Область техники, к которой относится изобретение
[001] Предмет настоящей заявки относится к концевым фрезам, выполненным с возможностью механической обработки титана.
Уровень техники
[002] Титан можно считать относительно трудным для обработки материалом, так как его свойства могут приводить к быстрому износу концевой фрезы. Такой износ, как полагают, теоретически, происходит по меньшей мере частично, из-за передачи тепла от обрабатываемого изделия, изготовленного из титана, к концевой фрезе, выполняющей механическую обработку заготовки.
[003] Помимо теплопередачи, другим учитываемым фактором при разработке конструкции концевых фрез является удаление стружек. Форму канавки соответственно рассчитывают во время разработки конструкции концевой фрезы. В патентах CN 20145538, CN 102303158 и CN 202199817 раскрыты концевые фрезы, имеющие форму канавок в соответствии с различными математическими моделями.
[004] Еще одним фактором является уменьшение вибрации концевой фрезы. Уменьшение вибрации может быть достигнуто, по идее, разработкой концевых фрез с несимметричными элементами, например, как раскрыто в патенте США 6991409, патенте США 7306408 и патенте США 8007209. На фиг. 1 по патенту США 8007209 также раскрыта концевая фреза, содержащая зазубрины (фиг. 1, ссылочная позиция 7).
[005] В то время как многие концевые фрезы кажутся аналогичными, при внимательном изучении часто существуют множественные незначительные, но характерные различия, некоторые различия являются важными относительно того, может ли концевая фреза обеспечить заданную операцию механической обработки материала конкретного типа или в конкретных условиях фрезерования.
[006] Режущие кромки обычно расположены под различными центральными углами друг относительно друга, углы наклона винтовой линии, радиальный передний угол и осевой передний угол могут изменяться у различных кромок и даже могут изменяться вдоль одной режущей кромки. Ориентация, местоположение и размер каждого элемента концевой фрезы могут иметь существенное влияние на ее работу.
[007] Ввиду чрезвычайно большого количества возможных вариантов конструкции, продолжается выполнение исследований по осуществлению и определению более производительных концевых фрез, в особенности для механической обработки таких материалов, как титан.
[008] Задачей настоящего изобретения является создание новой и усовершенствованной концевой фрезы.
Раскрытие изобретения
[009] Оказалось, что концевая фреза, совмещающая в себе конкретную форму зубьев и конкретную форму канавок, может обеспечивать поразительную долговечность при механической обработке титана в определенных условиях.
[0010] Точнее, форма зуба содержит притупленную режущую кромку (режущую кромку, находящуюся на пересечении передней режущей подповерхности и задней поверхности) и углубленную подповерхность передней поверхности (далее «переднюю углубленную подповерхность»), продолжающуюся от передней режущей подповерхности.
[0011] Несмотря на то, что притупленные режущие кромки можно рассматривать как имеющие негативные особенности из-за относительно повышенного потребления энергии при механической обработке, экспериментальные результаты показали иное.
[0012] Более конкретно, притупленная режущая кромка определяется как содержащая действительный внутренний угол заострения, образованный на пересечении передней режущей подповерхности и задней поверхности, действительный внутренний угол заострения имеет величину больше, чем воображаемый внутренний угол заострения, образованный на пересечении воображаемых продолжений линий передней углубленной подповерхности и задней поверхности.
[0013] Подразумевается, что использование термина «притупленный» при ссылке на режущую кромку также является взаимозаменяемым с приведенным выше определением.
[0014] Выполнение передней углубленной подповерхности смежно с передней режущей подповерхностью (то есть передняя углубленная подповерхность заглублена в зуб дальше, чем смежная передняя режущая подповерхность зуба, относительно воображаемой радиальной линии, проходящей через режущую кромку, или, говоря иначе, передняя режущая подповерхность приподнята выше по отношению к передней углубленной подповерхности по отношению к воображаемой радиальной линии, проходящей через режущую кромку), как полагают, теоретически, уменьшает теплопередачу к концевой фрезе при механической обработке титана.
[0015] Аналогично, сведение к минимуму длины передней режущей подповерхности, также, как полагают, должно уменьшать теплопередачу, уменьшая контакт стружек с передней поверхностью концевой фрезы.
[0016] Рассмотрим теперь форму вышеупомянутой канавки, канавка содержит вогнуто сформированный изогнутый участок, следующий за выпукло сформированным выталкивающим участком определенного размера.
[0017] Изогнутый участок выполнен с формой для изгиба стружек из титана во время операции фрезерования. Канавка, содержащая изогнутый участок, отображена на фиг. 4 патента CN 102303158.
[0018] В целом, выпукло сформированные участки канавки могут обеспечивать конструкционную прочность зуба (то есть, позволяя его увеличенную толщину) и увеличенный момент инерции. Наличие такого выпуклого участка, однако, уменьшает форму канавки в поперечном сечении, что, как полагают, оказывает негативное влияние на удаление стружки из канавки. Канавка без такого выпуклого участка отображена на фиг. 3 патента CN 102303158.
[0019] Выяснилось, что выполнение выпуклого участка, хотя определенного размера, может обеспечивать предпочтительное удаление стружки во время механической обработки заготовки из титана (вследствие этого, участок выпуклой формы по существу настоящей заявки назван «выталкивающим участком»). Более конкретно, было определено, что такие выталкивающие участки обеспечивают лучшие технические характеристики при механической обработке титана во время выполнения операций по прорезанию канавок, которые имеют ограниченное пространство для удаления стружки, с весьма хорошими результатами, показанными на относительно высоких скоростях механической обработки титана.
[0020] Другое преимущество при механической обработке титана заключается в уменьшении вибрации, в основном благодаря асимметричным элементам концевой фрезы. Несмотря на очевидные преимущества асимметрии, концевая фреза с симметричным расположением центральных углов канавок, как оказалось, имела сравнительно длительную стойкость.
[0021] В целях описания и формулы изобретения, концевая фреза с симметричным расположением центральных углов определена как фреза, где на режущей торцевой поверхности каждая канавка имеет величину центрального угла идентичную величине центрального угла противолежащей канавки. И наоборот, концевая фреза с асимметричным расположением центрального угла является фрезой, которая не подпадает под такое определение
[0022] В соответствии с первым объектом по существу настоящей заявки предложена концевая фреза для механической обработки титана, концевая фреза, включает в себя режущую часть, содержащую зубья со спиральными канавками и с диаметром DE режущей части; каждый зуб содержит притупленную режущую кромку, образованную на пересечении передней режущей подповерхности и задней поверхности, и переднюю углубленную подповерхность с заглублением в зуб больше, чем передняя режущая подповерхность; каждая канавка содержит в плоскости, перпендикулярной к оси вращения концевой фрезы, изогнутый участок вогнутой формы, соединенный с выталкивающим участком выпуклой формы, выталкивающий участок имеет высоту Е, удовлетворяющую условию 0,010De<E<0,031DE.
