Область техники
Настоящее изобретение относится к заполнителям полости на закруглении, которые могут быть использованы для заполнения полостей в конструкциях из композиционного материала, в частности в конструкциях из композиционного материала, содержащих заполнители полости на закруглении, и/или к системам и способам выполнения заполнителей полости на закруглении.
Уровень техники
Конструкции из композиционного материала часто содержат слоистую конструкцию, в которой листы из композиционного материала, например из материала препрега, могут быть согнуты, обернуты и/или другим образом проходить между первой плоскостью, или поверхностью, и второй плоскостью, или поверхностью. Конечная толщина и механическая жесткость листов композиционного материала приводят к конечной степени изгиба, или радиусу кривизны, в переходной области между первой поверхностью и второй поверхностью, и в определенных конфигурациях этот конечный радиус кривизны приводит к образованию области пустого пространства, или полости, между смежными листами из композиционного материала.
Обычно эта область пустого пространства заполнена, или занята иным образом, заполняющим материалом, например заполнителем полости на закруглении. Заполнитель полости на закруглении может быть выполнен с возможностью оказания механической поддержки расположенным вблизи от него листам из композиционного материала и/или уменьшения возможности искажения листов из композиционного материала при отверждении конструкции из композиционного материала. Хотя присутствие заполнителя полости на закруглении может обеспечить ряд преимуществ конструкции из композиционного материала, различия между геометрией, формой поперечного сечения или формой поперечного разреза заполнителя полости на закруглении и геометрией, формой поперечного сечения или формой поперечного разреза области пустого пространства могут деформировать конструкцию из композиционного материала во время выполнения и/или отверждения конструкции из композиционного материала. Таким образом, может быть необходимым близко согласовать форму заполнителя полости на закруглении с формой, или необходимой формой, области пустого пространства. Кроме того, также может быть необходимым согласовать механические свойства заполнителя полости на закруглении с механическими свойствами листов из композиционного материала и/или полученной в результате конструкции из композиционного материала, увеличивая, тем самым, общий срок службы конструкции из композиционного материала.
Традиционные системы и способы, используемые для выполнения заполнителя полости на закруглении, весьма трудоемки, представляют собой последовательность операций, выполняемую в пакетном режиме, и требуют использования зажимов, столь же длинных, как и сам подлежащий выполнению заполнитель полости на закруглении, и, таким образом, использования большой производственной площади, не обеспечивают возможность выполнения заполнителя полости на закруглении, геометрия которого хорошо согласована с геометрией области пустого пространства, не обеспечивают возможность управления механической жесткостью заполнителя полости на закруглении, и/или по существу расточительны и производят существенное количество отходов. Ввиду увеличения размеров и усложнения конструкций из композиционного материала эти недостатки все более и более заметны, увеличивая затраты, связанные с выполнением конструкцией из композиционного материала. В качестве иллюстративного неисключительного примера можно отметить, что самолет следующего поколения может использовать конструкции из композиционного материала, составляющие примерно 10 метров в диаметре, 33 метра длиной и содержащие 1000 или больше участков заполнителя полости на закруглении, который также может быть назван здесь «лапшой». Таким образом, существует потребность в улучшенных заполнителях полостей для конструкций из композиционного материала, а также в улучшенных системах и способах выполнения заполнителей полости на закруглении.
Раскрытие изобретения
Согласно одной из особенностей настоящего изобретения предложен способ выполнения предварительной заготовки для заполнителя полости на закруглении. Способ включает получение участков ленты из композиционного материала посредством конструкции для выполнения предварительной заготовки, причем получение включает протаскивание участков ленты из композиционного материала через несколько первых отверстий на первой стороне конструкции для выполнения предварительной заготовки, объединение участков ленты из композиционного материала внутри конструкции для выполнения предварительной заготовки с целью образования предварительной заготовки и извлечение предварительной заготовки из конструкции для выполнения предварительной заготовки, причем извлечение включает выход предварительной заготовки из второго отверстия на второй стороне конструкции для выполнения предварительной заготовки, причем получение, объединение и извлечение выполняются одновременно.
Способ может дополнительно включать выборочное изменение по меньшей мере одного параметра из ширины, взаимной ориентации и материала исполнения по меньшей мере одного участка из множества участков ленты из композиционного материала, основанное, по меньшей мере частично, на по меньшей мере одном параметре, выбранном из необходимой площади поперечного сечения заполнителя полости на закруглении, выполненного из предварительной заготовки, необходимой формы поперечного сечения заполнителя полости на закруглении, выполненного из предварительной заготовки, и необходимой механической жесткости заполнителя полости на закруглении, выполненного из предварительной заготовки. Множество участков ленты из композиционного материала может представлять собой определенное количество участков ленты из композиционного материала, и, кроме того, способ включает выборочное изменение количества участков ленты из композиционного материала, причем выборочное изменение может представлять собой по меньшей мере одно из (i) выборочного увеличения числа участков ленты из композиционного материала для реализации по меньшей мере одного действия, выбранного из увеличения площади поперечного сечения заполнителя полости на закруглении, выполненного из предварительной заготовки, и изменения механической жесткости заполнителя полости на закруглении, выполненного из предварительной заготовки, и (ii) выборочного уменьшения количества участков ленты из композиционного материала для реализации по меньшей мере одного действия, выбранного из уменьшения площади поперечного сечения заполнителя полости на закруглении и изменения механической жесткости заполнителя полости на закруглении. Выборочное изменение может быть выполнено одновременно с выходом, получением, объединением и извлечением. Объединение может включать размещение по меньшей мере первого участка ленты из композиционного материала из множества участков ленты из композиционного материала таким образом, чтобы он был ориентирован в плоскости, которая не параллельна второму участку ленты из композиционного материала из множества участков ленты из композиционного материала. Объединение может включать сведение вместе участков ленты из композиционного материала внутри матрицы предварительной заготовки для формирования предварительной заготовки. Способ может включать выход предварительной заготовки вдоль пути подачи предварительной заготовки, проходящего через матрицу заполнителя полости на закруглении, и формирование заполнителя полости на закруглении из предварительной заготовки внутри матрицы заполнителя полости на закруглении. Формирование может включать получение предварительной заготовки с первой стороны матрицы заполнителя полости на закруглении и извлечение заполнителя полости на закруглении из второй стороны матрицы заполнителя полости на закруглении, причем извлечение выполняется одновременно с получением. Матрица заполнителя полости на закруглении может представлять собой первую матрицу заполнителя полости на закруглении, причем формирование может включать формирование заполнителя полости на закруглении внутри первой матрицы заполнителя полости на закруглении для образования первой области участка заполнителя полости на закруглении с первой формой поперечного сечения, и, кроме того, способ может включать перемещение первой матрицы заполнителя полости на закруглении из пути подачи предварительной заготовки, перемещение второй матрицы заполнителя полости на закруглении в путь подачи предварительной заготовки и формирование заполнителя полости на закруглении посредством второй матрицы заполнителя полости на закруглении для образования второй области участка заполнителя полости на закруглении со второй формой поперечного сечения, причем первая форма поперечного сечения может быть отлична от второй формы поперечного сечения. Перемещение может включать переход между образованием первой области и образованием второй области без прекращения выхода. Способ может дополнительно включать нагревание предварительной заготовки, причем нагревание представляет собой по меньшей мере одно из нагревания предварительной заготовки до формирования, нагревания предварительной заготовки во время формирования, подачи теплоты излучения к предварительной заготовке и нагревания матрицы заполнителя полости на закруглении.
Согласно другой особенности настоящего изобретения предложено устройство, выполненное с возможностью формирования предварительной заготовки для заполнителя полости на закруглении. Устройство содержит источник ленты из композиционного материала, выполненный с возможностью подачи участков ленты из композиционного материала, конструкцию для выполнения предварительной заготовки, выполненную с возможностью получения участков ленты из композиционного материала и сведения вместе участков ленты из композиционного материала с образованием предварительной заготовки, и приводное приспособление, выполненное с возможностью передачи участков ленты из композиционного материала между источником ленты из композиционного материала и конструкцией для выполнения предварительной заготовки.
Устройство может дополнительно содержать конструкцию для выбора ленты из композиционного материала, выполненную с возможностью выборочной подачи участков ленты из композиционного материала в конструкцию для выполнения предварительной заготовки. Множество участков ленты из композиционного материала может представлять собой определенное количество участков ленты из композиционного материала, причем дополнительно конструкция для выбора ленты из композиционного материала может содержать управляющее устройство, запрограммированное для выполнения по меньшей мере одного из выборочного увеличения количества участков ленты из композиционного материала, выборочного уменьшения количества участков ленты из композиционного материала и выборочного изменения состава по меньшей мере одного участка из множества участков ленты из композиционного материала, чувствительной к критерию выбора. Критерий выбора может представлять собой по меньшей мере один критерий, выбранный из необходимой площади поперечного сечения для заполнителя полости на закруглении, выполненного из предварительной заготовки, необходимой формы поперечного сечения для заполнителя полости на закруглении, выполненного из предварительной заготовки, необходимой механической жесткости заполнителя полости на закруглении, выполненного из предварительной заготовки, и формы матрицы заполнителя полости на закруглении, используемой для образования заполнителя полости на закруглении. Конструкция для выполнения предварительной заготовки может содержать матрицу предварительной заготовки, причем матрица предварительной заготовки может содержать корпус матрицы, а корпус матрицы может содержать первую сторону и вторую сторону, первые отверстия на первой стороне корпуса матрицы, которые могут быть выполнены с возможностью получения участков ленты из композиционного материала, и второе отверстие на второй стороне корпуса матрицы, причем первые отверстия могут быть сведены вместе во второе отверстие внутри корпуса матрицы, причем дополнительно предварительная заготовка может быть выполнена с возможностью извлечения из второго отверстия. Каждое отверстие из множества первых отверстий может определять главную ось отверстия, параллельную ширине соответствующего первого отверстия из множества первых отверстий, и дополнительно выбранная главная ось отверстия для выбранного первого отверстия из множества первых отверстий может быть ориентирована под косым углом относительно главной оси другого первого отверстия из множества первых отверстий.
Согласно еще одной особенности настоящего изобретения предложено устройство, выполненное с возможностью формирования заполнителя полости на закруглении. Устройство содержит устройство для подачи предварительной заготовки, выполненное с возможностью подачи предварительной заготовки вдоль пути подачи предварительной заготовки, причем устройство для подачи предварительной заготовки содержит устройство по п.10 и матрицу заполнителя полости на закруглении, размещенную внутри пути подачи предварительной заготовки, причем матрица заполнителя полости на закруглении выполнена с возможностью получения предварительной заготовки и образования из нее заполнителя полости на закруглении.
Согласно еще одной особенности настоящего изобретения предложено устройство, выполненное с возможностью формирования заполнителя полости на закруглении. Устройство содержит устройство для подачи предварительной заготовки, выполненное с возможностью подачи предварительной заготовки вдоль пути подачи предварительной заготовки, первую матрицу заполнителя полости на закруглении, выполненную с возможностью выборочного размещения внутри пути подачи предварительной заготовки для получения предварительной заготовки и образования из нее первой области заполнителя полости на закруглении с первой формой поперечного сечения, вторую матрицу заполнителя полости на закруглении, выполненную с возможностью выборочного размещения внутри пути подачи предварительной заготовки для получения предварительной заготовки и образования из нее второй области заполнителя полости на закруглении со второй формой поперечного сечения, и конструкцию для выбора матрицы, выполненную с возможностью выборочного размещения первой матрицы заполнителя полости на закруглении внутри пути подачи предварительной заготовки для образования первой области и выборочного размещения второй матрицы заполнителя полости на закруглении внутри пути подачи предварительной заготовки для образования второй области. Устройство может дополнительно содержать устройство предварительного нагрева, выполненное с возможностью предварительного нагрева предварительной заготовки до получения предварительной заготовки или первой матрицей заполнителя полости на закруглении или второй матрицей заполнителя полости на закруглении. Устройство может дополнительно содержать нагреватель матрицы, выполненный с возможностью нагрева по меньшей мере одной матрицы заполнителя полости на закруглении, выбранной из первой матрицы заполнителя полости на закруглении и второй матрицы заполнителя полости на закруглении.
Устройство подачи предварительной заготовки может содержать источник ленты из композитного материала, выполненный с возможностью подачи участков ленты из композиционного материала, конструкцию для выполнения предварительной заготовки, выполненную с возможностью получения участков ленты из композиционного материала и сведения вместе участков ленты из композиционного материала с образованием предварительной заготовки, и приводное приспособление, выполненное с возможностью передачи участков ленты из композиционного материала между источником ленты из композиционного материала и конструкцией для выполнения предварительной заготовки.
Краткое описание чертежей
На фиг.1 схематически показан иллюстративный неисключительный пример самолета, способного содержать одну или более конструкцию из композиционного материала, которая может использовать заполнители полости на закруглении согласно настоящему изобретению.
На фиг.2 схематически показан иллюстративный неисключительный пример конструкции из композиционного материала согласно настоящему изобретению.
На фиг.3 схематически показан иллюстративный неисключительный пример технологического узла для выполнения заполнителя полости на закруглении согласно настоящему изобретению.
На фиг.4 схематически показан иллюстративный неисключительный пример устройства для выполнения предварительной заготовки согласно настоящему изобретению.
На фиг.5 показан менее схематический, но все же иллюстративный, неисключительный пример первой стороны конструкции для выполнения предварительной заготовки согласно настоящему изобретению.
