Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для изготовления преформы, которая используется для формования пластмасс, армированных волокном (ПАВ). Более конкретно, изобретение относится к способу и устройству для изготовления преформы, профиль которой включает прямую полку и, по меньшей мере, одну пару загнутых полок, тянущихся обратными сторонами друг к другу через канал от прямой полки. Типичные преформы, которые имеют подобную конфигурацию профиля, включают преформы с T-образным или I-образным профилем.
Уровень техники
Пластмассы, армированные волокном (ПАВ), включающие армирующие волокна, такие как углеродные волокна, стекловолокно или арамидные волокна, используются в качестве материала для элементов конструкции автомобилей, самолетов и т.д., так как они имеют малый вес и высокую прочность.
Автоклавное формование было известно как способ формования пластмасс, армированных волокном (ПАВ). В данном способе формования многослойный продукт из предварительно пропитанного листового материала, включающий армирующие волокна и высокопластичную эпоксидную смолу, например, прессуется и нагревается в автоклаве в целях отверждения с получением пластмасс, армированных волокном (ПАВ).
Однако обычно предварительно пропитанный листовой материал сложно использовать при формовании изделий, имеющих сложную трехмерную форму. В связи с указанными обстоятельствами автоклавное формование обычных предварительно пропитанных листовых материалов широко не осуществлялось, так как это требует больших материальных затрат и длительных процессов формования, что приведет к высокой общей стоимости производства.
По сравнению с автоклавным формованием обычных предварительно пропитанных листовых материалов трансферное формование пластмасс (ТФП), а также вакуумное ТФП привлекают внимание, так как указанные способы формования позволяют снизить затраты и время процесса формования.
В процессе ТФП многослойный продукт из сухих тканей на основе армирующих волокон без пропитки адгезивной смолой помещается в пресс-форму, после чего с целью пропитки армирующих волокон вводится жидкая адгезивная смола низкой вязкости, в результате обеспечивается формование пластмасс, армированных волокном (ПАВ).
Поскольку в процессе ТФП используется сухая ткань на основе армирующих волокон, как описано выше, ткани на основе армирующих волокон в пресс-форме можно придать сложную трехмерную форму. Однако однородные, без складок, изделия из пластмассы, армированной волокном (ПАВ), с таким же высоким объемным процентным содержанием волокон (Vpf), как в изделиях, изготовленных путем автоклавного формования предварительно пропитанных листовых материалов, не могут быть изготовлены лишь путем помещения многослойного продукта из тканей на основе армирующих волокон на поверхность пресс-формы. Объемное процентное содержание волокон определяется как процентное содержание волокон по объему по отношению к полному объему материала, содержащего указанное волокно.
В способе, позволяющем решить данную проблему, используется преформа, которая предварительно отформована в форме конечного продукта в сухом состоянии без пропитки адгезивной смолой. Однако время, требуемое для изготовления подобной преформы, а также точность получаемой преформы будут оказывать большое влияние на стоимость производства и качество конечного продукта из пластмассы, армированной волокном (ПАВ).
Таким образом, способ производства преформы, который может быть выполнен за более короткое время, предложен в Патентном документе 1.
Однако способ, описанный в Патентном документе 1, не достаточно эффективен, чтобы обеспечивать однородную преформу без складок, имеющую высокое процентное содержание (по объему) волокна (Vpf), которая может использоваться для формования пластмасс, армированных волокном (ПАВ), обладающих высокими механическими характеристиками, например, как у элементов конструкции самолета.
Список ссылок
Патентный документ 1: JP 2005-324513 A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая задача
Цель настоящего изобретения заключается в обеспечении способа производства преформы, который позволяет осуществлять непрерывное производство однородной преформы без складок, имеющей высокое процентное содержание (по объему) волокна (Vpf), которая может использоваться для формования пластмасс, армированных волокном (ПАВ), обладающих высокими механическими характеристиками, например, как у элементов конструкции самолета, а также обеспечении устройства для изготовления указанной преформы.
Авторы настоящего изобретения исследовали, почему однородная преформа без складок, имеющая высокое процентное содержание (по объему) волокна (Vpf), которая может использоваться для формования пластмасс, армированных волокном (ПАВ), обладающих высокими механическими характеристиками, не могла быть произведена путем использования лишь комбинации фальцовки, наслоения, адгезии и т.д. тканей на основе армирующих волокон, а также обратили свое внимание на прямолинейность армирующего волокна в ходе производственного процесса и однородность плотности армирующего волокна в промежуточном продукте.
Впоследствии в производственном процессе авторы настоящего изобретения попытались обеспечить стадию формования частичной формы, на которой исходный материал на основе волокна, составляющий главную часть изготавливаемой преформы, был предварительно отформован с получением предварительного формованного изделия. Авторы пробовали получить намеченную преформу, объединяя получающееся предварительное формованное изделие и исходный материал на основе волокна, составляющий другую часть преформы, на стадии объединения, идущей после стадии формования частичной формы.
Авторы установили, что складки, которые могут возникать из-за различия в окружности между внутренней и внешней поверхностями исходного материала на основе волокна во время прессования в направлении толщины при изготовлении преформы на стадии объединения, были полностью устранены или минимизированы до очень низкого уровня посредством правильного распределения нагревания и/или прессования исходного материала на основе волокна на стадии формования предварительной формы и последующей стадии объединения.
Решение задачи
Способ изготовления подобной преформы и устройство для ее производства согласно настоящему изобретению описаны ниже.
(1) Способ изготовления преформы, включающей первый исходный материал на основе армирующих волокон, имеющей в своем профиле прямую полку и, по меньшей мере, одну пару загнутых полок, проходящих противоположными сторонами друг к другу через канал от прямой полки, и, по меньшей мере, один второй исходный материал на основе армирующих волокон, который объединен с первым исходным материалом на основе армирующих волокон в конфигурации, включающей, по меньшей мере, один канал между ними, где:
(a) первый исходный материал на основе армирующих волокон включает первый сырьевой исходный материал и второй сырьевой исходный материал,
(b) первый сырьевой исходный материал включает первую многослойную ленту, содержащую множество слоев ткани на основе армирующих волокон и адгезивную смолу, помещенную между слоями ткани на основе армирующих волокон,
(c) второй сырьевой исходный материал включает вторую многослойную ленту, содержащую множество слоев ткани на основе армирующих волокон и адгезивную смолу, помещенную между слоями ткани на основе армирующих волокон,
(d) второй исходный материал на основе армирующих волокон включает, по меньшей мере, один третий сырьевой исходный материал,
(e) обеспечивается первая стадия подачи для подачи первой многослойной ленты, вторая стадия подачи для подачи второй многослойной ленты и, по меньшей мере, одна третья стадия подачи для подачи, по меньшей мере, одного третьего сырьевого исходного материала,
(f) после первой стадии подачи обеспечивается первая стадия предварительного формования для формования первой многослойной ленты посредством нагрева и/или прессования с сохранением формованного состояния, в результате чего получают первое предварительно формованное изделие,
(g) после второй стадии подачи обеспечивается вторая стадия предварительного формования для формования второй многослойной ленты посредством нагрева и/или прессования с сохранением формованного состояния, в результате чего получают второе предварительно формованное изделие,
(h) после первой и второй стадий предварительного формования обеспечивается стадия соединения и, по меньшей мере, одна третья стадия подачи для соединения первого и второго предварительно формованных изделий, полученных в первой и второй стадиях предварительного формования, в результате чего в преформе формируется канал и, по меньшей мере, один третий сырьевой исходный материал поступает в сформированный канал с последующим их соединением посредством их нагрева и/или прессования в определенной конфигурации с сохранением соединенного состояния, в результате чего получают преформу,
(i) после стадии соединения обеспечивается стадия транспортировки для периодической подачи преформы, полученной на стадии соединения, и
(j) производство первого и второго предварительно формованных изделий на первой и второй стадиях предварительного формования и производство преформы на стадии соединения выполняется во время периодов, когда подача преформы на стадии транспортировки приостановлена.
(2) Способ изготовления преформы, где указанные первое и второе предварительно формованные изделия соответствуют отношению 0,95≥α/β≥0,6, где α представляет собой их соответствующее объемное процентное содержание волокон, а β представляет собой объемное процентное содержание волокон в преформе.
(3) Способ изготовления преформы, где указанное объемное процентное содержание волокна α и указанное объемное процентное содержание волокна β соответствуют отношению 0,95≥α/β≥0,8.
(4) Способ изготовления преформы, где после указанной стадии соединения и перед указанной стадией транспортировки обеспечивается стадия обрезки для удаления ненужных частей преформы, произведенной на указанной стадии соединения.
(5) Способ изготовления преформы, где обеспечивается, по меньшей мере, одна стадия подачи наполнителя уголка, такая, чтобы, по меньшей мере, один наполнитель уголка, включающий связку армирующих волокон поступал, по меньшей мере, в одно углубление, сформированное вдоль внешней поверхности указанного, по меньшей мере, одного канала, сформированного на указанной стадии соединения согласованно с периодической подачей преформы в указанной стадии транспорта.
(6) Способ изготовления преформы, где связка армирующих волокон, составляющая указанный наполнитель уголка, представляет собой связку армирующих волокон, содержащую адгезивную смолу, и где, по меньшей мере, одна стадия предварительного формования наполнителя уголка, в которой посредством нагрева и/или прессования и сохранения формованного состояния формуется указанная связка армирующих волокон, содержащая адгезивную смолу, с получением, по меньшей мере, одного предварительно формованного наполнителя уголка, обеспечивается между указанной, по меньшей мере, одной стадией подачи наполнителя уголка и указанной стадией соединения, чтобы обеспечить подачу изготовленного таким образом предварительно формованного наполнителя уголка к указанной стадии соединения.
(7) Способ изготовления преформы, где указанный, по меньшей мере, один третий сырьевой исходный материал включает, по меньшей мере, одну третью многослойную ленту, содержащую множество слоев ткани на основе армирующих волокон и адгезивную смолу, расположенную между слоями ткани на основе армирующих волокон, и где, по меньшей мере, одна третья стадия предварительного формования, в которой посредством нагрева и/или прессования и сохранения формованного состояния формуется указанная, по меньшей мере, одна третья многослойная лента с получением, по меньшей мере, одного третьего предварительно формованного изделия, обеспечивается между указанной, по меньшей мере, одной третьей стадией подачи и указанной стадией соединения, чтобы обеспечить подачу изготовленного таким образом указанного, по меньшей мере, одного третьего предварительно формованного изделия к указанной стадии соединения.
(8) Способ изготовления преформы, где профиль указанного первого предварительно формованного изделия и профиль указанного второго предварительно формованного изделия имеют L-образную форму и являются двусторонне симметричными, тогда как один профиль указанного одного третьего предварительно формованного изделия имеет форму плоской пластины, и где в указанной стадии соединения указанное L-образное первое предварительно формованное изделие и указанное L-образное второе предварительно формованное изделие соединяются в положении, соответствующем указанной L-образной прямой полке, тогда как указанное третье предварительно формованное изделие с формой плоской пластины и указанный предварительно формованный наполнитель уголка соединяются с образованием T-образной преформы.
(9) Способ изготовления преформы, где профиль указанного первого предварительно формованного изделия и профиль указанного второго предварительно формованного изделия имеют форму буквы С и являются двусторонне симметричными, тогда как профили указанных двух третьих предварительно формованных изделий имеют форму плоской пластины, и где в указанной стадии соединения указанное С-образное первое предварительно формованное изделие и указанное С-образное второе предварительно формованное изделие соединяются в положении, соответствующем указанной С-образной прямой полке, тогда как указанные два третьих предварительно формованных изделия с формой плоских пластин соединяются с указанными двумя предварительно формованными наполнителями уголка с образованием I-образной преформы.
(10) Устройство для изготовления преформы, включающей первый исходный материал на основе армирующих волокон, имеющий в своем профиле прямую полку и, по меньшей мере, одну пару загнутых полок, тянущихся обратными сторонами друг к другу через канал от прямой полки, и, по меньшей мере, один второй исходный материал на основе армирующих волокон, который соединен с первым исходным материалом на основе армирующих волокон в конфигурации, включающей, по меньшей мере, один канал между ними, где:
(a) первый исходный материал на основе армирующих волокон включает первый сырьевой исходный материал и второй сырьевой исходный материал,
(b) первый сырьевой исходный материал включает первую многослойную ленту, содержащую множество слоев ткани на основе армирующих волокон и адгезивную смолу, помещенную между слоями ткани на основе армирующих волокон,
(c) второй сырьевой исходный материал включает вторую многослойную ленту, содержащую множество слоев ткани на основе армирующих волокон и адгезивную смолу, помещенную между слоями ткани на основе армирующих волокон,
(d) второй исходный материал на основе армирующих волокон включает, по меньшей мере, один третий сырьевой исходный материал,
(e) обеспечиваются первый подающий блок для подачи первой многослойной ленты, второй подающий блок для подачи второй многослойной ленты и, по меньшей мере, один третий подающий блок для подачи, по меньшей мере, одного третьего сырьевого исходного материала,
(f) после первого подающего блока обеспечивается первый блок предварительного формования для формования первой многослойной ленты посредством нагрева и/или прессования с сохранением формованного состояния, в результате чего получают первое предварительно формованное изделие,
(g) после второго подающего блока обеспечивается второй блок предварительного формования для формования второй многослойной ленты посредством нагрева и/или прессования с сохранением формованного состояния, в результате чего получают второе предварительно формованное изделие,
(h) после первого и второго блоков предварительного формования обеспечивается соединяющий блок и, по меньшей мере, один третий подающий блок для соединения первого и второго предварительно формованных изделий, полученных в первом и втором блоках предварительного формования, в результате чего в преформе формируется канал и, по меньшей мере, один третий сырьевой исходный материал поступает в сформированный канал с последующим их соединением посредством их нагрева и/или прессования в определенной конфигурации с сохранением соединенного состояния, в результате чего получают преформу,
(i) после соединяющего блока обеспечивается транспортирующий блок для периодической подачи преформы, полученной на стадии соединения, и
(j) производство первого и второго предварительно формованных изделий в первом и втором блоках предварительного формования и производство преформы в соединяющем блоке выполняется во время периодов, когда подача преформы в транспортирующей установке приостановлена.
(11) Устройство для изготовления преформы, где после указанного соединяющего блока и перед указанным транспортирующим блоком обеспечивается обрезающий блок для удаления ненужных частей преформы, произведенной в указанном соединяющем блоке.
(12) Устройство для изготовления преформы, где обеспечивается, по меньшей мере, один блок для подачи наполнителя уголка, такой чтобы, по меньшей мере, один наполнитель уголка, включающий связку армирующих волокон, поступал, по меньшей мере, в одно углубление, сформированное вдоль внешней поверхности указанного, по меньшей мере, одного канала, сформированного в указанном соединяющем блоке согласованно с периодической подачей преформы указанным транспортирующим блоком.
