Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления профиля из волоконного композиционного материала.
Будучи пригодным для изготовления любого профиля, настоящее изобретение и проблематика, лежащая в его основе, более подробно поясняются применительно к стрингеру воздушного судна.
Уровень техники
Согласно известному заявителю способу изготовления профилей, например стрингеров, вначале заготовку, изготовленную из волоконного композиционного материала, укладывают на формовочное устройство. Затем на заготовку накладывают опорные элементы, которые поддерживают заготовку и тем самым сохраняют требуемую форму изготавливаемых стрингеров. После этого заготовку вместе с опорными элементами упаковывают в вакуумный мешок и создают в нем вакуум. В заключение конструкцию, содержащую вакуумный мешок с расположенными в нем заготовкой и опорными элементами, отверждают в автоклаве при повышенном давлении и температуре.
Волоконные композиционные материалы, в частности материалы с углеродным волокном, имеют очень низкие коэффициенты теплового расширения. Поэтому опорные элементы, которые поддерживают заготовку и которые находятся с ней в прямом контакте, также должны быть выполнены из материала, который имеет очень низкий коэффициент теплового расширения, поскольку в противном случае в результате взаимодействия заготовки с опорными элементами происходит нежелательное искривление заготовки. Материалы с очень низкими коэффициентами теплового расширения, например сталь Н36, являются очень дорогостоящими. Кроме того, опорные элементы должны иметь строго определенную форму, которая зависит от формы изготавливаемого профиля. Для этого в случае опорных элементов, изготовленных из стали Н36, требуется очень трудоемкая механическая обработка, поскольку этот материал является очень твердым. Особенно сложным для механической обработки опорных элементов является изготовление криволинейных профилей, т.е., таких профилей, которые имеют изгиб в направлении продольной оси.
Раскрытие изобретения
Задачей настоящего изобретения является обеспечение усовершенствованного способа изготовления профиля из волоконного композиционного материала, который, в частности, не требует применения вышеописанных очень дорогостоящих опорных элементов.
Эта задача решена при помощи способа с признаками, указанными в п.1 формулы изобретения.
В соответствии с указанной задачей предусмотрен способ изготовления профиля из волоконного композиционного материала для авиационной или космической промышленности, который включает следующие операции. Вначале заготовку упаковывают в вакуумный мешок. Затем по меньшей мере один опорный элемент накладывают на упакованную заготовку для обеспечения ее опоры. Далее в вакуумном мешке создают вакуум. В заключение заготовку отверждают для получения профиля.
Идея, которая лежит в основе настоящего изобретения, состоит в том, что вакуумный мешок позволяет перемещать по меньшей мере один опорный элемент относительно заготовки в том случае, если указанный по меньшей мере один опорный элемент и заготовка расположены по разные стороны вакуумного мешка. При этом исключается механическое взаимодействие между заготовкой и указанным по меньшей мере одним опорным элементом, которое может приводить к искривлению заготовки. Вследствие этого для изготовления опорных элементов можно использовать экономичные материалы, например, алюминиевые и стальные листы, которым можно придавать требуемую форму при помощи простой механической обработки. Альтернативно этому можно также использовать опорные материалы, изготовленные из полимерного материала, в частности экструдированные профили. Это позволяет получать профиль из волоконного композиционного материала гораздо более экономичным способом по сравнению с известным уровнем техники. При этом особенно эффективным является изготовление криволинейных профилей.
Зависимые пункты формулы изобретения описывают предпочтительные усовершенствованные варианты и формы осуществления настоящего изобретения.
Под термином "заготовка" следует понимать любой вид волоконного материала, в частности волоконный слой, волокнистую ткань, волокнистый войлок. Волокно может представлять собой угольное волокно, стеклянное волокно или арамидное волокно. Предпочтительно волоконный материал предварительно пропитывают смоляной матрицей. Однако точно так же можно предусмотреть технологический процесс, при котором волоконный материал только после упаковывания заготовки и наложения по меньшей мере одного опорного элемента пропитывают смоляной матрицей, например, при помощи инфузионного способа, после чего профиль отверждают. Смоляная матрица предпочтительно представляет собой эпоксидную смолу.
