогнутые части, выталкивающие части, и утолщающиеся части следует рассматривать как имеющие приблизительно подобные радиусы.
[0042] Со ссылкой на первую канавку 22A в качестве примера, измерение высоты E выталкивания иллюстрируется следующим образом: высота ЕA выталкивания измеряется между верхней точкой первой выталкивающей части 36Aв направлении воображаемой прямой линии ILA, проходящей от низшей точки NA, смежной изогнутой части 38A (то есть, низшей точки N, являющейся ближайшей точкой изогнутой части к центральной точке Cp концевой фрезы), к соответствующему, смежному второй задней кромке 32B (вторая задняя кромка 32B образована преимущественно для удобства в качестве части соответствующего второго зуба 20B, однако, также связанного со смежной, следующей за ним первой канавкой 22A).
[0043] Каждая канавка 22 содержит угол H наклона винтовой линии (фиг. 1В), образованный с осью АR вращения. В данном примере, угол H наклона винтовых линий первой и третьей канавок 22A и 22C составляет 37°, а угол H наклона винтовых линий второй и четвертой канавок 22B и 22D составляет 35°. Первая и третья канавки 22A и 22C с углом H наклона винтовых линий, равным 37°, как полагают, должен содержать большие углы наклона винтовых линий относительно второй и четвертой канавок 22B и 22D с углом H наклона винтовых линий, составляющим 35°.
[0044] Приведенные в качестве примера допустимые размеры для образцов с различным диаметром показаны в таблице ниже (с размерами относительно 12 мм образца, соответствующего описанному примеру концевой фрезы 10).
[0045] Режущая часть 14, как показано на фиг. 2B, имеет диаметр сердцевины DС. Диаметр сердцевины Dc определен как двойная сумма расстояний от центральной точки CР к самой близкой точке каждой канавки 22, разделенная на количество канавок. В данном примере все канавки имеют равную глубину и, следовательно, диаметр сердцевины DС является диаметром вписанного круга CI, показанного на фиг. 2B. Для уточнения, в примерах, где канавки имеют неодинаковую глубину, диаметр сердцевины Dc является двойным средним расстоянием от центральной точки СР концевой фрезы к ближайшей точке каждой канавки.
[0046] Каждый зуб 20, со ссылкой на фиг. 2C относительно первого зуба 20A в качестве примера, имеет радиус зуба RTA и ширину Wta зуба.
[0047] В показанном примере радиус Rta каждого зуба имеет одинаковую величину. Следовательно, диаметр DЕ режущей части составляет двойную величину радиуса Rt зуба. В примерах, где зубья имеют неодинаковые радиусы зубьев, диаметр De режущей части определен как двойная сумма радиусов зубьев, разделенных на количество зубьев.
[0048] Ширина WTA зуба измеряется между первой воображаемой линией, проходящей от центральной точки Cp к режущей кромке 30A, и второй воображаемой линией, параллельной первой воображаемой линии и которая пересекает заднюю кромку 32A.
[0049] В показанном примере ширина Wta каждого зуба может быть одинаковой величины, по меньшей мере, на режущей торцевой поверхности 16.
[0050] Для упрощения, нижеследующее описание выполнено относительно только двух зубьев 20B, 20C. Отмечено, что в данном примере, геометрия зуба 20А является идентичной геометрии зуба 20D.
[0051] Передние поверхности 28B, 28C зуба, каждая, со ссылкой на фиг. 3A и 3B, содержит переднюю подповерхность 48B, 48C, переднюю режущую подповерхность 50B, 50C и передний перегиб 52B, 52C, образованный на их пересечении.
[0052] Для упрощения изготовления, передние углубленные подповерхности 48 могут иметь аналогичную конфигурацию, которая может быть вогнутой формы, как показано на фиг. 3A и 3B. В частности, конфигурация является углубленной относительно соответствующей передней подповерхности 50 так, что стружки металла, которые вырезаны из заготовки (не показано), могут предпочтительно проходить поверх передних углубленных подповерхностей 48 без контакта, особенно в местах, непосредственно смежных с передним перегибом 52, уменьшая, таким образом, теплопередачу концевой фрезе.
