Настоящее изобретение в общем относится к изготовлению усиленных волокном композиционных слоистых материалов и, в частности, к способу наслоения ленты из композиционного материала на края, имеющие выпуклые радиусы.
Композиционные слоистые структуры, такие как используемые в автомобильной, судостроительной и авиакосмической промышленностях, могут быть изготовлены с использованием машин для автоматизированного применения композиционных материалов, обычно называемых машинами для автоматизированной выкладки волокон (AFP, automated fiber placement). Машины AFP могут быть использованы в авиационной промышленности, например, для изготовления конструктивных элементов и узлов обшивки посредством оборачивания относительно узких полос разрезанной ленты препрега, известных как "жгуты", собранных в более широкую ленту вокруг производственного инструмента или другой подложки. Машины AFP имеют головку для нанесения материала, которая содержит множество модулей для управления лентой, которые выравнивают, режут и выкладывают полосы ленты, обычно шесть или более, в процессе обработки под числовым программным управлением. Полосы ленты выровнены в непрерывном контакте встык, формируя единое широкое конформное полотно, которое уплотняют относительно инструмента с использованием уплотняющего устройства, такого как уплотняющий ролик или башмак.
Слои, формирующие слоистую структуру, могут быть выполнены из слоев, имеющих различную ориентацию волокон, такие как слои с ориентацией волокон под углами 0°, 45° и 90°, при этом каждый слой сформирован посредством множественных рядов конформного полотна из полос ленты, выложенных посредством машины AFP. В некоторых случаях в зависимости от формы детали, подложка (например, инструмент) может иметь по меньшей мере один край с радиусом, на который должны быть уложены и уплотнены полосы ленты. Однако иногда существует такая проблема, что необходимо укладывать полосы ленты под таким углом, как угол 45°, по краю, имеющему относительно крутой выпуклый радиус, такой как выпуклый радиус под углом 90°. При перемещении уплотняющего устройства по краю с радиусом под углом, задний край конформного полотна из полос ленты, только что уложенный перед краем с радиусом, может подниматься от подложки благодаря продолжающемуся перемещению уплотняющего устройства по краю с радиусом, приводя к образованию пустот или складок в слоях, которые могут оказывать неблагоприятное влияние на качество конечной структуры.
Соответственно, существует необходимость в создании способа наслоения ленты из композиционного материала по краям с выпуклым радиусом, который снижает или исключает образование пустот или складок в слоях, вызванные поднятием ленты после того, как она была выложена и уплотнена.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Раскрытые варианты осуществления изобретения относятся к способу наслоения ленты из композиционного материала по краю с относительно крутым выпуклым радиусом, где накладывают ленту с такой ориентацией волокон, которая образует угол, такой как угол 45°, относительно указанного края с выпуклым радиусом. Указанный способ снижает или исключает поднятие только что уложенной ленты от подложки с радиусом края, в то время как уплотняющий ролик проходит по этому краю с радиусом.
В соответствии с одним раскрытым вариантом осуществления изобретения предложен способ наслоения ленты из композиционного материала по краю с выпуклым радиусом на подложке. Способ включает перемещение головки для выкладки материала по подложке по направлению к краю с выпуклым радиусом и вокруг него и укладывание полотна из полос ленты из композиционного материала на этой подложке, в то время как головка для выкладки материала перемещается по подложке и вокруг края с выпуклым радиусом, включая использование уплотняющего устройства для уплотнения полос ленты относительно подложки.
Для предотвращения поднятия уплотняющим устройством полос ленты, лежащих вблизи края с выпуклым радиусом, способ дополнительно включает поворот уплотняющего устройства вокруг заднего края полотна в контакте с краем с выпуклым радиусом. Способ также включает сгибание полотна из полос ленты, в то время как головка для выкладки материала перемещается вокруг края с выпуклым радиусом. Уплотняющее устройство имеет продольную ось и центральную точку инструмента, лежащую по этой продольной оси на одном конце уплотняющего устройства, а поворот уплотняющего устройства вокруг заднего края полотна из полос ленты включает поворот уплотняющего устройства вокруг центральной точки инструмента. Укладывание полотна из полос ленты включает укладывание множества полос ленты бок о бок на подложке, а поворот уплотняющего устройства включает поворот уплотняющего устройства в точке, лежащей вдоль одной из полос ленты вблизи края полотна. Поворот уплотняющего устройства выполняют одновременно с перемещением головки для выкладки материала вокруг края с выпуклым радиусом. Уплотняющее устройство может быть уплотняющим роликом, имеющим ось вращения, которая смещена под углом от края с выпуклым радиусом. В одном варианте осуществления изобретения ось вращения уплотняющего ролика смещена под углом от края с выпуклым радиусом приблизительно на 45°. Контакт между уплотняющим устройством и подложкой поддерживают на всем протяжении перемещения головки для выкладки материала вокруг края с выпуклым радиусом.
В соответствии с другим раскрытым вариантом осуществления изобретения предложен способ укладывания волокон препрега на подложку, имеющую две поверхности, соединенные краем с радиусом. Способ включает перемещение головки для выкладки композиционного материала по первой поверхности подложки под углом к краю с радиусом и укладывание полотна из волокон препрега на первой поверхности подложки. Способ дополнительно включает перемещение головки для выкладки материала вокруг края с радиусом от первой поверхности подложки до второй поверхности подложки и поворот головки для выкладывания материала вокруг точки вблизи одного края полотна из волокон препрега, в то время как головка для выкладки материала перемещается вокруг края с радиусом. Способ может дополнительно включать перемещение головки для выкладки материала волокна от края с радиусом по второй поверхности подложки и под углом к краю с радиусом и укладывание полотна из волокон препрега на второй поверхности подложки.