В предпочтительном варианте осуществления способа согласно изобретению по меньшей мере один опорный элемент изготавливают из алюминия или стали, в частности из алюминиевого или стального листа. В данном случае термин "алюминий", разумеется, включает все алюминиевые сплавы. Алюминий и сталь являются относительно недорогими материалами и позволяют получать опорные элементы при помощи простой механической обработки, что также позволяет уменьшить остальные расходы. В частности, опорные элементы из листового материала можно легко изгибать для получения криволинейных профилей.
В другом предпочтительном варианте усовершенствования способа согласно изобретению заготовка имеет ребро, а два опорных элемента, выполненных в виде L-образных профилей, накладывают на упакованную заготовку для опоры ребра, расположенного между ними. При этом продольная ось L-образных профилей проходит, по существу, параллельно продольной оси заготовки. Ребро заготовки имеет относительную размерную неустойчивость и поэтому требует наличия опор с противоположных сторон.
Под продольной осью компонента в данном случае следует понимать ось, вдоль которой имеют место лишь незначительные изменения поперечного сечения компонента.
В еще одном предпочтительном варианте усовершенствования способа согласно изобретению два опорных элемента при помощи одного крышеобразного резинового профиля, двух профилей треугольной формы и соединяющей их клейкой ленты, зажима и/или второго вакуумного мешка закрепляют в неподвижной позиции относительно друг друга. Под термином "крышеобразный резиновый профиль" в данном случае следует понимать упругий профиль с опорной поверхностью и выемкой, которая проходит в направлении продольной оси профиля. Выемка, в частности канавка, предназначена для упругого крепления ребра профиля вместе с поддерживающими его частями опорных элементов. Крышеобразный резиновый профиль особенного пригоден для изготовления Т-образных профилей. Опорные элементы фиксируются только относительно друг друга, что исключает образование напряжений, которые появляются в элементах с высокими коэффициентами теплового расширения, если они прикрепляются к двум точкам, неподвижным относительно друг друга. В общем случае, обращение с крышеобразными резиновыми профилями, профилями треугольной формы с клейкой лентой, зажимами и вакуумными мешками является очень простым по сравнению с применяемыми в настоящее время тяжелыми инструментами из стали Н36.
Согласно следующему предпочтительному усовершенствованному варианту упакованную заготовку вместе по меньшей мере с одним опорным элементом помещают во второй вакуумный мешок, при этом вакуум, который создают во втором вакуумном мешке, является более низким или равным вакууму в первом вакуумном мешке. Термин "вакуум" в данном случае означает величину разности между атмосферным давлением и создаваемым абсолютным давлением. Вышеописанный усовершенствованный вариант обеспечивает плотное прилегание вакуумного мешка к заготовке и отсутствие его деформации в направлении второго вакуумного мешка под действием имеющегося в нем давления, что могло бы ухудшать свойства отвержденного волоконного композиционного материала.
Краткое описание чертежей
Далее приведено более подробное описание изобретения со ссылками на прилагаемые чертежи.
На чертежах представлены:
Фиг.1 - пример осуществления способа согласно настоящему изобретению,
Фиг.2 - другой пример осуществления способа согласно настоящему изобретению,
Фиг.3 - еще один пример осуществления способа согласно настоящему изобретению,
Фиг.4 - следующий пример осуществления способа согласно настоящему изобретению.
Одинаковые или функционально одинаковые компоненты обозначены на чертежах одинаковыми ссылочными номерами, если не указано иного.