[0023] В соответствии с другим объектом по существу настоящей заявки предложена концевая фреза для механической обработки титана, имеющая продольно продолжающуюся ось АR вращения и содержащая: хвостовую часть и режущую часть, продолжающуюся от хвостовой части к режущей торцевой поверхности и выполненную за одно целое с по меньшей мере четырьмя режущими зубьями, чередующимися со спиральными канавками и с диаметром режущей части DE; каждый зуб содержит переднюю поверхность, заднюю поверхность, режущую кромку, образованную на пересечении передней и задней поверхностей, и заднюю кромку, расположенную на расстоянии от режущей кромки и образованную на пересечении задней поверхности и смежной поверхности канавки, следующей за зубом; каждая передняя поверхность содержит переднюю углубленную подповерхность, переднюю режущую подповерхность, расположенную от оси вращения дальше, чем передняя углубленная подповерхность и выступающую выше передней углубленной подповерхности относительно воображаемой радиальной линии, проходящей через режущую кромку, и переднюю прерывистость, образованную на пересечении передней углубленной и передней режущей подповерхностей; причем каждый зуб содержит действительный внутренний угол заострения, образованный на пересечении передней режущей подповерхности и задней поверхности, при этом действительный внутренний угол заострения имеет величину больше, чем воображаемый внутренний угол заострения, образованный на пересечении воображаемых линий продолжения передней углубленной подповерхности и задней поверхности; причем каждая канавка, в плоскости, перпендикулярной к оси АR вращения, содержит выпукло сформированный выталкивающий участок и вогнуто сформированный изогнутый участок, соединяющий выталкивающий участок и переднюю углубленную подповерхность; причем выталкивающий участок имеет высоту E, которая измеряется между вершиной выталкивающего участка и воображаемой прямой линией, продолжающейся от низшей точки смежного изогнутого участка до смежной задней кромки, при этом высота E имеет величину, удовлетворяющую условию 0,010DE<E<0,031DE; и причем центральные углы канавок на режущей торцевой поверхности расположены симметрично.
[0024] В соответствии с еще одним объектом по существу настоящей заявки предложена концевая фреза для механической обработки титана, имеющая продолжающуюся продольно ось АR вращения и содержащая: хвостовую часть, и режущую часть, продолжающуюся от хвостовой части к режущей торцевой поверхности, выполненную за одно целое с по меньшей мере четырьмя режущими зубьями, чередующимися со спиральными канавками и с диаметром DE режущей части; каждый зуб содержит переднюю поверхность, заднюю поверхность, режущую кромку, образованную на пересечении передней и задней поверхностей, и заднюю кромку, расположенную на расстоянии от режущей кромки и образованную на пересечении задней поверхности и смежной поверхности канавки, следующей за зубом; каждая передняя поверхность содержит переднюю углубленную подповерхность, переднюю режущую подповерхность, расположенную от оси вращения дальше и выступающую выше передней углубленной подповерхности относительно воображаемой радиальной линии, проходящей через режущую кромку, и переднюю прерывистость, образованную на пересечении передней углубленной подповерхности и передней режущей подповерхности; причем каждый зуб содержит действительный внутренний угол заострения, образованный на пересечении передней режущей подповерхности и задней поверхности, причем действительный внутренний угол заострения имеет величину больше, чем воображаемый внутренний угол заострения, образованный на пересечении воображаемых продолжений линий передней углубленной подповерхности и задней поверхности; причем каждый зуб имеет размер по длине Lc передней режущей подповерхности, измеренный от ее передней прерывистости до ее режущей кромки, удовлетворяющий условию 0,01RT<LC<0,05RT, в котором RT является размером радиуса зуба, измеренным по прямой линии от оси вращения к режущей кромке; причем каждый зуб имеет радиальный передний угол в диапазоне от 6° до -6°; причем каждая канавка имеет угол Н наклона винтовой линии, который удовлетворяет условию 30°<H<50°; причем каждая канавка содержит, в плоскости, перпендикулярной к оси АR вращения, выпукло сформированный выталкивающий участок и вогнуто сформированный изогнутый участок, соединяющий выталкивающий участок и переднюю углубленную подповерхность; причем выталкивающий участок имеет высоту E, которая измеряется между вершиной выталкивающего участка до воображаемой прямой линии, продолжающейся от самой нижней точки смежного изогнутого участка до смежной задней кромки, высота E имеет величину, удовлетворяющую условию 0,010DE<E<0,031DE; и причем центральные углы канавок на режущей торцевой поверхности расположены симметрично.
[0025] Подразумевается, что вышеупомянутое является сущностью изобретения, и что любой из вышеприведенных объектов может, кроме того, содержать любые из описанных ниже особенностей. В частности, нижеследующие особенности или по отдельности или в сочетании могут соответствовать любым из вышеупомянутых объектов:
A. Высота E может быть величиной, которая удовлетворяет условию 0,014DE<E<0,029DE. Для уточнения, диапазон 0,010DE<E<0,031DE считается подходящим для механической обработки титана, тогда как в диапазоне 0,014De<E<0,029De получены хорошие результаты во время испытания. Теоретически, такая средняя высота (то есть 0,010DE<E<0,031DE) может усиливать соответствующую прочность зуба (позволяя подходящую ширину зуба) и момент инерции.
B. В каждой плоскости, перпендикулярной к оси АR вращения рабочей режущей части концевой фрезы, может находиться выталкивающий участок, и изогнутый участок. В каждой плоскости выталкивающий участок может иметь высоту E, удовлетворяющую вышеупомянутым условиям (то есть, 0,010De<E<0,031DE, или 0,014DE <E<0,029De).
C. Один по меньшей мере угол наклона винтовой линии может отличаться от другого угла наклона винтовой линии.
D. Угол наклона винтовой линии и радиус выталкивающего участка одной из канавок может быть меньше, чем соответствующий угол наклона винтовой линии и радиус выталкивающего участка другой одной из канавок.
E. Углы наклона винтовой линии, которые являются более близкими к наибольшему углу наклона винтовой линии среди канавок, чем к наименьшему углу наклона винтовой линии среди канавок, можно рассматривать в качестве относительно больших углов наклона винтовой линии, а углы наклона винтовой линии, которые являются более близкими к наименьшему углу наклона винтовой линии, чем к наибольшему углу наклона винтовой линии среди канавок, можно рассматривать в качестве относительно малых углов наклона винтовой линии. Каждая канавка с относительно большим углом наклона винтовой линии может иметь радиус выталкивающего участка больше, чем выталкивающий участок каждой канавки с относительно малым углом наклона винтовой линии.
F. Угол наклона винтовой линии и радиус изогнутого участка одной из канавок могут быть меньше, чем соответствующий угол наклона винтовой линии и радиус изогнутого участка другой одной из канавок.