На фиг.6 показан менее схематический, но все же иллюстративный, неисключительный пример второй стороны конструкции для выполнения предварительной заготовки согласно настоящему изобретению.
На фиг.7 схематически показан иллюстративный неисключительный пример устройства для выполнения заполнителя полости на закруглении согласно настоящему изобретению.
На фиг.8 показан менее схематический, но все же иллюстративный, неисключительный пример предварительной заготовки согласно настоящему изобретению, содержащей первую область и вторую область.
На фиг.9 показан вид поперечного сечения первой области предварительной заготовки по фиг.8, проведенного по линии 9-9.
На фиг.10 показан вид поперечного сечения второй области предварительной заготовки по фиг.8, проведенного по линии 10-10.
На фиг.11 схематически показан иллюстративный неисключительный пример вида в поперечном сечении первой части заполнителя полости на закруглении, выполненного из первой области предварительной заготовки по фиг.8.
На фиг.12 схематически показан иллюстративный неисключительный пример вида в поперечном сечении второй части заполнителя полости на закруглении, выполненного из второй области предварительной заготовки по фиг.8.
На фиг.13 показана блок-схема, отображающая способы выполнения предварительной заготовки согласно настоящему изобретению.
На фиг.14 показана блок-схема, отображающая способы выполнения заполнителя полости на закруглении согласно настоящему изобретению.
Описание вариантов реализации изобретения
На фиг.1-12 показаны иллюстративные неисключительные примеры заполнителей полости на закруглении согласно настоящему изобретению; узлы, устройства и/или предварительные заготовки, которые могут быть использованы для выполнения заполнителей полости на закруглении согласно настоящему изобретению; и/или конструкции из композиционного материала, которые могут содержать заполнители полости на закруглении согласно настоящему изобретению. На фиг.1-12 использованы одинаковые позиционные обозначения для одинаковых компонент, причем такие обозначения не будут здесь подробно описаны в отношении каждого чертежа. Аналогичным образом, каждый компонент не может быть явно отмечен на каждом чертеже; и любой компонент и/или особенность, обсуждаемые в связи с любым чертежом из фиг.1-12, могут быть использованы в связи с любым другим чертежом из фиг.1-12 без выхода за пределы объема настоящего изобретения. Кроме того, показанные на фиг.1-12 варианты реализации настоящего изобретения представляют собой иллюстративные неисключительные примеры заполнителей полости на закруглении, узлов, устройств, предварительных заготовок и/или конструкций из композиционного материала согласно настоящему изобретению, причем заполнители полости на закруглении, узлы, устройства, предварительные заготовки и/или конструкции из композиционного материала согласно настоящему изобретению не ограничены поясняемыми вариантами реализации изобретения.
На фиг.1 схематически показан иллюстративный неисключительный пример самолета 20, способного содержать одну или более конструкцию 30 из композиционного материала, которые могут использовать заполнители 390 полости на закруглении согласно настоящему изобретению. Самолет 20 может представлять собой любой подходящий самолет, содержащий или использующий одну или более конструкцию 30 из композиционного материала и/или иным образом выполненный из таких конструкций, причем конструкции 30 из композиционного материала способны образовать любую подходящую часть самолета 20. В качестве иллюстративных неисключительных примеров конструкции 30 из композиционного материала способны образовать подходящую часть кабины 21, фюзеляжа 22, крыльев 23, хвоста 24, вертикальных стабилизаторов 25, горизонтальных стабилизаторов 26, рулевых поверхностей 27 и/или внутренних отсеков 28 самолета 20.
Аналогичным образом, конструкции 30 из композиционного материала могут иметь любую подходящую форму, иллюстративный неисключительный пример которой показан на фиг.2. Конструкция из композиционного материала по фиг.2 содержит обшивку 32 и несколько перегородок 34, каждая из которых может быть выполнена из одного листа или нескольких листов из композиционного материала 31. Конструкции 30 из композиционного материала могут содержать одну обшивку 32 с несколькими шляпкообразными элементами 36 жесткости, образуемыми из перегородок 34. Однако, как показано штриховыми линиями на фиг.2, конструкции 30 из композиционного материала также могут содержать две обшивки 32 с проходящими между ними перегородками 34.
Независимо от конкретного исполнения конструкций 30 из композиционного материала выполнение обшивок 32 и/или перегородок 34 из листов из композиционного материала 31 может приводить к образованию пустот 38 внутри переходной области 40 между обшивками 32 и перегородками 34 и/или в любой подходящей переходной области 40 между первой плоскостью, или поверхностью, 42 и второй плоскостью, или поверхностью, 44. Как описано, пустота 38 может быть заполнена, или занята иным образом, заполнителем 390 полости на закруглении, причем форма и/или одно механическое свойство или несколько механических свойств заполнителя 390 полости на закруглении способны воздействовать на форму и/или на одно механическое свойство или несколько механических свойств конструкций 30 из композиционного материала.
На фиг.3 схематически показан иллюстративный неисключительный пример технологического узла 100 для выполнения заполнителя полости на закруглении согласно настоящему изобретению. Технологический узел 100 для выполнения заполнителя полости на закруглении содержит источник 150 ленты из композиционного материала, способный подавать участки ленты 160 из композиционного материала в устройство 200 для выполнения предварительной формы, содержащее конструкцию 230 для выполнения предварительной формы, получающую участки ленты 160 из композиционного материала и выполняющую из них предварительную заготовку 290. Предварительная заготовка 290 может быть получена устройством 300 для выполнения заполнителя полости на закруглении, способным выполнить из предварительной заготовки заполнитель 390 полости на закруглении.
При работе, как описано здесь более подробно, технологический узел 100 для выполнения заполнителя полости на закруглении может быть выполнен с возможностью одновременного выхода участков ленты 160 из композиционного материала из источника 150 ленты из композиционного материала, получения участков ленты 160 из композиционного материала устройством 200 для выполнения предварительной заготовки, выполнения предварительной заготовки 290 в устройстве 200 для выполнения предварительной заготовки, выхода предварительной заготовки 290 из устройства 200 для выполнения предварительной заготовки, получения предварительной заготовки 290 устройством 300 для выполнения заполнителя полости на закруглении, выполнения заполнителя 390 полости на закруглении внутри устройства 300 для выполнения заполнителя полости на закруглении и/или выхода заполнителя 390 полости на закруглении из устройства 300 для выполнения заполнителя полости на закруглении для использования в последующей операции, например, при выполнении подходящей конструкции 30 из композиционного материала. Таким образом и как показано на фиг.3, технологический узел 100 для выполнения заполнителя полости на закруглении может быть выполнен с возможностью образования непрерывного отрезка 170 композиционного материала, содержащего необработанную область 172 из участков ленты 160 из композиционного материала, промежуточную область 174 из предварительной заготовки 290 и сформированную область 176, содержащую заполнитель 390 полости на закруглении.
Источник 150 ленты из композиционного материала и устройство 200 для выполнения предварительной заготовки пояснены более подробно на фиг.4. Конструкция 230 для выполнения предварительной формы пояснена более подробно на фиг.4-6, причем на фиг.4 схематически показано устройство для выполнения предварительной заготовки, а на фиг.5-6 показаны менее схематические, но все же иллюстративные, неисключительные примеры первой стороны 242 конструкции для выполнения предварительной заготовки и второй стороны 250 конструкции для выполнения предварительной заготовки соответственно. Устройство 300 для выполнения заполнителя полости на закруглении описано более подробно на фиг.7.
Источник 150 ленты из композиционного материала может содержать любую подходящую конструкцию, выполненную с возможностью подачи участков ленты 160 из композиционного материала в устройство 200 для выполнения предварительной заготовки. Как показано на фиг.3 и 4, источник 150 ленты из композиционного материала может содержать один источник ленты из композиционного материала и/или представлять собой такой источник, образующий участки ленты 160 из композиционного материала. Однако, без выхода за пределы объема настоящего изобретения, источник 150 ленты из композиционного материала может содержать и/или представлять собой несколько источников ленты из композиционного материала, например несколько подающих устройств 155 подачи ленты из композиционного материала и/или несколько рулонов 158 ленты 160 из композиционного материала.
Источник 150 ленты из композиционного материала и/или устройство 200 для выполнения предварительной заготовки может содержать и/или быть использовано с конструкцией 220 для выбора ленты из композиционного материала, как показано на фиг.3-4. Конструкция 220 для выбора ленты из композиционного материала может содержать любую подходящую конструкцию, выполненную с возможностью выборочной подачи участков ленты 160 из композиционного материала в конструкцию 230 для выполнения предварительной формы, причем выбор основан, по меньшей мере частично, на любом подходящем критерии отбора, который также может быть упомянут здесь как управляющий составом участков ленты 160 из композиционного материала, подаваемых в конструкцию 230 для выполнения предварительной формы.
В качестве иллюстративных неисключительных примеров конструкция 220 для выбора ленты из композиционного материала может быть выполнена с возможностью выборочного увеличения количества участков ленты 160 из композиционного материала, содержащих участки ленты 160 из композиционного материала, выборочного уменьшения количества участков ленты 160 из композиционного материала и/или выборочного изменения состава по меньшей мере одного участка из множества участков ленты 160 из композиционного материала. Иллюстративные неисключительные примеры критерия отбора согласно настоящему изобретению включают необходимую площадь поперечного сечения для заполнителя 390 полости на закруглении, необходимую форму поперечного сечения заполнителя 390 полости на закруглении, необходимую механическую жесткость заполнителя 390 полости на закруглении и/или необходимую форму матрицы 306 заполнителя полости на закруглении, выполненной с возможностью преобразования предварительной заготовки 290 в заполнитель 390 полости на закруглении внутри устройства 300 для выполнения заполнителя полости на закруглении.
При использовании здесь термин «необходимый» может указывать на разновидность, состояние, форму и/или свойство, которые совпадают с ранее определенными разновидностью, состоянием, формой и/или свойством или близки к ним. Имея это в виду, необходимые разновидность, состояние, форму и/или свойство можно также назвать здесь выбранными разновидностью, состоянием, формой и/или свойством; намеченными разновидностью, состоянием, формой и/или свойством; заранее определенными и/или предопределенными разновидностью, состоянием, формой и/или свойством. В качестве иллюстративного неисключительного примера отметим, что необходимая форма поперечного сечения заполнителя 390 полости на закруглении может включать заранее определенную форму поперечного сечения, соответствующую форме поперечного сечения пустот 38 по фиг.2.
Конструкция 220 для выбора ленты из композиционного материала может использовать любое подходящее приспособление для выборочного управления составом участков ленты 160 из композиционного материала. В качестве иллюстративного неисключительного примера конструкция 220 для выбора ленты из композиционного материала может содержать один механический привод или несколько механических приводов, которые могут быть управляемы вручную, с помощью электроники, пневматически и/или гидравлически. В качестве другого иллюстративного неисключительного примера конструкция 220 для выбора ленты из композиционного материала может содержать управляющее устройство 224 (и/или быть связанным с ним), запрограммированное для управления работой конструкции. В качестве иллюстративного неисключительного примера управляющее устройство 224 может быть запрограммировано на увеличение количества участков ленты 160 из композиционного материала в качестве отклика на увеличение или необходимое увеличение площади поперечного сечения заполнителя 390 полости на закруглении. В качестве другого иллюстративного неисключительного примера управляющее устройство 224 может быть запрограммировано на уменьшение количества участков ленты 160 из композиционного материала в качестве отклика на уменьшение или необходимое уменьшение площади поперечного сечения заполнителя 390 полости на закруглении. В качестве другого иллюстративного неисключительного примера управляющее устройство 224 может быть запрограммировано на замену первого участка ленты 160 из композиционного материала на второй участок ленты 160 из композиционного материала в качестве отклика на изменение необходимой механической жесткости заполнителя 390 полости на закруглении.
Без выхода за пределы объема настоящего изобретения источник 150 ленты из композиционного материала может быть отдельным устройством и/или быть отличным от устройства 200 для выполнения предварительной заготовки. Однако, также в рамках настоящего изобретения, устройство 200 для выполнения предварительной заготовки может содержать источник 150 ленты из композиционного материала.
Конструкция 230 для выполнения предварительной формы может содержать любую подходящую конструкцию, выполненную с возможностью получения участков ленты 160 из композиционного материала и выполнения из них предварительной заготовки 290. В качестве иллюстративного неисключительного примера конструкция 230 для выполнения предварительной формы может содержать матрицу 234 предварительной заготовки и/или представлять собой такую матрицу. Как показано на фиг.4-6, матрица 234 предварительной заготовки может содержать корпус 238 матрицы, содержащий несколько первых отверстий 246 на первой стороне 242 матрицы и второе отверстие 254 на второй стороне 250 матрицы. Первые отверстия 246 могут быть сведены вместе во второе отверстие 254 внутри корпуса 238 матрицы через несколько каналов 256 внутри корпуса матрицы 238, как показано на фиг.4.
Матрица 234 предварительной заготовки может быть выполнена с возможностью получения участков ленты 160 из композиционного материала в первых отверстиях 246 и сведения вместе участков ленты 160 из композиционного материала внутри нее с получением, тем самым, предварительной заготовки 290 во втором отверстии 254. Предварительная заготовка 290 может быть выполнена с возможностью извлечения из второго отверстия 254 и, как описано здесь более подробно, может впоследствии быть использована при выполнении заполнителя 390 полости на закруглении.