[0053] Каждая передняя режущая подповерхность50 содержит рабочий внутренний угол ϒB, ϒC резания, имеющий величину больше чем воображаемый внутренний угол λВ, λС резания, соответствующий передней углубленной подповерхности48того же зуба 20. Более точно, со ссылкой на фиг.3B в качестве примера, воображаемая передняя линия 53B удлинения, являющаяся проходящей второй передней углубленной подповерхностной зоны 48В от переднего перегиба 52B, пересекает воображаемую заднюю проходящую линию 55B, которая продолжает вторую заднюю поверхность 26B и образует острый внутренний угол λВ заострения на их пересечении.
[0054] Как лучше всего видно на фиг. 3A и 3B, поперечное сечение каждой передней режущей подповерхности 50 может быть прямым.
[0055] Каждый зуб 20 может иметь размер по длине LС передней режущей подповерхности 50 (показано только на фиг. 3A, но выполнено для каждой передней режущей подповерхностной зоны 50). В данном примере LС равна 0,026RT.
[0056] Каждый зуб 20 может иметь радиальный передний угол β, измеренный от воображаемой радиальной линии Lr концевой фрезы 10, которая проходит от оси АR вращения к режущей кромке 30, к передней режущей подповерхности 50.
[0057] В показанном примере радиальный передний угол β второго зуба 20B равен -2°, а радиальный угол β третьего зуба 20C равен 2°.
[0058] Задние поверхности 26 могут, обе, образовывать одинаковый радиальный задний угол αВ, αС, измеренный относительно воображаемой круговой линии LTB, LTC с одинаковым диаметром соответствующего зуба 20. В показанном примере радиальные задние углы αВ, αС равны 7°.
[0059] Результаты испытаний, отображенные на фиг. 4A-4Е, показывают сравнительные ресурсы стойкости инструмента различных концевых фрез, предназначенных для механической обработки титана. В каждом примере ресурс стойкости инструмента определялся прекращением механической обработки в заданные интервалы времени (или после обнаружения повышения энергетических потребностей для механической обработки) и определение изнашивания инструмента. Поломка инструмента, после которой прекращалась механическая обработка, основывалась на износе рабочей поверхности, достигающем 0,2 мм, или износе углов, достигающем 0,5 мм.
[0060] При испытаниях концевые фрезы были распределены по местам следующим образом:
"номер 1" - соответствуют предмету изобретения настоящей заявки;
" номер 2" - имеют заметное отличие от концевой фрезы под номером 1 в том, что режущие кромки не являются тупоконечными и имеют различное покрытие, зубья с мелкими зубчиками и общие углы наклона винтовых линий по всей длине режущей части;
"номер 3" - имеют такое же покрытие, как концевая фреза под номером 1, но заметные отличия включают в себя различное покрытие, зубья с мелкими зубчиками, режущие кромки не являются тупоконечными, и общие углы наклона винтовых линий по всей длине режущей части;
"номер 4" - имеют такие же тупоконечные режущие кромки, как концевая фреза под номером 1, но характерные отличия включают в себя различное покрытие, зазубренные (с мелкими зубчиками) зубья, и общие углы наклона винтовых линий;
"номер 5" - имеют такие же тупоконечные режущие кромки и покрытие как концевая фреза под номером 1, но характерные отличия включают в себя зазубренные (с мелкими зубчиками) зубья, и общие углы наклона винтовых линий;
"номер 6" - аналогично концевой фрезе под номером 2, за исключением другого подслоя (металла основы);
- содержат выталкивающую часть в соответствии с предметом изобретения по настоящей заявке и аналогичное покрытие, но одно характерное отличие от концевой фрезы под номером 1 состоит в симметричном расположении углов деления; и
"номер 8" - имеет такое же покрытие, как и концевая фреза под номером 1, но характерное отличие состоит в том, что режущие кромки не являются тупоконечными.
[0061] Более конкретно, фиг. 4A-4Е, каждая, отображают результаты испытаний концевых фрез при резании различного металла при определенных условиях механической обработки. На приведенной ниже таблице 1 показано соотношение между каждой из фиг. 4A-4Е относительно разрезаемого металла и условий механической обработки, а в таблице 2 представлены в табличной форме результаты испытаний.