(13) Устройство для изготовления преформы, где связка армирующих волокон, составляющая указанный наполнитель уголка, представляет собой связку армирующих волокон, содержащую адгезивную смолу, и где, по меньшей мере, один блок предварительного формования наполнителя уголка, в котором посредством нагрева и/или прессования с сохранением формованного состояния формуется указанная связка армирующих волокон, содержащая адгезивную смолу с получением, по меньшей мере, одного предварительно формованного наполнителя уголка, обеспечивается между указанным, по меньшей мере, одним блоком для подачи наполнителя уголка и указанным соединяющим блоком, чтобы обеспечить подачу изготовленного таким образом предварительно формованного наполнителя уголка к указанному соединяющему блоку.
(14) Устройство для изготовления преформы, где указанный, по меньшей мере, один третий сырьевой исходный материал включает, по меньшей мере, одну третью многослойную ленту, содержащую множество слоев ткани на основе армирующих волокон и адгезивную смолу, расположенную между слоями ткани на основе армирующих волокон, и в которой, по меньшей мере, один третий блок предварительного формования, в котором посредством нагрева и/или прессования с сохранением формованного состояния формуется указанная, по меньшей мере, одна третья многослойная лента с получением, по меньшей мере, одного третьего предварительно формованного изделия, обеспечивается между указанным, по меньшей мере, одним третьим подающим блоком и указанным соединяющим блоком, чтобы обеспечить подачу изготовленного таким образом указанного, по меньшей мере, одного третьего предварительно формованного изделия к указанному соединяющему блоку.
(15) Устройство для изготовления преформы, где профиль указанного первого предварительно формованного изделия и профиль указанного второго предварительно формованного изделия имеют форму буквы L и являются двусторонне симметричными, тогда как один профиль указанного одного третьего предварительно формованного изделия имеет форму плоской пластины, и где в указанном соединяющем блоке указанное L-образное первое предварительно формованное изделие и указанное L-образное второе предварительно формованное изделие соединяются в положении, соответствующем указанной L-образной прямой полке, тогда как указанное третье предварительно формованное изделие с формой плоской пластины и указанный предварительно формованный наполнитель уголка соединяются с образованием T-образной преформы.
(16) Устройство для изготовления преформы, где профиль указанного первого предварительно формованного изделия и профиль указанного второго предварительно формованного изделия имеют форму буквы С и являются двусторонне симметричными, тогда как профили указанных двух третьих предварительно формованных изделий имеют форму плоской пластины, и где в указанном соединяющем блоке указанное С-образное первое предварительно формованное изделие и указанное С-образное второе предварительно формованное изделие соединяются в положении, соответствующем указанной С-образной прямой полке, тогда как указанные два третьих предварительно формованных изделия с формой плоских пластин соединяются с указанными двумя предварительно формованными наполнителями уголка с образованием I-образной преформы.
(17) Устройство для изготовления преформы, включающее указанный первый блок предварительного формования, указанный второй блок предварительного формования и указанный третий блок предварительного формования, которые объединены в один штамп предварительного формования, где:
(a) указанный штамп предварительного формования включает центральный штамп, закрепленный на стойке, верхний штамп, расположенный над указанным центральным штампом, с зазором между ними, а также нижний штамп, расположенный под указанным центральным штампом, с зазором между ними,
(b) указанный верхний штамп и указанный центральный штамп имеют первые формовочные поверхности для приема и последующего нагрева и/или прессования указанной первой многослойной ленты и вторые формовочные поверхности для приема и последующего нагрева и/или прессования указанной второй многослойной ленты,
(c) указанный нижний штамп и указанный центральный штамп имеют третьи формовочные поверхности для приема и последующего нагрева и/или прессования указанной третьей многослойной ленты,
(d) первый привод для перемещения указанного верхнего штампа относительно указанного центрального штампа расположен на указанном верхнем штампе, тогда как второй привод для перемещения указанного нижнего штампа относительно указанного центрального штампа расположен на указанном нижнем штампе, и
(e) в центральной части указанного центрального штампа расположено отверстие, обеспечивающее проход указанного предварительно формованного наполнителя уголка.
(18) Устройство для изготовления преформы, включающее указанный, по меньшей мере, один блок предварительного формования наполнителя уголка, где:
(a) указанный блок включает штамп для формования наполнителя уголка, включающий плоский штамп, закрепленный на стойке, а также правый и левый верхние штампы, установленные соответственно на верхней поверхности указанного плоского штампа,
(b) левосторонняя поверхность указанного верхнего правого штампа имеет изгиб на его левом нижнем краю, тогда как правосторонняя поверхность указанного верхнего левого штампа имеет изгиб на его правом нижнем краю, причем указанный верхний правый штамп и указанный левый верхний штамп соединены друг с другом таким образом, что указанная изогнутая левосторонняя поверхность и указанная изогнутая правосторонняя поверхность совпадают друг с другом,
(c) часть, окруженная верхней поверхностью плоского штампа, указанной изогнутой левосторонней поверхностью и указанной изогнутой правосторонней поверхностью, составляет отверстие, которое обеспечивает проход связки армирующих волокон, причем указанная связка армирующих волокон используется для изготовления наполнителя уголка, поступающего из указанного, по меньшей мере, одного блока для подачи наполнителя уголка, и
(d) размер поперечного сечения указанного отверстия постепенно уменьшается в направлении перемещения указанной связки армирующих волокон.
(19) Устройство для изготовления преформы, включающее указанный соединяющий блок, где:
(a) указанный соединяющий блок включает соединяющий штамп, включающий левый верхний штамп, закрепленный на стойке, правый верхний штамп, расположенный на правой стороне указанного левого верхнего штампа с промежутком между ними, а также нижний штамп, расположенный под указанным левым верхним штампом и указанным правым верхним штампом с промежутком между ними,
(b) указанный левый верхний штамп и указанный правый верхний штамп соответственно имеют первую формовочную поверхность, которая относится к указанному левому верхнему штампу, и вторую формовочную поверхность, которая относится к указанному правому верхнему штампу, которые предназначены для приема и нагрева и/или прессования указанного первого предварительно формованного изделия и указанного второго предварительно формованного изделия,
(c) указанный левый верхний штамп и указанный нижний штамп соответственно имеют третью формовочную поверхность, которая относится к указанному левому верхнему штампу, и четвертую формовочную поверхность, которая относится к указанному нижнему штампу, которые предназначены для приема и нагрева и/или прессования указанного первого предварительно формованного изделия и указанного третьего предварительно формованного изделия,
(d) указанный правый верхний штамп и указанный нижний штамп соответственно имеют пятую формовочную поверхность, которая относится к указанному правому верхнему штампу, и шестую формовочную поверхность, которая относится к указанному нижнему штампу, которые предназначены для приема и нагрева и/или прессования указанного второго предварительно формованного изделия и указанного третьего предварительно формованного изделия, и
(e) на указанном правом верхнем штампе расположен первый привод для перемещения указанного правого верхнего штампа относительно указанного левого верхнего штампа, тогда как на указанном нижнем штампе расположен второй привод для перемещения указанного нижнего штампа относительно указанного левого верхнего штампа и указанного правого верхнего штампа.
Технический результат изобретения
Способ производства или устройство для производства преформы согласно настоящему изобретению служат для периодической подачи в продольном направлении сырьевого исходного материала для исходного материала на основе армирующих волокон, имеющего канал в своем профиле, который составит предполагаемую преформу, а также нагрева и/или прессования сырьевого исходного материала во время периодов приостановки подачи с образованием предварительно формованного изделия с последующим соединением полученного предварительно формованного изделия с сырьевым исходным материалом для другого исходного материала на основе армирующих волокон, который составит предполагаемую преформу, обеспечивая, таким образом, непрерывное производство преформы, которая имеет канал в своем профиле.
Таким образом, настоящее изобретение обеспечивает производство высококачественной преформы, предотвращая снижение прямолинейности армирующего волокна, снижение однородности плотности и, в частности, образование складок в местах изгибов сырьевого исходного материала, образующихся из-за различий в окружности внутренних и внешних поверхностей сырьевого исходного материала, что может происходить, когда используемые для производства заданной преформы два или более сырьевых исходных материалов для исходных материалов на основе армирующих волокон соединяют посредством лишь одной стадии нагрева и/или прессования.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг.1 схематически изображен вид в перспективе типичного устройства для производства преформы согласно настоящему изобретению.
На Фиг.2 изображен вид в перспективе типичной T-образной преформы, производимой с помощью устройства для производства, приведенного на Фиг.1.
На Фиг.3 схематически изображен вид спереди типичного штампа для формования наполнителя уголка, используемого в блоке предварительного формования наполнителя уголка устройства для производства, приведенного на Фиг.1.
На Фиг.4 схематически изображен вид спереди типичного штампа предварительного формования, используемого в первых, вторых и третьих блоках предварительного формования устройства для производства, приведенного на Фиг.1.
На Фиг.5 схематически изображен вид спереди типичного формовочно-соединяющего штампа, используемого в соединяющем блоке устройства для производства, приведенного на Фиг.1.
На Фиг.6 схематически изображен вид спереди типичного штампа для зажима преформы, используемого в обрезающем блоке устройства для производства, приведенного на Фиг.1.
На Фиг.7 изображены примеры видов в разрезе, поясняющие изменения формы исходного материала на основе волокон в процессе производства преформы в обычном устройстве для производства преформы.
На Фиг.8 схематически изображены виды в разрезе семи типов преформ, которые могут быть произведены с помощью устройства для производства преформы согласно настоящему изобретению.
На Фиг.9 схематически изображен вид в перспективе другого типа устройства для производства преформы согласно настоящему изобретению.
На Фиг.10 изображен вид в перспективе типичной I-образной (или H-образной) преформы, которая может быть произведена с помощью устройства для производства преформы, приведенного на Фиг.9.
На Фиг.11 схематически изображен вид спереди блока предварительного формования П-типа, используемого в устройстве для производства, приведенном на Фиг.9.
Список позиций
B1: канал
C1: соединяющий блок
Ca1: транспортирующий блок
Cf1: наполнитель уголка
CfB1: сырьевой исходный материал для наполнителя уголка
CfP4: блок предварительного формования наполнителя уголка
CfPf4: предварительно формованный наполнитель уголка
F1, F1a, F1b: загнутая полка
FL1: первый подающий блок
FL2: второй подающий блок
FB1: первый исходный материал на основе армирующих волокон
FB2: второй исходный материал на основе армирующих волокон
FCfB1: блок для подачи наполнителя уголка
FOB3: третий подающий блок
L1: первая многослойная лента
L2: вторая многослойная лента
L3: третья многослойная лента
OB1: первый сырьевой исходный материал
OB2: второй сырьевой исходный материал
OB3: третий сырьевой исходный материал
P1: первый блок предварительного формования
P2: второй блок предварительного формования
P3: третий блок предварительного формования
PF1, PF1a, PF1b, PF2: преформа
Pf1: первое предварительно формованное изделие
Pf2: второе предварительно формованное изделие
Pf3: третье предварительно формованное изделие
T1: обрезающий блок
W1: прямая полка
6a, 6b: предварительно формованное изделие
7d, 7e, 7f, 7g: предварительно формованное изделие
8a: преформа
9a: преформа
10a: блок для подачи материала
20: штамп для формования наполнителя уголка
20a: блок для формования наполнителя
30: штамп предварительного формования
30a: блок предварительного формования
40: формовочно-соединяющий штамп
40a: соединяющий блок
50: штамп для зажима преформы
50a: обрезающий блок
60a: тяговый блок
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Далее, со ссылками на чертежи, описаны некоторые варианты осуществления способа производства и устройства для производства преформы согласно настоящему изобретению.
Преформа PF1, изготавливаемая в качестве конечного продукта с помощью устройства (способа) для производства, приведенного на Фиг.1, имеет T-образный профиль. Детальный вид преформы в перспективе приведен на Фиг.2.
На Фиг.2 преформа PF1 включает первый исходный материал на основе армирующих волокон FB1, который в своем профиле имеет прямую полку W1 и загнутые полки F1a и F1b, тянущиеся по обеим сторонам от прямой полки W1 через канал B1, а также второй исходный материал на основе армирующих волокон FB2, соединенный с первым исходным материалом на основе армирующих волокон FB1, причем канал B1 расположен между ними. Вогнутая часть, сформированная вдоль внешней поверхности канала B1, закрыта вторым исходным материалом на основе армирующих волокон FB2 в продольном направлении преформы PF1, при этом в продольном направлении преформы PF1 сформирован зазор. Указанный зазор заполнен наполнителем уголка Cf1.
Загнутая полка F1 преформы PF1 включает загнутые полки F1a и F1b и второй исходный материал на основе армирующих волокон FB2. Прямая полка W1 находится в вертикальном положении по отношению к загнутой полке F1, которая находится в горизонтальном положении, то есть к загнутым полкам F1a и F1b и второму исходному материалу на основе армирующих волокон FB2, которые находятся в горизонтальном положении.
На Фиг.1 первый исходный материал на основе армирующих волокон FB1 включает первый сырьевой исходный материал OB1 и второй сырьевой исходный материал OB2. Первый сырьевой исходный материал OB1 включает первую многослойную ленту L1, содержащую множество слоев ткани на основе армирующих волокон и адгезивную смолу, расположенную между слоями ленты. Второй сырьевой исходный материал OB2 включает вторую многослойную ленту L2, содержащую множество слоев ткани на основе армирующих волокон и адгезивную смолу, расположенную между слоями ленты. Второй исходный материал на основе армирующих волокон FB2 включает третий сырьевой исходный материал OB3.
На Фиг.1 устройство (способ) для производства преформы согласно настоящему изобретению включает первый подающий блок (стадию) FL1, подающий первую многослойную ленту L1, второй подающий блок (стадию) FL2, подающий вторую многослойную ленту L2, и третий подающий блок (стадию) FOB3, подающий третий исходный материал OB3.
Первый блок (стадия) предварительного формования P1 обеспечивается после первого подающего блока (стадии подачи) FL1 и предназначается для формования первой многослойной ленты L1 посредством нагрева и/или прессования с сохранением формованного состояния, в результате чего получают первое предварительно формованное изделие Pf1. Второй блок (стадия) предварительного формования P2 обеспечивается после второго подающего блока (стадии подачи) FL2 и предназначается для формования второй многослойной ленты L2 посредством нагрева и/или прессования с сохранением формованного состояния, в результате чего получают второе предварительно формованное изделие Pf2.
Соединяющий блок (стадия соединения) C1 обеспечивается после первого и второго блоков (стадий) предварительного формования P1 и P2 и третьего подающего блока (стадии подачи) FOB3, предназначенных для соединения первого и второго предварительно формованных изделий Pf1 и Pf2, произведенных в первом и втором блоках (стадиях) предварительного формования P1 и P2, таким образом, чтобы в преформе PF1 образовывался канал B1, и соединения их с третьим сырьевым исходным материалом OB3, который в результате контактирует с каналом B1, образованным выше, с их последующим нагревом и/или прессованием в данном виде, чтобы соединить их, и с сохранением формы соединенных элементов, обеспечивая преформу PF1a.
Транспортирующий блок (стадия транспортировки) Ca1 обеспечивается после соединяющего блока (стадии соединения) C1 и предназначен для выполнения периодического перемещения преформы PF1, произведенной в соединяющем блоке (стадии соединения) C1.