Без выхода за пределы объема настоящего изобретения матрица 234 предварительной заготовки может содержать и/или определять любую подходящую конфигурацию и/или геометрию. В качестве иллюстративного неисключительного примера и как показано на фиг.4, первая сторона 242 может быть обращена против, или обычно обращена против, второй стороны 250. В качестве другого иллюстративного неисключительного примера, что также показано на фиг.4, несколько первых отверстий может быть выполнено с возможностью сведения вместе во второе отверстие под углом 260 схождения, который также может быть назван здесь максимальным углом схождения. Иллюстративные неисключительные примеры углов 260 схождения согласно настоящему изобретению содержат углы 260 схождения, не превышающие 70 градусов, не превышающие 65 градусов, не превышающие 60 градусов, не превышающие 55 градусов, не превышающие 50 градусов, не превышающие 45 градусов, не превышающие 40 градусов, не превышающие 35 градусов, не превышающие 30 градусов, не превышающие 25 градусов, не превышающие 20 градусов или не превышающие 15 градусов.
Несколько первых отверстий 246 могут определять любую подходящую форму, иллюстративные неисключительные примеры которой содержат прямоугольное, прямолинейное и/или линейное отверстие (как показано на фиг.5). Аналогичным образом второе отверстие 254 также может определять любую подходящую форму, иллюстративные неисключительные примеры которой содержат треугольную форму, форму клина и/или форму, определяющую основание и несколько сходящихся угловых сторон (как показано на фиг.6).
Без выхода за пределы объема настоящего изобретения множество первых отверстий 246 может представлять собой любое подходящее количество первых отверстий, которые могут быть выполнены с возможностью получения любого подходящего количества участков ленты 160 из композиционного материала. Иллюстративные неисключительные примеры количества первых отверстий 246 внутри корпуса 238 матрицы и/или количества участков ленты 160 из композиционного материала, содержащихся внутри предварительной заготовки 290, содержат по меньшей мере 2, по меньшей мере 4, по меньшей мере 6, по меньшей мере 8, по меньшей мере 10, по меньшей мере 12, по меньшей мере 14, по меньшей мере 16, по меньшей мере 18, по меньшей мере 20, по меньшей мере 25, или по меньшей мере 30 первых отверстий 246 и/или участков ленты 160 из композиционного материала.
Также без выхода за пределы объема настоящего изобретения каждое отверстие из множества первых отверстий 246 может быть ориентировано под любым подходящим углом относительно остальных отверстий из множества первых отверстий 246. В качестве иллюстративного неисключительного примера и как показано на фиг.5, первые отверстия 246 могут определять главную ось 247 отверстия, которая параллельна ширине каждого из первых отверстий 246. Как также показано на фиг.5, первая главная ось 248 отверстия, связанная с одним отверстием из множества первых отверстий 246, может быть ориентирована под косым углом 245 отверстия относительно второй главной оси 249, связанной с другим отверстием из множества первых отверстий 246. Иллюстративные неисключительные примеры косых углов 245 отверстия согласно настоящему изобретению составляют косые углы отверстия, по меньшей мере равные 5 градусам, по меньшей мере равные 10 градусам, по меньшей мере равные 15 градусам, по меньшей мере равные 20 градусам, по меньшей мере равные 25 градусам, по меньшей мере равные 30 градусам, по меньшей мере равные 35 градусам, по меньшей мере равные 40 градусам или по меньшей мере равные 45 градусам, а также косые углы отверстия, меньшие 90 градусов, меньшие 85 градусов, меньшие 80 градусов, меньшие 75 градусов, меньшие 70 градусов, меньшие 65 градусов, меньшие 60 градусов, меньшие 55 градусов, меньшие 50 градусов или меньшие 40 градусов. Дополнительно или в качестве альтернативы, как тоже показано на фиг.5, по меньшей мере одно из нескольких первых отверстий 246 может содержать большую ось 247, которая по меньшей мере по существу параллельна большой оси другого отверстия из множества первых отверстий 246.
Матрица 234 предварительной заготовки может быть выполнена и/или построена из любого подходящего материала посредством любого подходящего способа выполнения. В качестве иллюстративных неисключительных примеров матрица 234 предварительной заготовки может быть выполнена из одного или нескольких полимерных материалов, синтетических смол, полимерных смол, эпоксидных смол и/или металлических материалов. В качестве дополнительных иллюстративных неисключительных примеров матрица 234 предварительной заготовки, и/или первые отверстия 246, и/или вторые отверстия 254 в ней могут быть выполнены посредством машинной обработки, фотолитографии и/или трехмерной печати.
Устройство 300 для выполнения заполнителя полости на закруглении может содержать любую подходящую конструкцию, такую как область 318 формирования, выполненную с возможностью получения предварительной заготовки 290 и формирования из нее заполнителя 390 полости на закруглении. Иллюстративные неисключительные примеры устройства 300 для выполнения заполнителя полости на закруглении показаны на фиг.3 и подробнее показаны на фиг.7. Как показано на фиг.7, предварительная заготовка 290 может быть подана в устройство 300 для выполнения заполнителя полости на закруглении вдоль пути 294 подачи предварительной заготовки из любого подходящего устройства 205 подачи предварительной заготовки, которое также может быть названо здесь источником предварительных заготовок (таким как устройство 200 для выполнения предварительной заготовки и/или другой источник предварительных заготовок 290). Устройство 300 для выполнения заполнителя полости на закруглении содержит по меньшей мере одну матрицу 306 заполнителя полости на закруглении, размещенную внутри пути подачи 294 предварительной заготовки и выполненную с возможностью получения предварительной заготовки 290 и выполнения из нее заполнителя 390 полости на закруглении.
Устройство 300 для выполнения заполнителя полости на закруглении может содержать любое подходящее количество матриц 306 заполнителя полости на закруглении, причем каждая матрица 306 заполнителя полости на закруглении выполнена с возможностью выборочного размещения внутри пути 294 подачи предварительной заготовки. В качестве иллюстративного неисключительного примера и как показано на фиг.7, устройство 300 для выполнения заполнителя полости на закруглении может содержать первую матрицу 308 заполнителя полости на закруглении и вторую матрицу 312 заполнителя полости на закруглении вместе с конструкцией 320 для выбора матрицы. Конструкция 320 для выбора матрицы может быть выполнена с возможностью выборочного размещения первой матрицы 308 заполнителя полости на закруглении внутри пути 294 подачи предварительной заготовки для образования первой области заполнителя 390 полости на закруглении, содержащей первую форму поперечного сечения, и выборочного размещения второй матрицы 312 заполнителя полости на закруглении внутри пути 294 подачи предварительной заготовки для образования второй области заполнителя 390 полости на закруглении, содержащей вторую форму поперечного сечения.
Как более подробно описано здесь, технологический узел 100 для выполнения заполнителя полости на закруглении и/или его конструкция 220 для выбора ленты из композиционного материала могут быть выполнены с возможностью выборочного изменения количества и/или состава участков ленты 160 из композиционного материала, которые включены в предварительную заготовку 290 и/или заполнитель 390 полости на закруглении, который может быть выполнен из этих участков. Без выхода за пределы объема настоящего изобретения конструкция 320 для выбора матрицы может быть выполнена с возможностью управления управляющим устройством 324 и/или может быть управляема управляющим устройством 324, запрограммированным для выборочного расположения первой матрицы 308 заполнителя полости на закруглении и/или второй матрицы 312 заполнителя полости на закруглении внутри пути 294 подачи предварительной заготовки на основании любого подходящего критерия выбора матрицы, иллюстративные неисключительные примеры которого содержат количество и/или состав участков ленты 160 из композиционного материала, содержащихся внутри конкретной части предварительной заготовки 290, и/или любого подходящего критерия выбора, иллюстративные неисключительные примеры которого описаны здесь более подробно в отношении конструкции 220 для выбора ленты из композиционного материала.
Как показано штриховыми линиями на фиг.7, устройство 300 для выполнения заполнителя полости на закруглении может дополнительно содержать одно устройство или несколько устройств 304 предварительного нагрева (и/или быть в тепловом контакте с ними), которые выполнены с возможностью предварительного нагрева предварительной заготовки 290 до получения предварительной заготовки 290 областью 318 формирования и/или матрицей 306 заполнителя полости на закруглении в этой области. Дополнительно или в качестве альтернативы и как также показано штриховыми линиями на фиг.7, матрица 306 заполнителя полости на закруглении может содержать один или несколько нагревателей 316 матрицы (и/или быть в тепловом контакте с ними), которые выполнены с возможностью нагрева матрицы 306 заполнителя полости на закруглении, что способно, прямо или косвенно, нагреть предварительную заготовку 290. Иллюстративные неисключительные примеры устройств 304 предварительного нагрева и/или нагревателей 316 матрицы согласно настоящему изобретению содержат любой подходящий конвективный нагреватель, кондуктивный нагреватель, лучистый радиатор, лампу с инфракрасным излучением, электрический нагреватель и/или нагреватель на основе горения.
Лента 160 из композиционного материала и/или несколько ее участков могут содержать любую подходящую конструкцию, которая может быть использована внутри технологического узла 100 для выполнения заполнителя полости на закруглении и/или использована для выполнения предварительной заготовки 290 и/или заполнителя 390 полости на закруглении. В качестве иллюстративного неисключительного примера лента 160 из композиционного материала может содержать конструкцию из композиционного материала, содержащую матрицу из волокон усиления, которая покрыта оболочкой, инкапсулирована и/или иначе покрыта материалом смолы и также может быть названа здесь материалом препрега. Иллюстративные неисключительные примеры матриц с волокнами усиления согласно настоящему изобретению содержат множество используемых для усиления волокон, которые могут быть выполнены из любого подходящего материала, иллюстративные неисключительные примеры которого включают углерод, титан, алюминий, стекло и/или металлический материал. Иллюстративные неисключительные примеры материала смолы включают эпоксидный материал и/или полимерный материал.
Без выхода за пределы объема настоящего изобретения матрица волокон усиления и/или множество ее волокон усиления могут иметь любую подходящую ориентацию и/или относительную ориентацию. В качестве иллюстративного неисключительного примера продольная ось части, большинства и/или всех волокон из множества волокон усиления может быть по меньшей мере по существу параллельной и/или параллельной оси волокна. Аналогичным образом, заполнитель 390 полости на закруглении может определить продольную ось заполнителя полости на закруглении, и ось волокон может быть параллельной продольной оси заполнителя полости на закруглении и/или быть ориентирована под любым подходящим углом ориентации волокон относительно продольной оси заполнителя полости на закруглении. Иллюстративные неисключительные примеры углов ориентации волокон согласно настоящему изобретению включают углы ориентации волокон, составляющие по меньшей мере 5 градусов, по меньшей мере 10 градусов, по меньшей мере 15 градусов, по меньшей мере 20 градусов, по меньшей мере 25 градусов, по меньшей мере 30 градусов, по меньшей мере 35 градусов, по меньшей мере 40 градусов или по меньшей мере 45 градусов, а также углы ориентации волокон меньше 85 градусов, меньше 80 градусов, меньше 75 градусов, меньше 70 градусов, меньше 65 градусов, меньше 60 градусов, меньше 55 градусов, меньше 50 градусов или меньше 40 градусов.
В качестве другого иллюстративного неисключительного примера часть волокон усиления может быть ориентирована в виде двумерной конфигурации, иллюстративные неисключительные примеры которой содержат любую подходящую сетку, плетеную конструкцию, ткань и/или случайную двумерную матрицу волокон усиления. В качестве другого иллюстративного неисключительного примера часть волокон усиления может быть ориентирована в виде трехмерной конфигурации, иллюстративные неисключительные примеры которой включают сетку, плетеную конструкцию, ткань, случайную трехмерную матрицу волокон усиления и/или набор из двух или большего количества двумерных конфигураций волокон усиления, сложенных поверх друг друга.
Как показано штриховыми линиями на фиг.3, лента 160 из композиционного материала, предварительная заготовка 290 и/или заполнитель 390 полости на закруглении могут быть выполнены с возможностью механической связи с приводным приспособлением 120. Дополнительно или в качестве альтернативы технологический узел 100 для выполнения заполнителя полости на закруглении, источник 150 ленты из композиционного материала, устройство 200 для выполнения предварительной заготовки и/или устройство 300 для выполнения заполнителя полости на закруглении могут содержать приводное приспособление 120. Приводное приспособление 120 может быть выполнено с возможностью передачи участков ленты 160 из композиционного материала из источника 150 ленты из композиционного материала в устройство 200 для выполнения предварительной заготовки, передачи предварительной заготовки 290 из устройства 200 для выполнения предварительной заготовки в устройство 300 для выполнения заполнителя полости на закруглении, выхода участков ленты 160 из композиционного материала из источника 150 ленты из композиционного материала, выхода предварительной заготовки 290 из устройства 200 для выполнения предварительной заготовки и/или для выхода заполнителя 390 полости на закруглении из устройства 300 для выполнения заполнителя полости на закруглении.
Приводное приспособление 120 может содержать любую подходящую конструкцию. В качестве иллюстративных неисключительных примеров приводное приспособление 120 может содержать любой подходящий двигатель, ролик, узел отжимного ролика и/или транспортер, выполненные с возможностью толкать, тянуть и/или иным образом перемещать участки ленты 160 из композиционного материала, предварительную заготовку 290 и/или заполнитель 390 полости на закруглении внутри любой подходящей части технологического узла 100 для выполнения заполнителя полости на закруглении, и/или из него, и/или внутри любого его подходящего компонента.