Укладывание полотна из волокон препрега на первой поверхности подложки включает укладывание полос жгутов волокон в контакте бок о бок и встык друг с другом и уплотнение полос жгутов волокон. Точка, вокруг которой поворачивают головку для выкладки материала, расположена в пределах одной из полос жгутов волокон вблизи одного края полотна из волокон препрега. Уплотнение полос жгутов волокон выполняют с использованием уплотняющего ролика, а поворот головки для выкладки материала включает поворот уплотняющего ролика вокруг центральной точки инструмента, лежащей вблизи одного конца уплотняющего ролика. Способ дополнительно включает сгибание полотна из волокон препрега, в то время как головку для выкладки материала перемещают вокруг края с выпуклым радиусом от первой поверхности подложки до второй поверхности подложки. Угол перемещения головки для выкладки материала к краю с радиусом может быть приблизительно 45°.
В соответствии с еще одним вариантом осуществления изобретения предложен способ наслоения жгутов из композиционного материала по краю с выпуклым радиусом с использованием головки для выкладки материала, имеющей уплотняющий ролик. Способ включает перемещение головки для выкладки материала вокруг выпуклого радиуса, в то время как жгуты из композиционного материала наслаивают в полотно по выпуклому радиусу. Способ дополнительно включает поворот уплотняющего ролика в местоположении по полотну, что предотвращает поднятие уплотняющим роликом жгутов, только что уложенных перед тем, как головка для выкладки материала начала перемещаться вокруг выпуклого радиуса. Способ также включает сгибание полотна из жгутов препрега, в то время как уплотняющий ролик перемещается вокруг выпуклого радиуса. Указанное местоположение по полотну, вокруг которого поворачивают уплотняющий ролик, находится между центральным жгутом и последним жгутом вдоль заднего края этого полотна.
В соответствии с дополнительным вариантом осуществления изобретения предложен способ наслоения ленты из композиционного материала по краю с выпуклым радиусом с использованием машины для наслоения ленты, имеющей уплотняющий ролик. Способ включает программирование машины для наслоения ленты для перемещения вдоль пути по подложке и управление уплотняющим роликом для перемещения вдоль указанного пути и поворот вокруг заднего края ленты, который находится в контакте с выпуклым радиусом, для предотвращения поднятия уплотняющим роликом ленты, только что уложенной перед выпуклым радиусом. Способ также включает сгибание ленты, в то время как уплотняющий ролик перемещается по выпуклому радиусу. Способ дополнительно может включать задание цифровым способом выкладки слоев композиционного материала, имеющей выпуклый радиус, и использование машины для наслоения ленты для укладывания слоев на цифровым образом заданную выкладку слоев. Машина для наслоения ленты может быть запрограммирована таким способом, что она перемещается вдоль модифицированного пути для укладывания слоев, соответственно имеющих ориентации волокон под углами 0°, 45° и 90°. Управление уплотняющим роликом для перемещения вдоль указанного пути и поворот вокруг заднего края ленты выполняют, одновременно сгибая ленту, в то время как уплотняющий ролик перемещается по выпуклому радиусу.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Новые признаки, выраженные характеристиками иллюстративных вариантов осуществления, изложены в прилагаемой формуле изобретения. Однако иллюстративные варианты осуществления, а также предпочтительные режимы использования, дополнительные их цели и преимущества будут наилучшим способом понятны при помощи ссылки на нижеследующее подробное описание иллюстративного варианта осуществления настоящего изобретения при прочтении в сочетании с сопутствующими чертежами, на которых:
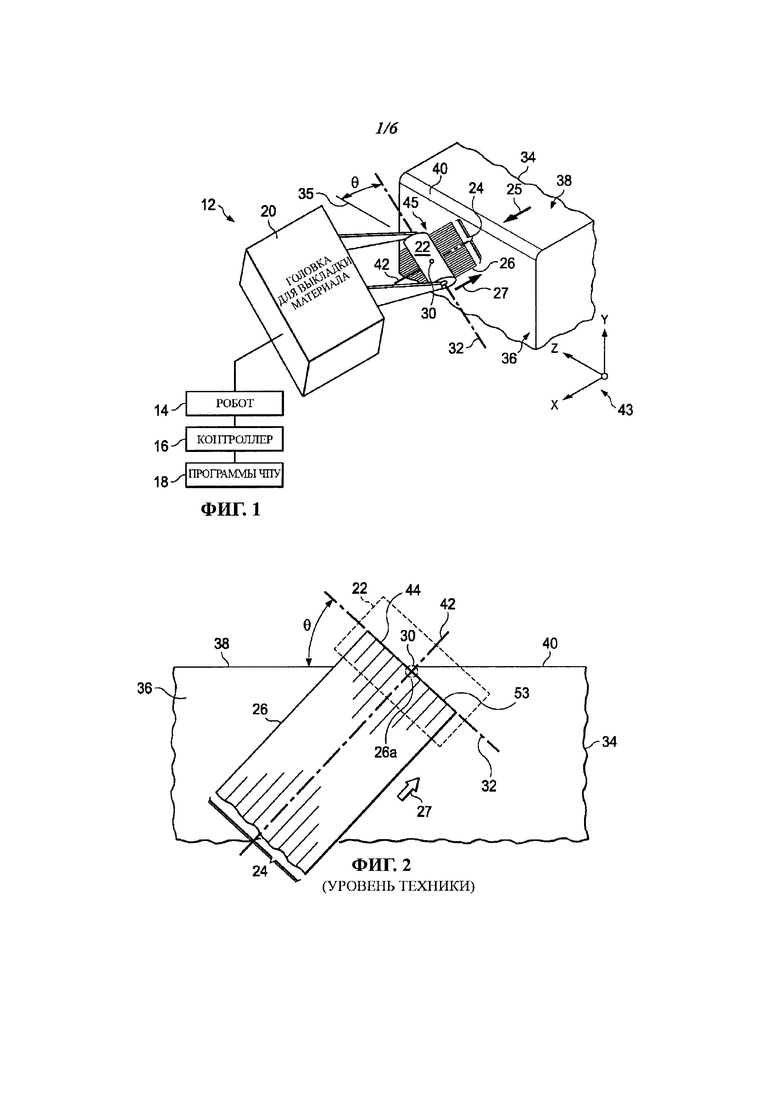
на фиг. 1 представлена иллюстрация перспективного вида машины для наслоения ленты, укладывающей ленту из композиционного материала по подложке, имеющей край с выпуклым радиусом.
