Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления композитных валков, у которых рабочий слой формируется на основном корпусе валка посредством выполнения горячего изостатического прессования порошкового материала.
Настоящее изобретение также относится к композитному валку, включающему в себя основной корпус валка, рабочий слой, нанесенный на основной корпус посредством горячего изостатического прессования порошкового материала, и шейки, присоединенные к основному корпусу с боковых сторон.
Уровень техники
В целом, из уровня техники в настоящее время известно, что валки для горячей прокатки, предназначенные для производства продукции из полосовой стали, например стальной полосы или стального листа, почти полностью выполняются либо станут выполняться как композитные изделия методом центробежного литья. В связи с вышеизложенным, поверх сердцевинной части валка, содержащей основной корпус валка с литыми шейками, создают комплексный наружный рабочий слой. Указанный рабочий слой обычно состоит из легированного закаленного чугуна, легированной стали с высоким содержанием хрома либо инструментальной стали. Сердцевинная часть валка обычно изготавливается из чугуна с шаровидным графитом. Помимо указанных конструктивных решений, существуют валки, у которых рабочий слой отливается вокруг стальной оси. Для небольших прокатных станов также имеются валки, в которых нанесение рабочего слоя осуществляется методом горячего изостатического прессования порошкового материала, для краткости обозначаемого в промышленности аббревиатурой ТИП.
В соответствии с последними тенденциями, валки для холодной прокатки, предназначенные для производства полосовой продукции из стали или цветных металлов, и валки для горячей прокатки цветных металлов изготавливаются из одной заготовки кованной стали, причем в процессе изготовления рабочую зону валков подвергают термообработке закалкой, в частности закалкой токами высокой частоты.
При создании прокатных валков существует необходимость в улучшении рабочих характеристик валков посредством дальнейшего уменьшения их износа. Важным моментом для достижения указанной цели является получение рабочего слоя, формируемого на корпусе валка и подвергающегося наибольшим нагрузкам при работе, который бы характеризовался максимально возможной износостойкостью. Формирование на корпусе валка рабочего слоя также является важным моментом с точки зрения износостойкости валка, и данная задача также требует оптимизации для увеличения долговечности прокатных валков. Наконец, все вышесказанное также относится и к шейкам валков, которые соединяются с узлом привода и по которым передается усилие.
Рабочие валки для станов горячей или холодной прокатки полосы характеризуются значительным размером вдоль продольной оси валка, который может легко достигать нескольких метров. Такая длинномерность еще больше осложняет задачу недорогого производства валков с высокой износостойкостью.
Раскрытие изобретения
Задачей настоящего изобретения является создание такого способа изготовления композитного валка, который позволил бы изготавливать композитные валки с высокой степенью износостойкости эффективным и экономически рентабельным образом и, одновременно, оказался бы также универсальным в части различных размеров прокатных валков.
Другой задачей настоящего изобретения является создание такого композитного валка, который может быть изготовлен эффективным и экономически рентабельным образом вне зависимости от своей длины.
Технический результат настоящего изобретения заключается в повышении эффективности и универсальности изготовления композитных валков с одновременным повышением их износостойкости и долговечности.
Для достижения вышеуказанного технического результата предложен способ изготовления композитного валка, заключающийся в формировании основного корпуса, нанесении на основной корпус рабочего слоя посредством выполнения горячего изостатического прессования порошкового материала и последующем прикреплении к основному корпусу шеек посредством сварки.
Настоящее изобретение основано на открытии того факта, что вопреки ожиданиям специалистов, шейки валка, служащие для передачи усилия при прокатке, необязательно должны быть выполнены за одно целое с основным корпусом валка, либо необязательно должны крепиться к основному корпусу валка крепежными средствами. Вместо этого, допускается последующее крепление шеек сваркой. К удивлению специалистов было доказано, что соответствующие сварные швы на стыке между шейкой и основным корпусом валка характеризуются достаточной стабильностью и способны выдерживать даже высокие нагрузки, возникающие при прокатке. Поскольку крепление шеек к корпусу валка осуществляется после завершения горячего изостатического прессования, за счет этого имеется возможность использования основного корпуса валка таких размеров, которые могут поместиться в самые крупные на сегодняшний день установки для горячего изостатического прессования с рабочей зоной размером в 4 метра. Таким образом, с одной стороны возможно изготовить композитные валки с высокой износостойкостью, так как нанесение на них рабочего слоя осуществляется методом горячего изостатического прессования, при котором не составляет труда подобрать пригодный порошковый материал (например, порошковую инструментальную сталь). С другой стороны, применение для этого существующих установок для горячего изостатического прессования с имеющимися у них размерами означает возможность изготовления валков с соответствующими размерами рабочего слоя, что достигается благодаря прикреплению осей к валку впоследствии.