Первое и второе предварительно формованные изделия Pf1 и Pf2 производятся в первом и втором блоках (стадиях) предварительного формования P1 и P2, а преформу PF1 получают в стадии соединения C1 во время периодов, когда приостанавливается перемещение преформы PF1 в транспортирующем блоке (стадии транспортировки) Ca1.
T-образная преформа PF1, изображенная на Фиг.2, произведенная с помощью устройства для производства (способа), приведенного на Фиг.1, фактически включает L-образные исходные материалы Lf1 и Lf2, которые имеют двусторонне симметричные профили, второй исходный материал на основе армирующих волокон FB2 в форме плоской пластины и наполнитель уголка Cf1. Двусторонне симметричные L-образные исходные материалы Lf1 и Lf2 соединяются друг с другом прямыми полками, а затем соединяются со вторым исходным материалом на основе армирующих волокон FB2 в форме плоской пластины загнутыми полками, при этом канал B1 преформы PF1 заполняется наполнителем уголка Cf1.
Кроме того, в данном варианте осуществления третий сырьевой исходный материал OB3, из которого формируется второй исходный материал на основе армирующих волокон FB2 в форме плоской пластины, включает множество слоев ткани на основе армирующих волокон и адгезивную смолу, расположенную между слоями ткани так же, как в первом сырьевом исходном материале OB1 и втором сырьевом исходном материале OB2.
Кроме того, в данном варианте осуществления связка армирующих волокон, из которой формируется наполнитель уголка Cf1, включает связку армирующего волокна, которая содержит адгезивную смолу.
Для изготовления преформы PF1 устройство (способ) для производства согласно данному варианту осуществления, приведенное на Фиг.1, включает третий блок (стадию) предварительного формования P3 между третьим подающим блоком (стадией подачи) FOB3 и соединяющим блоком (стадией соединения) C1, предназначенный для формования третьей многослойной ленты L3 посредством нагрева и/или прессования с сохранением формованного состояния, в результате чего получают третье предварительно формованное изделие Pf3.
Кроме того, устройство (способ) для производства, приведенное на Фиг.1, включает блок (стадию) предварительного формования наполнителя уголка CfP4 между блоком (стадией) для подачи наполнителя уголка FCfB1, предназначенным для подачи связки армирующего волокна, содержащего адгезивную смолу (сырьевого исходного материала для наполнителя уголка) CfB1, и соединяющим блоком (стадией соединения) C1, предназначенным для формования связки армирующего волокна, содержащего адгезивную смолу (сырьевого исходного материала для наполнителя уголка) CfB1 посредством нагрева и/или прессования с сохранением формованного состояния, в результате чего получают предварительно формованный наполнитель уголка CfPf4.
Кроме того, устройство (способ) для производства, приведенное на Фиг.1, включает обрезающий блок (стадию обрезки) T1 между соединяющим блоком (стадией соединения) C1 и транспортирующим блоком (стадией транспортировки) Ca1, предназначенный для удаления ненужных частей преформы PF1a, произведенной в соединяющем блоке (стадии соединения) C1.
В качестве первого подающего блока FL1 может использоваться обычный блок для подачи ленты, служащий для непрерывной или периодической подачи ленты, который обеспечивает продвижение первого сырьевого исходного материала OB1 (первой многослойной ленты L1), смотанного в рулон и закрепленного на раме, и подает его к первому блоку предварительного формования P1. Аналогичный блок для подачи ленты может также использоваться в качестве второго подающего блока FL2, третьего подающего блока FOB3 и блока для подачи наполнителя уголка FCfB1.
На Фиг.3 изображен типичный блок предварительного формования наполнителя уголка CfP4, который производит предварительно формованный наполнитель уголка CfPf4. На Фиг.3 блок предварительного формования наполнителя уголка CfP4 включает штамп для формования наполнителя уголка 20. Штамп для формования наполнителя уголка 20 включает плоский штамп 22, закрепленный на стойке, а также правый верхний штамп 21a и левый верхний штамп 21b, которые закреплены на верхней поверхности плоского штампа 22. Левосторонняя поверхность 21ac правого верхнего штампа 21a имеет изгиб на левом нижнем краю, тогда как правая поверхность 21bc левого верхнего штампа 21b имеет изгиб на правом нижнем краю. Правый верхний штамп 21a и левый верхний штамп 21b соединены друг с другом таким образом, что левосторонняя изогнутая поверхность 21ac и правосторонняя изогнутая поверхность 21bc совпадают друг с другом.
Часть, окруженная верхней поверхностью плоского штампа 22, указанной изогнутой левосторонней поверхностью 21ac и указанной изогнутой правосторонней поверхностью 21bc, составляет отверстие 23, которое обеспечивает проход сырьевого исходного материала для наполнителя уголка (связки армирующих волокон) CfB1. Сырьевой исходный материал для наполнителя уголка используется для изготовления наполнителя уголка Cf1, который подается из блока для подачи наполнителя уголка FCfB1. Размер поперечного сечения отверстия 23 постепенно уменьшается в направлении перемещения связки армирующих волокон CfB1. Связка армирующих волокон CfB1, поступающая в отверстие 23, формуется в отверстии 23 таким образом, чтобы соответствовать заданному поперечному сечению, подходящему для заполнения канала B1, в результате чего получают предварительно формованный наполнитель уголка CfPf4. Штамп для формования наполнителя уголка 20 нагревают так, как необходимо для облегчения производства предварительно формованного наполнителя уголка CfPf4. Нагрев может обеспечиваться посредством подвода к штампу нагретой жидкости или электрического нагрева.
В данном варианте осуществления первый блок предварительного формования P1, второй блок предварительного формования P2 и третий блок предварительного формования P3 объединены в один штамп предварительного формования. На Фиг.4 изображен типичный штамп предварительного формования.
На Фиг.4 штамп предварительного формования 30 включает центральный штамп 31, закрепленный на стойке, верхний штамп 32, расположенный над центральным штампом 31 с промежутком между ними, а также нижний штамп 33, расположенный под центральным штампом 31 с промежутком между ними. Верхний штамп 32 и центральный штамп 31 соответственно имеют первую формовочную поверхность 32L1, предназначенную для приема первой многослойной ленты L1, ее нагрева и/или прессования, и вторую формовочную поверхность 32L2, предназначенную для приема второй многослойной ленты L2, ее нагрева и/или прессования. Нижний штамп 33 и центральный штамп 31 соответственно имеют третью формовочную поверхность 33L3, предназначенную для приема третьей многослойной ленты L3, ее нагрева и/или прессования.
Первый привод 34a закреплен на верхнем штампе 32 и предназначен для перемещения верхнего штампа 32 относительно центрального штампа 31, обеспечивая перемещение верхнего штампа 32 от или к центральному штампу 31. Второй привод 34b установлен на нижнем штампе 33 и предназначен для перемещения нижнего штампа 33 относительно центрального штампа 31, обеспечивая перемещение нижнего штампа 33 от или к центральному штампу 31. Данная конфигурация обеспечивает поддерживание нагрева и прессования в ходе стадии предварительного формования и обеспечивает открывание штампа в ходе стадии транспортировки преформы и исходного материала на основе армирующих волокон. Кроме того, в центральной части центрального штампа 31 расположено отверстие 35, обеспечивающее проход предварительно формованного наполнителя уголка CfPf4. Диаметр отверстия 35 больше соответствующего размера предварительно формованного наполнителя уголка CfPf4, что позволяет последнему проходить через него.
Нагревающий блок, который не показан на чертеже, расположен в центральном штампе 31, верхнем штампе 32 и нижнем штампе 33. В указанных штампах первая многослойная лента L1, вторая многослойная лента L2 и третья многослойная лента L3 нагреваются и прессуются, обеспечивая таким образом предварительное формование многослойных лент, а также размягчение или плавление адгезивной смолы, находящейся между слоями ленты, в результате чего посредством адгезии между слоями форма фиксируется и получается предварительно формованное изделие.
Форма центрального штампа 31 является такой, что его верхняя поверхность имеет две вогнутые L-образные части (первую формовочную поверхность 32L1 и вторую формовочную поверхность 32L2), тогда как поверхность основания представляет собой ровную плоскость. Верхний штамп 32 имеет две выпуклые L-образные части (первую формовочную поверхность 32L1 и вторую формовочную поверхность 32L2), которые образуют зазор относительно двух вогнутых L-образных частей центрального штампа 31, что обеспечивает получение компонентов Lf1 и Lf2 L-образного профиля, которые составляют части T-образного профиля. Верхняя поверхность нижнего штампа 33 представляет собой ровную плоскость и образует зазор относительно нижней поверхности центрального штампа 31, что обеспечивает получение элемента с профилем в виде плоской пластины, который составляет часть T-образного профиля.
На Фиг.5 изображен типичный соединяющий блок C1. На Фиг.5 соединяющий блок C1 включает один формовочно-соединяющий штамп 40, включающий соединенные компоненты. Формовочно-соединяющий штамп 40 включает левый верхний штамп 41b, закрепленный на стойке, правый верхний штамп 41a, расположенный на правой стороне левого верхнего штампа 41b с промежутком между ними, а также нижний штамп 42, расположенный под левым верхним штампом 41b и правым верхним штампом 41a с промежутком между ними.
Правый верхний штамп 41a и левый верхний штамп 41b соответственно имеют первую формовочную поверхность 41a1f, которая относится к правому верхнему штампу 41a, и вторую формовочную поверхность 41b1f, которая относится к левому верхнему штампу 41b, предназначенные для приема и нагрева и/или прессования первого предварительно формованного изделия Pf1 и второго предварительно формованного изделия Pf2.
Правый верхний штамп 41a и нижний штамп 42 соответственно имеют третью формовочную поверхность 41a2f, которая относится к правому верхнему штампу 41a, и четвертую формовочную поверхность 42af, которая относится к нижнему штампу 42, предназначенные для приема и нагрева и/или прессования первого предварительно формованного изделия Pf1 и третьего предварительно формованного изделия Pf3.
Левый верхний штамп 41b и нижний штамп 42 соответственно имеют пятую формовочную поверхность 41b2f, которая относится к левому верхнему штампу 41b, и шестую формовочную поверхность 42bf, которая относится к нижнему штампу 42, предназначенные для приема и нагрева и/или прессования второго предварительно формованного изделия Pf2 и третьего предварительно формованного изделия Pf3.
Первый привод 43a расположен на правом верхнем штампе 41a и предназначен для перемещения правого верхнего штампа 41a относительно левого верхнего штампа 41b, тогда как второй привод 43b расположен на нижнем штампе 42 и предназначен для перемещения нижнего штампа 42 относительно правого верхнего штампа 41a и левого верхнего штампа 41b.
В данной конфигурации штампов приводы 43a и 43b обеспечивают перемещение правого верхнего штампа 41a и нижнего штампа 42 от или к левому верхнему штампу 41b. Это обеспечивает поддерживание нагрева и прессования в ходе стадии предварительного формования и обеспечивает открывание штампа в ходе стадии транспортировки преформы и исходного материала на основе армирующих волокон.
Нагревающий блок, который не показан на чертеже, расположен в правом верхнем штампе 41a, левом верхнем штампе 41b и нижнем штампе 42. В штампах первое предварительно формованное изделие Pf1, второе предварительно формованное изделие Pf2 и третье предварительно формованное изделие Pf3 нагреваются и прессуются для размягчения или плавления адгезивной смолы на поверхности каждого предварительно формованного изделия, имеющего предварительную форму, при этом слои склеиваются друг с другом, фиксируя форму каждого предварительно формованного изделия, с последующим соединением указанных предварительно формованных изделий, в результате чего получают преформу PF1a, имеющую T-образный профиль.
На Фиг.6 изображен типичный обрезающий блок T1. На Фиг.6 обрезающий блок T1 включает штамп для зажима преформы 50. Штамп для зажима преформы 50 на Фиг.6 включает два центральных штампа 51a и 51b и нижний штамп 52. Кроме того, штамп для зажима преформы 50 снабжен обрезающими механизмами 53a, 53b и 53c для удаления ненужных частей преформы PF1a, произведенной в соединяющем блоке C1, в результате чего получают преформу PF1, которая является конечным продуктом.
Центральный штамп 51a закреплен на стационарной опоре, которая не показана на чертеже, при этом центральный штамп 51b и нижний штамп 52 соединены с приводом 54a и приводом 54b соответственно, что обеспечивает их прижимание или отодвигание от центрального штампа 51b. Данное движение обеспечивает зажим T-образной преформы PF1a, только что отформованной в соединяющем блоке C1.
Центральный штамп 51a снабжен обрезающим механизмом 53a, тогда как нижний штамп 52 снабжен двумя обрезающими механизмами 53b и 53c, при этом каждый обрезающий механизм включает дисковые режущие полотна 55a, 55b или 55c. Каждый обрезающий механизм снабжен приводом, который не показан на чертеже, предназначенным для его перемещения по направлению к соответствующему штампу и по направлению вдоль преформы. Каждый штамп, к которому прижимается соответствующее дисковое режущее полотно, снабжен пластинами для высечки 56a, 56b или 56c, изготовленными из резины, обеспечивающими надежное прижатие обрезаемого армирующего волокна к режущему полотну.
Транспортирующий блок (тяговый блок) Ca1, не изображенный детально на чертеже, включает два или более штампов и приводов для их перемещения, как в случае соединяющего блока C1, при этом они устроены таким образом, что T-образная преформа PF1b, поступающая из обрезающего блока T1, зажимается, а весь механизм для зажима преформы PF1b может перемещаться из стороны в сторону в направлении вдоль преформы PF1 посредством привода AC1.
Каждый штамп в штампе для формования наполнителя уголка 20, штампе предварительного формования 30 и формовочно-соединяющем штампе 40 снабжен каналом для циркуляции теплоносителя, не показанным на чертеже, при этом температуру штампа можно довести до необходимой путем пропускания теплоносителя с необходимой температурой через канал для циркуляции, что обеспечивает контактный нагрев обрабатываемого изделия в штампе.
Далее описывается способ изготовления T-образной преформы PF1, показанной на Фиг.2, основанный на использовании устройства для изготовления преформы согласно настоящему изобретению, показанного на Фиг.1. Как показано на Фиг.2, T-образная преформа PF1 включает двусторонне симметричные исходные материалы Lf1 и Lf2 L-образной формы, исходный материал FB2 в форме плоской пластины и наполнитель уголка Cf1.
Сначала рулон OB1 (первый сырьевой исходный материал) первой многослойной ленты L1, из которой будет сформирован L-образный исходный материал Lf1, который является одним из двух исходных материалов L-образной формы, вставляется в первый подающий блок FL1. Затем рулон OB2 (второй сырьевой исходный материал) второй многослойной ленты L2, из которой будет сформирован другой L-образный исходный материал Lf2, вставляется во второй подающий блок FL2. После этого рулон OB3 (третий сырьевой исходный материал) третьей многослойной ленты L3, из которой будет сформирован исходный материал FB2 в форме плоской пластины, вставляется в третий подающий блок FOB3. Кроме того, рулон CfB1 (сырьевой исходный материал для наполнителя уголка) связки армирующих волокон, пропитанной клейкой смолой, из которой будет сформирован наполнитель уголка Cf1, вставляется в блок для подачи наполнителя уголка FCfB1. На этом подготовку сырьевых исходных материалов заканчивают.