Осуществление изобретения
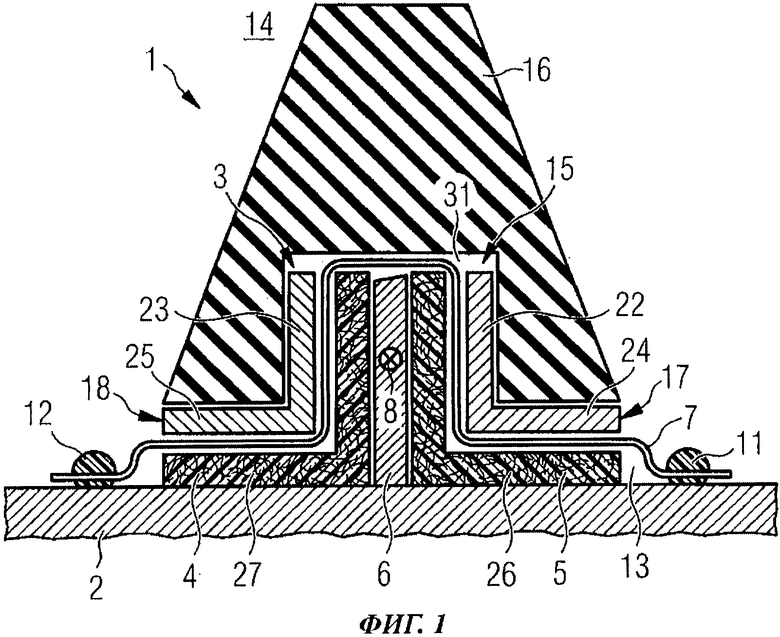
На фиг.1 показано поперечное сечение конструкции 1 для получения профиля в виде Т-образного стрингера.
Конструкция 1 содержит формовочное устройство 2, на котором находится заготовка 3, имеющая Т-образное поперечное сечение и состоящая из двух частей 4, 5 с L-образным поперечным сечением, а также расположенную между ними перегородку 6.
В данном примере осуществления изобретения заготовка 3 выполнена из углеродного волокна, которое предварительно пропитано матрицей из эпоксидной смолы, т.е. матрица из эпоксидной смолы находится в неотвержденном состоянии. Заготовка 3 вытянута, по существу, перпендикулярно плоскости чертежа вдоль продольной оси 8. Заготовка 3 может также иметь криволинейную форму.
Заготовку 3 помещают в вакуумный мешок 7, который при помощи уплотняющего средства 11, 12 герметизирован по отношению к формовочному устройству 2. Во внутренней полости 13 вакуумного мешка 7 создают вакуум Р1, т.е. пониженное давление по отношению к давлению Р0 атмосферы 14.
Ребро 15 заготовки 3 в позиции, показанной на фиг.1, поддерживается при помощи крышеобразного резинового профиля 16 и двух опорных элементов 17, 18.
Опорные элементы 17, 18 изготавливают из алюминиевого листа с L-образным поперечным сечением. Опорные элементы 17, 18 прилегают к вакуумному мешку 7 таким образом, что они могут перемещаться путем скольжения в направлении продольной оси 8, при этом ребро 15 стрингера опирается на участки 22, 23 опорных элементов 17 и 18, а участки 24, 25 опорных элементов 17 и 18 наложены на участки 26 и 27 основания заготовки 3.
Крышеобразный резиновый профиль 16 имеет выемку 31, которая проходит в направлении продольной оси 8 и между боковыми поверхностями 32, 33 которой вставляют участки 22, 23 ребра 15. Крышеобразный резиновый профиль своими опорными поверхностями 34, 35, проходящими, по существу, перпендикулярно к боковым поверхностям 32, 33 выемки 31, опирается на участки 24 и 25 опорных элементов 17 и 18.
Крышеобразный резиновый профиль 16 надевают на ребро 15 и участки 22, 23 опорных элементов 17, 18, при этом крышеобразный резиновый профиль 16 упруго растягивается и неподвижно закрепляет эти опорные элементы относительно друг друга, а ребро 15 стрингера сохраняет свою форму, как показано на фиг.1. Боковые поверхности 32, 33 создают небольшое упругое давление на участки 22 и 23 опорных элементов 17 и 18.