G. Углы наклона винтовой линии, которые являются более близкими к наибольшему углу наклона винтовой линии среди канавок, чем к наименьшему углу наклона винтовой линии среди канавок, можно рассматривать как относительно большие углы наклона винтовой линии, а углы наклона винтовой линии, которые являются более близкими к наименьшему углу наклона винтовой линии, чем к наибольшему углу наклона винтовой линии среди канавок, можно рассматривать как относительно малые углы наклона винтовой линии. Каждая канавка с относительно большим углом наклона винтовой линии может иметь радиус изогнутого участка больше, чем радиус изогнутого участка каждой канавки с относительно малым углом наклона винтовой линии.
H. Радиус изогнутого участка одной из канавок может быть меньше чем радиус ее выталкивающего участка. Радиус изогнутого участка каждой канавки может быть меньше чем радиус выталкивающего участка канавки.
I. Потенциально предпочтительное расположение утолщенных участков для концевых фрез с симметричным расположением центральных углов может быть, например, следующим. Только некоторые из канавок могут содержать на режущей торцевой поверхности вогнуто сформированный утолщенный участок, соединяющий выталкивающий участок и заднюю кромку. Такие утолщенные участки могут увеличивать ширину зуба и, следовательно, конструкционную прочность, необходимую для механической обработки титана. Утолщенные участки на торцевой поверхности могут уменьшаться в размерах при приближении к хвостовой части. Могут быть утолщенные участки, увеличение которых начинается в положении, разнесенном от торцевой поверхности, и которые увеличиваются в размерах при приближении к хвостовой части. Концевая фреза может быть свободной от утолщенных участков, которые продолжаются по всей режущей части.
J. На режущей части диаметр DС сердцевины может удовлетворять условию 0,47DE<DС<0,60DE. Диаметр DС сердцевины может быть 0,53DE±0,01DE. Предшествующее условие (0,47DE<DС<0,60DE), как полагают, должно обеспечивать допустимое равновесие между размером канавки для удаления стружки и приемлемым моментом инерции, который может обеспечить приемлемые результаты для механической обработки титана. Теоретически, величина более близкая к 0,53DE, как полагают, считается оптимальной, и такая величина действительно обеспечивала хорошие результаты во время испытания.
K. Действительный внутренний угол заострения может иметь величину, которая отличается от воображаемого внутреннего угла заострения на 4-15°. Действительный внутренний угол заострения может отличаться от воображаемого внутреннего угла заострения на 8-13°. Предшествующее условие (4-15°), как полагают, является подходящим для механической обработки титана. Теоретически, уменьшение разности (в особенности до 8-13°), как полагают, является оптимальным, и в упомянутом диапазоне действительно достигнуты хорошие результаты во время испытания.
L. Радиальные передние углы каждого зуба могут быть в диапазоне от 6° до -6°. Радиальные передние углы могут быть 2°±1° и -2°±1°. Предшествующий диапазон (от 6° до -6°), как полагают, является допустимым для механической обработки титана. Теоретически, меньшие углы (то есть использование радиальных передних углов зуба меньше чем 6° и -6°), как полагают, увеличивают показатели механической обработки титана. Действительно, величины приблизительно 2° и приблизительно -2° обеспечили хорошие результаты во время испытания.
M. Зубья концевой фрезы могут иметь расположение, при котором каждый второй радиальный передний угол зуба имеет аналогичную величину, причем такая величина отличается от радиального переднего угла чередующихся зубьев. Каждый второй зуб может иметь идентичную геометрию.
N. Каждый зуб может иметь размер LС по длине передней режущей подповерхности, измеренный от передней прерывистости до режущей кромки вышеупомянутого зуба, удовлетворяющий условию 0,01RT<LC<0,05RT, в котором RT является размером радиуса зуба, измеренным по прямой линии от оси вращения до режущей кромки. Размер LС по длине передней режущей подповерхности может быть 0,026RT±0,005Rt. Диапазон (0,01Rt<LС<0,05RT) считается допустимым для механической обработки титана. Теоретически, величина размера LС по длине передней режущей подповерхности, более близкая к 0,026Rt, считается оптимальной, и такая величина действительно обеспечила положительные результаты во время испытания.
O. На режущей торцевой поверхности центральные углы канавок могут быть расположены симметрично. Центральные углы канавок могут быть расположены симметрично по всей длине режущей части.
P. Все диаметрально противоположные центральные углы на режущей торцевой поверхности выполнены аналогичными по величине. Центральные углы в плоскости PE равных центральных углов режущей части могут быть равными. Плоскость PE равных центральных углов может находиться в середине рабочей длины режущей части.
Q. Величины всех зубьев по ширине на режущей торцевой поверхности могут быть аналогичными. Такая конструкция облегчает изготовление.
R. Каждый зуб на режущей торцевой поверхности может иметь ширину Wт зуба, удовлетворяющую условию 0,13DЕ<WT<0,22DЕ. Ширина WT зуба на режущей торцевой поверхности может быть 0,165De±0,01De. Предшествующий диапазон 0,13DЕ<WT<022DЕ считается допустимым для механической обработки титана. Теоретически, величина ширины WT зуба более близкая к 0,165De считается оптимальной, и такая величина действительно обеспечила положительные результаты во время испытания.
S. Каждые соответствующие передняя режущая подповерхность и передняя углубленная подповерхность могут быть расположены друг относительно друга так, что стружка, срезанная с заготовки, входит в контакт с передней режущей подповерхностью, но не с передней углубленной подповерхностью непосредственно смежной с передней прерывистостью со стороны от режущей кромки.
T. Каждый зуб может быть свободным от зазубрин.
U. Концевая фреза может иметь стойкость по меньшей мере 60 минут при механической обработке титана, в частности, TI6AL4V, на скорости VС 80,0 метров в минуту, с подачей FZ 0,08 мм на зуб, с толщиной аЕ стружки - 2,00 мм, глубиной ap - 22,0 мм. В таких условиях механической обработки стойкость может составлять по меньшей мере 80 минут или по меньшей мере 90 минут.
V. Каждая канавка может иметь угол H наклона винтовой линии, который удовлетворяет условию 30°<H<50°. Угол Н наклона винтовой линии может быть 35°±1° или 37°±1°. Предшествующий диапазон, как полагают, является допустимым для механической обработки титана. Теоретически, величины более близкие к 35° и 37°, как полагают, являются оптимальными, и такие величины действительно обеспечили положительные результаты при испытании. Углы наклона винтовых линий, каждый, могут быть постоянными или переменными (то есть изменяющимися по величине в одном месте, или более, или изменяющимися по величине в каждом месте по длине режущей части) по длине канавки.
W. Каждая передняя углубленная подповерхность может быть вогнуто сформированной. Каждая передняя углубленная подповерхность может иметь идентичную форму.
X. Каждая канавка может быть сформирована так, чтобы позволять ее изготовление за один проход (позволяя более простое изготовление, чем при выполнении многократных проходов).