На фиг. 2 представлена иллюстрация вида спереди конформного полотна, выкладываемого по краю с выпуклым радиусом с использованием способа текущего уровня техники.
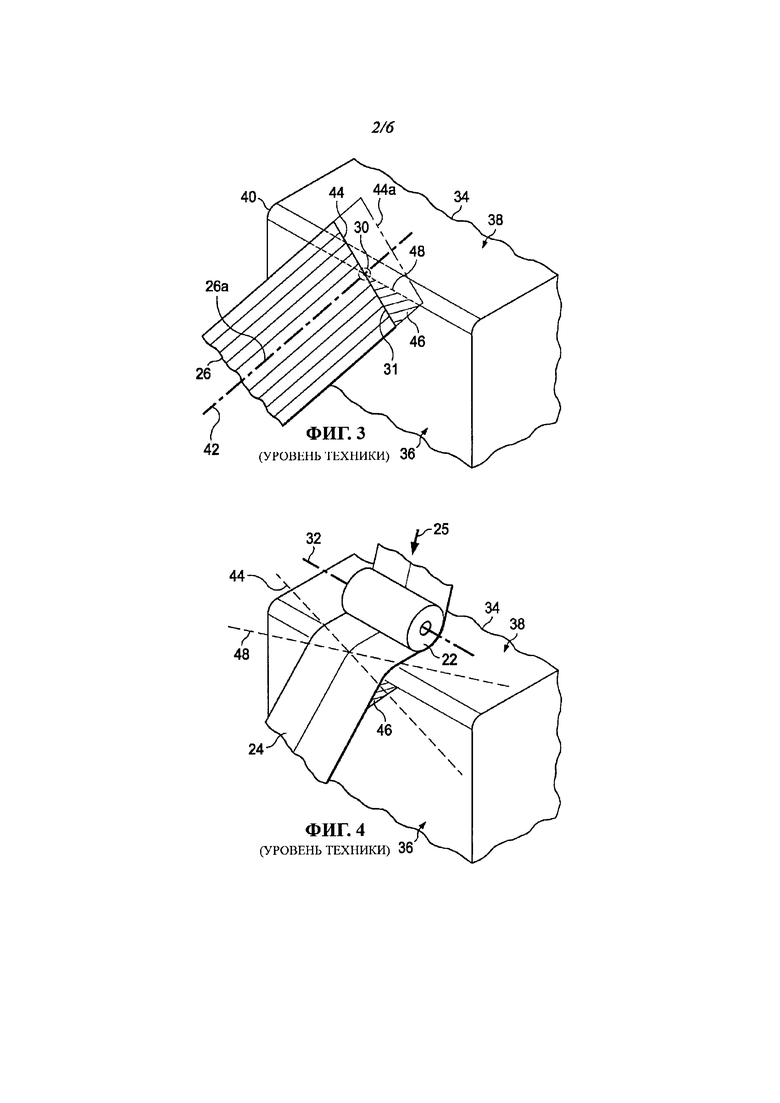
На фиг. 3 изображена иллюстрация подложки, показанной на фиг. 1, изображающей область полотна, которую оттягивают от подложки при использовании способа текущего уровня техники.
На фиг. 4 представлена иллюстрация, подобная фиг. 3, но изображающая уплотняющее устройство или ролик, согнувшее полотно ленты вокруг края с радиусом, с использованием способа текущего уровня техники.
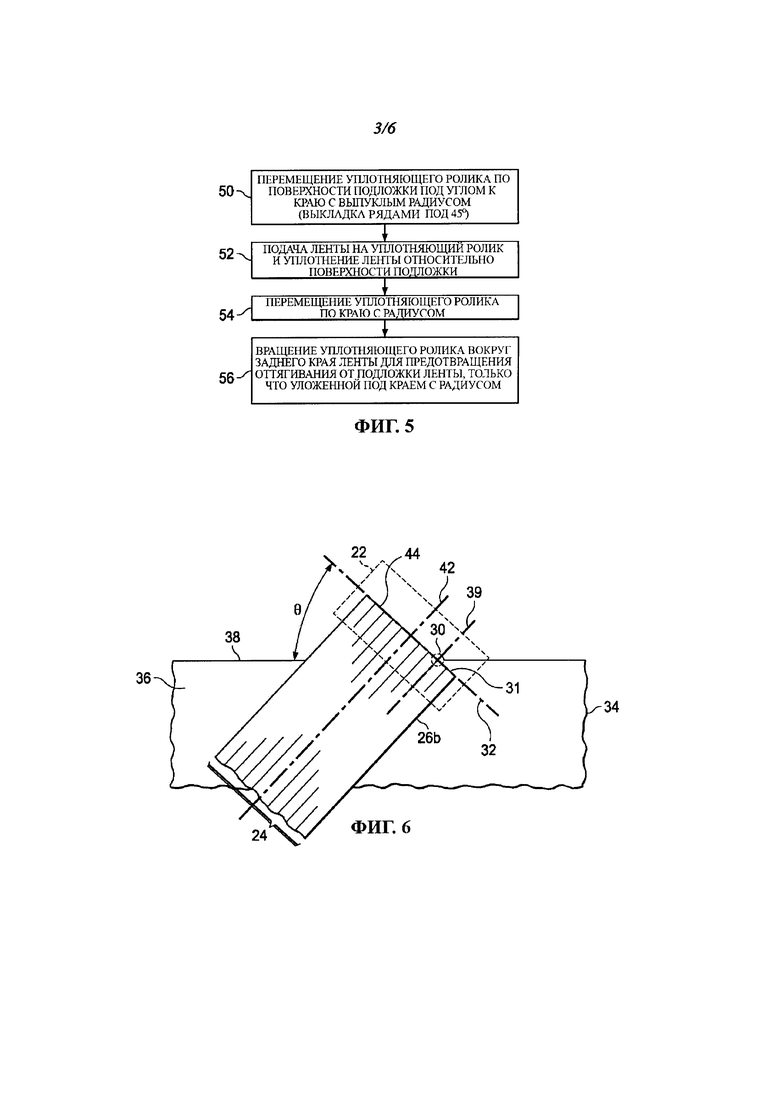
На фиг. 5 изображена иллюстрация блок-схемы способа наслоения ленты из композиционного материала по краю с выпуклым радиусом.