Затем многослойные ленты L1, L2 и L3, а также связку армирующих волокон CfB1 вытягивают из указанных рулонов и пропускают по всей длине устройства для производства преформы с целью наладки исходного состояния. Оборудование запускают после наладки исходного состояния.
Находящиеся в транспортирующем блоке Ca1 многослойные ленты L1, L2 и L3, а также связка армирующих волокон CfB1, зажимаются с целью последовательного выполнения трех следующих операций: операции транспортировки для протягивания материалов к выходу из устройства для производства (на Фиг.1 направо), каждой операции по обработке сырьевого исходного материала, выполняемой в штампе предварительного формования 30 (см. Фиг.4) и формовочно-соединяющем штампе 40 (см. Фиг.5) во время периодов остановки транспортировки, и операции по обработке преформы, выполняемой в штампе для зажима преформы 50 (см. Фиг.6) в обрезающем блоке.
Посредством указанных операций, осуществляемых в направлении к выходу, последовательно производится преформа PF1, имеющая T-образный профиль, причем производство преформы в стационарном режиме начинается, когда все ленты материала достигают конца оборудования.
Далее описывается последовательность стадий обработки материалов от входа к выходу. Связка армирующих волокон CfB1, вытянутая из рулона наполнителя уголка силой тяги транспортирующего блока Ca1, расположенного на выходе, проходит через отверстие 23, которое имеет поперечное сечение, соответствующее поперечному сечению наполнителя уголка, формуемого в штампе для формования наполнителя уголка 20 (см. Фиг.3). Правый верхний штамп 21a, левый верхний штамп 21b и плоский штамп 22 нагреваются теплоносителем, циркулирующим в каждом штампе.
Отверстие 23 имеет большее поперечное сечение на входе и обработанную внутреннюю часть, что позволяет изготавливать наполнитель уголка, имеющий необходимую для заполнения T-образного канала форму поперечного сечения. По мере прессования и нагрева объемной связки армирующих волокон CfB1 при проходе через отверстие 23 содержащаяся в ней термопластичная смола размягчается и деформируется, при этом обработанная связка армирующих волокон CfB1 приобретает ту же форму поперечного сечения, заданную для наполнителя уголка. После выхода из штампа для формования наполнителя уголка (блок предварительного формования) 20 обработанную связку армирующих волокон CfB1 охлаждают при комнатной температуре с фиксацией формы обработанного изделия, получая предварительно формованный наполнитель уголка CfPf4.
Таким образом, операция на ранней стадии с целью подгона поперечного сечения наполнителя уголка к поперечному сечению конечной заданной формы служит для обеспечения подачи наполнителя в правильном положении, препятствуя выпрессовке материала наполнителя из изогнутой части в прямую часть, а также предотвращает смещение наполнителя, что делает его плотность неоднородной, когда наполнитель соединяется с другими предварительно формованными изделиями в следующем соединяющем блоке C1.
С другой стороны, многослойные ленты L1, L2 и L3 вытягиваются из соответствующих рулонов, а затем поступают в штамп предварительного формования 30 (см. Фиг.4). Здесь центральный штамп 31, верхний штамп 32 и нижний штамп 33 нагреваются теплоносителем, циркулирующим в них. Верхний штамп 32 и нижний штамп 33 перемещаются приводом 34a и 34b соответственно, когда штампы открыты, а затем многослойные ленты L1, L2 и L3 в штампах прессуются, когда они закрываются.
В то же время тепло подается от штампов, чтобы нагревать их, и данное состояние поддерживается в течение определенного периода времени. Многослойные ленты L1, L2 и L3, поддерживаемые в таком спрессованном и нагретом состоянии, не только деформируются в форму соответствующих штампов, но также при этом повышается объемное процентное содержание волокон. Таким образом, каждая лента достигает объемного процентного содержания волокон, которое эквивалентно или практически равно объемному процентному содержанию волокон заданных частей L-образной и плоской формы, которые составят часть преформы, имеющей T-образный профиль.
Поскольку термопластичная смола, содержащаяся между слоями в каждой многослойной ленте, размягчается и деформируется, слои тканей из армирующего волокна, которые составляют многослойную ленту, склеиваются друг с другом и поддерживаются в спрессованном состоянии.
Верхний штамп 32 и нижний штамп 33 открываются посредством привода 34a и 34b после выдерживания ленты в штампе формования 30 в течение определенного периода времени. Обработанная многослойная лента опять подается дальше транспортирующим блоком Ca1 и охлаждается, в результате чего термопластичная смола внутри ленты твердеет с сохранением полученной формы. Из многослойных лент L1, L2 и L3 изготавливают L-образные предварительно формованные изделия Pf1 и Pf2, а также предварительно формованное изделие Pf3 в форме плоской пластины, которые соответственно составляют части T-образного профиля.
В случаях, когда адгезивная смола (термопластичная смола) была нанесена на поверхность соединения многослойных лент, как и между слоями, что позволяет легко соединить предварительно формованные изделия в последующей стадии соединения, предварительно формованные изделия могут приклеиться к центральному штампу 31 в результате адгезивного действия смолы, когда предварительно формованные изделия вынимают из формовочного штампа после завершения прессования и открытия штампа. Чтобы предотвратить данное явление, рекомендуют предварительно наносить разделительную смазку, такую как политетрафторэтилен (тефлон (зарегистрированная торговая марка)), по меньшей мере, на поверхность центрального штампа 31.
Кроме того, если обеспечивается сопло, которое подает воздух в зазор между предварительно формованными изделиями и центральным штампом 31, что способствует их разделению под действием высокоскоростного воздушного потока, создаваемого между предварительно формованными изделиями и центральным штампом 31, такой воздушный поток будет эффективно предотвращать повреждение предварительно формованных изделий и ускорять охлаждение, позволяя таким образом сохранять прессованное изделие в твердом состоянии.
Вместо этого многослойная лента может быть произведена с использованием разделительного листа (разделительной бумаги), который обычно используется в области формования смолы и т.д., расположенного между многослойной лентой и формовочным штампом, причем разделительный лист может быть удален после того, как произведенная многослойная лента была извлечена из формовочного штампа.
Штамп предварительного формования 30, изображенный на Фиг.4, имеет конструкцию, которая служит для изготовления в общей сложности трех предварительно формованных изделий, а именно двух L-образных изделий на верхней поверхности центрального штампа 31 и изделия в форме плоской пластины на нижней поверхности центрального штампа 31 путем одного прессующего движения в вертикальном направлении. Это позволяет использовать формовочный штамп, имеющий простую конструкцию, снизить стоимость оборудования и минимизировать полную площадь поверхности штампов. Это способствует повышению теплоотдачи теплоносителя и позволяет эффективнее контролировать температуру штампов.
Кроме того, в центре центрального штампа 31 в штампе предварительного формования 30, показанном на Фиг.4, расположено отверстие 35. Предварительно формованный наполнитель уголка CfPf4, изготовленный в блоке предварительного формования наполнителя уголка CfP4, проходит через отверстие 35, перед тем как попасть в соединяющий блок C1. Отверстие 35, через которое проходит предварительно формованный наполнитель уголка CfPf4, расположенное в штампе предварительного формования 30, предназначено для подачи предварительно формованного наполнителя уголка CfPf4, который в результате операции предварительного формирования стал твердым, в соединяющий блок C1 без принудительного сгибания.
Это позволяет поддерживать прямолинейность предварительно формованного наполнителя уголка CfPf4 в процессе заключительной операции изготовления T-образной преформы. Кроме того, при разработке оборудования канал для предварительно формованного наполнителя уголка CfPf4, расположенный в формовочном штампе, предназначен для минимизации расстояния между элементами для обработки двух L-образных компонентов. Это служит для минимизации степени изгибающей силы, приложенной к готовым предварительно формованным изделиям Pf1 и Pf2 L-образной формы, поступающим в соединяющий блок C1. В результате может быть снижено повреждение предварительно формованных изделий Pf1 и Pf2 в ходе производственного процесса.
Затем, по мере дальнейшего прохождения полученных предварительно формованных изделий Pf1, Pf2, Pf3 и CfPf4, они собираются с образованием T-образного профиля. В настоящем варианте осуществления предварительно формованные изделия Pf1 и Pf2, которые образуют L-образные части, закручены в противоположных направлениях под углом 45° вокруг продольной оси и одновременно согнуты для изменения направления перемещения. Затем, наконец, два предварительно формованных изделия Pf1 и Pf2 L-образной формы соединяются друг с другом обратными сторонами своих перпендикулярных частей (прямых полок), при этом к горизонтальной части присоединяется предварительно формованное изделие Pf3 в форме плоской пластины с последующей подачей предварительно формованного наполнителя уголка CfPf4 в зазор в центральном канале и вводом в соединяющий блок C1.
На данном этапе правый верхний штамп 41a, левый верхний штамп 41b и нижний штамп 42 формовочно-соединяющего штампа 40 (см. Фиг.5) в соединяющем блоке открыты. Перпендикулярные и горизонтальные зазоры между компонентами штампа, которые предназначены для изготовления T-образного профиля, не должны быть слишком большими и предпочтительно должны от 1,2 до 1,5 раз превышать общую толщину соединенных предварительно формованных изделий. Подобные зазоры могут предназначаться для того, чтобы обеспечивать надлежащее положение введенных предварительно формованных изделий и соответствовать их формам, а также для минимизации повреждения, которое может быть вызвано трением о штампы при введении предварительно формованных изделий.
Когда предварительно формованные изделия соединяются с исходными материалами на основе армирующих волокон на стадии соединения в другом варианте осуществления, зазоры в штампе предпочтительно должны приблизительно от 1,1 до 1,5 раз превышать общую толщину элементов, поступающих в зазоры. Это позволяет предотвратить введение элементов в штамп в неправильном положении. Если элементы являются объемными, во входном отверстии штампа предпочтительно обеспечить конусную часть или часть несколько большей кривизны, чтобы предотвратить их трение на входе в штамп.
После того как предварительно формованные изделия были введены в формовочно-соединяющий штамп 40, сначала включается привод 43a, перемещающий центральный штамп 41a для прессования прямой полки T-образного профиля, а затем включается привод 43b, перемещающий нижний штамп 42 для прессования загнутой полки T-образного профиля. Штамп нагревается теплоносителем, циркулирующим в нем, что позволяет поддерживать предварительно формованные изделия одновременно в спрессованном и нагретом состоянии в течение определенного времени.
Выполняя указанную операцию прессования и нагрева с поддерживанием данного состояния, термопластичная смола, нанесенная на поверхность каждого предварительно формованного изделия, размягчается, выполняя свою адгезивную функцию и соединяя предварительно формованные изделия, и в то же время объемное процентное содержание волокон предварительно формованных изделий повышается при сжатии, в результате чего достигается объемное процентное содержание волокон, которое практически эквивалентно объемному процентному содержанию волокон продукта, имеющего T-образный профиль.
После поддерживания указанного состояния в течение определенного периода времени центральный штамп 41a и нижний штамп 42 перемещаются приводами 43a и 43b соответственно, чтобы штамп открылся. Затем обработанные предварительно формованные изделия опять подаются дальше транспортирующим блоком Ca1 и охлаждаются после выхода из штампа, при этом термопластичная смола, содержащаяся внутри, твердеет с сохранением формы, в результате чего получают преформу PF1a.
Преформа PF1a, произведенная в соединяющем блоке C1, подается дальше и попадает в обрезающий блок T1. В штампе для зажима преформы 50 в обрезающем блоке T1 сначала включается привод 54a, перемещающий центральный штамп 51a для зажима T-образной прямой полки, а затем включается привод 54b, перемещающий нижний штамп 52 для зажима T-образной загнутой полки. После этого начинают работать обрезающие механизмы 53a, 53b и 53c, в результате чего приводы, не показанные на чертеже, прижимают дисковые режущие полотна 55a, 55b и 55c к краям преформы PF1a и в то же время они двигаются вдоль преформы PF1a, обрезая края преформы PF1a.
Затем дисковые режущие полотна 55a, 55b и 55c отходят от преформы PF1a и возвращаются в свои исходные положения, а приводы 54a и 54b включаются, перемещая центральный штамп 51a и нижний штамп 52 соответственно, чтобы штамп открылся. Обрезанная преформа PF1b снова подается дальше транспортирующим блоком Ca1.
Наконец, обрезанная преформа PF1b подается дальше и зажимается механизмом для зажима преформы, расположенным в транспортирующем блоке Ca1. Затем привод AC1 приводит в действие механизм для зажима преформы в транспортирующем блоке Ca1, зажимая преформу PF1b, после чего механизм движется дальше с зажатой преформой. Здесь преформа PF1b освобождается и привод AC1 включается снова, перемещая механизм для зажима преформы обратно, оставляя преформу PF1b на выходе, в результате чего обеспечивается готовая преформа PF1. С повторением данного действия готовая преформа PF1 выходит из установки. В данном последовательном производственном процессе преформа PF1, имеющая T-образный профиль, продолжает производиться непрерывно, пока поступают сырьевые исходные материалы.
На Фиг.9 изображен вид в перспективе устройства для изготовления преформы другого варианта осуществления согласно настоящему изобретению, которое отличается от устройства, показанного на Фиг.1. Принимая во внимание, что вариант осуществления, показанный на Фиг.1, представляет устройство для производства преформы, имеющей T-образный профиль, вариант осуществления, показанный на Фиг.9, представляет устройство для производства преформы, имеющей I-образный профиль.
На Фиг.9 устройство для изготовления преформы, имеющей I-образный профиль, включает блок для подачи материала 10a, блок формования наполнителя 20a, блок предварительного формования 30a, соединяющий блок 40a, обрезающий блок 50a и тяговый блок 60a, которые размещены от входа до выхода в приведенном порядке.
На Фиг.10 изображен вид в перспективе типичной преформы, имеющей I-образный профиль. Преформа PF2, приведенная на Фиг.10, включает две С-образных части 70a и 70b, каждая из которых произведена путем обработки многослойной ленты из ткани на основе армирующих волокон, две части в форме плоских пластин 2a и 2b, а также наполнители уголка 3a и 3b для заполнения зазоров, образованных по стороне окружности изогнутых участков. Как и в случае T-образного профиля, показанного на Фиг.2, перпендикулярная часть и горизонтальная часть преформы PF2, показанной на Фиг.10, упоминаются как прямая полка и загнутая полка соответственно.
Блок для подачи материала 10a содержит четыре рулона многослойной ленты 11d, 11e, 11f и 11g, служащих в качестве источников многослойных лент, из которых формируются две С-образных части 70a и 70b и две части в форме плоских пластин 2a и 2b, и рулоны наполнителя 12a и 12b, служащие в качестве источников связок армирующих волокон, из которых формируются два наполнителя уголка 3a и 3b.