Краткое описание чертежей
[0026] Для лучшего понимания существа настоящей заявки и для демонстрации возможности осуществления на практику ссылка будет сделана на приложенные чертежи, на которых:
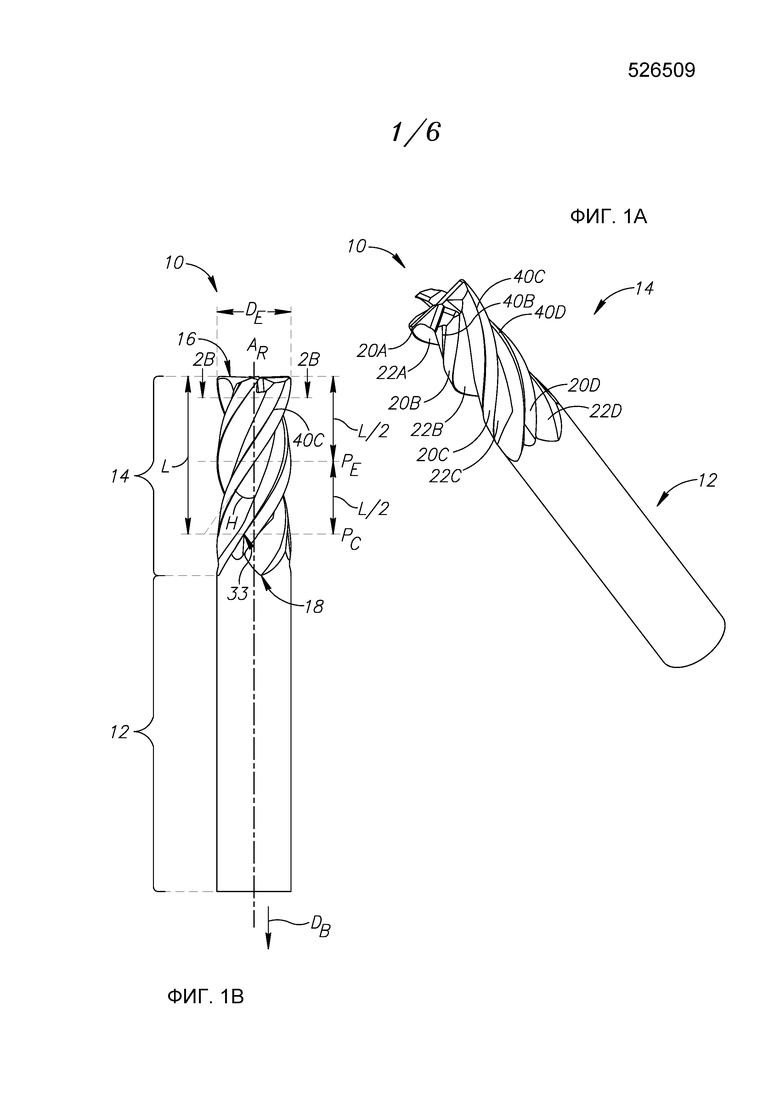
Фиг. 1A представляет собой вид концевой фрезы в перспективе, в соответствии с предметом настоящей заявки;
Фиг. 1B представляет собой вид сбоку концевой фрезы на фиг. 1A;
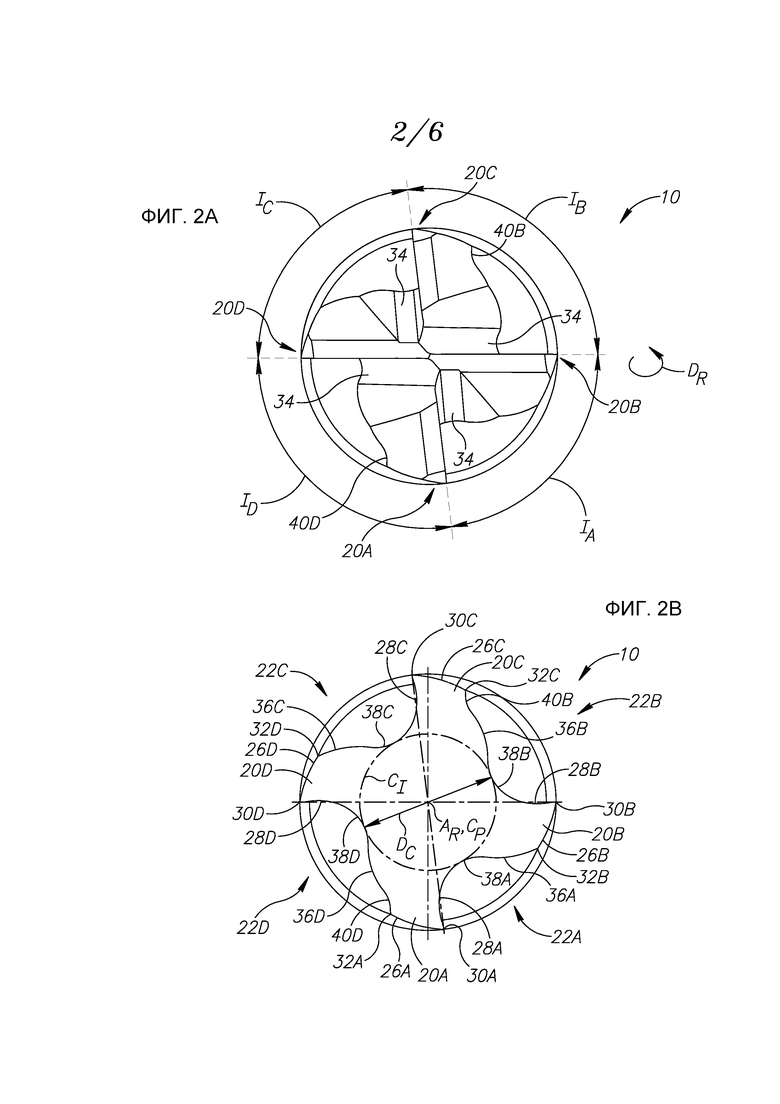
Фиг. 2A представляет собой вид с торца концевой фрезы на фиг. 1A и 1B;
Фиг. 2B представляет собой вид в поперечном сечении, выполненном по линии 2B-2B на фиг. 1B;
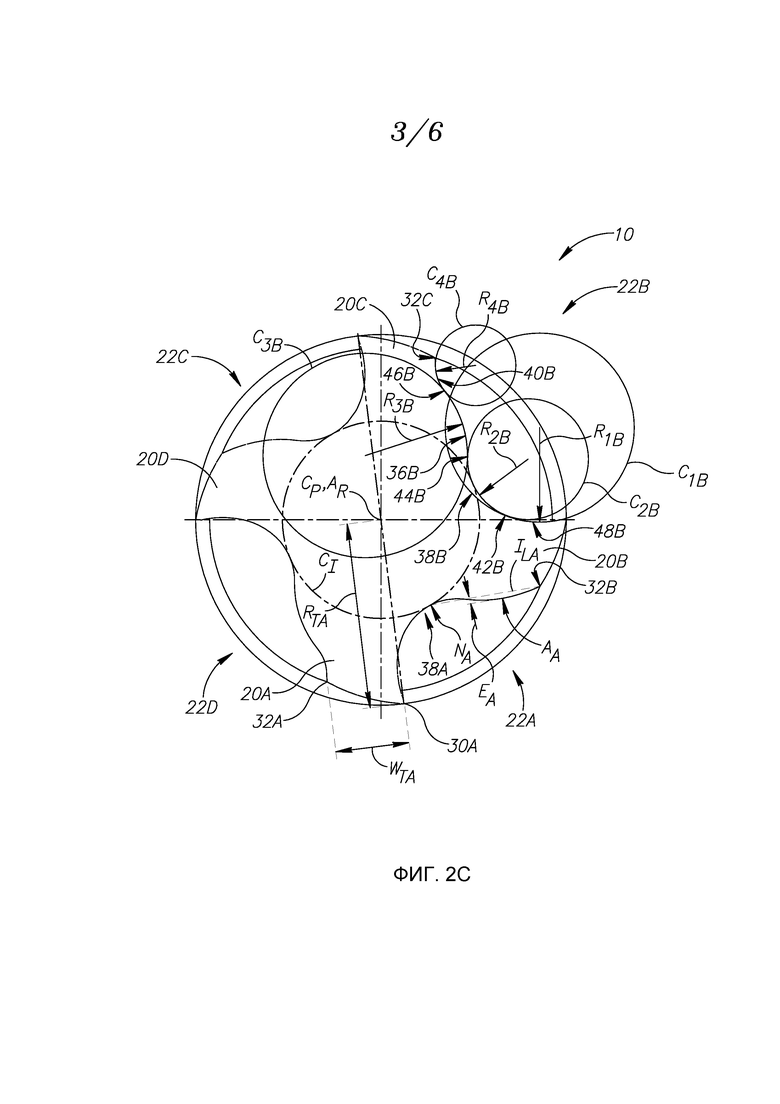
Фиг. 2C представляет собой вид по фиг. 2B в увеличенном изображении с дополненными воображаемыми окружностями;
Фиг. 3A и 3B представляют собой виды режущих кромок в увеличенном изображении, показанных на фиг. 2B; и
Фиг. 4A-4D иллюстрируют результаты испытаний концевых фрез на фиг. 1A-3B.
Подробное описание изобретения
[0027] Со ссылкой на фиг. 1A и 1B показана концевая фреза 10, обычно изготовленная из очень твердого и износостойкого материала, такого как твердый сплав, сконфигурированная для механической обработки титана и для вращения относительно оси АR вращения, продолжающейся в продольном направлении через ее центр. В данном примере направление вращения концевой фрезы 10 на фиг. 2A показано против часовой стрелки.
[0028] Концевая фреза 10 содержит хвостовую часть 12 и продолжающуюся от нее режущую часть 14.
[0029] Режущая часть 14 имеет диаметр DE режущей части и продолжается вдоль оси вращения АR в осевом направлении DB назад от режущей торцевой поверхности 16 до самого дальнего конца канавки 18.
[0030] Режущая часть 14 является выполненной за одно целое с первым, вторым, третьим и четвертым зубьями 20A, 20B, 20C, 20D, поочередно сменяемыми первой, второй, третьей и четвертой канавками 22A, 22B, 22C, 22D спиральной формы. В данном примере, в дополнение к идентичным противоположным центральным углам, также исполнена идентичная конструкция противоположных зубьев 20 и противолежащих канавок 22.
[0031] Со ссылкой также на фиг. 2A, центральные углы IA, Ib, Ic, Id расположены асимметрично. Центральные углы следуют повторяющимся образом с нижеследующими величинами Ia=83°, Ib=97°, IС=83°, Id=97° на торцевой режущей поверхности 16, показавшими свою эффективность.
[0032] Как показано также на фиг. 2A, первый и третий зубья 20A, 20C могут быть выполнены короче, чем второй и четвертый зубья 20B, 20D, зубья каждой соответствующей пары, оба, являются параллельными друг относительно друга.