На фиг.8-10 показаны иллюстративные неисключительные примеры предварительной заготовки 290, которая способна быть выполнена посредством использования систем и способов согласно настоящему изобретению, а на фиг.11-12 показаны иллюстративные неисключительные примеры заполнителя 390 полости на закруглении, который может быть выполнен из предварительной заготовки 290 по фиг.8-10. Как показано на фиг.8, предварительная заготовка 290 имеет форму поперечного сечения, которая по меньшей мере по существу аналогична форме второго отверстия 254 по фиг.6, хотя в рамках объема настоящего изобретения допустимо, чтобы второе отверстие 254 имело любую подходящую форму и/или было выполнено с возможностью образования предварительной заготовки 290 с любой подходящей формой поперечного сечения.
Предварительная заготовка 290 по фиг.8 содержит первую область 296 и вторую область 298, которые образованы из участков ленты 160 из композиционного материала, содержащей несколько матриц 270 волокон усиления и один или несколько смолистых материалов 274. На фиг.9 показано поперечное сечение предварительной заготовки 290, проведенное внутри первой области 296 и вдоль линии 9-9 по фиг.8, а на фиг.10 показано поперечное сечение предварительной заготовки 290, проведенное внутри второй области 298 и вдоль линии 10-10 по фиг.8. Как показано на фиг.9 и 10 и описано здесь более подробно, первая область 296 выполнена из большего количества участков ленты 160 из композиционного материала и содержит большее количество матриц 270 из волокон усиления, чем вторая область 298.
Кроме того, на фиг.9-10 также показано, что в результате ориентации первых отверстий 246 по фиг.5, по меньшей мере один участок из множества участков ленты 160 из композиционного материала (и/или большая ось 278 матрицы 270 из волокон усиления этого участка) может быть расположен под косым углом 276 относительно другого участка из множества участков ленты 160 из композиционного материала (и/или большой оси 280 матрицы 270 из волокон усиления этого участка). Иллюстративные неисключительные примеры косых углов 276 согласно настоящему изобретению описаны здесь более подробно со ссылкой косым углом 245 отверстия по фиг.5. Дополнительно или в качестве альтернативы, а также как описано в отношении первых отверстий 246, по меньшей мере часть множества участков ленты 160 из композиционного материала (и/или большая ось матрицы 270 из волокон усиления для этой части) может быть ориентирована таким образом, чтобы участки были по меньшей мере по существу параллельны друг другу.
Как описано со ссылками на фиг.4-6, участки ленты 160 из композиционного материала могут быть сведены вместе поверх друг друга внутри конструкции 230 для выполнения предварительной формы и/или матрицы 234 предварительной заготовки. Совершенно понятно, что такое сведение вместе участков может приводить к сжатию, деформации и/или иного изменения формы по меньшей мере части множества участков ленты 160 из композиционного материала, может образовать матрицу волокон усиления, не полностью плоскую при рассмотрении ее в поперечном сечении (как на фиг.9-10), и/или может перераспределять смолистый материал 274 среди участков ленты 160 из композиционного материала и/или внутри предварительной заготовки 290.
Таким образом, фиг.9-10 дают схематическое и/или упрощенное представление фактической конструкции множества участков ленты 160 из композиционного материала внутри предварительной заготовки 290. В любом случае и как описано здесь, раскрытые здесь системы и способы могут быть выполнены с возможностью выполнения предварительной заготовки 290 и/или заполнителя 390 полости на закруглении, содержащих участки ленты 160 из композиционного материала, причем по меньшей один участок из участков ленты 160 из композиционного материала (и/или большая ось матрицы 270 из волокон усиления в этом участке) не параллелен по меньшей мере одному другому участку из участков ленты 160 из композиционного материала (и/или его большой оси матрицы 270 из волокон усиления).
Эта способность ориентировать участки ленты 160 из композиционного материала под любым подходящим относительным углом и/или с ориентацией внутри предварительной заготовки 290 (и/или заполнителя 390 полости на закруглении, который выполнен из нее), вместе с описанной способностью управления количеством и/или составом участков ленты 160 из композиционного материала, размещенных внутри предварительной заготовки 290, может обеспечить большую степень управления и/или гибкость в отношении окончательной формы и/или механических свойств заполнителя 390 полости на закруглении, выполненного из предварительной заготовки. В качестве иллюстративных неисключительных примеров отметим, что это может обеспечить ненужность антиадгезивной оболочки, которая в противном случае могла быть нанесена на наружную поверхность заполнителя 390 полости на закруглении для компенсации несоответствия между формой заполнителя 390 полости на закруглении и формой полости, подлежащей заполнению заполнителем 390 полости на закруглении, может обеспечить образование более острых углов на заполнителе 390 полости на закруглении по сравнению с более обычными методиками выполнения заполнителя полости на закруглении, может обеспечить использование заполнителя 390 полости на закруглении с формой поперечного сечения, совпадающей с формой поперечного сечения полости или по меньшей мере по существу совпадающей с ней, и/или может обеспечить использование заполнителя полости на закруглении, обеспечивающего меньшую степень переполнения по сравнению с обычными заполнителям полостей (например, переполнение меньше 10%, меньше 8%, меньше 6%, меньше 4% или меньше 2%).
Возвращаясь к фиг.8-10, можно видеть, как описано, что предварительная заготовка 290 может содержать и/или определять любую подходящую форму поперечного сечения, иллюстративные неисключительные примеры которой содержат любую подходящую треугольную форму поперечного сечения, клинообразную форму поперечного сечения и/или форму поперечного сечения, определяющую основание и несколько сходящихся угловых сторон. Выполнение предварительной заготовки 290 в качестве промежуточного звена при выполнении заполнителя 390 полости на закруглении может уменьшить усилия, необходимые для выполнения предварительной заготовки 290 и/или заполнителя 390 полости на закруглении и/или может уменьшить осмоление и/или износ матрицы 306 заполнителя полости на закруглении, используемой для выполнения заполнителя 390 полости на закруглении, по сравнению с последовательностью операций по выполнению заполнителя полости на закруглении непосредственно из ленты из композиционного материала без выполнения промежуточной конструкции, например предварительной заготовки 290.
Каждый участок из участков ленты 160 из композиционного материала, присутствующих внутри предварительной заготовки 290, может содержать и/или определять любую подходящую длину ленты и/или ширину ленты. В качестве иллюстративного неисключительного примера по меньшей мере часть множества участков ленты 160 из композиционного материала может представлять собой участки ленты длиной по меньшей мере 1 метр (м), по меньшей мере 2 м, по меньшей мере 3 м, по меньшей мере 4 м, по меньшей мере 5 м, по меньшей мере 6 м, по меньшей мере 7 м, по меньшей мере 8 м, по меньшей мере 9 м, по меньшей мере 10 м, по меньшей мере 15 м или по меньшей мере 20 м, а также представлять собой участки ленты длиной меньше 50 м, меньше 40 м, меньше 30 м, меньше 25 м, меньше 20 м, меньше 15 м, меньше 10 м или меньше 5 м. В качестве другого иллюстративного неисключительного примера по меньшей мере часть множества участков ленты 160 из композиционного материала может иметь ширину ленты, составляющую по меньшей мере 3 миллиметра (мм), по меньшей мере 4 мм, по меньшей мере 5 мм, по меньшей мере 6 мм, по меньшей мере 7 мм, по меньшей мере 8 мм, по меньшей мере 9 мм, по меньшей мере 10 мм, по меньшей мере 11 мм, по меньшей мере 12 мм, по меньшей мере 14 мм, по меньшей мере 16 мм, по меньшей мере 18 мм, по меньшей мере 20 мм или по меньшей мере 24 мм, а также ширину ленты меньше 50 мм, меньше 45 мм, меньше 40 мм, меньше 35 мм, меньше 30 мм, меньше 25 мм, меньше 20 мм, меньше 18 мм, меньше 16 мм, меньше 14 мм, меньше 12 мм, меньше 10 мм, меньше 8 мм, меньше 6 мм или меньше 4 мм. Иллюстративные неисключительные примеры в виде части множества участков ленты 160 из композиционного материала включают один участок ленты из композиционного материала, два участка ленты из композиционного материала, три участка ленты из композиционного материала, по меньшей мере 25% множества участков ленты из композиционного материала, по меньшей мере 50% множества участков ленты из композиционного материала, по меньшей мере 75% множества участков ленты из композиционного материала или 100% множества участков ленты из композиционного материала.
Как описано, фиг.11-12 представляют собой схематические отображения иллюстративных неисключительных примеров поперечных сечений заполнителя 390 полости на закруглении, выполненного из предварительной заготовки 290 по фиг.8-10, причем на фиг.11 показано поперечное сечение первой области 296 предварительной заготовки 290 по фиг.8, а на фиг.12 показано поперечное сечение второй области 298 предварительной заготовки 290 по фиг.9. На фиг.11 и 12 показано, что часть заполнителя 390 полости на закруглении, способная быть выполненной из первой области 296 предварительной заготовки 290 по фиг.8-10, может иметь отличные от части заполнителя 390 полости на закруглении, способной быть выполненной из второй области 298 предварительной заготовки 290, форму поперечного сечения, площадь поперечного сечения и/или количество участков ленты 160 из композиционного материала. Этим обеспечена возможность выполнения заполнителя 390 полости на закруглении, имеющего форму поперечного сечения и/или одно или несколько механических свойств, изменяющихся вдоль его длины, что, тем самым, обеспечивает большую степень гибкости при выполнении заполнителя 390 полости на закруглении и/или конструкции из композиционного материала, которая может быть выполнена с ним.
На фиг.13-14 показаны блок-схемы, отображающие иллюстративные неисключительные примеры способов согласно настоящему изобретению. На фиг.13-14 некоторые этапы показаны в блоках из штриховых линий, указывающих на необязательность таких этапов или их соответствие необязательному варианту способа согласно настоящему изобретению. Однако не все способы согласно настоящему изобретению обязаны содержать этапы, показанные в виде блоков из сплошных линий. Кроме того, способы и этапы, отображенные на фиг.13-14, нельзя полагать ограничивающими, а другие способы и/или этапы не выходят за пределы объема настоящего изобретения, включая способы, имеющие большее или меньшее количество показанных этапов, как можно понять из приведенного здесь описания.
На фиг.13 показана блок-схема, отображающая способы 400 согласно настоящему раскрытию выполнения предварительной заготовки. Способы 400 включают выход участков ленты из композиционного материала на этапе 405 и могут включать выборочное изменение состава участков ленты из композиционного материала на этапе 410. Способы 400 далее включают получение участков ленты из композиционного материала в конструкции для выполнения предварительной заготовки на этапе 415, объединение участков ленты из композиционного материала внутри конструкции для выполнения предварительной заготовки на этапе 420 с выполнением предварительной заготовки и/или извлечение предварительной заготовки из конструкции для выполнения предварительной заготовки на этапе 425.
Выход участков ленты из композиционного материала на этапе 405 может включать передачу участков ленты из композиционного материала из источника ленты из композиционного материала. Иллюстративные неисключительные примеры источников ленты из композиционного материала согласно настоящему изобретению описаны здесь более подробно.
Выборочное изменение состава участков ленты из композиционного материала на этапе 410 может включать выборочное изменение по меньшей мере одного параметра, выбранного из ширины по меньшей мере одного участка из участков ленты из композиционного материала, взаимной ориентации по меньшей мере одного участка из участков ленты из композиционного материала относительно по меньшей мере одного другого участка из участков ленты из композиционного материала, материала выполнения по меньшей мере одного участка из участков ленты из композиционного материала, ориентации матрицы волокон усиления, размещенной в по меньшей мере одном участке из участков ленты из композиционного материала, и/или количества участков ленты из композиционного материала, размещенных в участках ленты из композиционного материала. Без выхода за пределы объема настоящего изобретения выборочное изменение может включать выборочное изменение, основанное на любом подходящем критерии, иллюстративные неисключительные примеры которого включают необходимую площадь поперечного сечения заполнителя полости на закруглении, выполненного из предварительной заготовки, необходимую форму поперечного сечения заполнителя полости на закруглении, выполненного из предварительной заготовки, и/или необходимую механическую жесткость заполнителя полости на закруглении, выполненного из предварительной заготовки.
В качестве иллюстративного неисключительного примера выборочное изменение может включать выборочное увеличение количества участков ленты из композиционного материала для увеличения площади поперечного сечения заполнителя полости на закруглении, выполненного из предварительной заготовки, и/или для изменения механической жесткости заполнителя полости на закруглении, выполненного из предварительной заготовки. В качестве другого иллюстративного неисключительного примера выборочное изменение также может включать уменьшение количества участков ленты из композиционного материала для уменьшения площади поперечного сечения заполнителя полости на закруглении, выполненного из предварительной заготовки, и/или для изменения механической жесткости заполнителя полости на закруглении, выполненного из предварительной заготовки. Без выхода за пределы объема настоящего изобретения выборочное изменение может быть выполнено одновременно с выходом на этапе 405, получением на этапе 415, объединением на этапе 420 и/или извлечением на этапе 425.