Штамп предварительного формирования в блоке формования наполнителя 20a имеет два отверстия, причем каждое отверстие имеет форму, соответствующую поперечному сечению наполнителя уголка, который используется для заполнения каждого из двух каналов в готовой преформе, имеющей I-образный профиль. Указанные два отверстия предпочтительно должны быть расположены в надлежащих положениях таким способом, чтобы их оси совпадали с осями наполнителей уголка в соединяющем блоке 40a, расположенном далее.
Блок предварительного формования 30a включает четыре блока предварительного формования, включающих два С-образных блока предварительного формования 71a и 71b, при этом каждый блок состоит из соединенных штампов, которые формируют зазор, имеющий С-образное поперечное сечение, и два блока предварительного формования плоских пластин 72a и 72b, при этом каждый блок состоит из соединенных штампов, которые формируют зазор, имеющий прямоугольное поперечное сечение.
С-образные блоки предварительного формования 71a и 71b имеют такую же форму. На Фиг.11 показано поперечное сечение одного из двух С-образных блоков предварительного формования 71a. На Фиг.11 внутренний штамп 711, помещенный в С-образном зазоре, окружен центральным штампом 712 и двумя боковыми штампами 713a и 713b, при этом между ними помещена тонкая С-образная пластина 714. Внутренний штамп 711 закреплен на стационарной опоре, которая не показана на чертеже. Центральный штамп 712 и боковые штампы 713a и 713b соединены с приводами 715, 716a и 716b соответственно. Это позволяет перемещать центральный штамп 712 и боковые штампы 713a и 713b от и к внутреннему штампу 711. Таким образом, усилие, с которым в штампе прессуются многослойные ленты, прикладывается и снимается.
Формовочные штампы, расположенные в соединяющем блоке 40a, устроены так, что зазор, сформированный между спаренными штампами, имеет I-образное поперечное сечение.
Каждый штамп в блоке формования наполнителя 20a, блоке предварительного формования 30a и соединяющем блоке 40a снабжен конструкцией для циркуляции теплоносителя для осуществления температурного контроля, как в случае варианта осуществления, приведенного на Фиг.1. Это позволяет нагреть штамп до необходимой для формования температуры. Штампы в блоке предварительного формования 30a и соединяющем блоке 40a перемещаются от и к друг к другу посредством приводов, которые не показаны на чертеже, обеспечивая нагрев и/или прессование введенного материала.
Как и в варианте осуществления, показанном на Фиг.1, обрезающий блок 50a снабжен обрезающим механизмом для коррекции формы края произведенной преформы.
Тяговый блок 60a снабжен механизмом для зажима преформы, предназначенным для удержания I-образной преформы. Кроме того, тяговый блок 60a снабжен приводом 61a для перемещения всего механизма для зажима преформы из стороны в сторону вдоль преформы.
В случаях, когда устройство для производства преформы, показанное на Фиг.9, используется для производства I-образной преформы, показанной на Фиг.10, четыре рулона многослойных лент 11d, 11e, 11f и 11g и два рулона наполнителя уголка 12a и 12b сначала устанавливаются в блоке для подачи материала 10a. Используемые материалы являются такими же, как в варианте осуществления, показанном на Фиг.1.
Маршрут обработки материала описан от начала до выхода из установки. Сначала связки армирующих волокон 5a и 5b, вытянутые из рулонов наполнителя 12a, и 12b, пропускают через отверстия в блоке формования наполнителя 20a, которые имеют такую же форму поперечного сечения, как производимые наполнители уголка, и одновременно подвергают нагреву и прессованию с получением предварительно формованных изделий 6a и 6b, которые имеют такую же форму профиля, как заданный наполнитель уголка.
Многослойные ленты 4d, 4e, 4f и 4g, вытянутые из рулонов многослойных лент 11d, 11e, 11f и 11g, вводят в блок предварительного формования 30a. Здесь многослойные ленты 4d и 4e нагреваются и прессуются в блоках предварительного формования плоских пластин 72a и 72b, при этом данное состояние сохраняется с получением предварительно формованных изделий 7d и 7e в форме плоских пластин. Многослойные ленты 4f и 4g нагреваются и прессуются в С-образных блоках формования 71a и 71b, при этом данное состояние сохраняется с получением предварительно формованных изделий 7f и 7g С-образной формы.
Как показано на Фиг.11, в С-образных блоках формования центральный штамп 712 и боковые штампы 713a и 713b перемещаются посредством приводов 715, 716a и 716b, в результате чего многослойная лента 4f прижимается к внутреннему штампу 711, при этом между ними расположена тонкая пластина 714. На данной стадии порядок перемещения центрального штампа 712 и боковых штампов 713a и 713b является таким, что сначала перемещается центральный штамп 712, а затем боковые штампы 713a и 713b. Это может предотвратить складки, которые могут быть следствием различия между внутренними и внешними окружностями, что случается при изгибе многослойной ленты 4f.
Наличие тонкой пластины 714 позволяет предотвратить выдавливание многослойной ленты 4f в зазор между центральным штампом 712 и боковыми штампами 713a и 713b. На тип материала и толщину тонкой пластины 714 нет никаких определенных ограничений, пока данная пластина изготовлена из гибкого материала, может быть необходимым образом установлена в штамп и при этом многослойная лента 4f может быть спрессована однородно. Учитывая свойства износостойкости и разделения, тонкая пластина 714 предпочтительно должна быть стальной пластиной, имеющей толщину приблизительно от 0,07 до 0,15 мм, покрытой фтористой смолой.
Предварительно формованные изделия 6a, 6b, 7d, 7e, 7f и 7g подаются к следующему соединяющему блоку 40a, где они собираются с формированием преформы, имеющей I-образный профиль. В ходе данной стадии в данном варианте осуществления предварительно формованные изделия 7f и 7g, которые, в частности, образуют С-образную часть, вытягиваются из С-образного формующего блока, причем своей открытой частью вверх, но при этом они должны быть перевернуты боком прежде, чем достигнут соединяющего блока 40a, чтобы открытая часть пришла в боковое положение I-образной преформы. Таким образом, предварительно формованные изделия 7f и 7g закручены на 90° в противоположных направлениях вокруг продольной оси и в то же время они придвигаются ближе друг к другу и сгибаются для изменения направления движения.
Тем временем, предварительно формованные наполнители уголка 6a и 6b поступают в соединяющий блок 40a без повреждения в результате изгиба на данной стадии, если ось отверстия в блоке формования наполнителя 20a совпадает с осью наполнителя уголка в соединяющем блоке 40a, как описано выше.
И, наконец, два С-образных предварительно формованных изделия 7f и 7g соединяются обратными сторонами друг к другу в своих центральных участках, а предварительно формованные изделия в форме плоских пластин 7d и 7e соединяются верхними и нижними горизонтальными участками с их последующим вводом в соединяющий блок 40a, при этом зазоры в углах заполнены предварительно формованными изделиями 6a и 6b, которые уже были обработаны, получив заданную форму поперечного сечения наполнителя уголка.
Затем в соединяющем блоке 40a вначале фиксируется I-образная прямая полка, а затем I-образная загнутая полка, после чего они поддерживаются в спрессованном и/или нагретом состоянии с получением преформы 8a, которая имеет такой же I-образный профиль, как и конечный продукт, за исключением длины краев.
После этого края преформы 8a обрезаются в обрезающем блоке 50a с целью удаления лишних частей, как и в случае варианта осуществления, приведенного на Фиг.1, в результате чего получают преформу 9a с обрезанными краями, которая имеет заданную форму профиля. Преформа 9a с обрезанными краями проходит дальше через тяговый блок 60a, что обеспечивает непрерывное производство преформы PF2, которая имеет профиль I-образной формы.
Затем преформы PF1 и PF2, произведенные в вышеуказанном варианте осуществления, используются в качестве материала на основе армирующих волокон, предназначенного для армирования смолы в способе производства пластмасс, армированных волокном. Обычно преформа обрезается до необходимой длины, а адгезивная смола вводится в преформу с последующим отверждением введенной смолы, в результате чего получают пластмассы, армированные волокном (ПАВ).
Выше, со ссылкой на Фиг.1 и Фиг.9, описаны два варианта осуществления, однако настоящее изобретение не ограничивается указанными вариантами осуществления. Присутствие стадии предварительного формования и стадии соединения в непрерывном процессе является существенным признаком способа непрерывного производства преформы, которая содержит высокопрямолинейные армирующие волокна, является однородной по плотности армирующего волокна в преформе и не имеет складок.
Важными являются следующие признаки изобретения: многослойная лента на основе армирующих волокон нагревается и прессуется на стадии предварительного формования; она поддерживается в данном состоянии так, чтобы смола между слоями и другие компоненты смолы, содержащиеся в ткани из армирующего волокна, а в некоторых случаях непосредственно и армирующее волокно, размягчались и плавились с уменьшением объема, в результате чего получают предварительно формованное изделие, которое имеет правильно обработанную предварительную форму, которая эквивалентна соответствующей части готового профиля; и предварительно формованное изделие соединяется с другими предварительно формованными изделиями или другими исходными материалами на основе армирующего волокна на стадии соединения с получением готовой преформы.
Указанный признак более подробно описан ниже. Например, если в способе производства T-образной преформы в вышеуказанном варианте осуществления многослойная лента, включающая три слоя тканей из армирующего волокна, прессуется в соединяющем блоке (формовочно-соединяющем штампе 40), изображенном на Фиг.5, без ее переработки в предварительно формованное изделие, то в результате из-за различия между длинами внутренней и внешней поверхностей многослойной ленты по линии изгиба многослойной ленты в целях получения прямой полки и загнутой полки, которые тянутся в различных направлениях, будут образовываться складки, даже если наполнитель уголка был изготовлен в виде предварительно формованного изделия.
Складки, которые могут образоваться в указанных условиях, показаны в схематической диаграмме на Фиг.7. На Фиг.7 три объемных многослойных ленты 81a, 81b и 81c перед стадией прессования помещаются между штампами, как показано в состоянии S1, где слои ткани из армирующего волокна поддерживаются в прямолинейном виде. Затем прямая полка 81W прессуется, как видно из состояния S2. Так как загнутая полка 81F прессуется после этого, сжатие многослойной ленты приведет к избыточной длине элемента окружности в той области, где лента сгибается, как показано в состоянии S3. Таким образом, складки Wr образуются в состоянии S3.
Стадия предварительного формования согласно настоящему изобретению является существенной для предотвращения появления указанных складок. В частности, складки легко могут возникнуть из-за различия между внутренними и внешними радиусами окружностей, что происходит в области, где многослойная лента сгибается от канала в профиле. С целью наиболее эффективного предотвращения формирования указанных складок исходный материал, из которого будет сформирован канал в профиле преформы, должен быть правильно обработан, чтобы иметь подобную форму профиля, содержащего канал, перед соединением с другими исходными материалами в целях изготовления преформы.
Канал определяется как область, в которой прямая полка и загнутая полка пересекают друг друга с образованием T-образного, Y-образного или Х-образного профиля. Таким образом, настоящее изобретение является особо эффективным при производстве преформы, имеющей профиль, содержащий канал. На Фиг.8 изображено семь типов преформ, содержащих канал.
Преформа PF3, изображенная на Фиг.8, которая является такой же, как преформа PF1, изображенная на Фиг.2, содержит канал B3. Преформа PF4, которая является такой же, как преформа PF2, изображенная на Фиг.10, содержит каналы B4 и B5. Преформа PF5, в которой верхний конец прямой полки загнут направо, содержит канал B6. Преформа PF6 имеет Х-образный профиль, содержащий канал B7. Преформа PF7 является комбинацией T-образной и I-образной преформ, содержащей каналы B8 и B9. Преформа PF8 является комбинацией T-образных преформ, соединенных параллельно друг другу, содержащей каналы B10 и B11. Преформа PF9, в которой верхняя часть прямой полки загнута направо, а ее конец загнут вверх, содержит канал B12.
После нагрева и прессования на стадии предварительного формования многослойная лента обрабатывается с целью сохранения полученной формы, в результате чего многослойная лента может быть сжата с получением предварительно формованного изделия, имеющего повышенное объемное процентное содержание волокон (Vpf). Указанное сжатие предпочтительно должно выполняться до такой степени, при которой профиль предварительно формованного изделия становится близок к конечному профилю или при которой объемное процентное содержание волокон (Vpf) является близким или таким же, как объемное процентное содержание волокон в преформе, полученной после стадии соединения. Подобная степень сжатия многослойных лент позволяет предотвратить образование описанных выше складок на стадии соединения.
Впрочем, в отношении производительности устройства для непрерывного производства преформы фактором, определяющим скорость обработки материалов устройством, является время задержки на каждой стадии, требуемой для уменьшения объема многослойной ленты посредством нагрева и прессования. Длительное время задержки на стадии предварительного формования необходимо для того, чтобы на стадии предварительного формования обеспечивалось объемное процентное содержание волокон (Vpf), практически равное объемному процентному содержанию волокон при завершении стадии соединения, тогда как стадия соединения может заканчиваться при очень коротком времени задержки, требуемом для склеивания каждого предварительно формованного изделия. Таким образом, полная производительность зависит от длительного времени задержки на стадии предварительного формования, но это не практично. И это вызывает серьезную проблему, когда заданное конечное объемное процентное содержание волокон (Vpf) является относительно высоким, например 40% или выше, или когда многослойная лента содержит большое количество смолы между слоями.
Эффективный способ решения данной проблемы состоит в том, чтобы на стадии предварительного формования задавать объемное процентное содержание волокон (Vpf) на таком уровне, который является относительно низким и не будет оказывать неблагоприятного влияния на последующую стадию соединения, после которой заданное конечное объемное процентное содержание волокон (Vpf) будет достигаться на стадии соединения. Подобный уровень объемного процентного содержания волокон (Vpf), который является относительно низким и не будет оказывать неблагоприятного влияния, предпочтительно должен соответствовать следующему уравнению.
0,95≥α/β≥0,6
или более предпочтительно
0,95≥α/β≥0,8,
где α и β представляют собой Vpf предварительно формованного изделия и Vpf преформы соответственно.
Таким образом, если Vpf предварительно формованного изделия поддерживается на уровне приблизительно от 60 до 95%, более предпочтительно от 80 до 95%, от значения Vpf преформы, работа сжатия многослойных лент может быть разделена между двумя стадиями предварительного формования и соединения с целью предотвращения избыточно длительного времени, затрачиваемого на любую стадию, минимизируя таким образом общую длительность обработки материала устройством для производства. И это позволяет с высокой эффективностью предотвратить образование складок и неоднородного распределения плотности в армирующем волокне на стадии соединения.
Чтобы измерить объемное процентное содержание волокон (Vpf), во-первых, необходимо измерить толщину измеряемого образца, то есть сырьевого исходного материала для исходного материала на основе армирующих волокон, многослойной ленты или предварительно формованного изделия. Толщина измеряемого образца определяется под давлением 101,3 кПа, приложенным в вертикальном направлении к поверхности измеряемого образца. Способ, используемый для приложения давления, может заключаться в оборачивании измеряемого образца листом, например пленкой, с последующим вакуумированием с приложением атмосферного давления или в помещении измеряемого образца между плоской пластиной и давящей пластиной (например, диском диаметром 25 мм) с последующим приложением к давящей пластине необходимого усилия, которое зависит от размера давящей пластины. Данные по толщине и объемному процентному содержанию волокон (Vpf), приведенные в настоящем описании, основаны на способе измерения с помощью вакуумирования.