На фиг. 6 изображена иллюстрация вида спереди, подобного фиг. 2, но изображающая модифицированную центральную точку инструмента, вокруг которой поворачивают уплотняющий ролик, в то время как уплотняющий ролик проходит по краю с радиусом.
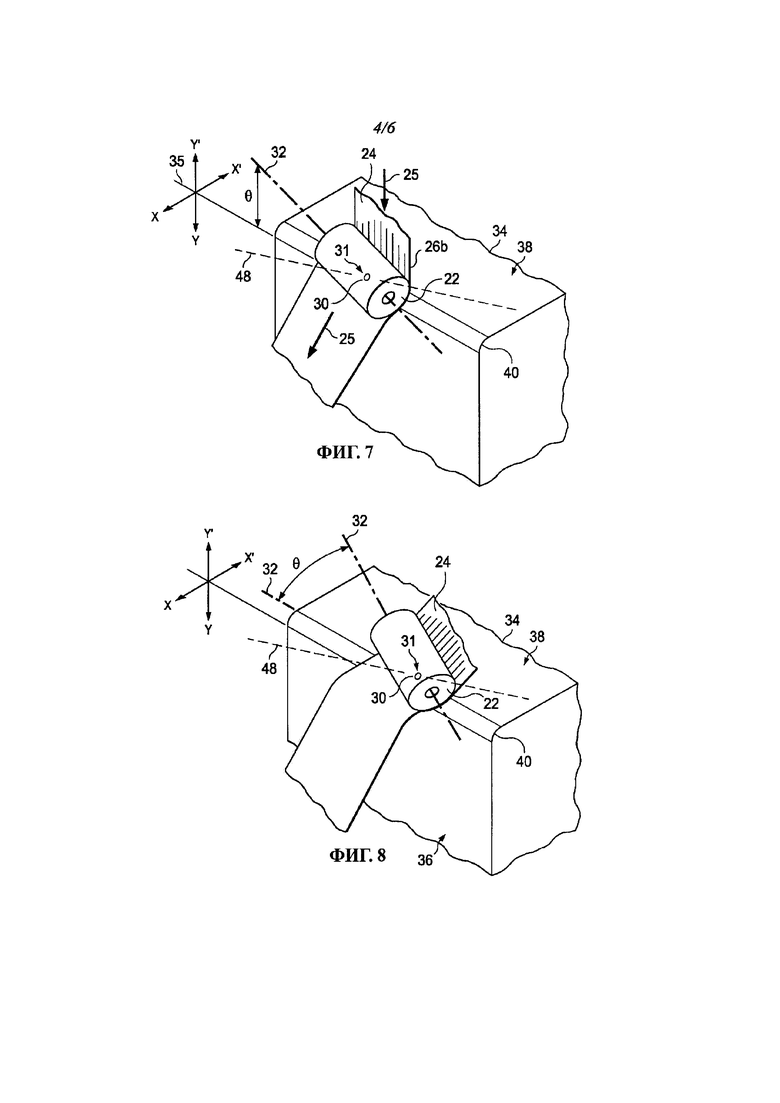
На фиг. 7 представлена иллюстрация перспективного вида уплотняющего ролика, начинающего проходить по краю с радиусом в соответствии с раскрытым способом.
На фиг. 8 представлена иллюстрация, подобная фиг. 7, но изображающая уплотняющий ролик, повернутый вокруг модифицированной центральной точки инструмента на заднем крае конформного полотна.
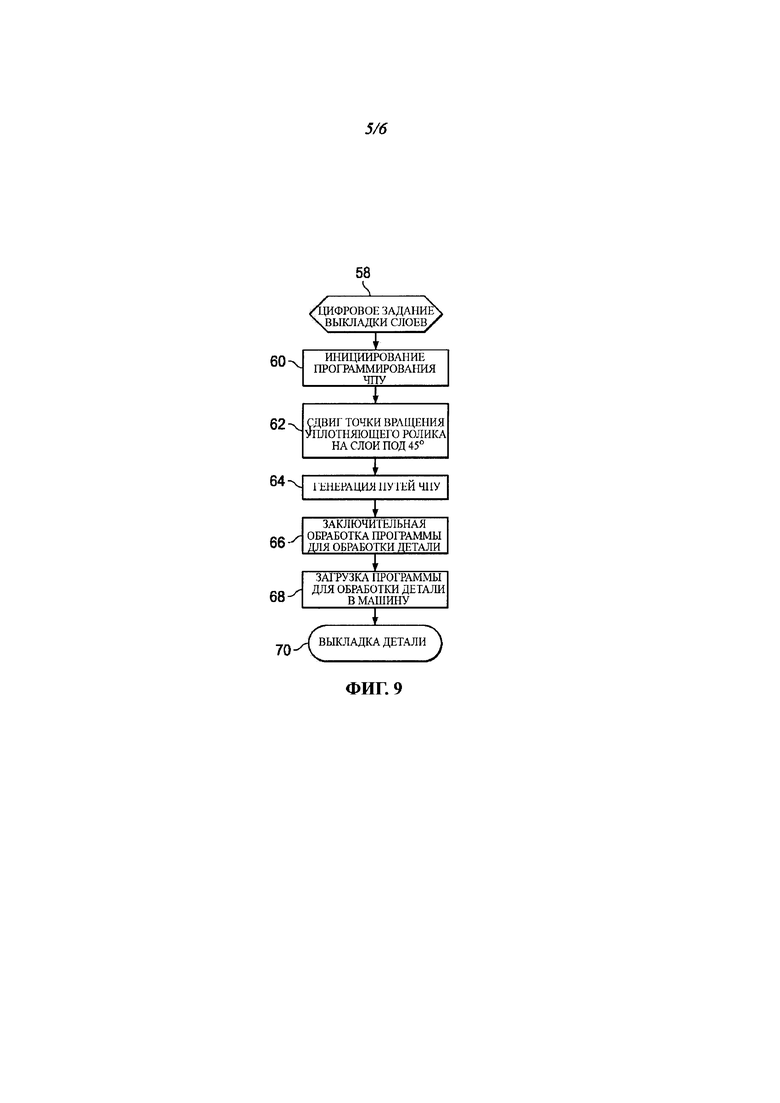
На фиг. 9 изображена иллюстрация полной блок-схемы способа укладывания композиционной детали, который применяет раскрытую технологию поворота уплотняющего ролика, в то время как он проходит край с радиусом под углом.