В заключение конструкцию 1 подвергают тепловой обработке (при определенных обстоятельствах - при повышенном давлении), предпочтительно - в автоклаве. При этом заготовка 3 отверждается, образуя Т-образный стрингер.
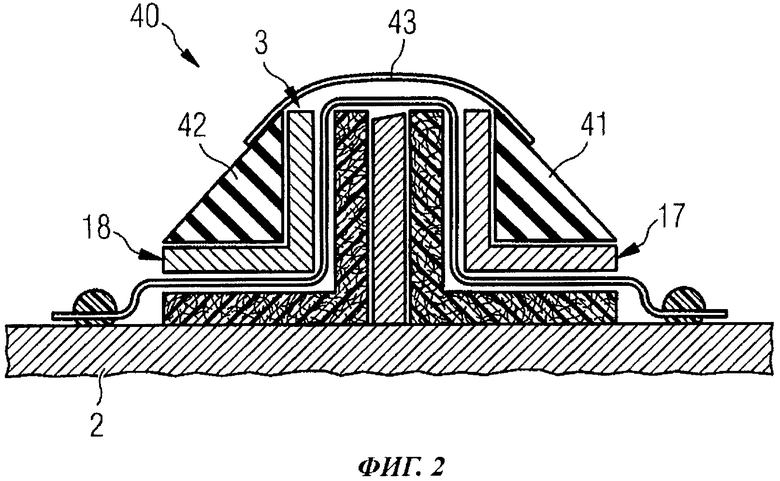
Конструкция 40 на фиг.2 отличается от конструкции, показанной на фиг.1, только тем, что крышеобразный резиновый профиль 16 заменен двумя треугольными профилями 41, 42 и соединяющей их клейкой лентой 43. Треугольные профили 41, 42 предпочтительно также выполнены из резины и фиксируют опорные элементы 17, 18 в неподвижной позиции при соединении клейкой лентой 43.
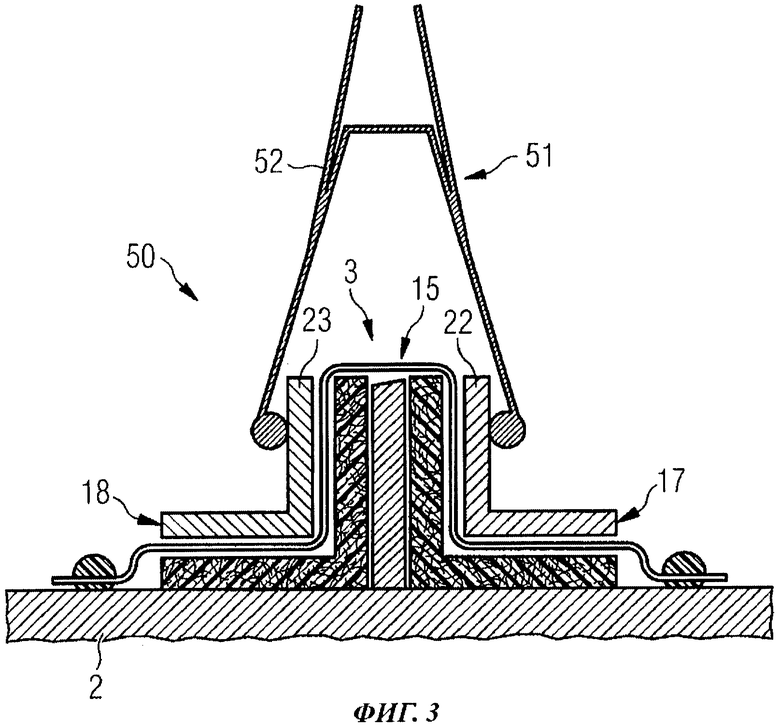
В конструкции 50 на фиг.3 вместо крышеобразного резинового профиля 16 согласно примеру осуществления, показанному на фиг.1, предусмотрен зажим 51, который с небольшой силой прижимает участки 22, 23 опорных элементов 17 и 18 к ребру 15 заготовки 3, при этом скобу 52 зажима 51 предпочтительно изготавливают из упругого материала.