В соответствии со способом изготовления композитного валка по настоящему изобретению шейки могут быть прикреплены к основному корпусу посредством электронно-лучевой сварки. Процесс электронно-лучевой сварки характеризуется высокой степенью локализации термического влияния, в силу чего основной корпус валка не испытывает термических напряжений, либо термическая нагрузка на основной корпус при сварке остается чрезвычайно незначительной. Это является в особенности предпочтительным, поскольку срок службы композитного валка определяется не только одним лишь рабочим слоем, а на него также влияют свойства основного корпуса и всего композитного валка в целом.
В соответствии со способом изготовления композитного валка по настоящему изобретению при сварке шейки могут располагать на основном корпусе неподвижным образом для получения максимально возможного качества сварного шва между шейкой и основным корпусом. Позиционирование и фиксацию возможно обеспечить при помощи выполнения прихваточного шва, соединением с горячей посадкой, либо, если это допускается конструкцией основного корпуса валка и его шеек, за счет использования стягивающих стержней. Также возможно воспользоваться и резьбовым соединением между шейками и основным корпусом валка, что обеспечивает свариваемым деталям неподвижность друг относительно друга при сварке.
В соответствии со способом изготовления композитного валка по настоящему изобретению перед выполнением горячего изостатического прессования могут выполнять сквозное отверстие в основном корпусе. Указанное сквозное отверстие выполняется в предпочтительном варианте методом резания, в частности сверлением. Такое сквозное отверстие в основном корпусе способствует управляемости характеристик износостойкости и внутреннего напряженного состояния основного корпуса валка.
В соответствии со способом изготовления композитного валка по настоящему изобретению для выполнения горячего изостатического прессования могут использовать пресс-камеру и закреплять основной корпус с его боковой стороны в указанной пресс-камере, при этом могут располагать основной корпус выступающим за пределы пресс-камеры по меньшей мере с одного конца, а предпочтительно - с обоих концов. При горячем изостатическом прессовании порошковый материал обычно помещается в пресс-камеру или металлическую оболочку с размерами, обеспечивающими получение пленки желаемой толщины в результате эффекта сжатия при спекании порошка. При этом основной корпус валка может быть длиннее рабочего слоя и на по меньшей мере одном участке, предпочтительно с двух концов, он выходит за пределы указанной пресс-камеры либо металлической оболочки с порошковым материалом, которая присоединена сбоку к основному корпусу. Далее, основной корпус оказывается немного длиннее рабочего слоя, что обеспечивает преимущество, состоящее в том, что при последующем приваривании шеек от термического воздействия, имеющего место при сварке, не пострадает рабочий слой. Если же в основном корпусе валка выполняется прорезанное или высверленное отверстие и указанный основной корпус выдавливается из пресс-камеры при горячем изостатическом прессовании, это обуславливает другое преимущество, состоящее в существенном снижении температурного градиента в основном корпусе, в то время как снаружи имеет место спекание порошкового материала (например, порошковой инструментальной стали).
В соответствии со способом изготовления композитного валка по настоящему изобретению могут закреплять основной корпус в зонах крепления пресс-камеры, а для выполнения горячего изостатического прессования могут осуществлять подготовку основного корпуса с допуском на размер в зонах крепления пресс-камеры. Указанные зоны крепления расположены по концам указанного основного корпуса. При обеспечении здесь размерного допуска появляется возможность прикрепления пресс-камеры для горячего изостатического прессования. Далее, обеспечивается наличие определенного зазора между пресс-камерой и основным корпусом валка на других участках. При горячем изостатическом прессовании происходит образование рабочего слоя в соответствующем свободном пространстве, заполненном порошковым материалом.