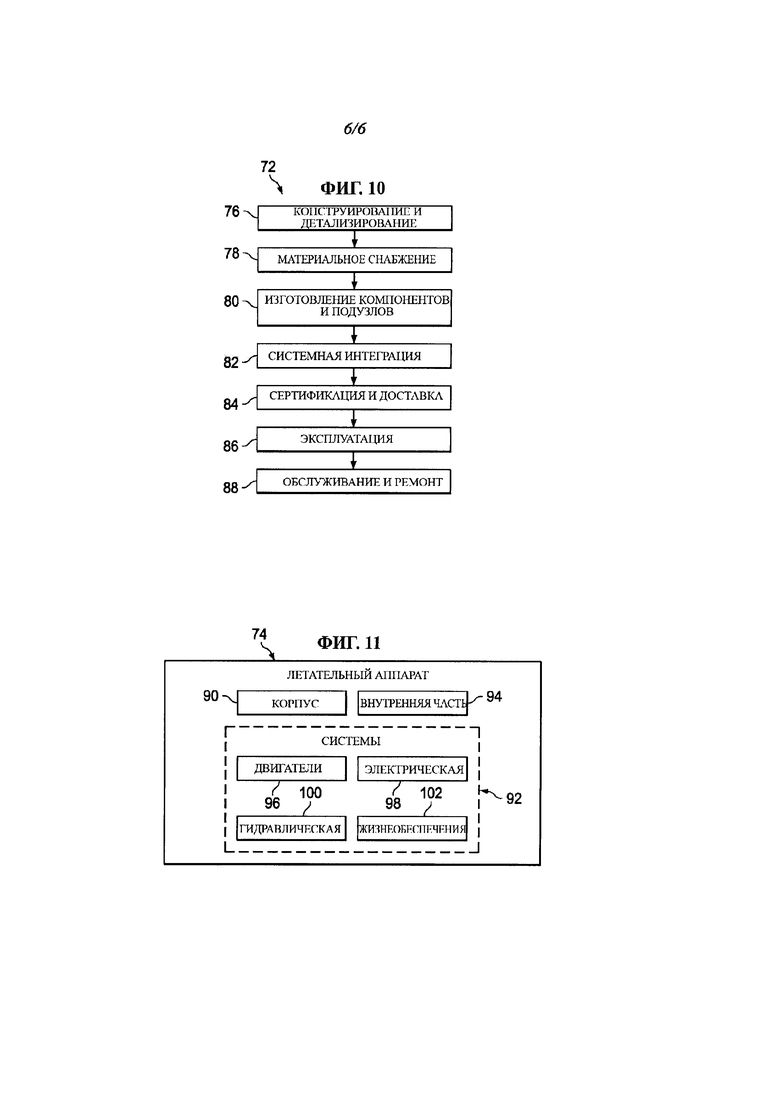
На фиг. 10 представлена иллюстрация блок-схемы методологии производства и эксплуатации воздушных летательных аппаратов.
На фиг. 11 изображена иллюстрация структурной схемы воздушного летательного аппарата.
ПОДРОБНОЕ ОПИСАНИЕ
Обратимся сначала к фиг. 1, машина 12 для автоматической выкладки волокон (AFP) содержит головку 20 для выкладки материала, чьим перемещением можно управлять посредством робота 14, подходящего для этого применения. Роботом 14, а также функциями головки 20 для выкладки материала управляют посредством контроллера 16, который может содержать среди прочего CNC контроллер (computer numerically controlled, числовое программное управление) или компьютер, использующий по меньшей мере одну программу 18 числового программного управления.
Головка 20 для выкладки материала может быть аналогичной головке, описанной в патенте США №7,213,629, заявке на патент США серийный №12/038,155 от 27.02.2008 и публикации патента США №20070029030, опубликованной 08.02.2007, полное содержание которых включено в настоящий документ посредством ссылки. Головка 20 для выкладки материала может содержать систему для подачи материала (не показана) и множество модулей для управления лентой (не показаны), которые могут содержать механизмы повторной нарезки, направляющие для материала и механизмы для резки материала, все из которых также не показаны, но хорошо известны из уровня техники.
Головка 20 для выкладки материала подает 25 конформное полотно 24, иногда называемое в настоящем документе ленточным полотном 24, из полос 26 ленты из композиционного материала в виде полос ленты, жгутов препрега или других ровингов, на место 45 зажима между уплотняющим устройством, таким как уплотняющий ролик 22, и подложкой 34, которая может содержать инструмент или предварительно уложенный слой композиционного материала. Предполагается, что "полосы ленты", используемые в настоящем документе, содержат усиленные полосы и усиленные пластиковые полосы, ленты препрега, жгуты и другие ровинги, а также предполагается, что "полотно" и "конформное полотно" содержат множество полос ленты, расположенных в непрерывном контакте бок о бок и по существу встык друг с другом. Для выкладки конформного полотна 24 на подложку 34 можно использовать другие уплотняющие устройства, такие как башмак. Уплотняющий ролик 22 имеет цилиндрическую форму, ось 32 вращения, а также центральную точку 30 инструмента. Головка 20 для выкладки материала перемещает уплотняющий ролик 22 по подложке 34, уплотняя конформное полотно 24 на подложке 34. Каждый проход головки 20 для выкладки материала по подложке 34 приводит к выкладке ряда полос 26 ленты, формирующих конформное полотно 24, а множественные проходы головки 20 для выкладки материала приводят к формированию слоев (не показаны) композиционного материала, укладываемого на подложку 34 и уплотняемому относительно нее.