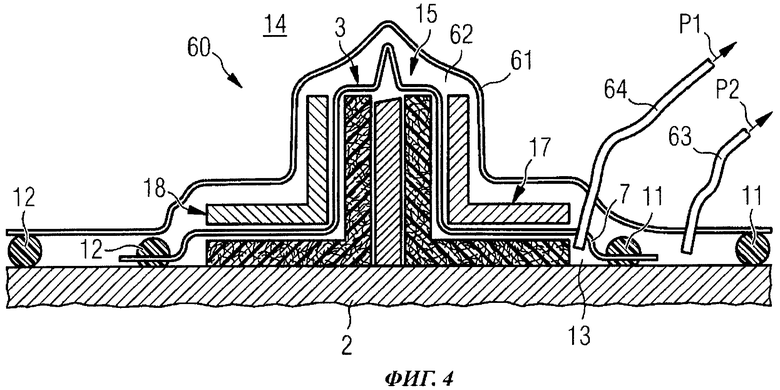
В конструкции 60 на Фиг.4 вместо крышеобразного резинового профиля 16 согласно примеру осуществления, показанному на фиг.1, предусмотрен второй вакуумный мешок 61, во внутреннюю полость 62 которого помещают заготовку 3 с вакуумным мешком 7 и опорными элементами 17, 18. Во внутренней полости 62 второго вакуумного мешка 61 создают вакуум Р2. Создание вакуума Р1 во внутренней полости 13 вакуумного мешка 7 и вакуума Р2 во внутренней полости 62 вакуумного мешка 61 можно обеспечить, например, при помощи шлангов 63, 64, которые соединяются с вакуумным насосом, не показанным на чертеже.
Для Р1 и Р2 должно выполняться следующее отношение:
Р1≥Р2
Так, например, Р1=100 кПа, а Р2=25 кПа, при этом Р1 и Р2 измерены относительно атмосферного давления Р0.
В примере осуществления изобретения, показанном на фиг.4, вакуумный мешок 61 под действием создаваемых вакуумов Р1 и Р2 прижимает опорные элементы 17, 18 к ребру 15, обеспечивая его опору.
Общим для примеров осуществления изобретения, показанных на фигурах 1-4, является то, что вместо предварительно пропитанной заготовки 3 можно всегда использовать сухой волоконный материал, который после установки опорных элементов 17, 18 и перед обработкой соответствующих конструкций 1, 40, 50 и 60 с применением повышенной температуры и/или давления пропитывают смоляной матрицей.
Настоящее изобретение описано при помощи нескольких примеров осуществления, однако изобретение не ограничивается ими, но может быть модифицировано множеством способов.
Настоящее изобретение обеспечивает способ изготовления профиля из волоконного композиционного материала, в частности, для авиационной и космической промышленности, при этом указанный способ включает следующие операции: вначале заготовку, выполненную, в частности, из предварительно пропитанного волоконного материала, упаковывают в вакуумный мешок. Затем на упакованную заготовку накладывают опорные элементы для обеспечения ее опоры. Далее в вакуумном мешке создают вакуум. После этого заготовку отверждают под действием теплоты, в частности, в автоклаве. Опорные элементы, применяемые в способе согласно изобретению, предпочтительно изготавливают из подходящего материала, в частности из алюминия, вместо очень дорогостоящей стали Н36, поскольку опорные элементы механически отделены вакуумным мешком от заготовки в направлении продольной оси, что делает возможным перемещение опорных элементов в направлении продольной оси относительно заготовки.