В соответствии со способом изготовления композитного валка по настоящему изобретению перед выполнением горячего изостатического прессования могут осуществлять предварительный нагрев основного корпуса. Преимущество указанного предварительного нагрева состоит в том, что он исключает появление значительных температурных градиентов, которые могут негативным образом сказаться на микроструктуре основного корпуса валка при нанесении на него рабочего слоя методом горячего изостатического прессования. В принципе, указанный предварительный нагрев может быть выполнен в любой форме, но следует учитывать при этом температурный градиент в основном корпусе валка.
В соответствии со способом изготовления композитного валка по настоящему изобретению могут осуществлять предварительный нагрев посредством кондуктивного нагрева, поскольку в этом случае температурный градиент стремится к нулю.
В соответствии со способом изготовления композитного валка по настоящему изобретению после выполнения горячего изостатического прессования могут извлекать основной корпус из пресс-камеры еще теплым. Это необходимо для сохранения времени процесса изготовления композитного валка максимально коротким. Однако также возможен вариант, при котором основной корпус валка с нанесенным на него рабочим слоем оставляют для медленного охлаждения обычным способом.
В соответствии со способом изготовления композитного валка по настоящему изобретению после выполнения горячего изостатического прессования и перед привариванием шеек могут подвергать основной корпус совместно с рабочим слоем термической обработке. В частности, это делается для оптимизации механических свойств композитного валка.
В соответствии со способом изготовления композитного валка по настоящему изобретению для изготовления основного корпуса могут использовать сталь, характеризующуюся легкой свариваемостью. С указанной целью, в качестве материала, пригодного для изготовления основного корпуса валка, используют, в частности, обычные ковкие стали, например, содержащие 0,14-0,19 вес.% углерода, не более 0,4 вес.% кремния, 1,0-1,3 вес.% марганца и 0,8-1,1 вес.% хрома. Подобного типа ковкие стали часто значатся в перечнях материалов под обозначением 16MnCr5 и соответствуют стандартам на материал DIN 1.7131 и 1.7139.
В соответствии со способом изготовления композитного валка по настоящему изобретению перед привариванием шеек могут подвергать механической обработке передние поверхности основного корпуса, в частности шлифованию. Это необходимо для получения наилучшего качества сварного соединения.
Также для достижения вышеуказанного технического результата предложен композитный валок, включающий основной корпус, содержащий боковые стороны, рабочий слой и шейки, при этом рабочий слой нанесен на основной корпус посредством горячего изостатического прессования порошкового материала, а шейки прикреплены с боковых сторон основного корпуса посредством сварки.
Шейки композитного валка в соответствии с настоящим изобретением могут быть приварены к основному корпусу посредством электронно-лучевой сварки. Благодаря этому композитный валок может быть изготовлен эффективным и малозатратным образом, даже если его размер по длине составляет 4 метра или более, поскольку электронно-лучевая сварка характеризуется незначительностью или отсутствием термической нагрузки на основной корпус валка в процессе сварки.
Основной корпус композитного валка в соответствии с настоящим изобретением может быть снабжен сквозным отверстием, расположенным вдоль его продольной оси (X), поскольку указанное сквозное отверстие обеспечивает управляемость внутреннего напряженного состояния основного корпуса валка и дополнительно позволяет получить меньшие температурные градиенты, в особенности в процессе изготовления, и при этом, в случае термической обработки закалкой, охлаждение основного корпуса валка происходит изнутри.
Основной корпус композитного валка в соответствии с настоящим изобретением может быть выполнен из стали, характеризующейся легкой свариваемостью. Такой сталью может быть, в частности, горячекованная сталь, в частности ковкая сталь.
Краткое описание чертежей
Дополнительные особенности, преимущества и технические результаты настоящего изобретения станут очевидными из представленного ниже подробного описания конкретного варианта осуществления настоящего изобретения со ссылками на следующие сопровождающие чертежи.