При осуществлении настоящего изобретения необязательно производить предварительное формование всех частей, как описано в вышеприведенных вариантах осуществления. В случае преформы, имеющей T-образный профиль, например, частичный исходный материал, не имеющий изгибов, такой как часть в форме плоской пластины, соединяемая с загнутой полкой, может не подвергаться стадии предварительного формования, а может использоваться в виде исходной многослойной ленты и соединяться с предварительно формованной частью L-образной формы. Таким образом, по меньшей мере, одна часть, которая будет составлять важную в отношении прямолинейности армирующего волокна и однородности плотности часть готовой преформы, может перерабатываться в предварительно формованное изделие, а затем соединяться не только с другими предварительно формованными изделиями, но также и с другими исходными материалами на основе армирующего волокна, не подвергнутыми предварительному формованию.
Второй исходный материал на основе армирующих волокон, соединяемый с первым исходным материалом на основе армирующих волокон с целью получения преформы, может и не являться многослойной лентой, содержащей множество слоев ткани на основе армирующих волокон и адгезивную смолу, расположенную между слоями ткани на основе армирующих волокон, используемой в вышеприведенных вариантах осуществления, а может являться многослойной лентой, которая не содержит адгезивной смолы между слоями ткани на основе армирующих волокон, простым листом ткани на основе армирующих волокон либо стержнем или трубой из ткани на основе армирующих волокон в зависимости от обстоятельств.
Термопластичная смола используется в вышеприведенных вариантах осуществления в качестве адгезивной смолы, расположенной между слоями многослойной ленты или нанесенной на ее поверхность в зависимости от обстоятельств, при этом подобные термопластичные смолы включают, например, полиолефиновую смолу, смолу на основе стирола, полиамидную смолу и полиуретановую смолу. Адгезивная смола также может представлять собой термореактивную смолу, такую как, например, эпоксидная смола, фенольная смола или ненасыщенная полиэфирная смола. Адгезивная смола, тем не менее, при нагревании должна действовать в качестве адгезива. Касательно обращения с ней при нормальной температуре адгезивная смола предпочтительно должна иметь температуру стеклования (Тс) в диапазоне приблизительно от 30 до 100°C. Подобные смолы могут использоваться в качестве адгезивной смолы, содержащейся в связке армирующего волокна для наполнителя уголка.
Адгезивная смола может находиться в форме волокна, частиц или эмульсии. Адгезивная смола может и не присутствовать между слоями тканей из армирующего волокна, а может быть беспорядочно диспергирована внутри ткани из армирующего волокна. Когда адгезивная смола используется в форме волокна, волокно адгезивной смолы может быть вплетено в связку армирующего волокна и использоваться в качестве дополнительных нитей, введенных в качестве основных и/или поперечных нитей в тканый материал, использоваться в качестве прошивающих нитей, введенных через множество слоев ткани из армирующих волокон. В отношении формы адгезивной смолы не существует никаких конкретных ограничений, если промежуточные слои могут быть склеены при нагревании и прессовании.
В отношении типа армирующего волокна, которое составляет ткань из армирующих волокон и наполнитель уголка, не существует никаких конкретных ограничений. Используемые армирующие волокна включают, например, углеродное волокно, стекловолокно, органическое волокно (например, арамидное волокно, полипарафениленбензобисоксазольное волокно, фенольное волокно, полиэтиленовое волокно, волокно из поливинилового спирта), металлическое волокно, керамическое волокно, а также их комбинации. В частности, углеродное волокно обладает высоким коэффициентом прочности, коэффициентом упругости и устойчивостью к поглощению воды и поэтому является предпочтительным в качестве материала для элементов конструкции самолетов и автомобилей, которые требуют высоких механических характеристик.
В отношении формы ткани из армирующих волокон не существует никаких конкретных ограничений, если она включает армирующие волокна, расположенные, по меньшей мере, в одном направлении. Используемые формы ткани из армирующих волокон включают тканый материал, вязаный материал, плетеный материал, нетканый материал, лист из однонаправленных волокон, который включает армирующие волокна, расположенные в одном направлении и морфологически стабилизированные стяжкой, нетканым материалом посредством сплавления или прошитые нитью, а также многоосный лист, который включает листы из однонаправленных волокон, уложенные слоями со сдвигом друг к другу по отношению к направлению своих волокон. В частности, преформы, используемые в производстве элементов конструкции транспортных средств, таких как самолеты, в частности, обязаны обладать высокими механическими характеристиками (в особенности прочностью при сжатии). В качестве материалов, соответствующих данному требованию, наиболее предпочтительными являются однонаправленная ткань и комбинированные листы однонаправленной ткани, так как они могут обладать высокой прямолинейностью армирующих волокон и высоким объемным процентным содержанием волокон (Vpf).
В целях подачи многослойной ленты многослойная лента должна находиться предпочтительно в форме рулона, если это возможно, как и в вышеуказанных вариантах осуществления, потому что рулоны имеют небольшой размер и подходят для хранения длинных лент. Если многослойная лента является толстой из-за включения большого количества слоев ткани из армирующих волокон, то в результате скатывания в рулон многослойная лента деформируется, что вызывает различие в длине окружностей слоев, приводя к относительному сдвигу между ними. Если промежуточные слои в многослойной ленте склеены в некотором количестве точек, они могут быть удалены, что лишает возможности хранить многослойную ленту в необходимом состоянии. Подобная многослойная лента должна храниться предпочтительно на плоском контейнере, таком как поддон, без скручивания. Если каждый слой ткани из армирующих волокон, составляющей многослойную ленту, находится в форме рулона, несколько однослойных рулонов, число которых равно числу слоев в конечном многослойном продукте, может использоваться для соединения лент ткани из армирующих волокон с получением многослойной ленты перед стадией предварительного формования и стадией соединения.
В качестве способа нагрева и/или прессования многослойной ленты или предварительно формованного изделия в вышеуказанных вариантах осуществления нагретые штампы сжимаются между собой. Данный способ прессования является предпочтительным, так как необходимая температура и давление могут быть точно установлены, причем также достигаются необходимая надежность и устойчивость при эксплуатации.
Материал используемых формовочных штампов может быть твердым, таким как металл и смола, или мягким, таким как резина и эластомер. При этом штампы предпочтительно должны быть изготовлены из металла, который обладает высокой теплопроводностью, высокой скоростью теплообмена с армирующим волокном и, следует надеяться, что высокой износостойкостью, так как материал в штампе нагревается самим штампом посредством контактного нагрева.
Используемые способы нагрева штампов, помимо описанных выше, включают использование нагрева излучением, нагрева воздухом и мощным потоком горячего газа. Используемые способы прессования штампов, помимо описанных выше, включают оборачивание штампа пленкообразным материалом или заключение штампа в оболочку с последующим приложением внутреннего давления. Подходящие способы нагрева и прессования выбираются таким образом, чтобы соответствовать характеристикам материала и свойствам производимой преформы.