Подложка 34 может иметь не параллельные поверхности 36, 38 подложки, которые соединены вместе вдоль края 40 с выпуклым радиусом. Головка 20 для выкладки материала может выкладывать ряды конформных полотен 24 из полос 26 ленты при различных углах ориентации волокна, включая среди прочего ориентации под углами 0°, 45° и 90° относительно опорной оси 35, которая соответствует горизонтальной оси или оси Z в системе 43 координат XYZ. На фиг. 1 головка 20 для выкладки материала частично выложила полотно 24 из полос 26 ленты по одной поверхности 36 подложки и перемещается в направлении 27 к краю 40 с радиусом под углом 0, которой может быть, например, среди прочего 45°. Как будет обсуждено более подробно ниже, в течение выкладки ряда ленты уплотняющий ролик 22 перемещается от поверхности 36 подложки вверх вокруг края 40 с радиусом и затем по поверхности 38 подложки.
Теперь обратим внимание на фиг. 2-4, которые иллюстрируют способ полос 26 ленты из композиционного материала в конформное полотно 24 по краю 40 с выпуклым радиусом в соответствии с текущим уровнем техники. Как показано на фиг. 2 и 3, центральная точка 30 инструмента уплотняющего ролика 22 лежит по существу посередине между двумя концами уплотняющего ролика 22 и по средней линии 42 центральной полосы 26а ленты в конформном полотне 24. Поскольку уплотняющий ролик 22 перемещается по направлению к краю 40 с радиусом под углом θ, когда центральная точка 30 инструмента достигает начала края 40 с радиусом, передний край 44 конформного полотна 24 переместится наверх и начнет перемещаться по краю 40 с радиусом, тогда как только что уложенный задний край 53 конформного полотна 24 останется ниже края 40 с радиусом.
Когда центральная точка 30 инструмента достигает края 40 с радиусом, она начинает перемещаться по краю 40 с радиусом на поверхности 38 подложки. Во время перемещения уплотняющего ролика 22 по краю 40 с радиусом давление, приложенное посредством уплотняющего ролика 22 к заднему краю ленточного полотна 24, уменьшается, тогда как уплотняющее давление продолжает быть приложенным к переднему краю 44 ленточного полотна 24. Эта разница в уплотняющем давлении, прикладываемом к ленточному полотну 24, вызывает оттягивание области ленточного полотна 24 вдоль заднего края 31, показанной перекрестной штриховкой 46, от поверхности 36 подложки, приводя к образованию потенциальных пустот или складок слоистой структуры. На фиг. 4 показан уплотняющий ролик 22, прошедший вокруг края 40 с радиусом и начинающий уплотнять ленточное полотно 24 на поверхности 38 подложки. Как можно увидеть на фиг. 4, несмотря на то, что ленточное полотно 24 уложено вокруг края 40 с радиусом, область 46 ленточного полотна 24 не плотно уплотнена относительно поверхности 36 подложки.
Теперь обратим внимание на фиг. 5-6, которые широко иллюстрируют способ наслоения ленты из композиционного материала по краю 40 с выпуклым радиусом, который устраняет оттягивание ленточного полотна 24 от поверхности 36 подложки, на которой оно было уплотнено, предварительно описанный в сочетании с фиг. 2-4. Обратимся особо к фиг. 5, способ начинается на этапе 50, на котором уплотняющий ролик 22 или подобное уплотняющее устройство перемещают по поверхности 36 подложки под углом θ к краю 40 с выпуклым радиусом, например, когда ряды ленты под углом 45° были выложены для формирования слоя под углом 45°. На фиг. 6-8 край 40 с радиусом показан в виде края с радиусом 90°, однако, здесь следует отметить, что раскрытый способ может быть применен для наслоения ленты из композиционного материала по краям с выпуклым радиусом других относительно острых углов. На этапе 52 ленту из композиционного препрега подают на уплотняющий ролик 22, который уплотняет эту ленту относительно поверхности 36 подложки. На этапе 54 уплотняющий ролик 22 перемещается по краю 40 с выпуклым радиусом. На этапе 56 уплотняющий ролик 22 вращают вокруг заднего края 31 ленты для предотвращения оттягивания от поверхности 36 подложки только что уложенной ленты под краем 40 с радиусом.
На фиг. 7 и 8 показаны дополнительные подробности способа, в общих чертах обрисованного на фиг. 6. В этом примере модификации программы 18 числового программного управления (фиг. 1), использованной для управления перемещениями уплотняющего ролика 22, приводят к изменению местоположения центральной точки 30 инструмента по оси 32 вращения на местоположение, обозначенное 30а, вблизи заднего края 31 ленточного полотна 24. Например, центральная точка 30 инструмента может быть выровнена со средней линией 39 (фиг. 6) полосы 26b ленты, расположенной от второй ленты к последней ленте, или с другими точками по заднему краю 31. Когда модифицированная центральная точка 30а инструмента уплотняющего ролика 22 проходит вокруг края 40 с радиусом, качающимся сгибающим или скользящим движением, уплотняющий ролик 22 также поворачивается в плоскости XZ вокруг оси Y до угла θ (фиг. 8). Поскольку поворотная точка, т.е. центральная точка 30а инструмента расположена вблизи заднего края 31 ленточного полотна 24, в то время как уплотняющий ролик 22 продолжает проходить вокруг края 40 с радиусом, к полосам 26 ленты на заднем конце 31 будет приложена минимальная сила или не приложено никакой силы, которая привела бы к оттягиванию только что уложенных полос 26 ленты от поверхности подложки 36. Напротив, координатные перемещения уплотняющего ролика 22 по осям X и Y, в то время как он смещается по краю 40 с радиусом, приводят к уплотняющему давлению, поддерживаемому по всему ленточному полотну 24 до тех пор, пока уплотняющий ролик 22 не пройдет полностью край 40 с радиусом.