ас (мм)
испытана
[0062] Результаты испытаний механической обработки титана, приведенные на фиг. 4B, показывают, что концевая фреза под номером 1, которая изготовлена в соответствии с предметом изобретения по настоящей заявке, имела значительно более продолжительный ресурс стойкости, чем другие концевые фрезы, испытанные со скоростью 80,0 метров в минуту, и с прекращением ее испытания по выбору, поскольку дальнейшую механическую обработку не считали требуемой.
[0063] Ввиду положительного результата, дополнительные проверочные испытания (не показано) проводились на другой пластине титана для подтверждения, что пластина, использованная в испытаниях, показанных на фиг. 4B, была кондиционной (отвечала требуемым стандартам).
[0064] Однако именно результаты, показанные на фиг. 4C-4E, указывают, что сравнительный ресурс стойкости не был очевидным при механической обработке других материалов, и не имел четких подтверждений результатов на фиг. 4A при механической обработке на более низкой скорости.
[0065] Вышеизложенное описание включает в себя пример осуществления изобретения, который не исключает варианты осуществления, не приведенные в данном документе, которые не выходят из объема формулы изобретения настоящей заявки.
Концевая фреза (10) для обработки титана включает режущую часть (14) с тупоконечными зубьями, чередуемыми с канавками (22). Каждая канавка (22) включает в порядке от режущего края (30), переднюю поверхность (28), изогнутую часть (38) вогнутой формы, выталкивающую часть (36) выпуклой формы и заднюю кромку (32) зуба. Выталкивающая часть (36) выпуклой формы имеет высоту Е выталкивания, которая является измеряемой между верхней точкой выталкивающей части (36) до воображаемой прямой линии, проходящей от низшей точки смежной изогнутой части (38) канавки (22) до смежной задней кромки (32) зуба. В плоскости, перпендикулярной оси АR вращения концевой фрезы (10), высота Е выталкивания и диаметр DE удовлетворяют условию 0,010DE<Е<0,031DE. Достигается повышение стойкости фрезы. 23 з.п. ф-лы, 4 ил., 2 табл.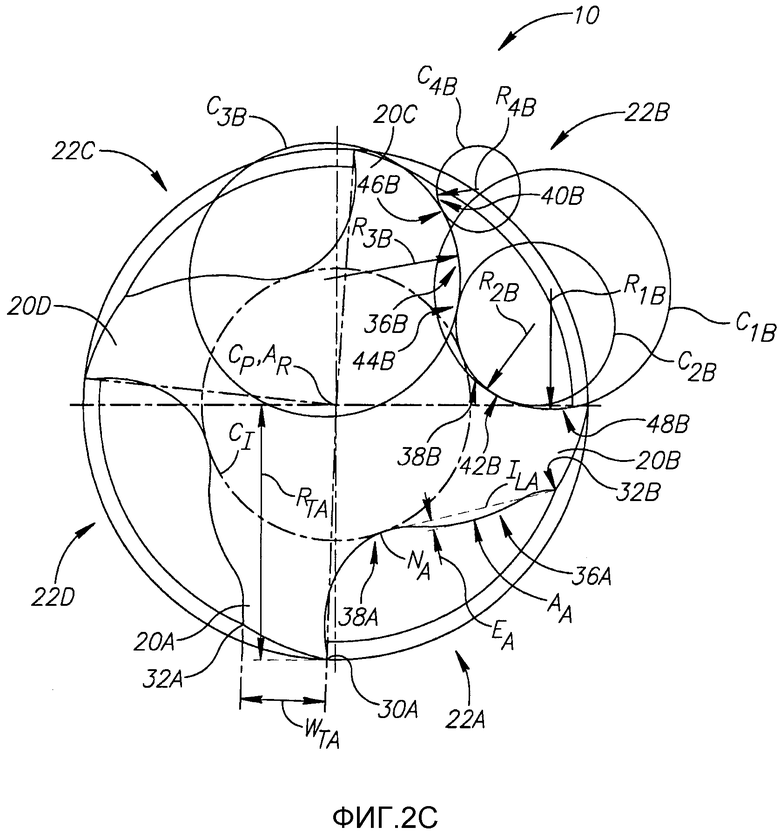
1. Концевая фреза для механической обработки титана, имеющая проходящую в продольном направлении ось AR вращения и содержащая:
хвостовик и
режущую часть, проходящую от хвостовика к режущей торцевой поверхности и выполненную как единое целое с по меньшей мере четырьмя режущими зубьями, чередуемыми с винтообразными канавками, и имеющую диаметр DE режущей части, при этом каждый зуб содержит переднюю поверхность, заднюю поверхность,
режущую кромку, образованную на пересечении передней и задней поверхностей, и заднюю кромку, расположенную на расстоянии от режущей кромки и образованную на пересечении задней поверхности и смежной поверхности канавки, следующей за зубом, причем каждая передняя поверхность содержит
переднюю углубленную подповерхность,
переднюю режущую подповерхность, расположенную дальше, чем передняя углубленная подповерхность от оси вращения, и выступающую выше передней углубленной подповерхности относительно воображаемой радиальной линии, проходящей через режущую кромку, и