[0033] Далее, аналогичные элементы, первоначально дифференцированные с алфавитными конечными индексами (например, «20A», «20B»), могут впоследствии быть упомянуты со ссылками в описании и формуле изобретения без таких конечных индексов (например, «20»), при ссылке на общие признаки.
[0034] Также со ссылкой на фиг. 2B, каждый зуб 20 содержит заднюю поверхность 26A, 26B, 26C, 26D, переднюю поверхность 28A, 28B, 28C, 28D, режущую кромку 30A, 30B, 30C, 30D, образованную на пересечениях каждой задней и передней поверхностей 26, 28 и заднюю кромку 32A, 32B, 32C, 32D, образованную на пересечениях каждой задней поверхности 26 и смежной поверхности последующей канавки 22. В данном примере, за первым и за третьим зубьями 20A, 20C на режущей торцевой поверхности 16 следуют вторая и четвертая канавки 22B, 22D со вторым и четвертым утолщенными участками 40B, 40D, описанными ниже, и в таких случаях утолщенный участок 40 является самым близким (смежным) участком последующей канавки 22. Поэтому, например, на режущей торцевой поверхности 16 первая задняя кромка 32A выполнена на пересечении первой задней поверхности 26A и поверхности четвертого утолщенного участка 40D. При этом, например, вторая задняя кромка 32B образована на пересечении второй задней поверхности 26B и первого выпукло сформированного выталкивающего участка 36A, описанного ниже.
[0035] Режущая часть 14 имеет рабочую длину L резания, продолжающуюся от режущей торцевой поверхности 16 к плоскости PС длины резания, продолженной перпендикулярно к оси АR вращения и с местоположением там, где начинается выход канавок 22 (то есть они становятся менее углубленными) или где задние поверхности 33 больше не являются рабочими. Рабочая режущая часть является ограниченной от режущей торцевой поверхности 16 до плоскости Pc длины резания.
[0036] В то время как все диаметрально противоположные центральные углы (I) режущей торцевой поверхности 16 имеют одинаковую величину, может быть выполнена плоскость, в которой центральные углы являются равными, а именно, плоскость PЕ с равными центральными углами режущей части, поскольку это может упростить изготовление концевой фрезы 10. Плоскость PE с равными центральными углами считается наиболее подходящей при расположении в середине рабочей режущей части, то есть, на половине расстояния (L/2) от режущей торцевой поверхности 16 до плоскости Pc длины резания.
[0037] Концевая фреза 10 может быть выполнена с канавками между зубьями, и в данном примере торцевые канавки 34 между зубьями в качестве примера показаны на фиг. 2A.
[0038] Каждая канавка 22 содержит выпукло сформированный выталкивающий участок 36A, 36B, 36C, 36D, вогнуто сформированный изогнутый участок 38A, 38B, 38C, 38D, соединяющий каждый выталкивающий участок 36 и каждую переднюю поверхность 28.