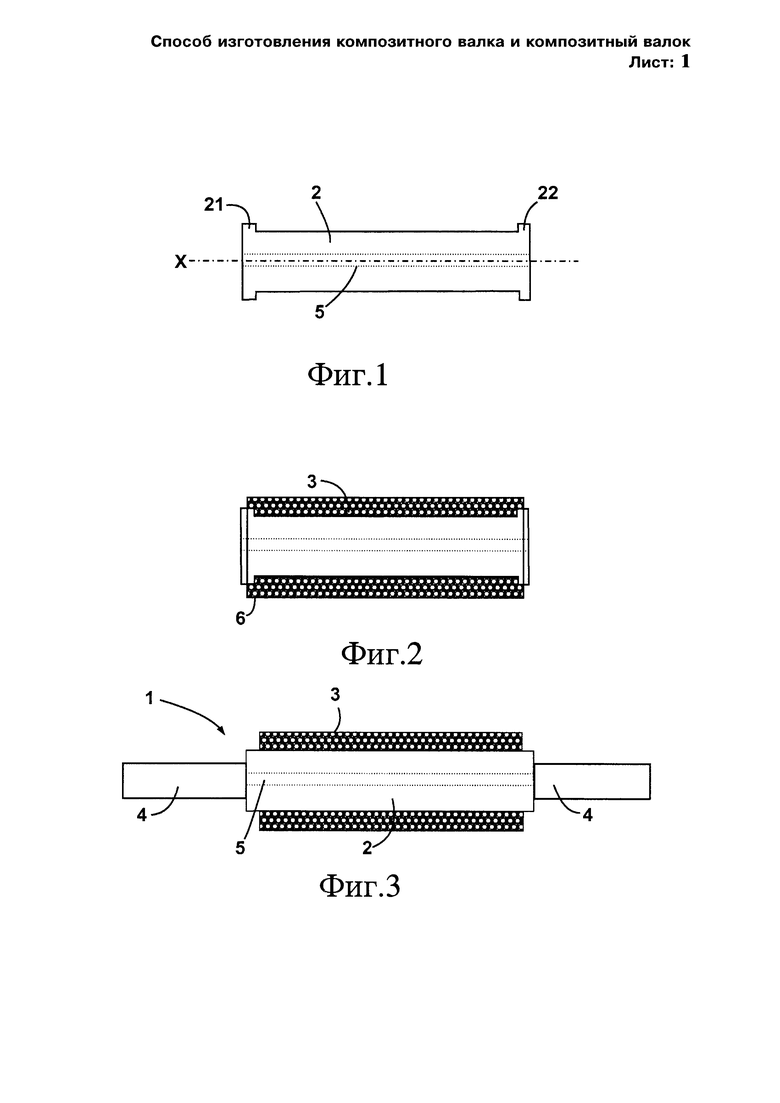
На Фигуре 1 представлена заготовка основного корпуса композитного валка перед горячим изостатическим прессованием.
На Фигуре 2 представлен основной корпус композитного валка, изображенный на Фигуре 1, но находящийся в пресс-камере для горячего изостатического прессования.
На Фигуре 3 показан композитный валок в соответствии с настоящим изобретением.
Осуществление изобретения
Более подробное разъяснение сущности настоящего изобретения приводится со ссылками на Фигуры 1-3 сопровождающих чертежей. На Фигуре 1 изображена заготовка основного корпуса 2, либо композитного валка 1 в целом. Указанная заготовка основного корпуса 2 обычно изготавливается из ковкой стали, характеризующейся легкой свариваемостью (например, из стали с составом в соответствии со стандартом DIN 1.7131) и имеющей круглую форму поперечного сечения вдоль продольной оси X, при этом концы заготовки (т.е. основного корпуса 2) обозначены позициями 21, 22. Указанные концы 21, 22 основного корпуса композитного валка 1 выполнены с определенным размерным допуском. Данный размерный допуск по концам 21, 22 заготовки задан прежде всего исходя из величины диаметра изготавливаемого композитного валка 1 при его извлечении.