передний перегиб, образованный на пересечении передней углубленной и передней режущей подповерхностей,
причем каждый зуб содержит рабочий угол заострения, образованный на пересечении передней режущей подповерхности и задней поверхности, причем рабочий угол заострения имеет величину больше, чем воображаемый угол заострения, образованный на пересечении воображаемых проходящих линий передней углубленной подповерхности и задней поверхности,
при этом каждый зуб имеет размер длины LC передней режущей подповерхности, измеренной от ее перегиба к его режущей кромке, удовлетворяющий условию 0,01RT<LС<0,05RT, где RT - размер радиуса зуба, измеренный по прямой линии от оси вращения до режущей кромки,
причем каждый зуб имеет радиальный передний угол в диапазоне от 6° до -6°,
причем каждая канавка имеет угол Н наклона винтовой линии, который удовлетворяет условию 30°<Н<50°,
при этом в плоскости, перпендикулярной к оси AR вращения, каждая канавка содержит выталкивающую часть выпуклой формы и изогнутую часть вогнутой формы, соединяющую выталкивающую часть и переднюю углубленную подповерхность,
причем выталкивающая часть имеет высоту Е выталкивания, измеряемую между самой верхней точкой выталкивающей части b воображаемой прямой линией, проходящей от самой нижней точки смежной изогнутой части к смежной задней кромке, причем высота Е выталкивания имеет величину, удовлетворяющую условию 0,010 DE <E<0,031 DE, и
на режущей торцевой поверхности углы деления канавок имеют несимметричное расположение.
2. Концевая фреза по п.1, в которой высота Е выталкивания имеет величину, которая удовлетворяет условию 0,014 DE <E<0,029 DE.
3. Концевая фреза по п. 1, в которой упомянутая выталкивающая часть, изогнутая часть и высота Е выталкивания расположены, каждая, в плоскости, перпендикулярной к оси AR вращения рабочей режущей части концевой фрезы.
4. Концевая фреза по п. 1, в которой угол наклона винтовой линии и радиус выталкивающей части одной из канавок выполнены меньше, чем соответствующий угол наклона винтовой линии и радиус выталкивающей части другой из канавок.
5. Концевая фреза по п.4, в которой углы наклона винтовой линии, которые ближе к наибольшему углу наклона винтовой линии канавок, чем к наименьшему углу наклона винтовой линии канавок, принимают в качестве относительно больших углов наклона винтовой линии, а углы наклона винтовой линии, которые ближе к наименьшему углу наклона винтовой линии, чем к наибольшему углу наклона винтовой линии канавок, принимают в качестве относительно небольших углов наклона винтовой линии, при этом каждая канавка с относительно большим углом наклона винтовой линии имеет радиус выталкивающей части больше, чем радиус выталкивающей части каждой канавки с относительно небольшим углом наклона винтовой линии.
6. Концевая фреза по п. 1, в которой угол наклона винтовой линии и радиус изогнутой части одной из канавок меньше, чем соответствующий угол наклона винтовой линии и радиус изогнутой части другой из канавок.