[0039] Каждая канавка 22 также может содержать соответственно первый, второй, третий и четвертый вогнуто сформированные утолщенные участки 40A, 40B, 40C, 40D, соединяющие соответствующий выталкивающий участок 36 и его заднюю кромку 32. Как показано на фиг. 1A, третий утолщенный участок 40C (и идентичный первый утолщенный участок 40A, не показан) только начинается от места, расположенного на расстоянии от режущей торцевой поверхности 16, и увеличивается по размеру при приближении к хвостовой части 12. Как показано на фиг. 2A, второй и четвертый утолщенные участки 40B, 40D берут начало на режущей торцевой поверхности 16 и, как показано на фиг. 1A, уменьшаются в размерах при приближении к хвостовой части 12. Расположение уменьшающихся и увеличивающихся по размерам утолщенных участков 40B может способствовать обеспечению прочности зуба.
[0040] Со ссылкой на фиг. 2C, каждый выталкивающий участок 36, изогнутый участок 38 и каждая передняя углубленная подповерхность 48, (описанные более подробно ниже), могут быть криволинейными и могут иметь радиус R, соответствующий участку воображаемого круга C. Нижеследующее описание, для упрощения, относится только ко второй канавке 22B, при этом соответствующие элементы и ссылочные позиции, как понимается, существуют для каждой канавки 22 согласно данному примеру. Точнее, вторая передняя углубленная подповерхность 48B может иметь передний радиус R1B, соответствующий радиусу воображаемого переднего круга C1b; второй изогнутый участок 38B может иметь радиус R2B закругления, соответствующий радиусу воображаемого круга C2B; второй выталкивающий участок 36B может иметь радиус R3B, соответствующий радиусу воображаемого круга C3B; а второй утолщенный участок 40B может иметь радиус R4b, соответствующий радиусу воображаемого круга C4B. В пределах поперечного сечения канавки изменения от одной линии изгиба до другой могут происходить на прерывистостях. Например, первая прерывистость канавки 42B может быть расположена на пересечении второй передней углубленной подповерхности 48B и второго изогнутого участка 38B; прерывистость второй канавки 44B может быть расположена на пересечении второго изогнутого участка 38B и второго выталкивающего участка 36B; и прерывистость третьей канавки 46B может быть расположена на пересечении второго выталкивающего участка 36B и второго утолщенного участка 40B.
[0041] Подразумевается, что рабочие части концевой фрезы могут иметь незначительное отклонение от того, чтобы быть совершенно круглыми. Соответственно, передние углубленные подповерхности, изогнутые участки, выталкивающие участки и утолщенные участки следует рассматривать как имеющие приблизительно подобные радиусы.
[0042] Относительно первой канавки 22A в качестве примера, измерение высоты E иллюстрируется следующим образом: высота Еa измеряется между верхней точкой АА первого выталкивающего участка 36A в направлении воображаемой прямой линии ILA, продолженной от низшей точки NA, смежного изогнутого участка 38A (то есть, низшей точки N, являющейся ближайшей точкой изогнутого участка к центральной точке CР концевой фрезы) к соответствующей смежной второй задней кромке 32B (вторая задняя кромка 32B определена для удобства в качестве части соответствующего второго зуба 20B, однако, также относится к смежной, следующей за ним первой канавке 22A).
[0043] Каждая канавка 22 имеет угол H наклона винтовой линии (фиг. 1В), образованный с осью АR вращения. В данном примере угол H наклона винтовых линий первой и третьей канавок 22A и 22C составляет 37°, а угол H наклона винтовых линий второй и четвертой канавок 22B и 22D составляет 35°. Первая и третья канавки 22A и 22C с углом H наклона винтовых линий, равным 37°, рассматриваются как имеющие большие углы наклона винтовых линий относительно второй и четвертой канавок 22B и 22D с углом H наклона винтовых линий, составляющим 35°.
[0044] Как показано на фиг. 2B, режущая часть 14 имеет диаметр DС сердцевины. Диаметр Dc сердцевины определен как двойная сумма расстояний от центральной точки CР к самой близкой точке каждой канавки 22, разделенная на число канавок. В данном примере все канавки имеют равную глубину и, следовательно, диаметр DС сердцевины является диаметром вписанного круга CI, показанного на фиг. 2B. Для уточнения, в примерах, где канавки имеют неодинаковую глубину, диаметр DС сердцевины является двойным средним расстоянием от центра концевой фрезы к ближайшей точке каждой канавки.
[0045] Каждый зуб 20, со ссылкой на фиг. 2C относительно первого зуба 20A в качестве примера, имеет радиус RTA зуба и ширину Wta зуба.
[0046] В показанном примере радиус Rt каждого зуба имеет одинаковую величину. Следовательно, диаметр DЕ режущей части составляет двойную величину радиуса Rt зуба. В примерах, где зубья имеют неодинаковые радиусы зубьев, диаметр De режущей части определен как двойная сумма радиусов зубьев, разделенных на число зубьев.
[0047] Ширина WTA зуба измеряется между первой воображаемой линией, продолженной от центральной точки CР к режущей кромке 30A, и второй воображаемой линией, параллельной первой воображаемой линии и пересекающей заднюю кромку 32A.
[0048] В показанном примере ширина Wta каждого зуба может быть одинаковой величины.
[0049] Для упрощения, нижеследующее описание выполнено относительно только двух зубьев 20B, 20C.
[0050] Передние поверхности 28B, 28C зуба, каждая, со ссылкой на фиг. 3A и 3B, содержат передние углубленные подповерхности 48B, 48C, передние режущие подповерхности 50B, 50C и передние прерывистости 52B, 52C, образованные на их пересечении.
[0051] Для упрощения изготовления, передние углубленные подповерхности 48 могут иметь аналогичную конфигурацию, которая может быть вогнутой формы, как показано на фиг. 3A и 3B. В частности, конфигурация является углубленной относительно соответствующей передней режущей подповерхности 50 так, что металлические стружки, срезаемые с заготовки (не показано), могут предпочтительно проходить поверх вторых передних углубленных подповерхностей 48 без контакта, особенно в местах, непосредственно смежных с передней прерывистостью 52, уменьшая, таким образом, теплопередачу концевой фрезе.
[0052] Каждая передняя режущая подповерхность 50 содержит действительный внутренний угол γB, γC заострения, имеющий величину больше, чем воображаемый внутренний угол λВ, λС заострения, соответствующий передней углубленной подповерхности 48 того же зуба 20. Более конкретно, со ссылкой на фиг. 3B в качестве примера, воображаемая передняя линия 53B продолжения, являющаяся продолжением второй передней углубленной подповерхности 48В от передней прерывистости 52B, пересекает воображаемую заднюю линию 55B продолжения, которая продолжает вторую заднюю поверхность 26B и образует острый внутренний угол λВ заострения на их пересечении.
[0053] Как лучше всего видно на фиг. 3A и 3B, поперечное сечение каждой передней режущей подповерхности 50 может быть образовано прямыми линиями.