Получение участков ленты из композиционного материала в конструкции для выполнения предварительной заготовки на этапе 415 может содержать протаскивание и/или передачу участков ленты из композиционного материала в конструкцию для выполнения предварительной заготовки. В качестве иллюстративного неисключительного примера получение может включать протаскивание участков ленты из композиционного материала через несколько первых отверстий, размещенных на первой стороне конструкции для выполнения предварительной заготовки, и/или передачу участков ленты из композиционного материала вдоль нескольких каналов внутри конструкции для выполнения предварительной заготовки или внутри их.
Объединение участков ленты из композиционного материала внутри конструкции для выполнения предварительной заготовки на этапе 420 может включать объединение участков ленты из композиционного материала для выполнения и/или формирования предварительной заготовки. В качестве иллюстративного неисключительного примера объединение может включать размещение по меньшей мере первой части множества участков ленты из композиционного материала таким образом, чтобы она была ориентирована в плоскости, не параллельной ко второй части множества участков ленты из композиционного материала, и/или таким образом, чтобы она была ориентирована в плоскости, наклоненной под косым углом относительно плоскости, определенной второй частью множества участков ленты из композиционного материала, или параллельной к ней.
В качестве другого иллюстративного неисключительного примера объединение может включать сведение вместе участков ленты из композиционного материала с образованием предварительной заготовки. Без выхода за пределы объема настоящего изобретения сведение вместе может включать сведение участков вместе внутри конструкции для выполнения предварительной заготовки и/или сведение вместе внутри матрицы предварительной заготовки в конструкции для выполнения предварительной заготовки. В качестве другого иллюстративного неисключительного примера сведение вместе может включать контакт первого участка ленты из композиционного материала со вторым участком ленты из композиционного материала.
Извлечение предварительной заготовки из конструкции для выполнения предварительной заготовки на этапе 425 может включать передачу и/или удаление предварительной заготовки из конструкции для выполнения предварительной заготовки. В качестве иллюстративного неисключительного примера извлечение может включать выход предварительной заготовки из второго отверстия на второй стороне конструкции для выполнения предварительной заготовки. Без выхода за пределы объема настоящего изобретения извлечение может быть выполнено одновременно и/или синхронно с выходом на этапе 405, выборочным изменением на этапе 410, получением на этапе 415 и/или объединением на этапе 420.
На фиг.14 показана блок-схема, отображающая операции 500 согласно настоящему раскрытию выполнения заполнителя полости на закруглении. Операции 500 включают выход предварительной заготовки вдоль пути подачи предварительной заготовки на этапе 505 и могут включать нагревание предварительной заготовки на этапе 510 и/или получение предварительной заготовки внутри матрицы заполнителя полости на закруглении на этапе 515. Операции 500 далее включают формирование заполнителя полости на закруглении посредством матрицы заполнителя полости на закруглении на этапе 520 и могут включать извлечение заполнителя полости на закруглении из матрицы заполнителя полости на закруглении на этапе 525, перемещения матрицы заполнителя полости на закруглении на этапе 530, формирования заполнителя полости на закруглении посредством второй матрицы заполнителя полости на закруглении на этапе 535 и/или образования непрерывного отрезка из композиционного материала, содержащего необработанную область, промежуточную область и сформированную область на этапе 540.
Выход предварительной заготовки вдоль пути подачи предварительной заготовки на этапе 505 может включать протаскивание, выдвижение, проталкивание, продвижение и/или иное перемещение предварительной заготовки в матрицу заполнителя полости на закруглении, к этой матрице и/или через нее через устройство выполнения заполнителя полости на закруглении, содержащее матрицу заполнителя полости на закруглении и/или область формирования, содержащую матрицу заполнителя полости на закруглении. Дополнительно или в качестве альтернативы выход также может включать выход предварительной заготовки из устройства выполнения предварительной заготовки и/или другого источника предварительной заготовки, иллюстративные неисключительные примеры которого описаны здесь более подробно, и/или выполнение предварительной заготовки с использованием операций 400.
Нагревание предварительной заготовки на этапе 510 может включать нагревание любой подходящей части предварительной заготовки и/или нагревание любой подходящей части технологического узла для выполнения заполнителя полости на закруглении, выполненного с возможностью выполнения предварительной заготовки и/или использования предварительной заготовки для выполнения заполнителя полости на закруглении. В качестве иллюстративных неисключительных примеров нагревание может включать нагревание предварительной заготовки до формирования на этапе 520 и/или 535, нагревание предварительной заготовки во время формирования на этапе 520 и/или 535, нагревание предварительной заготовки до получения предварительной заготовки с матрицей заполнителя полости на закруглении на этапе 515, подачу теплоты излучения к предварительной заготовке и/или нагревание матрицы заполнителя полости на закруглении. Без выхода за пределы объема настоящего изобретения нагревание может включать нагревание предварительной заготовки до любой подходящей температуры предварительной заготовки, иллюстративные неисключительные примеры которой включают температуры предварительной заготовки, составляющие по меньшей мере 35°C, по меньшей мере 40°C, по меньшей мере 45°C, по меньшей мере 50°C, по меньшей мере 55°C, по меньшей мере 60°C, по меньшей мере 65°C или по меньшей мере 70°C.
Получение предварительной заготовки внутри матрицы заполнителя полости на закруглении на этапе 515 может включать получение предварительной заготовки на первой стороне матрицы заполнителя полости на закруглении. Формирование заполнителя полости на закруглении с матрицей заполнителя полости на закруглении на этапе 520 может включать уплотнение предварительной заготовки, удаление пустот из предварительной заготовки, удаление воздушных карманов из предварительной заготовки, изменение формы предварительной заготовки и/или придание формы предварительной заготовке для выполнения заполнителя полости на закруглении. Это может включать выполнение заполнителя полости на закруглении, имеющего форму поперечного сечения, отличающуюся от формы поперечного сечения предварительной заготовки, и/или выполнение заполнителя полости на закруглении, имеющего площадь поперечного сечения, отличающуюся от (или меньшую) площади поперечного сечения предварительной заготовки.
Извлечение заполнителя полости на закруглении из матрицы заполнителя полости на закруглении на этапе 525 может включать извлечение заполнителя полости на закруглении из второй стороны матрицы заполнителя полости на закруглении, которая отлична от первой стороны матрицы заполнителя полости на закруглении или противостоит ей. Без выхода за пределы объема настоящего изобретения извлечение может быть выполнено одновременно с выходом на этапе 505, нагреванием на этапе 510, получением на этапе 515, формированием на этапе 520, извлечением на этапе 525, перемещением на этапе 530, формированием на этапе 535 и/или выполнением на этапе 540.
Перемещение матрицы заполнителя полости на закруглении на этапе 530 может включать перемещение матрицы заполнителя полости на закруглении, которая также может быть названа здесь первой матрицей заполнителя полости на закруглении, из пути подачи предварительной заготовки, и перемещение второй матрицы заполнителя полости на закруглении в путь подачи предварительной заготовки. При включении в операции 500 перемещения на этапе 530 и формирования на этапе 535 формирование на этапе 520 может включать формирование заполнителя полости на закруглении посредством первой матрицы заполнителя полости на закруглении для образования первой области заполнителя полости на закруглении, определяющей первую форму поперечного сечения, а формирование на этапе 535 может включать выполнение заполнителя полости на закруглении посредством второй матрицы заполнителя полости на закруглении, для образования второй области заполнителя полости на закруглении, определяющего вторую форму поперечного сечения, которая может быть отлична от первой формы поперечного сечения. Таким образом, операции 500 могут включать выполнение одного заполнителя полости на закруглении, содержащего и/или определяющего несколько различных форм поперечного сечения, посредством выполнения предварительной заготовки посредством нескольких различных матриц заполнителя полости на закруглении.
При включении в операции 500 перемещения на этапе 530, без выхода за пределы объема настоящего изобретения, перемещение может быть выполнено одновременно с выходом на этапе 505 и/или одновременно с извлечением на этапе 525. Дополнительно или в качестве альтернативы, перемещение на этапе 530 может быть выполнено без прерывания выхода на этапе 505 и/или без прерывания извлечения на этапе 525. Таким образом, операции 500 могут представлять собой непрерывную, или по меньшей мере по существу непрерывную, последовательность операций, в ходе которых происходит выход предварительной заготовки и изменение формы поперечного сечения полученного в результате заполнителя полости на закруглении в режиме реального времени во время выхода на этапе 505 и/или извлечения на этапе 525. Дополнительно или в качестве альтернативы, операции 500 также могут описывать непрерывную, или по меньшей мере по существу непрерывную, последовательность операций, включающую переход между образованием первой области заполнителя полости на закруглении и образованием второй области заполнителя полости на закруглении без прерывания выхода на этапе 505 и/или извлечения на этапе 525.
Образование непрерывного отрезка из композиционного материала, содержащего необработанную область, промежуточную область и сформированную область, на этапе 540 может включать образование одиночной конструкции из композиционного материала. Одиночная конструкция из композиционного материала может содержать несколько отдельных и/или обособленных участков ленты из композиционного материала в необработанной области, предварительную заготовку в промежуточной области и заполнитель полостей в сформированной области. В первой переходной области, которая может быть определена посредством устройства выполнения предварительной заготовки, может быть выполнено перемещение между несколькими отдельными участками ленты из композиционного материала и предварительной заготовкой, содержащей участки ленты из композиционного материала. Аналогичным образом, во второй переходной области, которая может быть определена посредством устройства выполнения заполнителя полости на закруглении, может быть выполнено перемещение между предварительной заготовкой и заполнителем полостей на закруглении, который может быть выполнен из предварительной заготовки.
Иллюстративные неисключительные примеры предмета изобретения согласно настоящему изобретению описаны в последующих пронумерованных пунктах.
Здесь раскрыт способ выполнения предварительной заготовки для заполнителя полости на закруглении, включающий: при необходимости выход участков ленты из композиционного материала; получение участков ленты из композиционного материала посредством конструкции для выполнения предварительной заготовки, причем получение включает протаскивание участков ленты из композиционного материала через несколько первых отверстий на первой стороне конструкции для выполнения предварительной заготовки; объединение участков ленты из композиционного материала внутри конструкции для выполнения предварительной заготовки с целью образования предварительной заготовки и извлечение предварительной заготовки из конструкции для выполнения предварительной заготовки, причем извлечение включает выход предварительной заготовки из второго отверстия на второй стороне конструкции для выполнения предварительной заготовки; причем получение, объединение и извлечение выполняются одновременно.
Способ может дополнительно включать выборочное изменение по меньшей мере одного параметра из ширины, взаимной ориентации, материала исполнения и ориентации по меньшей мере одного участка из множества участков ленты из композиционного материала, основанное, по меньшей мере частично, на по меньшей мере одном параметре, выбранном из необходимой площади поперечного сечения заполнителя полости на закруглении, выполненного из предварительной заготовки, необходимой формы поперечного сечения заполнителя полости на закруглении, выполненного из предварительной заготовки, и необходимой механической жесткости заполнителя полости на закруглении, выполненного из предварительной заготовки.
Множество участков ленты из композиционного материала может представлять собой определенное количество участков ленты из композиционного материала, и, кроме того, способ дополнительно включает выборочное изменения количества участков ленты из композиционного материала.
Выборочное изменение может включать выборочное увеличение количества участков ленты из композиционного материала для реализации по меньшей мере одного действия, выбранного из увеличения площади поперечного сечения заполнителя полости на закруглении, выполненного из предварительной заготовки, и изменения механической жесткости заполнителя полости на закруглении, выполненного из предварительной заготовки.
Выборочное изменение может включать выборочное уменьшение количества участков ленты из композиционного материала для реализации по меньшей мере одного действия, выбранного из уменьшения площади поперечного сечения заполнителя полости на закруглении, выполненного из предварительной заготовки, и изменения механической жесткости заполнителя полости на закруглении, выполненного из предварительной заготовки.
Выборочное изменение может быть выполнено одновременно с по меньшей мере двумя, при необходимости по меньшей мере с тремя и при необходимости со всеми операциями, а именно с выходом, получением, объединением и извлечением.
Объединение может включать размещение по меньшей мере первой части, или участка ленты из композиционного материала, из множества участков ленты из композиционного материала таким образом, что она ориентирована в плоскости, которая не параллельна второй части, или участку ленты из композиционного материала, из множества участков ленты из композиционного материала.
Объединение может включать размещение выбранного участка ленты из композиционного материала из множества участков ленты из композиционного материала таким образом, чтобы он был ориентирован под косым углом относительно по меньшей мере части остальных участков из участков ленты из композиционного материала.
Объединение может включать сведение вместе участков ленты из композиционного материала с формированием предварительной заготовки, причем при необходимости сведение вместе представляет собой сведение вместе участков ленты из композиционного материала внутри по меньшей мере одной из конструкций для выполнения предварительной заготовки и матрицы предварительной заготовки.
Объединение может включать контакт первого участка ленты из композиционного материала из участков ленты из композиционного материала со вторым участком ленты из композиционного материала из участков ленты из композиционного материала, и при необходимости контакт представляет собой контакт первого участка ленты из композиционного материала со вторым участком ленты из композиционного материала внутри по меньшей мере одного элемента из конструкции для выполнения предварительной формы и матрицы предварительной заготовки.
Предварительная заготовка может определять форму поперечного сечения, причем при необходимости форма поперечного сечения представляет собой по меньшей мере одну форму из треугольной формы поперечного сечения, клинообразной формы поперечного сечения и формы поперечного сечения, определяющей основание и несколько сходящихся угловых сторон, и, кроме того, при необходимости объединение включает выполнение участков ленты из композиционного материала в виде формы поперечного сечения.