На фиг. 9 показана полная схема способа укладывания композиционных слоистых деталей с использованием способа, описанного ранее в сочетании с фиг. 5-8. Способ начинается на этапе 58, где цифровым способом задают требуемую выкладку слоев детали с использованием, например, среди прочего системы САПР (не показана). На этапе 60 инициируют программирование числового программного управления для создания программы, подходящей для управления работой и перемещениями машины AFP. На этапе 62 модифицируют программирование числового программного управления для сдвига точки вращения уплотняющего ролика (т.е. центральной точки 30 инструмента) на слои под углом в 45° таким образом, что центральная точка 30а инструмента находится вблизи заднего края 31 ленточного полотна 24, в то время как уплотняющий ролик 22 перемещается по краю 40 с радиусом. На этапе 64 генерируют необходимые пути числового программного управления, которые управляют перемещением головки 20 для выкладки материала. На этапе 66 выполняют заключительную обработку программы для обработки детали, подготавливая ее для использования для устройства числового программного управления машины 12 AFP, используемой для выкладки этой детали. На этапе 68 эту программу загружают в контроллер 16, используемый для управления машиной 12 AFP, после чего на этапе 70 эта деталь может быть выложена.
Варианты осуществления настоящего изобретения могут находить применение во множестве потенциальных областей, особенно в транспортной отрасли, включая, например, применения в авиакосмической, судостроительной и автомобильной промышленностях, а также другие области, в которых могут быть использованы композиционные детали. Таким образом, обратимся теперь к фиг. 10 и 11, варианты осуществления настоящего изобретения могут быть использованы в контексте способа 72 изготовления и эксплуатации воздушного летательного аппарата, как показано на фиг. 10, и воздушного летательного аппарата 74, как показано на фиг. 11. Применение в воздушном летательном аппарате раскрытых вариантов осуществления изобретения может включать, например, среди прочего изготовление элементов жесткости, таких как среди прочего балки, лонжероны и стрингеры и т.п. Во время подготовки к производству, способ 72 в качестве примера может включать разработку документации и конструирование 76 воздушного летательного аппарата 74 и материальное снабжение 78. Во время производства происходит изготовление 80 компонентов и подузлов и системная интеграция в воздушный летательный аппарат 74. В дальнейшем воздушный летательный аппарат 74 может проходить сертификацию и доставку 84 для того, чтобы попасть в эксплуатацию 86. Когда он находится в эксплуатации клиентом, для воздушного летательного аппарата 74 составлено расписание планового технического обслуживания и ремонта 88, которые также могут включать модификацию, перенастройку, переоснащение и тому подобное.
Каждый из процессов способа 72 может быть выполнен или проведен системным интегратором, третьей стороной и/или оператором (например, клиентом). Для целей настоящего описания системный интегратор может среди прочего содержать любое количество изготовителей воздушных летательных аппаратов и основных системных субподрядчиков; третья сторона может среди прочего содержать любое количество производителей, субподрядчиков и поставщиков; а оператор может быть авиакомпанией, лизинговой компанией, военной организацией, обслуживающей организацией и тому подобным.
Как показано на фиг. 11, воздушный летательный аппарат 74, изготовленный при помощи способа 72, приведенного в качестве примера, может содержать корпус 90 воздушного летательного аппарата с множеством систем 92 и внутренней частью 94. Примеры высокоуровневых систем 92 содержат по меньшей мере одну двигательную установку 96, электрическую систему 98, гидравлическую систему 100 и систему 102 жизнеобеспечения. Может содержаться любое количество других систем. Несмотря на то, что показан аэрокосмический пример, принципы настоящего изобретения могут применяться в другой промышленности, такой как судостроительная и автомобильная промышленности.
Воплощенные здесь системы и способы могут быть использованы во время любого по меньшей мере одного из этапов способа 72 производства и эксплуатации. Например, компоненты и подузлы, соответствующие процессу 80 производства, могут быть изготовлены или произведены способом подобно компонентам и подузлам, произведенным в то время, как воздушный летательный аппарат 74 находится в эксплуатации. Кроме того, по меньшей мере один вариант осуществления аппарата, вариант осуществления способа или их комбинация могут быть использованы во время производственных этапов 80 и 82, например, значительно ускоряя сборку воздушного летательного аппарата 74 или снижая его стоимость. Аналогично по меньшей мере один вариант осуществления аппарата, вариант осуществления способа или их комбинация могут быть использованы в то время, как воздушный летательный аппарат 96 находится в эксплуатации, например, среди прочего для технического обслуживания и ремонта 88.
Описание различных иллюстративных вариантов осуществления было представлено с целью иллюстрации и описания и не предназначено быть исчерпывающим или ограничительным до этих вариантов осуществления в раскрытой форме. Специалистам в области техники будут очевидны многие модификации и изменения. Дополнительно, различные иллюстративные варианты осуществления могут обеспечивать различные преимущества по сравнению с другими иллюстративными вариантами осуществления изобретения. Выбранный вариант или варианты осуществления изобретения выбраны и описаны для того, чтобы наилучшим образом объяснить принципы вариантов осуществления, практического применения и чтобы обеспечить специалистам в области техники понимание настоящего раскрытия для различных вариантов осуществления с различными модификациями, подходящих для предполагаемого конкретного использования. Дополнительно, настоящее раскрытие содержит варианты осуществления в соответствии со следующими пунктами:
Пункт 1. Способ укладывания волокон препрега на подложку, имеющую две поверхности, соединенные краем с радиусом, включающий:
перемещение головки для выкладки материала по первой поверхности подложки под углом к краю с радиусом;
укладывание полотна из волокон препрега на первую поверхность подложки;
перемещение головки для выкладки материала вокруг края с радиусом от первой поверхности подложки до второй поверхности подложки и
поворот головки для выкладывания материала вокруг точки вблизи одного края полотна из волокон препрега, в то время как головка для выкладки материала перемещается вокруг края с радиусом.
Пункт 2. Способ по пункту 1, дополнительно включающий:
перемещение головки для выкладки материала от края с радиусом по второй поверхности подложки под углом к краю с радиусом и
укладывание полотна из волокон препрега на второй поверхности подложки.
Пункт 3. Способ по пункту 1, в котором укладывание полотна из волокон препрега на первую поверхность подложки включает:
укладывание полос жгутов волокон в контакте бок о бок и встык друг с другом и
уплотнение полос жгутов волокон.
Пункт 4. Способ по пункту 3, в котором точка, вокруг которой поворачивают головку для выкладки материала, расположена в пределах одной из полос жгутов волокон вблизи одного края полотна из волокон препрега.