[0054] Каждый зуб 20 может иметь размер по длине LС передней режущей подповерхности 50 (показано только на фиг. 3A, но выполнено для каждой передней режущей подповерхности 50). В данном примере – LС равна 0,026RT.
[0055] Каждый зуб 20 может иметь радиальный передний угол β, измеренный от воображаемой радиальной линии Lr концевой фрезы 10, которая продолжена от оси АR вращения до режущей кромки 30 передней режущей подповерхности 50.
[0056] В показанном примере радиальный передний угол βВ второго зуба 20B равен -2°, а радиальный передний угол β с третьего зуба 20C равен 2°.
[0057] Задние поверхности 26 могут, обе, образовывать одинаковый радиальный задний угол αВ, αС, измеренный относительно воображаемой круговой линии Ltb, Ltс с одинаковым диаметром соответствующего зуба 20. В показанном примере радиальные задние углы αВ, αС равны 7°.
[0058] Результаты испытаний, отображенные на фиг. 4A-4D, показывают сравнительную стойкость различных концевых фрез, предназначенных для механической обработки титана. В каждом примере стойкость определялась при прекращении механической обработки через заданные интервалы времени (или после обнаружения повышения энергетических потребностей для механической обработки) путем определения износа инструмента. Изнашивание инструмента, после которого прекращалась механическая обработка, было принято при износе по задней поверхности, достигающем 0,2 мм, или при износе по уголку, достигающем 0,5 мм.
[0059] При испытаниях концевые фрезы были пронумерованы, как:
«номер 1» - соответствуют предмету настоящей заявки;
«номер 2» - содержат выталкивающий участок в соответствии с существом настоящей заявки, но одно заметное отличие от концевой фрезы под номером 1 состоит в асимметричном расположении центральных углов;
«номер 3» - имеют такое же покрытие как концевая фреза под номером 1 и так же свободны от зазубрин на зубьях, но известные отличия включают в себя непритупленные режущие кромки, и асимметричное расположение центральных углов; и
«номер 4» - имеют такое же покрытие, как и концевая фреза под номером 1, но заметные отличия включают в себя зубья с зазубринами, непритупленные режущие кромки, общим является наличие углов наклона винтовых линий зубьев по всей длине режущей части, и асимметричное расположение центральных углов.
[0060] Более конкретно, фиг. 4A-4D, каждая, отображают результаты испытаний концевых фрез при резании различного металла при определенных условиях механической обработки. На приведенной ниже таблице 1 показано соотношение между каждой из фиг. 4A-4D относительно обрабатываемого металла и условий механической обработки, а в таблице 2 представлены в табличной форме результаты испытаний.
Использованные при испытаниях материалы и условия механической обработки
Стойкость инструмента (время до прекращения механической обработки) для концевых фрез
[0061] Результаты испытаний механической обработки титана, отображенные на фиг. 4A, показывают, что концевая фреза под номером 1, который был присвоен в соответствии с существом настоящей заявки, имела самую продолжительную стойкость инструмента. При этом, однако, результаты, отмеченные на фиг. 4B-4D, указывают, что это не является очевидным при механической обработке других материалов.
[0062] Вышеизложенное описание включает в себя пример осуществления изобретения, который не исключает варианты осуществления, не приведенные в данном документе, которые не выходят за рамки объема формулы изобретения настоящей заявки.



Изобретение относится к машиностроению и может быть использовано при обработке титана концевыми фрезами. Концевая фреза содержит режущую часть с притупленными режущими кромками и чередующимися с канавками. Каждая канавка включает в себя, в порядке от режущей кромки, переднюю поверхность, вогнуто сформированный изогнутый участок, выпукло сформированный выталкивающий участок и заднюю кромку зуба. Выпукло сформированный выталкивающий участок имеет высоту, которая измеряется между верхней точкой выталкивающего участка до воображаемой прямой линии, продолжающейся от низшей точки смежного изогнутого участка канавки до смежной задней кромки зуба. Приведены условия выбора параметров концевой фрезы. Повышается стойкость инструмента. 19 з.п. ф-лы, 2 табл., 4 ил.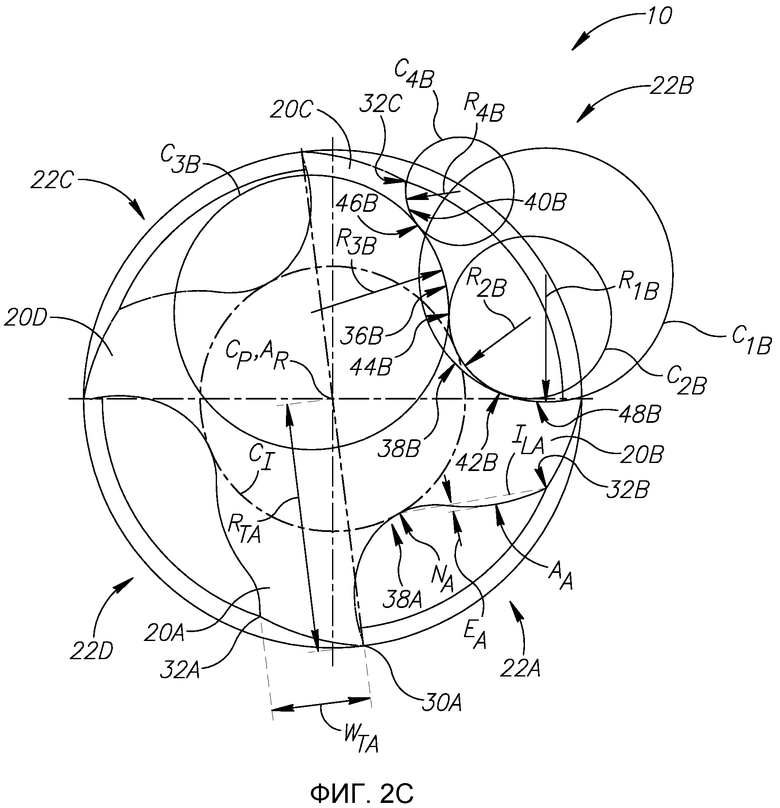
1. Концевая фреза для механической обработки титана, имеющая продольную ось АR вращения и содержащая
хвостовую часть и
режущую часть, продолжающуюся от хвостовой части к режущей торцевой поверхности и выполненную за одно целое с по меньшей мере четырьмя режущими зубьями, чередующимися со спиральными канавками, и имеющую диаметр DE режущей части,
при этом каждый зуб содержит
переднюю поверхность,
заднюю поверхность,
режущую кромку, образованную на пересечении передней и задней поверхностей, и
заднюю кромку, разнесенную от режущей кромки и образованную на пересечении задней поверхности и смежной поверхности канавки, следующей за зубом,
а каждая передняя поверхность содержит
переднюю углубленную подповерхность,
переднюю режущую подповерхность, расположенную дальше, чем передняя углубленная подповерхность от оси вращения, и выступающую выше передней углубленной подповерхности относительно воображаемой радиальной линии, проходящей через режущую кромку, и
переднюю прерывистую поверхность, образованную на пересечении передней углубленной и передней режущей подповерхностей;
причем каждый зуб содержит действительный внутренний угол заострения, образованный на пересечении передней режущей подповерхности и задней поверхности и имеющий большую величину, чем воображаемый внутренний угол заострения, образованный на пересечении воображаемых линий продолжения передней углубленной подповерхности и задней поверхности,
имеет размер LС по длине передней режущей подповерхности, измеренный от ее передней прерывистой поверхности к ее режущей кромке и выбранный из условия 0,01Rt<LС<0,05Rt, где Rt - радиус зуба, измеренный по прямой линии от оси вращения до режущей кромки,
и радиальный передний угол от 6° до -6°,
при этом каждая канавка имеет угол H наклона винтовой линии, выбранный из условия 30°<H<50°,
а в плоскости, перпендикулярной оси AR вращения, каждая канавка содержит выпукло сформированный выталкивающий участок и вогнуто сформированный изогнутый участок, соединяющий выталкивающий участок и переднюю углубленную подповерхность,
причем выталкивающий участок имеет высоту E, которая измеряется между самой верхней точкой выталкивающего участка и воображаемой прямой линией, продолжающейся от самой нижней точки смежного изогнутого участка к смежной задней кромке, высота E имеет величину, выбранную из условия 0,010DE<E<0,031DE, а
на режущей торцевой поверхности центральные углы канавок расположены симметрично.