Выход может включать по меньшей мере одно действие из вытягивания, проталкивания и продвижения вперед участков ленты из композиционного материала.
Выход может включать выход участков ленты из композиционного материала из источника ленты из композиционного материала, и при необходимости источник ленты из композиционного материала представляет собой по меньшей мере один из нескольких источников ленты из композиционного материала, рулон ленты из композиционного материала и несколько рулонов ленты из композиционного материала.
Каждый участок из множества участков ленты из композиционного материала может содержать матрицу волокон усиления и материал смолы.
Предварительная заготовка может представлять собой описанную здесь предварительную заготовку.
Конструкция для выполнения предварительной заготовки может содержать матрицу предварительной заготовки по любому из пп.D1-D9.
Также раскрыт способ выполнения заполнителя полости на закруглении, включающий выход предварительной заготовки вдоль пути подачи предварительной заготовки, проходящего через матрицу заполнителя полости на закруглении; и формирование заполнителя полости на закруглении внутри матрицы заполнителя полости на закруглении.
Формирование может включать получение предварительной заготовки с первой стороны матрицы заполнителя полости на закруглении и извлечение заполнителя полости на закруглении из второй стороны матрицы заполнителя полости на закруглении, причем при необходимости извлечение выполняется одновременно с получением.
Матрица заполнителя полости на закруглении может представлять собой первую матрицу заполнителя полости на закруглении, причем формирование может включать формирование заполнителя полости на закруглении внутри первой матрицы заполнителя полости на закруглении для образования первой области участка заполнителя полости на закруглении с первой формой поперечного сечения, и, кроме того, способ может включать перемещение первой матрицы заполнителя полости на закруглении из пути подачи предварительной заготовки; перемещение второй матрицы заполнителя полости на закруглении в путь подачи предварительной заготовки и формирование заполнителя полости на закруглении посредством второй матрицы заполнителя полости на закруглении для образования второй области участка заполнителя полости на закруглении со второй формой поперечного сечения, причем при необходимости первая форма поперечного сечения отлична от второй формы поперечного сечения.
Формирование заполнителя полости на закруглении внутри второй матрицы заполнителя полости на закруглении может включать получение предварительной заготовки с первой стороны второй матрицы заполнителя полости на закруглении и извлечение заполнителя полости на закруглении со второй стороны второй матрицы заполнителя полости на закруглении, причем при необходимости извлечение выполняется одновременно с получением.
Перемещение может представлять собой по меньшей мере одну операцию, выполняемую одновременно с выходом без прекращения выхода.
Перемещение может включать переход между образованием первой области и образованием второй области без прекращения выхода.
Способ может дополнительно включать извлечение заполнителя полости на закруглении из области формирования, содержащей первую матрицу заполнителя полости на закруглении и вторую матрицу заполнителя полости на закруглении, причем при необходимости перемещение выполняется одновременно с извлечением.
Формирование может включать по меньшей мере одно из уплотнения предварительной заготовки, удаления пустот из предварительной заготовки, удаления воздушных карманов из предварительной заготовки, изменения формы предварительной заготовки, причем при необходимости форма поперечного сечения предварительной заготовки отлична от формы поперечного сечения заполнителя полости на закруглении, и дополнительно при необходимости площадь поперечного сечения предварительной заготовки больше площади поперечного сечения заполнителя полости на закруглении.
Способ может дополнительно включать извлечение заполнителя полости на закруглении из области формирования, содержащей по меньшей мере одну матрицу заполнителя полости на закруглении из первой матрицы заполнителя полости на закруглении и второй матрицы заполнителя полости на закруглении, причем извлечение выполняется одновременно с выходом.
Способ может дополнительно включать нагревание предварительной заготовки, причем при необходимости нагревание представляет собой по меньшей мере одно из нагревания предварительной заготовки до формирования, нагревания предварительной заготовки во время формирования, подачи теплоты излучения к предварительной заготовке и нагревания матрицы заполнителя полости на закруглении.
Выход может включать по меньшей мере одно действие из вытягивания, проталкивания и продвижения вперед предварительной формы.
Выход может включать выход предварительной заготовки из устройства выполнения предварительной заготовки.
Способ может дополнительно включать выполнение предварительной заготовки, при необходимости используя способ по любому из пп.А1-А16.
Способ может включать образование непрерывного отрезка из композиционного материала, который содержит необработанную область, промежуточную область и сформированную область, причем необработанная область содержит участки ленты из композиционного материала, промежуточная область содержит предварительную заготовку, а сформированная область содержит заполнитель полости на закруглении.
Предварительная заготовка представляет собой предварительную заготовку по любому из пп.С1-С17.
Также раскрыта предварительная заготовка, выполненная с возможностью формирования заполнителя полости на закруглении, причем предварительная заготовка содержит участки ленты из композиционного материала, причем по меньшей мере выбранный участок ленты из композиционного материала из множества участков ленты из композиционного материала размещен под косым углом относительно по меньшей мере части остальных участков ленты из композиционного материала.
Выбранный участок ленты из композиционного материала может представлять собой первый участок ленты из композиционного материала, где косой угол может представлять собой первый косой угол, и, кроме того, предварительная заготовка может содержать второй участок ленты из композиционного материала, размещенный под вторым косым углом относительно первого участка ленты из композиционного материала и части остальных участков ленты из композиционного материала.
Косой угол может составлять по меньшей мере 5 градусов, по меньшей мере 10 градусов, по меньшей мере 15 градусов, по меньшей мере 20 градусов, по меньшей мере 25 градусов, по меньшей мере 30 градусов, по меньшей мере 35 градусов, по меньшей мере 40 градусов или по меньшей мере 45 градусов.
Косой угол может быть меньше чем 90 градусов, меньше чем 85 градусов, меньше чем 80 градусов, меньше чем 75 градусов, меньше чем 70 градусов, меньше чем 65 градусов, меньше чем 60 градусов, меньше чем 55 градусов, меньше чем 50 градусов или меньше чем 40 градусов.
Косой угол может быть измерен в поперечном сечении предварительной заготовки.
Предварительная заготовка может определять форму поперечного сечения, причем при необходимости форма поперечного сечения представляет собой по меньшей мере одну форму из треугольной формы поперечного сечения, клинообразной формы поперечного сечения и формы поперечного сечения, определяющей основание и несколько сходящихся угловых сторон.
Множество участков ленты из композиционного материала может содержать по меньшей мере 2, по меньшей мере 4, по меньшей мере 6, по меньшей мере 8, по меньшей мере 10, по меньшей мере 12, по меньшей мере 14, по меньшей мере 16, по меньшей мере 18, по меньшей мере 20, по меньшей мере 25 или по меньшей мере 30 участков ленты из композиционного материала.
Количество участков ленты из композиционного материала, размещенных на предварительной заготовке, может быть различным вдоль длины предварительной заготовки.
Каждый участок из множества участков ленты из композиционного материала может определять длину и ширину.
Длина участка для части множества участков ленты из композиционного материала может составлять или (i) по меньшей мере 1 метр (м), по меньшей мере 2 м, по меньшей мере 3 м, по меньшей мере 4 м, по меньшей мере 5 м, по меньшей мере 6 м, по меньшей мере 7 м, по меньшей мере 8 м, по меньшей мере 9 м, по меньшей мере 10 м, по меньшей мере 15 м или по меньшей мере 20 м или (ii) меньше чем 50 м, меньше чем 40 м, меньше чем 30 м, меньше чем 25 м, меньше чем 20 м, меньше чем 15 м, меньше чем 10 м или меньше чем 5 м.
Ширина участка для части множества участков ленты из композиционного материала по меньшей мере может составлять или (i) по меньшей мере 3 миллиметра (мм), по меньшей мере 4 мм, по меньшей мере 5 мм, по меньшей мере 6 мм, по меньшей мере 7 мм, по меньшей мере 8 мм, по меньшей мере 9 мм, по меньшей мере 10 мм, по меньшей мере 11 мм, по меньшей мере 12 мм, по меньшей мере 14 мм, по меньшей мере 16 мм, по меньшей мере 18 мм, по меньшей мере 20 мм или по меньшей мере 24 мм или (ii) меньше чем 50 мм, меньше чем 45 мм, меньше чем 40 мм, меньше чем 35 мм, меньше чем 30 мм, меньше чем 25 мм, меньше чем 20 мм, меньше чем 18 мм, меньше чем 16 мм, меньше чем 14 мм, меньше чем 12 мм, меньше чем 10 мм, меньше чем 8 мм, меньше чем 6 мм или меньше чем 4 мм.
Часть множества участков ленты из композиционного материала может содержать по меньшей мере или один участок ленты из композиционного материала, или два участка ленты из композиционного материала, или три участка ленты из композиционного материала, или по меньшей мере 25% от множества участков ленты из композиционного материала, или по меньшей мере 50% от множества участков ленты из композиционного материала, или по меньшей мере 75% от множества участков ленты из композиционного материала, или 100% от множества участков ленты из композиционного материала.
Каждый участок из множества участков ленты из композиционного материала может содержать матрицу волокон усиления и материал смолы.
Матрица волокон усиления может содержать несколько волокон усиления, и при необходимости несколько волокон усиления выполнено из по меньшей мере одного материала, выбранного из углерода, титана, алюминия, стекла и металла.
Продольная ось волокна для каждого волокна из множества волокон усиления может быть по существу параллельной к оси волокна, заполнитель полости на закруглении может определять продольную ось заполнителя полости на закруглении, а при необходимости ось волокна или параллельна продольной оси заполнителя полости на закруглении, или ориентирована под углом волокна относительно продольной оси заполнителя полости на закруглении, и угол волокна по меньшей мере или (i) составляет по меньшей мере 5 градусов, по меньшей мере 10 градусов, по меньшей мере 15 градусов, по меньшей мере 20 градусов, по меньшей мере 25 градусов, по меньшей мере 30 градусов, по меньшей мере 35 градусов, по меньшей мере 40 градусов или по меньшей мере 45 градусов или (ii) меньше чем 85 градусов, меньше чем 80 градусов, меньше чем 75 градусов, меньше чем 70 градусов, меньше чем 65 градусов, меньше чем 60 градусов, меньше чем 55 градусов, меньше чем 50 градусов или меньше чем 40 градусов.
Несколько волокон усиления могут формировать двумерную конфигурацию внутри по меньшей мере части множества участков ленты из композиционного материала, и при необходимости двумерная конфигурация представляет собой по меньшей мере одну конструкцию в виде сетки, плетеной конструкции, ткани и случайной матрицы волокон усиления.
Несколько волокон усиления могут образовать трехмерную конфигурацию внутри по меньшей мере части множества участков ленты из композиционного материала, и при необходимости трехмерная конфигурация представляет собой по меньшей мере одну конструкцию в виде сетки, плетеной конструкции, ткани и случайной матрицы волокон усиления и двух или большего количества двумерных конфигураций волокон усиления, уложенных поверх друг друга.
Материал смолы может содержать эпоксигруппу.
Также раскрыт заполнитель полости на закруглении, выполненный из раскрытой здесь предварительной заготовки.
Заполнитель полости на закруглении может не содержать внешнего антиадгезивного покрытия.
Также раскрыта конструкция из композиционного материала, содержащая описанный здесь заполнитель полости на закруглении.
Описан самолет, содержащий раскрытый здесь заполнитель полости на закруглении или раскрытую здесь конструкцию из композиционного материала.
Также раскрыта матрица предварительной заготовки, выполненная с возможностью образования предварительной заготовки для заполнителя полости на закруглении, причем матрица предварительной заготовки содержит корпус матрицы, причем корпус матрицы содержит первую сторону и вторую сторону; несколько первых отверстий на первой стороне корпуса матрицы, выполненных с возможностью получения участков ленты из композиционного материала; и второе отверстие на второй стороне корпуса матрицы, причем происходит сведение вместе первых отверстий во второе отверстие внутри корпуса матрицы, и, кроме того, предварительная заготовка выполнена с возможностью извлечения из второго отверстия.
Первая сторона может обычно противостоять второй стороне.
Может происходить сведение вместе нескольких первых отверстий во второе отверстие под углом схождения, и при необходимости угол схождения составляет по меньшей мере один угол из косого угла и угла меньше чем 70 градусов, меньше чем 65 градусов, меньше чем 60 градусов, меньше чем 55 градусов, меньше чем 50 градусов, меньше чем 45 градусов, меньше чем 40 градусов, меньше чем 35 градусов, меньше чем 30 градусов, меньше чем 25 градусов, меньше чем 20 градусов или меньше чем 15 градусов.
Множество первых отверстий содержит по меньшей мере 2, по меньшей мере 4, по меньшей мере 6, по меньшей мере 8, по меньшей мере 10, по меньшей мере 12, по меньшей мере 14, по меньшей мере 16, по меньшей мере 18, по меньшей мере 20, по меньшей мере 25 или по меньшей мере 30 первых отверстий.
Множество первых отверстий может определять по меньшей мере одно множество из множества прямоугольных отверстий, множества прямолинейных отверстий и множества линейных отверстий.
Каждое отверстие из множества первых отверстий может определять главную ось отверстия, параллельную ширине соответствующего первого отверстия из множества первых отверстий, и дополнительно выбранная главная ось отверстия для выбранного отверстия из множества первых отверстий ориентирована под косым углом относительно главной оси отверстия другого первого отверстия из множества первых отверстий.