Перечень ссылочных обозначений:
1 Конструкция
2 Формовочное устройство
3 Заготовка
4 Часть
5 Часть
6 Перегородка
7 Вакуумный мешок
8 Продольная ось
11 Уплотняющее средство
12 Уплотняющее средство
13 Внутренняя полость
14 Атмосфера
15 Ребро
16 Крышеобразный резиновый профиль
17 Опорный элемент
18 Опорный элемент
22 Участок
23 Участок
24 Участок
25 Участок
26 Участок основания
27 Участок основания
31 Выемка
32 Боковая поверхность
33 Боковая поверхность
34 Опорная поверхность
35 Опорная поверхность
40 Конструкция
41 Треугольный профиль
42 Треугольный профиль
43 Клейкая лента
50 Конструкция
51 Зажим
52 Скоба
60 Конструкция
61 Второй вакуумный мешок
62 Внутренняя полость
63 Шланг
64 Шланг
Р0 Атмосферное давление
Р1 Давление в вакуумном мешке 7
Р2 Давление во втором вакуумном мешке 61
Изобретение относится к технологии изготовления профиля из волоконного композиционного материала, предназначенного, в частности, для авиационной и космической промышленности. При этом выполняют следующие операции: вначале заготовку, выполненную, в частности, из предварительно пропитанного волоконного материала, упаковывают в вакуумный мешок. Затем на упакованную заготовку накладывают опорные элементы для обеспечения ее опоры. Далее в вакуумном мешке создают вакуум. После этого заготовку отверждают под действием теплоты, в частности, в автоклаве, для получения профиля. Опорные элементы, согласно изобретению, предпочтительно изготавливают из подходящего материала, в частности, из алюминия, вместо очень дорогостоящей стали Н36, поскольку опорные элементы механически отделены вакуумным мешком от заготовки в направлении продольной оси, что делает возможным перемещение опорных элементов относительно заготовки в направлении продольной оси. 1 з.п. ф-лы, 4 ил.
1. Способ изготовления профиля из волоконного композиционного материала, в частности для авиационной и космической промышленности, включающий следующие операции:
- упаковывают в вакуумный мешок (7) заготовку (3), имеющую Т-образное поперечное сечение и содержащую ребро (15) и участки (26, 27) основания,
- накладывают два опорных элемента (17, 18), имеющих L-образное поперечное сечение, на упакованную заготовку (3) для обеспечения ее опоры таким образом, чтобы опорные элементы (17, 18) могли перемещаться путем скольжения относительно вакуумного мешка (7) вдоль продольной оси (8), при этом участки (22, 23) опорных элементов (17, 18) обеспечивают опору для ребра (15) заготовки (3), а участки (24, 25) опорных элементов (17, 18) опираются на участки (26, 27) основания заготовки (3),
- создают вакуум (Р1) в вакуумном мешке (7),
- надевают крышеобразный резиновый профиль (16) с выемкой (31), проходящей вдоль продольной оси (8), на опорные элементы (17, 18) таким образом, чтобы ребро (15) вместе с участками (22, 23) опорных элементов (17, 18) входило между боковыми поверхностями выемки (31), а проходящие перпендикулярно боковым поверхностям опорные поверхности крышеобразного резинового профиля (16) опирались на участки (24, 25) опорных элементов (17, 18), наложенные на участки (26, 27) основания, при этом обеспечивается упругое растяжение крышеобразного резинового профиля (16) с фиксацией опорных элементов относительно друг друга, и
- отверждают заготовку (3) для получения профиля.
2. Способ по п.1, отличающийся тем, что два опорных элемента (17, 18) изготовлены из алюминия или стали, в частности из алюминиевого или стального листа.
| US 2007175171 А1, 02.08.2007 | |||
| US 2007151657 A1, 05.07.2007 | |||
| US 2001040317 A1, 15.11.2001 | |||
| US 6523246 A, 25.02.2003 | |||
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ФОРМ | 0 |
|
SU368734A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ КРУПНОГАБАРИТНЫХ ЛОПАСТЕЙ | 2002 |
|
RU2219058C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОЙ КОМПОЗИТНОЙ ЛОПАСТИ ВОЗДУШНОГО ВИНТА | 1994 |
|
RU2099188C1 |
| Устройство для формования крупногабаритных конструкций из полимерных композиционных материалов | 1980 |
|
SU927534A1 |