Температура нагрева для обработки многослойной ленты или предварительно формованного изделия предпочтительно должна быть выше температуры стеклования (Тс) адгезивной смолы, находящейся в промежуточных слоях, чтобы обеспечивать ее эффективное действие в качестве адгезива. Впрочем, если температура слишком высока, избыточное количество адгезивной смолы может образовать пленкообразные слои смолы между слоями ткани из армирующих волокон и препятствовать плавному потоку отверждаемой смолы, вводимой в следующей стадии, хотя необходимая длительность обработки может быть более короткой. Для адгезивной смолы, имеющей температуру стеклования (Тс) в диапазоне от 30 до 100°C, температура нагрева для обработки предпочтительно должна находиться в диапазоне приблизительно от 40 до 130°C.
Если давление, приложенное на стадии прессования, будет слишком высоким, то армирующее волокно деформируется в направлении толщины до того, как адгезивная смола в промежуточных слоях начинает плавиться, при этом ближайшие слои армирующего волокна с промежуточными слоями между ними придут в соприкосновение друг с другом, заполнив пространство промежуточных слоев, препятствуя потоку смолы в промежуточные слои в ходе последующей стадии введения отверждаемой смолы. Давление предпочтительно должно быть выше атмосферного давления и в диапазоне от 0,1 до 1,0 МПа.
Транспортирующий блок (тяговый блок) может быть отделен от других, но может быть соединен с обрезающим блоком. Транспортирующий блок (тяговый блок) выполняет две функции захвата преформы и ее перемещения в продольном направлении, при этом обрезающий блок также выполняет функцию зажима и поэтому, если указанная функция зажима будет обеспечиваться на достаточно высоком уровне, то обрезающий блок сможет одновременно служить для зажима материала с целью транспортировки (тяги) с одновременной обрезкой, что позволяет, добавив функцию транспортировки данному блоку, исключить транспортирующий блок (тяговый блок).
Промышленная применимость
Способ производства или устройство для производства преформы настоящего изобретения служат для периодической подачи в продольном направлении сырьевого исходного материала для исходного материала на основе армирующих волокон, имеющего канал в своем профиле, составляющего заданную преформу, а также для нагрева и/или прессования сырьевого исходного материала в течение периодов остановки транспортировки с получением предварительно формованного изделия с последующим соединением полученного предварительно формованного изделия с сырьевым исходным материалом других исходных материалов на основе армирующих волокон, составляющих заданную преформу, обеспечивая таким образом непрерывное производство преформы, содержащей канал в своем профиле. Это предотвращает формирование складок, которые обычно формируются в армирующем волокне в преформе, которая изготавливается обычным непрерывным способом, и служит для непрерывного производства преформы, которая может использоваться для производства элементов конструкции, например автомобилей и самолетов.
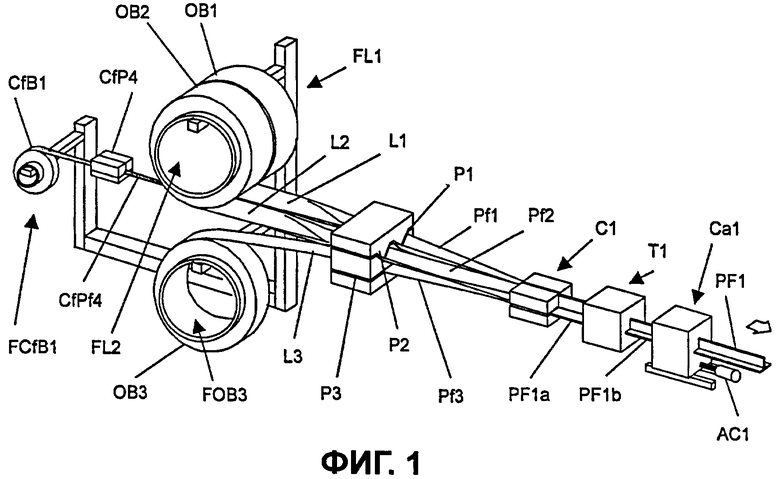
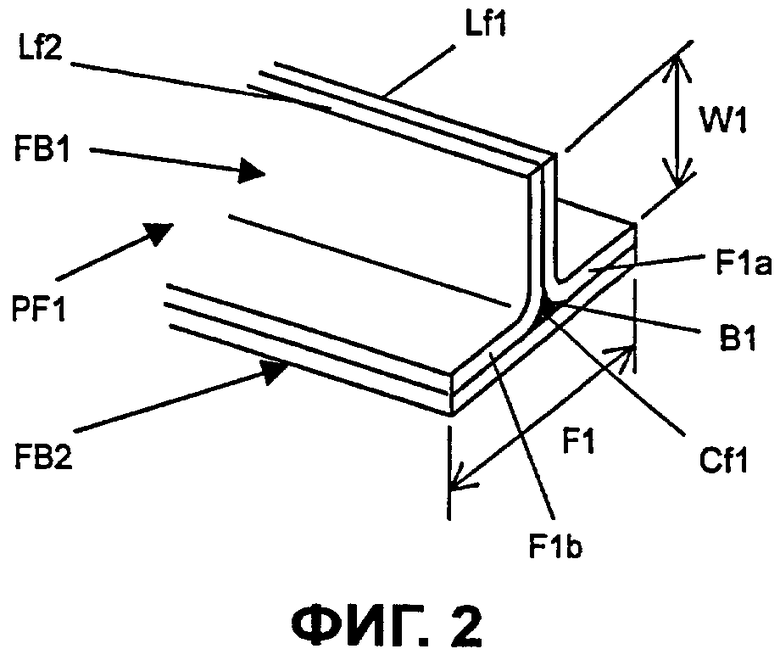
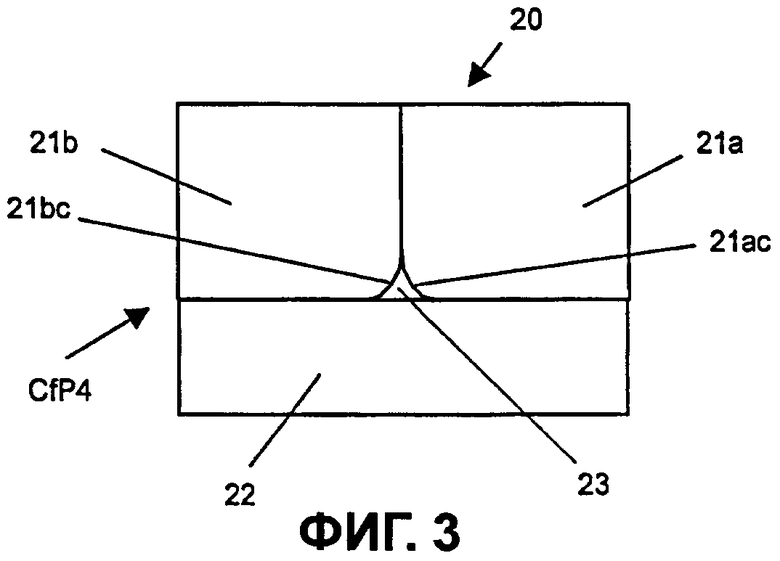
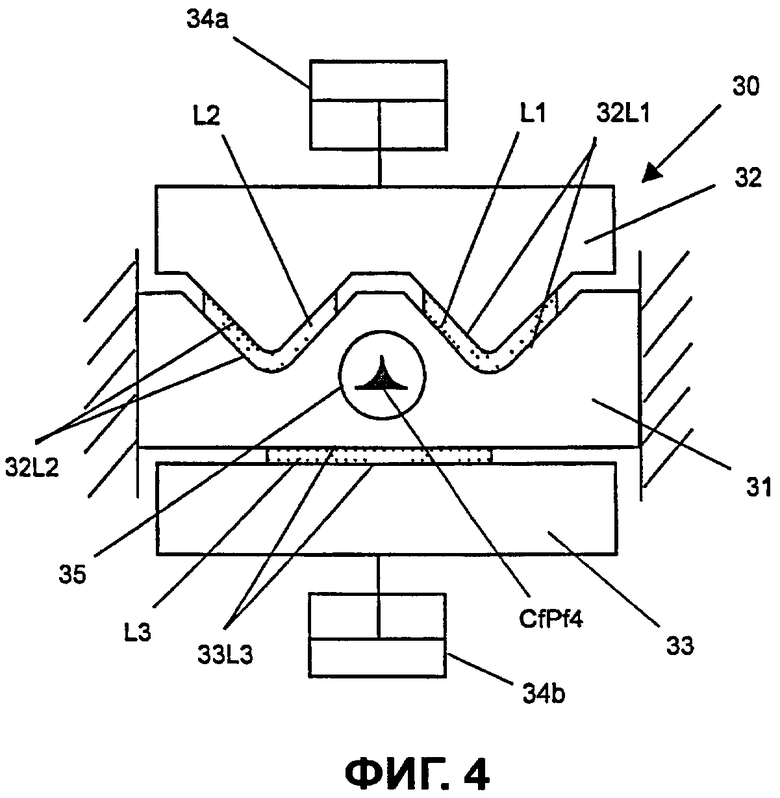
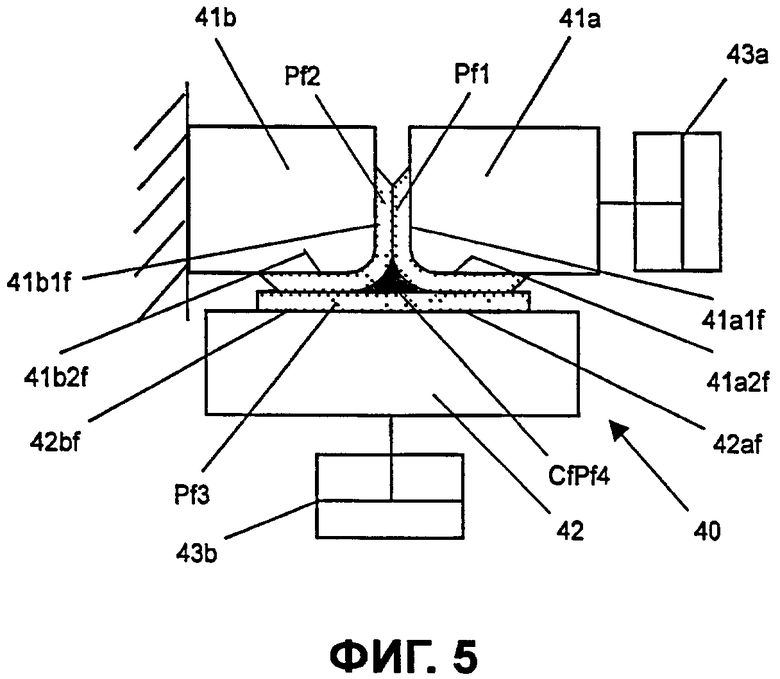
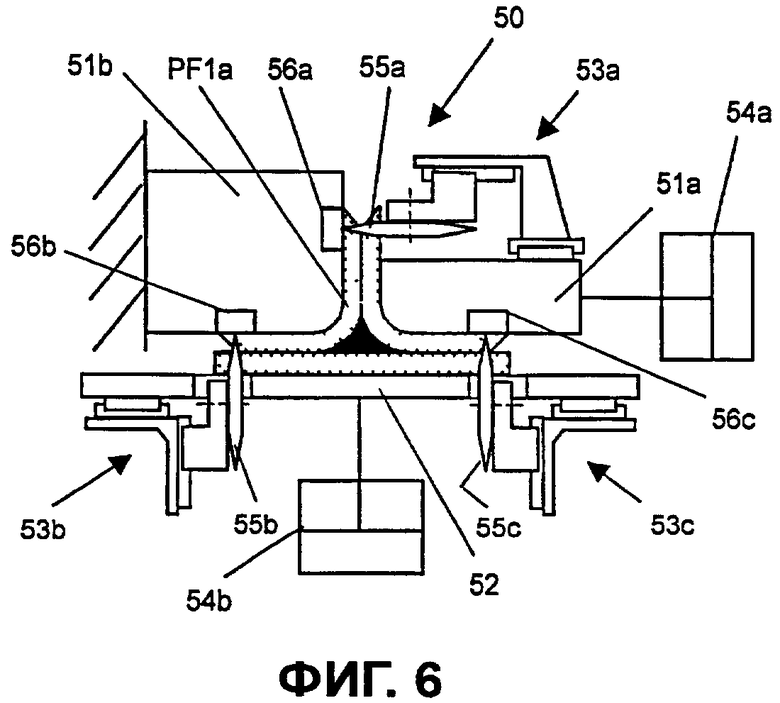
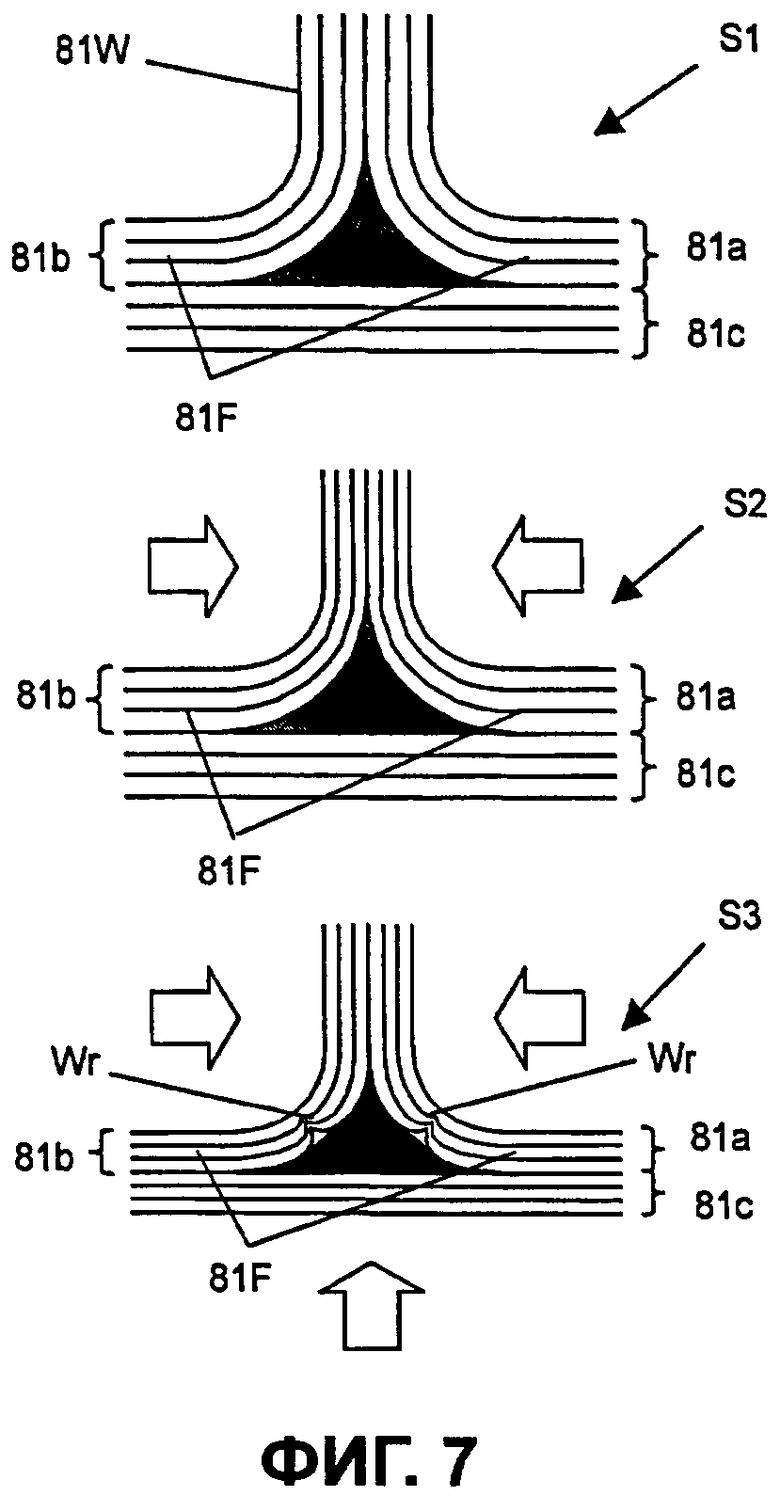
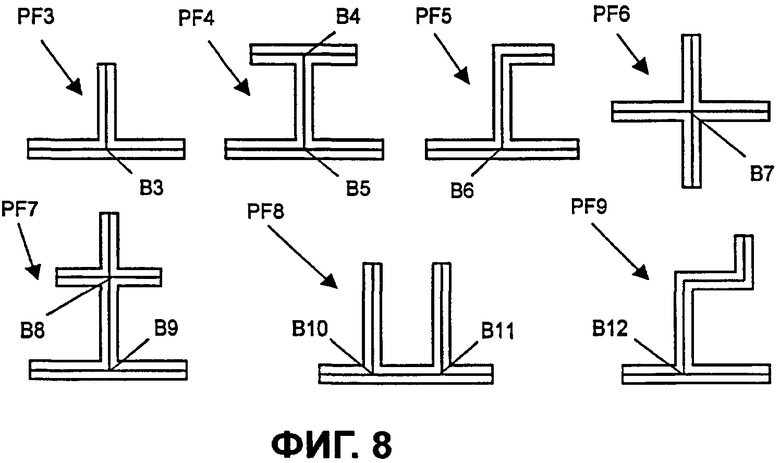
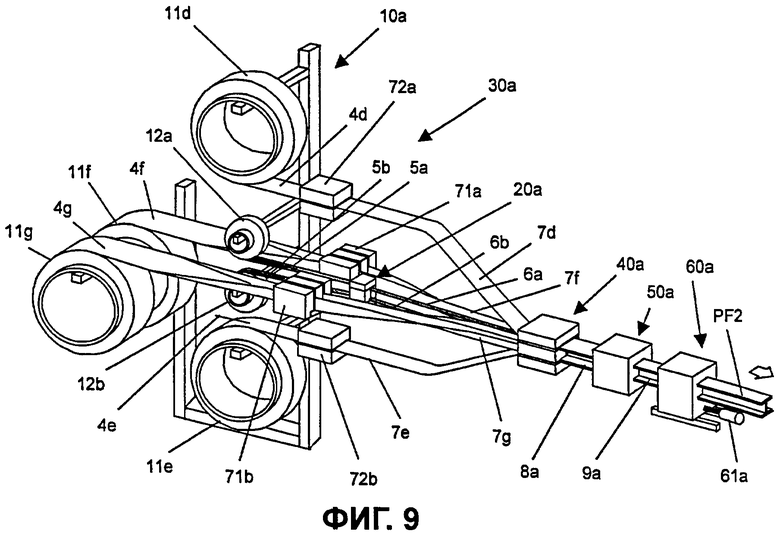

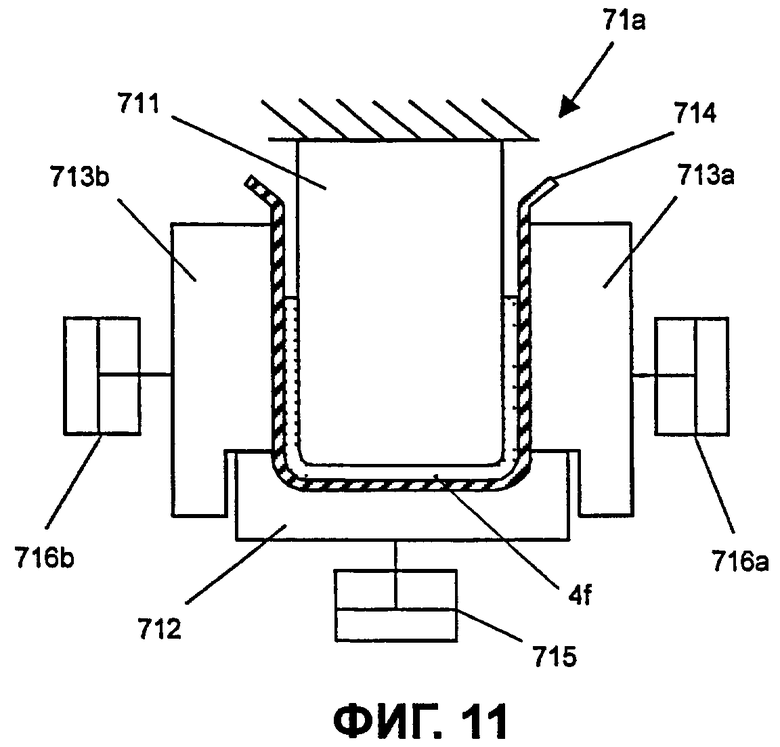
Способ изготовления преформы и устройство для изготовления преформы обеспечивают непрерывное изготовление преформы с каналом в ее профиле сечения. Посредством подачи неформованного исходного материала на основе армирующих волокон с каналом в профиле сечения из составных исходных материалов на основе армирующих волокон с целью изготовления преформы периодически в продольном направлении выполняют нагрев и/или приложение давления к сырьевому исходному материалу при каждом прекращении подачи с предварительным получением предварительно формованного материала с данной конфигурацией. Соединяют полученный предварительно формованный материал с данной конфигурацией с необработанными другими исходными материалами на основе армирующих волокон с целью изготовления преформы. Технический результат заявленных изобретений позволяет осуществлять непрерывное производство однородной преформы без складок. 2 н. и 17 з.п. ф-лы, 11 ил.
1. Способ изготовления преформы, включающей первый исходный материал на основе армирующих волокон, имеющей в своем профиле прямую полку и, по меньшей мере, одну пару загнутых полок, проходящих противоположными сторонами друг к другу через канал от прямой полки, и, по меньшей мере, один второй исходный материал на основе армирующих волокон, который объединен с первым исходным материалом на основе армирующих волокон в конфигурации, включающей, по меньшей мере, один канал между ними, где:
(a) первый исходный материал на основе армирующих волокон включает в себя первый сырьевой исходный материал и второй сырьевой исходный материал,
(b) первый сырьевой исходный материал включает в себя первую многослойную ленту, содержащую множество слоев ткани на основе армирующих волокон и адгезивную смолу, помещенную между слоями ткани на основе армирующих волокон,
(c) второй сырьевой исходный материал содержит вторую многослойную ленту, содержащую множество слоев ткани на основе армирующих волокон и адгезивную смолу, помещенную между слоями ткани на основе армирующих волокон,
(d) второй исходный материал на основе армирующих волокон, содержащий, по меньшей мере, один третий сырьевой исходный материал,
(e) обеспечивается первая стадия подачи для подачи первой многослойной ленты, вторая стадия подачи для подачи второй многослойной ленты, и, по меньшей мере, одна третья стадия подачи для подачи, по меньшей мере, одного третьего сырьевого исходного материала,
(f) после первой стадии подачи обеспечивается первая стадия предварительного формования для формования первой многослойной ленты посредством нагрева и/или прессования с сохранением формованного состояния, в результате чего получают первое предварительно формованное изделие,
(g) после второй стадии подачи обеспечивается вторая стадия предварительного формования для формования второй многослойной ленты посредством нагрева и/или прессования с сохранением формованного состояния, в результате чего получают второе предварительно формованное изделие,
(h) после первой и второй стадий предварительного формования обеспечивается стадия соединения и, по меньшей мере, одна третья стадия подачи для соединения первого и второго предварительно формованных изделий, полученных на первой и второй стадиях предварительного формования, в результате чего в преформе формируется канал и, по меньшей мере, один третий сырьевой исходный материал поступает в сформированный канал, затем следует их соединение посредством их нагрева и/или прессования в определенной конфигурации с сохранением соединенного состояния, в результате чего получают преформу,
(i) после стадии соединения обеспечивается стадия транспортировки для периодической подачи преформы, полученной на стадии соединения, и
(j) производство первого и второго предварительно формованных изделий на первой и второй стадиях предварительного формования, и производство преформы на стадии соединения выполняется во время периодов, когда подача преформы на стадии транспортировки приостановлена.