Второе отверстие может определять форму второго отверстия, и при необходимости форма второго отверстия представляет собой по меньшей мере одну форму из треугольной формы, формы клина и формы, определяющей основание и несколько сходящихся угловых сторон.
Корпус матрицы выполнен из по меньшей мере одного материала, выбранного из полимерного материала, материала смолы, полимерной смолы и эпоксигруппы.
Множество первых отверстий и второе отверстие выполнены по меньшей мере посредством одной операции из машинной обработки, фотолитографии и трехмерной печати.
Также раскрыто устройство, выполненное с возможностью формирования предварительной заготовки для заполнителя полости на закруглении, причем устройство содержит источник ленты из композиционного материала, выполненный с возможностью подачи участков ленты из композиционного материала; конструкцию для выполнения предварительной заготовки, выполненную с возможностью получения участков ленты из композиционного материала и сведения вместе участков ленты из композиционного материала с образованием предварительной заготовки; и приводное приспособление, выполненное с возможностью передачи участков ленты из композиционного материала между источником ленты из композиционного материала и конструкцией для выполнения предварительной заготовки.
Устройство может дополнительно содержать конструкцию для выбора ленты из композиционного материала, выполненную с возможностью выборочной подачи участков ленты из композиционного материала в конструкцию для выполнения предварительной заготовки.
Множество участков ленты из композиционного материала может представлять собой определенное количество участков ленты из композиционного материала, и дополнительно конструкция для выбора ленты из композиционного материала может быть выполнена с возможностью наличия управляющего устройства и при необходимости содержать управляющее устройство, запрограммированное для выбора одного из выборочного увеличения количества участков ленты из композиционного материала, выборочного уменьшения количества участков ленты из композиционного материала и выборочного изменения состава по меньшей мере одного участка из множества участков ленты из композиционного материала, чувствительной к критерию выбора.
Критерий выбора может представлять собой по меньшей мере один параметр, выбранный из необходимой площади поперечного сечения для заполнителя полости на закруглении, выполненного из предварительной заготовки, необходимой формы поперечного сечения для заполнителя полости на закруглении, выполненного из предварительной заготовки, необходимой механической жесткости заполнителя полости на закруглении, выполненного из предварительной заготовки, и формы матрицы заполнителя полости на закруглении, используемой для выполнения заполнителя полости на закруглении.
Источник ленты из композиционного материала может представлять собой по меньшей мере одно устройство, выбранное из нескольких источников ленты из композиционного материала и нескольких распределителей ленты из композиционного материала.
Источник ленты из композиционного материала может содержать несколько рулонов ленты из композиционного материала.
Конструкция для выполнения предварительной заготовки может содержать описанную здесь матрицу предварительной заготовки.
Устройство содержит предварительную заготовку, и при необходимости предварительная заготовка может представлять собой предварительную заготовку по любому из пп.С1-С18.
Предварительная заготовка может быть выполнена посредством раскрытого здесь способа.
Устройство может дополнительно содержать управляющее устройство, причем управляющее устройство может быть запрограммировано для управления работой устройства, используя раскрытый здесь подходящий способ.
Также раскрыто устройство, выполненное с возможностью формирования заполнителя полости на закруглении, причем устройство содержит устройство для подачи предварительной заготовки, выполненное с возможностью подачи предварительной заготовки вдоль пути подачи предварительной заготовки; и матрицу заполнителя полости на закруглении, размещенную внутри пути подачи предварительной заготовки, причем матрица заполнителя полости на закруглении выполнена с возможностью получения предварительной заготовки и образования из нее заполнителя полости на закруглении.
Матрица заполнителя полости на закруглении может представлять собой первую матрицу заполнителя полости на закруглении, выполненную с возможностью выборочного размещения внутри пути подачи предварительной заготовки для получения предварительной заготовки и образования из нее первой области заполнителя полости на закруглении с первой формой поперечного сечения, причем устройство может дополнительно содержать вторую матрицу заполнителя полости на закруглении, выполненную с возможностью выборочного размещения внутри пути подачи предварительной заготовки для получения предварительной заготовки и образования из нее второй области заполнителя полости на закруглении со второй формой поперечного сечения; и конструкцию для выбора матрицы, выполненную с возможностью выборочного размещения первой матрицы заполнителя полости на закруглении внутри пути подачи предварительной заготовки для образования первой области и выборочного размещения второй матрицы заполнителя полости на закруглении внутри пути подачи предварительной заготовки для образования второй области.
Устройство может дополнительно содержать устройство предварительного нагрева, выполненное с возможностью предварительного нагрева предварительной заготовки до получения предварительной заготовки матрицей заполнителя полости на закруглении, причем при необходимости нагреватель содержит лампу инфракрасного излучения.
Устройство может дополнительно содержать нагреватель матрицы, выполненный с возможностью нагрева по меньшей мере одной матрицы заполнителя полости на закруглении, выбранной из первой матрицы заполнителя полости на закруглении и второй матрицы заполнителя полости на закруглении.
Устройство может быть выполнено с возможностью образования заполнителя полости на закруглении посредством любого раскрытого здесь подходящего способа.
Устройство может дополнительно содержать управляющее устройство, причем управляющее устройство может быть запрограммировано для управления работой устройства посредством любого раскрытого здесь подходящего способа.
Устройство может содержать предварительную заготовку, причем предварительная заготовка может представлять собой предварительную заготовку по любому из пп.С1-С18.
Устройство подачи предварительной заготовки может представлять собой любое раскрытое здесь подходящее устройство.
При использовании здесь термины «выборочный» и «выборочно» при описании действия, перемещения, конфигурирования или другой деятельности одного или нескольких компонентов или характеристик устройства означают, что конкретное действие, перемещение, конфигурирование или другая деятельность представляют собой непосредственный или косвенный результат манипулирования со стороны пользователя особенностью или одним или несколькими компонентами устройства.
Хотя различные варианты реализации настоящего изобретения были описаны по отдельности, следует иметь в виду, что эти варианты реализации и конструкции могут быть скомбинированы способами, не раскрытыми явно в приведенных здесь примерах.
При использовании здесь термины «приспособленный» и «выполненный с возможностью» означают, что элемент, компонент, или другой предмет разработан и/или предназначен для выполнения определенной функции. Таким образом, при использовании здесь термины «приспособленный» и «выполненный с возможностью» не должны означать, что данный элемент, компонент или другой предмет просто «способен» выполнять определенную функцию, но что элемент, компонент и/или другой предмет специально выбран, создан, осуществлен, использован, запрограммирован и/или разработан с целью выполнения этой функции. Также без выхода из объема настоящего изобретения элементы, компоненты и/или другие упомянутые объекты, упомянутые как приспособленные для выполнения конкретной функции, могут дополнительно или в качестве альтернативы быть описаны как выполненные с возможностью выполнения этой функции, и наоборот. Аналогичным образом, объект, упомянутый как выполненный с возможностью выполнения определенной функции, может дополнительно или в качестве альтернативы быть описан как способный к выполнению этой функции.
Различные раскрытые элементы устройств и описанные здесь операции способов не обязательно нужны для всех устройств и способов согласно настоящему изобретению, причем настоящее раскрытие существа изобретения содержит все новые и неочевидные комбинации и подкомбинации различных описанных здесь элементов и операций. Кроме того, один или несколько из описанных здесь различных элементов и операций могут определять независимый патентоспособный предмет изобретения, отдельный и независимый от рассматриваемого в целом описанного устройства или способа. В соответствии с этим, такой патентоспособный предмет изобретения не обязан быть связанным с конкретными устройствами и способами, явно описанными здесь, и такой патентоспособный предмет изобретения может найти применение в устройствах и/или способах, которые не описаны явно здесь.
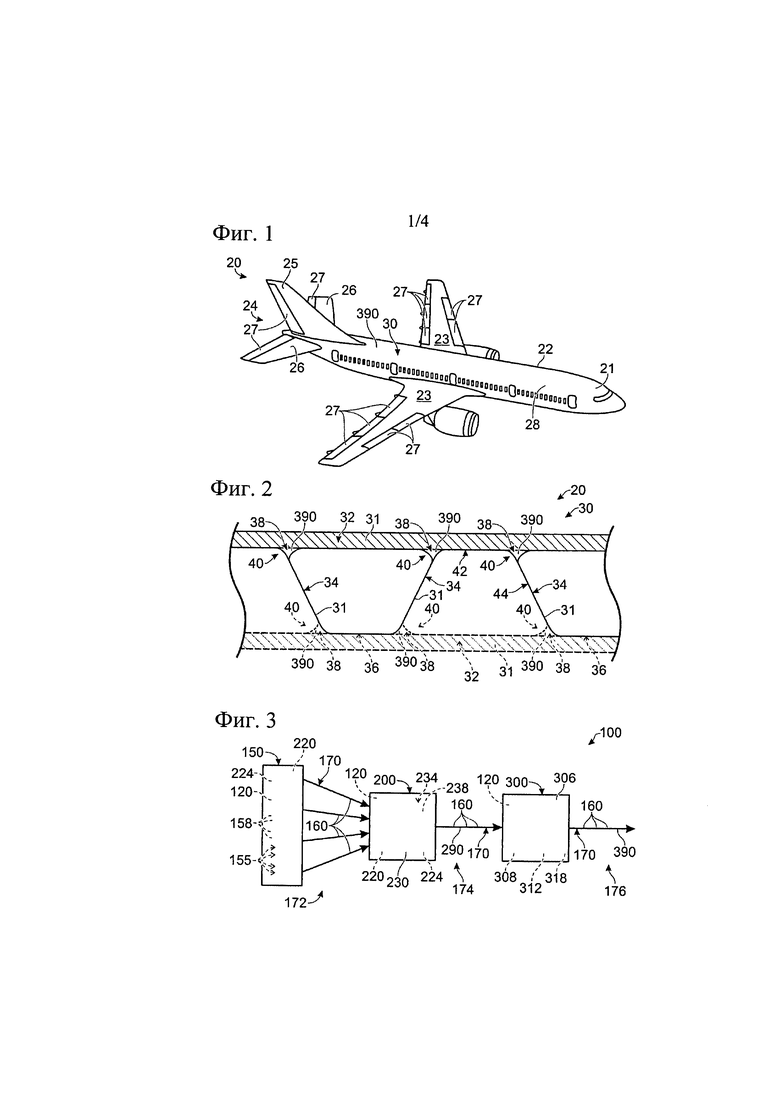
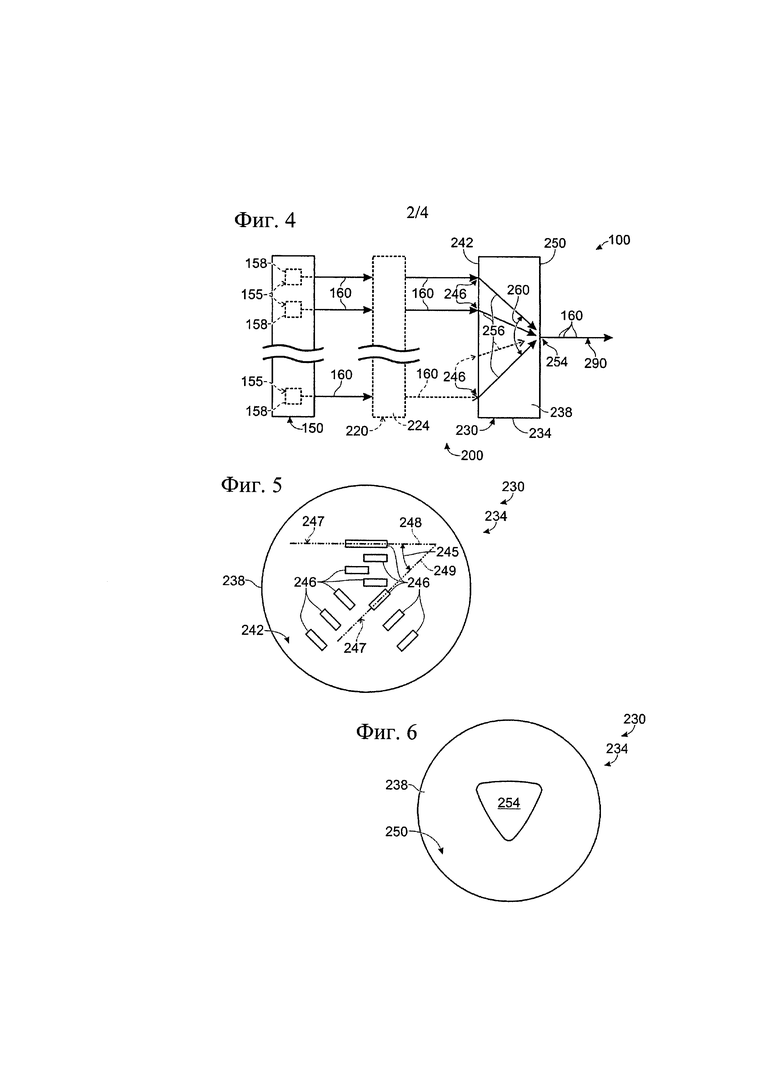
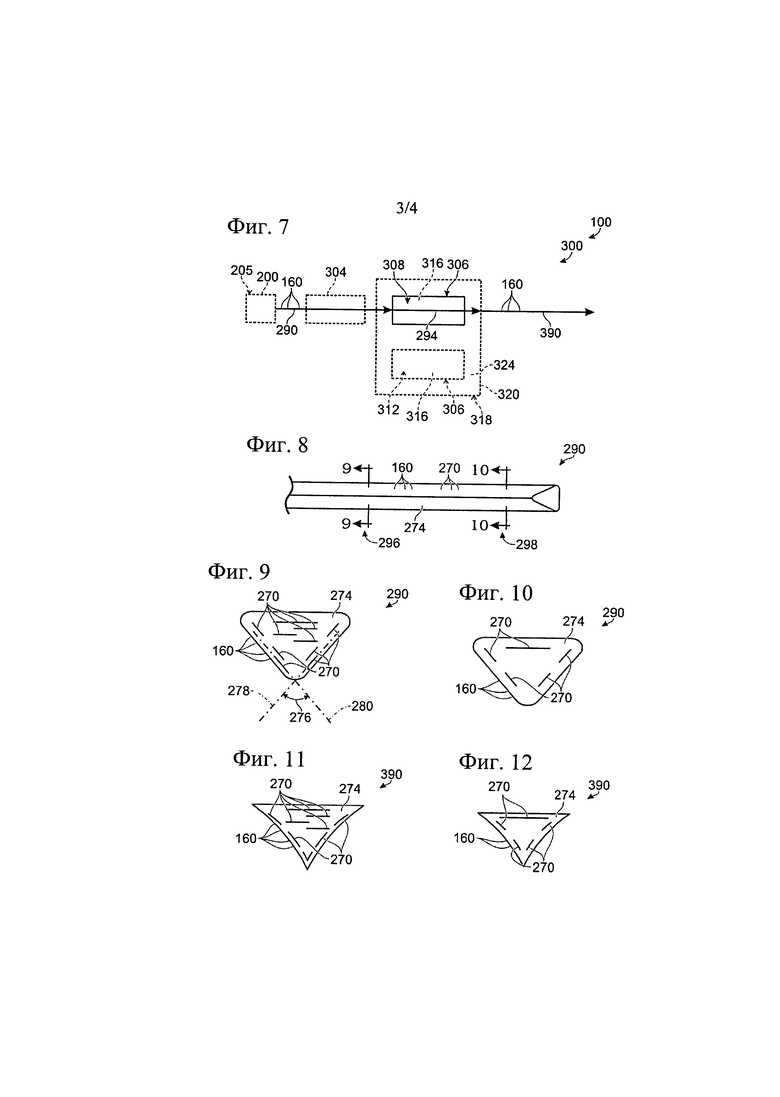
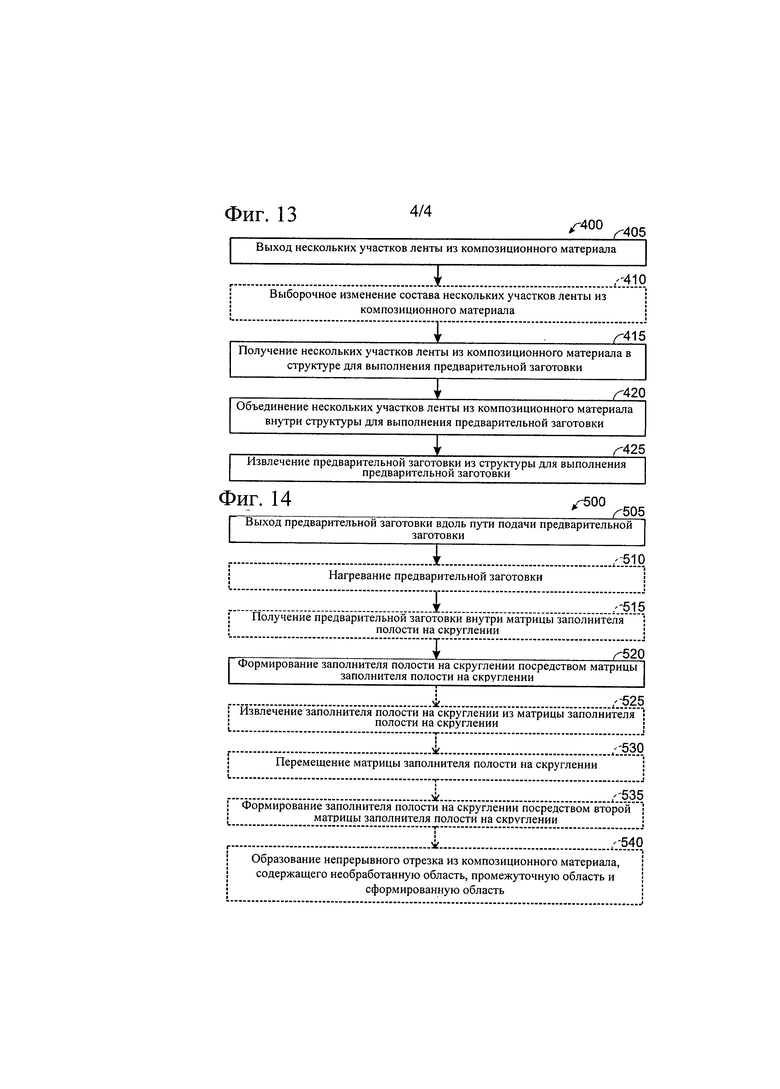