На Фигуре 2 заготовка основного корпуса 2, изображенная на Фигуре 1, показана помещенной в пресс-камеру 6, либо в металлическую оболочку. Пресс-камера 6 крепится приблизительно по центру на концы 21, 22 заготовки основного корпуса 2 композитного валка 1 в зоне размерного допуска. Например, указанное крепление пресс-камеры 6 может быть выполнено сваркой. Порошок инструментальной стали, полученный методами порошковой металлургии, помещают внутрь свободного пространства, имеющегося между пресс-камерой 6 и поверхностью заготовки основного корпуса 2 композитного валка 1. Данное свободное пространство образуется при присоединении пресс-камеры 6 в зоне размерного допуска либо по концам 21, 22, где порошковый материал впоследствии превратится в рабочий слой 3 в результате горячего изостатического прессования. Как показано на Фигуре 2, основной корпус 2 выступает своими концами 21, 22 за пределы пресс-камеры 6. При выполнении горячего изостатического прессования в пресс-камере 6 способ согласно настоящему изобретению имеет преимущество, заключающееся в том, что во внутренней стороне основного корпуса 2 также имеет место конвекция, обусловленная наличием в заготовке сквозного (центрального) отверстия 5 или канала, что тем самым и позволяет свести к минимуму термическую нагрузку и температурный градиент в основном корпусе 2. После формирования рабочего слоя 3 методом горячего изостатического прессования, выполняемого обычно в интервале температур от 1050°С до 1250°С и в интервале давлений от около 100 МПа до 159 МПа в атмосфере инертного газа, например аргона либо азота, основной корпус 2 композитного валка 1 совместно с нанесенным на него рабочим слоем 3 извлекают из установки ГИП с отделением от него пресс-камеры 6. В результате горячего изостатического прессования рабочий слой 3 теперь постоянно скреплен с основным корпусом 2 композитного валка 1. Протяженность рабочего слоя 3 в продольном направлении выбирают целиком совпадающей со всей длиной основного корпуса 2 композитного валка 1, то есть с прохождением соответственно по габаритной длине основного корпуса 2 композитного валка 1, за исключением концов 21, 22. Затем, две шейки 4 крепятся на торцевых поверхностях основного корпуса 2, причем указанные торцевые поверхности могут быть предварительно подвергнуты механообработке, например шлифованию. Зоны с размерным допуском по концам 21, 22 также могут быть удалены токарным способом. Для крепления шеек 4 две шейки 4 вначале неподвижно устанавливают заподлицо с передними поверхностями с минимальным зазором. Если шейки 4 снабжены сквозным (центральным), проходящим в продольном направлении отверстием или каналом, как это имеет место у основного корпуса 2, указанные шейки возможно выровнять относительно основного корпуса 2 с использованием стяжных стержней. Если же в конструкции указанных шеек 4 указанные отверстия не предусмотрены, как это изображено на Фигуре 3, их возможно прижать к передним поверхностям основного корпуса 2 при помощи подходящих для этой цели средств приложения давления, например посредством поршня с гидравлическим приводом. Когда шейки 4 расположены с упором на передние поверхности основного корпуса 2 композитного валка 1, следующим этапом является прикрепление шеек 4 к основному корпусу 2 электронно-лучевой сваркой, обычно выполняемой под давлением 10-3 мБар или менее. Таким образом, на этом изготовление композитного валка 1, изображенного на Фигуре 3, по существу завершено. Если размерный допуск все еще сохраняется, в зоне концов 21, 22 основного корпуса 2 проводится последующая обработка механической зачисткой для обнажения рабочего слоя 3 с боковых сторон, если ранее это не было выполнено. После этого композитный валок 1 уже подвергается чистовой механообработке.
В ходе практических испытаний было обнаружено, что композитный валок 1, изготовленный в соответствии с настоящим изобретением, способен выдерживать высокие нагрузки, несмотря на наличие прикрепленных к нему сваркой шеек 4. В данном смысле заявляемый способ позволяет получать композитный валок 1 с общей длиной более 4 метров в продольном направлении X и, таким образом, указанный композитный валок 1 может быть использован, в частности, как элемент прокатных станов для производства холоднокатаной либо горячекатаной продукции, главным образом для обработки полуфабрикатных изделий из стальной полосы либо стального листа.