7. Концевая фреза по п.6, в которой углы наклона винтовой линии, которые ближе к наибольшему углу наклона канавок, чем к наименьшему углу наклона винтовой линии среди канавок, принимают в качестве относительно больших углов наклона винтовой линии, а углы наклона винтовой линии, которые ближе к наименьшему углу наклона винтовой линии, чем к наибольшему углу наклона винтовой линии канавок, принимают в качестве относительно небольших углов наклона винтовой линии, при этом каждая канавка с относительно большим углом наклона винтовой линии имеет радиус изогнутой части больше, чем радиус изогнутой части каждой канавки с относительно небольшим углом наклона винтовой линии.
8. Концевая фреза по п. 1, в которой радиус изогнутой части одной из канавок выполнен меньше, чем радиус выталкивающей части канавки, или радиус изогнутой части каждой канавки меньше, чем каждый радиус выталкивающей части канавки.
9. Концевая фреза по п. 1, в которой на режущей торцевой поверхности каждая канавка содержит утолщающуюся часть вогнутой формы, соединяющую выталкивающую часть и заднюю кромку.
10. Концевая фреза по п.9, в которой одна из утолщающихся частей проходит только по участку режущей части или. за исключением упомянутой одной утолщающейся части, каждая утолщающаяся часть проходит по всей режущей части.
11. Концевая фреза по п. 1. в которой на режущей части диаметр DС сердцевины режущей части удовлетворяет условию 0,47 DE <DС<0,60 DE или диаметр DС сердцевины равен 0,53DE±0,01DE.
12. Концевая фреза по п. 1, в которой рабочий угол заострения имеет величину, которая отличается от воображаемого внутреннего угла заострения на 4-15°, или которая отличается от воображаемого внутреннего угла резания на 8-13°.
13. Концевая фреза по п. 1, в которой передние углы зубьев равны 2°±1° или -2°±1°.
14. Концевая фреза по п. 1, в которой зубья расположены так, что каждый второй радиальный передний угол имеет одинаковую величину, причем указанная величина отличается от радиального переднего угла чередующихся зубьев.
15. Концевая фреза по п. 1, в которой каждый зуб имеет размер длины LC передней режущей подповерхности, равный 0,026RT±0,005RT.
16. Концевая фреза по п. 1, в которой все из углов деления являются различными на режущей торцовой поверхности и/или в каждом поперечном сечении режущей части.
17. Концевая фреза по п. 1, в которой размеры ширины всех зубьев на режущей торцевой поверхности имеют одинаковую величину.
18. Концевая фреза по п. 1, в которой ширина зубьев изменяется от одного к другому на местоположениях, разнесенных на расстояние от режущей торцевой поверхности.
19. Концевая фреза по п. 18, в которой ширина каждого второго зуба выполнена увеличенной, а ширина каждого чередующегося зуба - уменьшенной.
20. Концевая фреза по п. 1, которая на виде с торца содержит относительно более длинные зубья и относительно более короткие зубья, причем более длинные зубья выполнены скошенными одни относительно другого.
21. Концевая фреза по п. 1, в которой каждая соответствующая передняя режущая подповерхность и передняя углубленная подповерхность расположены относительно одна другой так, что стружка, вырезанная из заготовки, входит контакт с передней режущей подповерхностью, но не с передней углубленной подповерхностью, непосредственно смежной с передним перегибом на стороне на расстоянии от режущей кромки.
22. Концевая фреза по п. 1, в которой углы деления канавок имеют асимметричное расположение по всей длине режущей части.
23. Концевая фреза по п. 1, в которой угол Н наклона винтовой линии каждой канавки удовлетворяет условию 35°±1° или 37°±1°.
24. Концевая фреза по п. 1, в которой каждый зуб на режущей торцевой поверхности имеет ширину WT зуба, удовлетворяющую условию 0,13DE<WT<0,22 DE или 0,165DE±0,01DE.
| US 20110085862 A1, 14.04.2011 | |||
| Концевая фреза | 1975 |
|
SU631271A1 |
| Режущий инструмент | 1983 |
|
SU1183307A1 |
| КОНЦЕВАЯ ФРЕЗА | 2003 |
|
RU2243066C1 |
| Устройство для регистрации уровня жидкости | 1946 |
|
SU74324A1 |
| JP 2005297108 A, 27.10.2005. | |||