Изобретение относится к заполнителям полости на закруглении в конструкциях из композиционного материала (КМ). Во время выполнения заготовки для заполнителя полости получают участки ленты из КМ посредством конструкции для выполнения предварительной заготовки, которая содержит матрицу. При этом получение включает протаскивание участков ленты через отверстия. Объединяют участки ленты в конструкции для выполнения предварительной заготовки и извлекают предварительную заготовку. Получение, объединение и извлечение выполняются одновременно. Достигается обеспечение улучшенного заполнителя полости на закруглении. 2 н. и 13 з.п. ф-лы, 14 ил.
1. Способ выполнения предварительной заготовки (290) для заполнителя (390) полости на закруглении, включающий получение участков ленты (160) из композиционного материала посредством конструкции (230) для выполнения предварительной заготовки, которая содержит матрицу (234) предварительной заготовки, содержащую корпус (238) матрицы, имеющий первую сторону (242) и вторую сторону (250), первые отверстия (246) на первой стороне (242) корпуса (238) матрицы, выполненные с возможностью получения указанных участков ленты (160) из композиционного материала, и второе отверстие (254) на второй стороне (250) корпуса (238) матрицы, причем первые отверстия (246) сведены вместе во второе отверстие (254) в корпусе (238) матрицы, и при этом получение включает протаскивание указанных участков ленты (160) из композиционного материала через первые отверстия (246), объединение указанных участков ленты (160) из композиционного материала в конструкции (230) для выполнения предварительной заготовки для образования предварительной заготовки (290) и извлечение предварительной заготовки (290) из конструкции (230) для выполнения предварительной заготовки, причем извлечение включает выход предварительной заготовки (290) из второго отверстия (254) на второй стороне (250) конструкции (230) для выполнения предварительной заготовки, и при этом получение, объединение и извлечение выполняются одновременно.
2. Способ по п.1, в котором способ дополнительно включает выборочное изменение по меньшей мере одного параметра из ширины, взаимной ориентации и материала исполнения по меньшей мере одного участка из указанных участков ленты (160) из композиционного материала, основанное, по меньшей мере частично, на по меньшей мере одном параметре, выбранном из необходимой площади поперечного сечения заполнителя (390) полости на закруглении, выполненного из предварительной заготовки (290), необходимой формы поперечного сечения заполнителя (390) полости на закруглении, выполненного из предварительной заготовки (290), и необходимой механической жесткости заполнителя (390) полости на закруглении, выполненного из предварительной заготовки (290).
3. Способ по п.1 или 2, в котором указанные участки ленты (160) из композиционного материала содержат определенное количество участков ленты (160) из композиционного материала, при этом способ дополнительно включает выборочное изменение этого количества участков ленты (160) из композиционного материала, причем выборочное изменение включает по меньшей мере одно из
(i) выборочного увеличения указанного количества участков ленты (160) из композиционного материала для реализации по меньшей мере одного действия, выбранного из увеличения площади поперечного сечения заполнителя (390) полости на закруглении, выполненного из предварительной заготовки (290), и изменения механической жесткости заполнителя (390) полости на закруглении, выполненного из предварительной заготовки (290), и
(ii) выборочного уменьшения указанного количества участков ленты (160) из композиционного материала для реализации по меньшей мере одного действия, выбранного из уменьшения площади поперечного сечения заполнителя (390) полости на закруглении и изменения механической жесткости заполнителя (390) полости на закруглении.
4. Способ по п.3, в котором выборочное изменение выполняют одновременно с выходом, получением, объединением и извлечением.
5. Способ по п.1, в котором объединение включает размещение по меньшей мере первого участка ленты (160) из композиционного материала из указанных участков ленты (160) из композиционного материала таким образом, что он ориентирован в плоскости, которая не параллельна второму участку ленты (160) из композиционного материала из указанных участков ленты (160) из композиционного материала.
6. Способ по п.1, в котором объединение включает сведение вместе указанных участков ленты (160) из композиционного материала внутри матрицы (234) предварительной заготовки для формирования предварительной заготовки (290).
7. Способ по п.1, дополнительно включающий выход предварительной заготовки (290) вдоль пути (294) подачи предварительной заготовки, проходящего через матрицу (306) заполнителя полости на закруглении, и формирование заполнителя (390) полости на закруглении из предварительной заготовки (290) в матрице (306) заполнителя полости на закруглении.
8. Способ по п.7, в котором формирование включает получение предварительной заготовки (290) с первой стороны матрицы (306) заполнителя полости на закруглении и извлечение заполнителя (390) полости на закруглении из второй стороны матрицы (306) заполнителя полости на закруглении, причем извлечение выполняется одновременно с получением.
9. Способ по п.7 или 8, в котором способ дополнительно включает нагревание предварительной заготовки (290), причем нагревание включает по меньшей мере одно из нагревания предварительной заготовки (290) до формирования, нагревания предварительной заготовки (290) во время формирования, подачи теплоты излучения к предварительной заготовке (290) и нагревания матрицы (306) заполнителя полости на закруглении.
10. Устройство (300), выполненное с возможностью формирования предварительной заготовки (290) для заполнителя (390) полости на закруглении, содержащее источник (150) ленты из композиционного материала, выполненный с возможностью обеспечения участков ленты (160) из композиционного материала, конструкцию (230) для выполнения предварительной заготовки, которая содержит матрицу (234) предварительной заготовки, содержащую корпус (238) матрицы, имеющий первую сторону (242) и вторую сторону (250), первые отверстия (246) на первой стороне (242) корпуса (238) матрицы, выполненные с возможностью получения указанных участков ленты (160) из композиционного материала, и второе отверстие (254) на второй стороне (250) корпуса (238) матрицы, причем первые отверстия (246) сведены вместе во второе отверстие (254) в корпусе (238) матрицы, причем конструкция (230) для выполнения предварительной заготовки выполнена с возможностью получения указанных участков ленты (160) из композиционного материала и сведения вместе указанных участков ленты (160) из композиционного материала для образования предварительной заготовки (290), и приводное приспособление (120), выполненное с возможностью передачи указанных участков ленты (160) из композиционного материала между источником (150) ленты из композиционного материала и конструкцией (230) для выполнения предварительной заготовки.
11. Устройство (300) по п.10, которое также содержит конструкцию (220) для выбора ленты из композиционного материала, выполненную с возможностью выборочной подачи указанных участков ленты (160) из композиционного материала в конструкцию (230) для выполнения предварительной заготовки.
12. Устройство (300) по п.11, в котором указанные участки ленты (160) из композиционного материала содержат определенное количество участков ленты (160) из композиционного материала и дополнительно в котором конструкция (220) для выбора ленты из композиционного материала содержит управляющее устройство (224), запрограммированное для выполнения по меньшей мере одного из выборочного увеличения количества участков ленты (160) из композиционного материала, выборочного уменьшения количества участков ленты (160) из композиционного материала и выборочного изменения состава по меньшей мере одного участка из указанных участков ленты (160) из композиционного материала в качестве отклика на критерий выбора.
13. Устройство (300) по п.12, в котором критерий выбора представляет собой по меньшей мере один критерий, выбранный из необходимой площади поперечного сечения для заполнителя (390) полости на закруглении, выполненного из предварительной заготовки (290), необходимой формы поперечного сечения для заполнителя (390) полости на закруглении, выполненного из предварительной заготовки (290), необходимой механической жесткости заполнителя (390) полости на закруглении, выполненного из предварительной заготовки (290), и формы матрицы (306) заполнителя полости на закруглении, используемой для образования заполнителя (390) полости на закруглении.
14. Устройство (300) по любому из пп.10-13, в котором предварительная заготовка (290) выполнена с возможностью извлечения ее из второго отверстия (254).
15. Устройство (300) по п.14, в котором каждое отверстие из первых отверстий (246) определяет главную ось (247) отверстия, параллельную ширине соответствующего первого отверстия (242) из первых отверстий (242), и в котором дополнительно выбранная главная ось отверстия для выбранного первого отверстия (246) из первых отверстий (246) ориентирована под косым углом (245) относительно главной оси другого первого отверстия (246) из первых отверстий (246).
| US 6562436 B2, 13.05.2003 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕФОРМЫ | 2007 |
|
RU2415750C2 |
| US 2011048624 A1, 03.03.2011 | |||
| US 44440593 A, 03.04.1984 | |||
| RU 2010149945 A, 27.06.2012. | |||