Изобретение относится к способу изготовления композитного валка. Способ включает нанесение рабочего слоя (3) на основной корпус (2) посредством выполнения горячего изостатического прессования порошкового материала. После горячего изостатического прессования основного корпуса (2) композитного валка (1) к основному корпусу (2) посредством сварки крепятся шейки (4). Технический результат заключается в повышении износостойкости валков, а также в обеспечении универсальности валков. 2 н. и 14 з.п. ф-лы, 3 ил.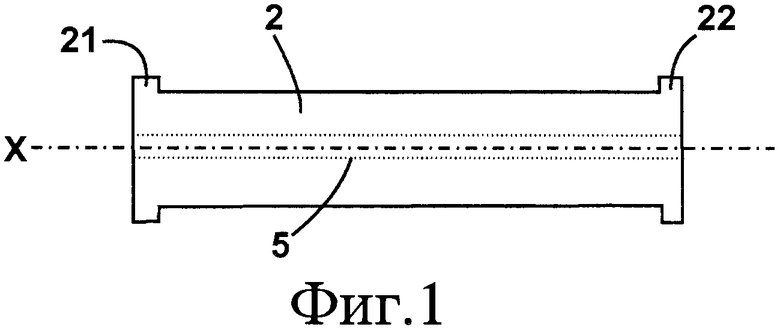
1. Способ изготовления композитного валка (1), включающий формирование основного корпуса (2), отличающийся тем, что осуществляют нанесение рабочего слоя (3) на основной корпус (2) путем горячего изостатического прессования порошкового материала и последующее прикрепление шеек (4) валка (1) к основному корпусу (2) посредством сварки.
2. Способ по п.1, отличающийся тем, что шейки (4) валка (1) прикрепляют к основному корпусу (2) посредством электронно-лучевой сварки.
3. Способ по п.1, отличающийся тем, что при сварке располагают шейки (4) валка (1) на основном корпусе (2) неподвижно.
4. Способ по п.1, отличающийся тем, что перед выполнением горячего изостатического прессования в основном корпусе (2) выполняют сквозное отверстие (5).
5. Способ по п.1, отличающийся тем, что горячее изостатическое прессование выполняют с использованием пресс-камеры (6), при этом закрепляют основной корпус (2) с его боковой стороны в пресс-камере (6), причем располагают основной корпус (2) выступающим за пределы пресс-камеры (6) по меньшей мере с одного конца, а предпочтительно - с обоих концов (21, 22).
6. Способ по п.5, отличающийся тем, что закрепляют основной корпус (2) в зонах крепления пресс-камеры (6), а для выполнения горячего изостатического прессования осуществляют подготовку основного корпуса (2) с допуском на размер в зонах крепления пресс-камеры (6).
7. Способ по п.1, отличающийся тем, что перед выполнением горячего изостатического прессования осуществляют предварительный нагрев основного корпуса (2).
8. Способ по п.7, отличающийся тем, что предварительный нагрев осуществляют посредством кондуктивного нагрева.
9. Способ по п.1, отличающийся тем, что после выполнения горячего изостатического прессования основной корпус (2) извлекают из пресс-камеры теплым.
10. Способ по п.1, отличающийся тем, что после выполнения горячего изостатического прессования и перед привариванием шеек (4) валка (1) основной корпус (2) совместно с рабочим слоем (3) подвергают термической обработке.
11. Способ по п. 1, отличающийся тем, что для изготовления основного корпуса (2) используют сталь с составом в соответствии со стандартом DIN 1.7131.
12. Способ по любому из пп.1-11, отличающийся тем, что перед привариванием шеек (4) валка (1) передние поверхности основного корпуса (2) подвергают механической обработке, в частности шлифованию.
13. Композитный валок (1), содержащий основной корпус (2), имеющий боковые стороны, рабочий слой (3) и шейки (4), отличающийся тем, что рабочий слой (3) нанесен на основной корпус (2) посредством горячего изостатического прессования порошкового материала, а шейки (4) валка (1) прикреплены с боковых сторон основного корпуса (2) посредством сварки.
14. Композитный валок (1) по п.13, отличающийся тем, что шейки (4) валка (1) приварены к основному корпусу (2) посредством электронно-лучевой сварки.
15. Композитный валок (1) по п.13, отличающийся тем, что основной корпус (2) выполнен со сквозным отверстием (5), расположенным вдоль продольной оси (X) основного корпуса (2).
16. Композитный валок (1) по любому из пп.13-15, отличающийся тем, что основной корпус (2) выполнен из стали с составом в соответствии со стандартом DIN 1.7131.
| JP S59225806 A, 18.12.1984 | |||
| Ремизоподъемная каретка ткацкого станка | 1982 |
|
SU1237083A3 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2002 |
|
RU2241047C2 |
| JP H08155660 A, 18.06.1996 | |||
| Двухслойный прокатный валок | 1991 |
|
SU1780890A1 |