2. Способ изготовления преформы по п.1, при котором первое и второе предварительно формованные изделия соответствуют отношению 0,95≥α/β≥0,6, где α представляет собой их соответствующее объемное процентное содержание волокон, а β представляет собой объемное процентное содержание волокон в преформе.
3. Способ изготовления преформы по п.2, при котором объемное процентное содержание волокон α и объемное процентное содержание волокон β соответствуют отношению 0,95≥α/β≥0,8.
4. Способ изготовления преформы по п.1, при котором после стадии соединения и перед стадией транспортировки обеспечивается стадия обрезки для удаления ненужных частей преформы, произведенной на указанной стадии соединения.
5. Способ изготовления преформы по п.1, при котором обеспечивается, по меньшей мере, одна стадия подачи наполнителя уголка, такая, чтобы, по меньшей мере, один наполнитель уголка, включающий связку армирующих волокон поступал, по меньшей мере, в одно углубление, сформированное вдоль внешней поверхности, по меньшей мере, одного канала, полученного на стадии соединения согласованно с периодической подачей преформы в указанной стадии транспорта.
6. Способ изготовления преформы по п.5, при котором связка армирующих волокон, составляющая наполнитель уголка, представляет собой связку армирующих волокон, содержащую адгезивную смолу, и где, по меньшей мере, одна стадия предварительного формования наполнителя уголка, на которой посредством нагрева и/или прессования с сохранением формованного состояния формуется связка армирующих волокон, содержащая адгезивную смолу, с получением, по меньшей мере, одного предварительно формованного наполнителя уголка, обеспечивается между, по меньшей мере, одной стадией подачи наполнителя уголка и стадией соединения, чтобы обеспечить подачу изготовленного таким образом предварительно формованного наполнителя уголка к стадии соединения.
7. Способ изготовления преформы по п.6, при котором, по меньшей мере, один третий сырьевой исходный материал содержит, по меньшей мере, одну третью многослойную ленту, содержащую множество слоев ткани на основе армирующих волокон и адгезивную смолу, расположенную между слоями ткани на основе армирующих волокон, и где, по меньшей мере, одна третья стадия предварительного формования, на которой посредством нагрева и/или прессования и сохранения формованного состояния формуется, по меньшей мере, одна третья многослойная лента с получением, по меньшей мере, одного третьего предварительно формованного изделия, обеспечивается между, по меньшей мере, одной третьей стадией подачи и стадией соединения, чтобы обеспечить подачу изготовленного таким образом, по меньшей мере, одного третьего предварительно формованного изделия к стадии соединения.
8. Способ изготовления преформы по п.7, при котором профиль первого предварительно формованного изделия и профиль второго предварительно формованного изделия имеют L-образную форму и являются двусторонне симметричными, тогда как один профиль одного третьего предварительно формованного изделия имеет форму плоской пластины, и при этом на стадии соединения первое L-образное предварительно формованное изделие и второе L-образное предварительно формованное изделие соединяются в положении, соответствующем L-образной прямой полке, тогда как третье предварительно формованное изделие с формой плоской пластины и предварительно формованный наполнитель уголка соединяются с образованием Т-образной преформы.
9. Способ изготовления преформы по п.7, где профиль первого предварительно формованного изделия и профиль второго предварительно формованного изделия имеют С-образную форму и являются двусторонне симметричными, тогда как профили двух третьих предварительно формованных изделий имеют форму плоской пластины, и при этом на стадии соединения первое С-образное предварительно формованное изделие и второе С-образное предварительно формованное изделие соединяются в положении, соответствующем С-образной прямой полке, тогда как два третьих предварительно формованных изделия с формой плоских пластин соединяются с двумя предварительно формованными наполнителями уголка с образованием I-образной преформы.
10. Устройство для изготовления преформы, включающей первый исходный материал на основе армирующих волокон, имеющий в своем профиле прямую полку и, по меньшей мере, одну пару загнутых полок, проходящих противоположными сторонами друг к другу через канал от прямой полки, и, по меньшей мере, один второй исходный материал на основе армирующих волокон, который соединен с первым исходным материалом на основе армирующих волокон в конфигурации, включающей, по меньшей мере, один канал между ними, причем:
(a) первый исходный материал на основе армирующих волокон содержит первый сырьевой исходный материал и второй сырьевой исходный материал,
(b) первый сырьевой исходный материал содержит первую многослойную ленту, содержащую множество слоев ткани на основе армирующих волокон и адгезивную смолу, помещенную между слоями ткани на основе армирующих волокон,
(c) второй сырьевой исходный материал содержит вторую многослойную ленту, содержащую множество слоев ткани на основе армирующих волокон и адгезивную смолу, помещенную между слоями ткани на основе армирующих волокон,
(d) второй исходный материал на основе армирующих волокон содержит, по меньшей мере, один третий сырьевой исходный материал,
(e) обеспечены первый подающий блок для подачи первой многослойной ленты, второй подающий блок для подачи второй многослойной ленты и, по меньшей мере, один третий подающий блок для подачи, по меньшей мере, одного третьего сырьевого исходного материала,
(f) после первого подающего блока обеспечивается первый блок предварительного формования для формования первой многослойной ленты посредством нагрева и/или прессования с сохранением формованного состояния, в результате чего получают первое предварительно формованное изделие,
(g) после второго подающего блока обеспечивается второй блок предварительного формования для формования второй многослойной ленты посредством нагрева и/или прессования с сохранением формованного состояния, в результате чего получают второе предварительно формованное изделие,
(h) после первого и второго блоков предварительного формования обеспечивается соединяющий блок и, по меньшей мере, один третий подающий блок для соединения первого и второго предварительно формованных изделий, полученных в первом и втором блоках предварительного формования, в результате чего в преформе формируется канал и, по меньшей мере, один третий сырьевой исходный материал поступает в сформированный канал с последующим их соединением посредством их нагрева и/или прессования в определенной конфигурации с сохранением соединенного состояния, в результате чего получают преформу,
(i) после соединяющего блока обеспечен транспортирующий блок для периодической подачи преформы, полученной на соединяющем блоке, и
(j) производство первого и второго предварительно формованных изделий в первом и втором блоках предварительного формования и производство преформы в соединяющем блоке выполняется во время периодов, когда подача преформы в транспортирующей установке приостановлена.
11. Устройство для изготовления преформы по п.10, в котором после соединяющего блока и перед транспортирующим блоком обеспечен обрезающий блок для удаления ненужных частей преформы, произведенной в соединяющем блоке.
12. Устройство для изготовления преформы по п.10, в котором обеспечен, по меньшей мере, один блок для подачи наполнителя уголка, такой, чтобы, по меньшей мере, один наполнитель уголка, включающий связку армирующих волокон, поступал, по меньшей мере, в одно углубление, сформированное вдоль внешней поверхности, по меньшей мере, одного канала, сформированного в соединяющем блоке согласованно с периодической подачей преформы транспортирующим блоком.
13. Устройство для изготовления преформы по п.12, в котором связка армирующих волокон, составляющая наполнитель уголка, представляет собой связку армирующих волокон, содержащую адгезивную смолу, и причем, по меньшей мере, один блок предварительного формования наполнителя уголка, который посредством нагрева и/или прессования с сохранением формованного состояния формует связку армирующих волокон, содержащую адгезивную смолу с получением, по меньшей мере, одного предварительно формованного наполнителя уголка, обеспечивается между, по меньшей мере, одним блоком для подачи наполнителя уголка и соединяющим блоком, чтобы обеспечить подачу изготовленного таким образом предварительно формованного наполнителя уголка к соединяющему блоку.
14. Устройство для изготовления преформы по п.13, в котором, по меньшей мере, один третий сырьевой исходный материал содержит, по меньшей мере, одну третью многослойную ленту, содержащую множество слоев ткани на основе армирующих волокон и адгезивную смолу, расположенную между слоями ткани на основе армирующих волокон, и причем, по меньшей мере, один третий блок предварительного формования, который посредством нагрева и/или прессования с сохранением формованного состояния формует, по меньшей мере, одну третью многослойную ленту с получением, по меньшей мере, одного третьего предварительно формованного изделия, обеспечивается между, по меньшей мере, одним третьим подающим блоком и соединяющим блоком, чтобы обеспечить подачу изготовленного таким образом, по меньшей мере, одного третьего предварительно формованного изделия к соединяющему блоку.
15. Устройство для изготовления преформы по п.14, в котором профиль первого предварительно формованного изделия и профиль второго предварительно формованного изделия имеют L-образную форму и являются двусторонне симметричными, тогда как один профиль одного третьего предварительно формованного изделия имеет форму плоской пластины, и причем в соединяющем блоке первое L-образное предварительно формованное изделие и второе L-образное предварительно формованное изделие соединяются в положении, соответствующем L-образной прямой полке, тогда как третье предварительно формованное изделие с формой плоской пластины и предварительно формованный наполнитель уголка соединяются с образованием Т-образной преформы.
16. Устройство для изготовления преформы по п.14, где профиль первого предварительно формованного изделия и профиль второго предварительно формованного изделия имеют С-образную форму и являются двусторонне симметричными, тогда как профили двух третьих предварительно формованных изделий имеют форму плоской пластины, и причем в соединяющем блоке первое С-образное предварительно формованное изделие и второе С-образное предварительно формованное изделие соединяются в положении, соответствующем С-образной прямой полке, тогда как два третьих предварительно формованных изделия с формой плоских пластин соединяются с двумя предварительно формованными наполнителями уголка с образованием I-образной преформы.
17. Устройство для изготовления преформы по п.14, содержащее первый блок предварительного формования, второй блок предварительного формования и третий блок предварительного формования, которые объединены в один штамп предварительного формования, где:
(а) штамп предварительного формования включает центральный штамп, закрепленный на стойке, верхний штамп, расположенный над центральным штампом, с зазором между ними, а также нижний штамп, расположенный под центральным штампом, с зазором между ними,
(b) верхний штамп и центральный штамп имеют первые формовочные поверхности для приема и последующего нагрева и/или прессования первой многослойной ленты и вторые формовочные поверхности для приема и последующего нагрева и/или прессования второй многослойной ленты,
(c) нижний штамп и центральный штамп имеют третьи формовочные поверхности для приема и последующего нагрева и/или прессования третьей многослойной ленты,
(d) первый привод для перемещения верхнего штампа относительно центрального штампа расположен на верхнем штампе, тогда как второй привод для перемещения нижнего штампа относительно центрального штампа расположен на нижнем штампе, и
(e) в центральной части центрального штампа имеется отверстие, обеспечивающее проход предварительно формованного наполнителя уголка.
18. Устройство для изготовления преформы по п.13, содержащее, по меньшей мере, один блок предварительного формования наполнителя уголка, где:
(a) блок включает штамп для формования наполнителя уголка, включающий плоский штамп, закрепленный на стойке, а также правый и левый верхние штампы, установленные соответственно на верхней поверхности плоского штампа,
(b) верхний правый штамп имеет изогнутую левостороннюю поверхность на его левом нижнем краю, тогда как верхний левый штамп имеет изогнутую правостороннюю поверхность на его правом нижнем краю, причем верхний правый штамп и левый верхний штамп соединены друг с другом таким образом, что изогнутая левосторонняя поверхность и изогнутая правосторонняя поверхность совпадают друг с другом,
(c) часть, окруженная верхней поверхностью плоского штампа, изогнутой левосторонней поверхностью и изогнутой правосторонней поверхностью, составляет отверстие, которое обеспечивает проход связки армирующих волокон, причем связка армирующих волокон используется для изготовления наполнителя уголка, поступающего из, по меньшей мере, одного блока для подачи наполнителя уголка, и
(d) размер поперечного сечения отверстия постепенно уменьшается в направлении перемещения связки армирующих волокон.
19. Устройство для изготовления преформы по п.14, содержащее
соединяющий блок, где:
(a) соединяющий блок включает соединяющий штамп, включающий левый верхний штамп, закрепленный на стойке, правый верхний штамп, расположенный на правой стороне левого верхнего штампа с промежутком между ними, а также нижний штамп, расположенный под левым верхним штампом и правым верхним штампом с промежутком между ними,
(b) левый верхний штамп и правый верхний штамп соответственно имеют первую формовочную поверхность, которая относится к левому верхнему штампу, и вторую формовочную поверхность, которая относится к правому верхнему штампу, которые предназначены для приема и нагрева и/или прессования первого предварительно формованного изделия и второго предварительно формованного изделия,
(c) левый верхний штамп и нижний штамп соответственно имеют третью формовочную поверхность, которая относится к левому верхнему штампу, и четвертую формовочную поверхность, которая относится к нижнему штампу, которые предназначены для приема и нагрева и/или прессования первого предварительно формованного изделия и третьего предварительно формованного изделия,
(d) правый верхний штамп и нижний штамп соответственно имеют пятую формовочную поверхность, которая относится к правому верхнему штампу, и шестую формовочную поверхность, которая относится к нижнему штампу, которые предназначены для приема и нагрева и/или прессования второго предварительно формованного изделия и третьего предварительно формованного изделия, и
(е) на правом верхнем штампе расположен первый привод для перемещения правого верхнего штампа относительно левого верхнего штампа, тогда как на нижнем штампе расположен второй привод для перемещения нижнего штампа относительно левого верхнего штампа и правого верхнего штампа.
| JP 3628965 В2, 16.03.2005 | |||
| US 4151031 А, 24.04.1979 | |||
| Датчик зазора | 1985 |
|
SU1285315A1 |
| JP 2005324513 А, 24.11.2005 | |||
| СПОСОБЫ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КОЛЬЦЕВЫХ ЭЛЕМЕНТОВ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ПРЕФОРМ ДЛЯ ЭТИХ ЭЛЕМЕНТОВ | 1996 |
|
RU2169805C2 |
| КОНФЕКЦИОННО-ТЕХНИЧЕСКИЙ СПОСОБ, ЗАТЯЖНОЙ МОДУЛЬ И ДЕРЖАТЕЛЬ СШИВАЕМОГО МАТЕРИАЛА ДЛЯ ФОРМИРОВАНИЯ ТЕКСТИЛЬНЫХ ЗАГОТОВОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНАМИ ПЛАСТМАССОВЫХ ДЕТАЛЕЙ | 2001 |
|
RU2248879C2 |