2. Концевая фреза по п.1, в которой высота E имеет величину, выбранную из условия 0,014DЕ<E<0,029DE.
3. Концевая фреза по п.1, в которой упомянутые выталкивающий участок, изогнутый участок и высота E находятся в плоскостях, каждая из которых перпендикулярна оси AR вращения рабочей режущей части концевой фрезы.
4. Концевая фреза по п.1, в которой угол наклона винтовой линии и радиус выталкивающего участка одной из канавок меньше, чем соответствующий угол наклона винтовой линии и радиус выталкивающего участка другой одной из канавок.
5. Концевая фреза по п.4, в которой углы наклона винтовой линии, которые ближе к наибольшему углу наклона винтовой линии среди канавок, чем к наименьшему углу наклона винтовой линии среди канавок, рассматриваются как относительно большие углы наклона винтовой линии, а углы наклона винтовой линии, которые ближе к наименьшему углу наклона винтовой линии, чем к наибольшему углу наклона винтовой линии среди канавок, рассматриваются как относительно малые углы наклона винтовой линии, и каждая канавка с относительно большим углом наклона винтовой линии имеет радиус выталкивающего участка больше, чем радиус выталкивающего участка каждой канавки с относительно малым углом наклона винтовой линии.
6. Концевая фреза по п.1, в которой угол наклона винтовой линии и радиус изогнутого участка одной из канавок меньше, чем соответствующий угол наклона винтовой линии и радиус изогнутого участка другой из канавок.
7. Концевая фреза по п.6, в которой углы наклона винтовой линии, которые ближе к наибольшему углу наклона винтовой линии среди канавок, чем к наименьшему углу наклона винтовой линии среди канавок, рассматриваются как относительно большие углы наклона винтовой линии, а углы наклона винтовой линии, которые ближе к наименьшему углу наклона винтовой линии, чем к наибольшему углу наклона винтовой линии среди канавок, рассматриваются как относительно малые углы наклона винтовой линии, и каждая канавка с относительно большим углом наклона винтовой линии имеет радиус изогнутого участка больше, чем радиус изогнутого участка каждой канавки с относительно малым углом наклона винтовой линии.
8. Концевая фреза по п.1, в которой радиус изогнутого участка одной из канавок меньше, чем радиус ее выталкивающего участка, или радиус изогнутого участка каждой канавки меньше, чем радиус выталкивающего участка такой канавки.
9. Концевая фреза по п.1, в которой на режущей торцевой поверхности канавки содержат вогнуто сформированный утолщенный участок, соединяющий выталкивающий участок и заднюю кромку, или каждая канавка, не содержащая утолщенный участок на режущей торцевой поверхности, содержит утолщенный участок, который начинается в положении, разнесенном от режущей торцевой поверхности.
10. Концевая фреза по п.9, в которой одни из указанных утолщенных участков уменьшаются в размере, а другие увеличиваются в размере при продолжении каждого утолщенного участка в направлении от режущей торцевой поверхности.
11. Концевая фреза по п.1, в которой на режущей части диаметр DС сердцевины выбран из условия 0,47DE<DС<0,60DE, или диаметр DС сердцевины составляет 0,53DE±0,01DE.
12. Концевая фреза по п.1, в которой действительный внутренний угол заострения имеет величину, которая отличается от воображаемого внутреннего угла заострения на 4-15°, или которая отличается от воображаемого внутреннего угла заострения на 8-13°.
13. Концевая фреза по п.1, в которой передние углы зубьев составляют 2°±1° или -2°±1°.
14. Концевая фреза по п.1, в которой зубья расположены так, что каждый второй зуб имеет одинаковый радиальный передний угол, величина которого отличается от радиального переднего угла чередующихся зубьев.
15. Концевая фреза по п.1, в которой каждый зуб имеет размер LС по длине передней режущей подповерхности, измеренный от передней прерывистой поверхности до режущей кромки того же зуба и выбранный из условия 0,01RT<LC<0,05RT, где RT - размер радиуса соответствующего зуба, или размер LС по длине передней режущей подповерхности, составляющий 0,026 RT±0,005RT.
16. Концевая фреза по п.1, в которой все зубья на режущей торцевой поверхности имеют одинаковую ширину.
17. Концевая фреза по п.1, в которой каждая соответствующая передняя режущая подповерхность и передняя углубленная подповерхность расположены друг относительно друга так, что при срезании с заготовки стружки она контактирует с передней режущей подповерхностью.
18. Концевая фреза по п.1, в которой центральные углы канавок имеют одинаковую величину в плоскости РЕ равных центральных углов.
19. Концевая фреза по п.1, в которой каждая канавка имеет угол Н наклона винтовой линии, который выбран из условия 30°<H<50°, или угол наклона винтовой линии канавок составляет 35°±1° или 37°±1°.
20. Концевая фреза по п.1, в которой каждый зуб на режущей торцевой поверхности имеет ширину WT зуба, выбранную из условия 0,13DE<WT<0,22DE.
| US 2002031409 A1, 14.03.2002 | |||
| Фреза | 1982 |
|
SU1106602A1 |
| Фреза | 1986 |
|
SU1333478A1 |
| КОНЦЕВАЯ ФРЕЗА | 2003 |
|
RU2243066C1 |
| DE 10325600 A1, 05.01.2005 | |||
| US 2007196186 A1, 23.08.2007. | |||