Пункт 5. Способ по пункту 3, в котором уплотнение полос жгутов волокон выполняют с использованием уплотняющего ролика, а поворот головки для выкладки материала включает поворот уплотняющего ролика вокруг центральной точки инструмента, лежащей вблизи одного конца уплотняющего ролика.
Пункт 6. Способ по пункту 1, дополнительно включающий:
сгибание полотна из волокон препрега, в то время как головку для выкладки материала перемещают вокруг края с выпуклым радиусом от первой поверхности подложки до второй поверхности подложки.
Пункт 7. Способ по пункту 1, в котором угол перемещения головки для выкладки материала к краю с радиусом приблизительно равен 45°.
Пункт 8. Способ наслоения ленты из композиционного материала по краю с выпуклым радиусом на подложке, включающий:
перемещение головки для выкладки материала по подложке к краю с выпуклым радиусом и вокруг него;
укладывание полотна из полос ленты из композиционного материала на этой подложке, в то время как головка для выкладки материала перемещается по подложке и вокруг края с выпуклым радиусом, включая использование уплотняющего устройства для уплотнения полос ленты из композиционного материала относительно подложки;
предотвращение поднятия уплотняющим устройством полос ленты из композиционного материала, лежащих вблизи края с выпуклым радиусом, посредством поворота уплотняющего устройства вокруг заднего края полотна в контакте с краем с выпуклым радиусом; и
сгибание полотна, в то время как головка для выкладки материала перемещается вокруг края с выпуклым радиусом.
Пункт 9. Способ по пункту 8, в котором
уплотняющее устройство имеет продольную ось и центральную точку инструмента, лежащую по этой продольной оси на одном конце уплотняющего устройства, а поворот уплотняющего устройства вокруг заднего края полотна включает поворот уплотняющего устройства вокруг этой центральной точки инструмента.
Пункт 10. Способ по пункту 8, в котором:
укладывание полотна из полос ленты включает укладывание множества полос ленты бок о бок на подложке, и
поворот уплотняющего устройства включает поворот уплотняющего устройства в точке, лежащей вдоль одной из полос ленты вблизи края полотна.
Пункт 11. Способ по пункту 8, в котором выполняют поворот уплотняющего устройства, в то время как головка для выкладки материала перемещается вокруг края с выпуклым радиусом.
Пункт 12. Способ по пункту 8, в котором уплотняющее устройство является уплотняющим роликом, имеющим ось вращения, которая смещена под углом от края с выпуклым радиусом.
Пункт 13. Способ по пункту 12, в котором ось вращения уплотняющего ролика смещена под углом от края с выпуклым радиусом приблизительно на 45°.
Пункт 14. Способ по пункту 8, в котором контакт между уплотняющим устройством и подложкой поддерживают на всем протяжении перемещения головки для выкладки материала вокруг края с выпуклым радиусом.
Пункт 15. Способ наслоения жгутов из композиционного материала по краю с выпуклым радиусом с использованием головки для выкладки материала, имеющей уплотняющий ролик, включающий:
перемещение головки для выкладки материала вокруг выпуклого радиуса, в то время как жгуты из композиционного материала наслаивают в полотно по выпуклому радиусу;
поворот уплотняющего ролика в местоположении по полотну, что предотвращает поднятие уплотняющим роликом жгутов из композиционного материала, только что уложенных перед тем, как головка для выкладки материала начала перемещаться вокруг выпуклого радиуса; и
сгибание полотна из жгутов из композиционного материала, в то время как уплотняющий ролик перемещается вокруг выпуклого радиуса.
Пункт 16. Способ по пункту 15, в котором указанное местоположение по полотну, вокруг которого поворачивают уплотняющий ролик, находится между центральным жгутом и последним жгутом по заднему краю этого полотна.
Пункт 17. Способ наслоения ленты из композиционного материала по краю с выпуклым радиусом с использованием машины для наслоения ленты, имеющей уплотняющий ролик, включающий:
программирование машины для наслоения ленты для перемещения вдоль пути по подложке;
управление уплотняющим роликом для перемещения вдоль указанного пути и поворот вокруг заднего края ленты, который находится в контакте с выпуклым радиусом, для предотвращения поднятия уплотняющим роликом ленты, только что уложенной перед выпуклым радиусом; и
сгибание ленты, в то время как уплотняющий ролик перемещается по выпуклому радиусу.
Пункт 18. Способ по пункту 17, дополнительно включающий:
генерирование цифрового задания выкладки слоев композиционного материала, имеющей выпуклый радиус; и
использование машины для наслоения ленты для выкладки слоев композиционного материала в соответствии со сгенерированным цифровым заданием выкладки слоев из композиционного материала.
Пункт 19. Способ по пункту 17, в котором программирование машины для наслоения ленты включает:
программирование машины для наслоения ленты для перемещения вдоль модифицированного пути для укладывания слоев, имеющих ориентацию волокон под углом 45°,
программирование машины для наслоения ленты для перемещения вдоль обычного пути для укладывания слоев, имеющих ориентацию волокон под углом 0°, и
программирование машины для наслоения ленты для перемещения вдоль обычного пути для укладывания слоев, имеющих ориентацию волокон под углом 90°.
Пункт 20. Способ по пункту 17, в котором управление уплотняющим роликом для перемещения вдоль указанного пути и поворот вокруг заднего края ленты выполняют, в то же время сгибая ленту, в то время как уплотняющий ролик перемещается по выпуклому радиусу.
Изобретение относится к способу укладывания волокон препрега на подложку, имеющую две поверхности, соединенные краем с выпуклым радиусом. Способ включает перемещение головки для выкладки материала по первой поверхности подложки под углом к краю с выпуклым радиусом. Головка для выкладки материала имеет уплотняющее устройство, имеющее продольную ось. Согласно способу укладывают полотна из волокон препрега на первую поверхность подложки. Перемещают головку для выкладки материала вокруг края с выпуклым радиусом от первой поверхности подложки до второй поверхности подложки. Поворачивают головку для выкладки материала вокруг точки, лежащей по указанной продольной оси на конце уплотняющего устройства и вблизи заднего края полотна из волокон препрега, в то время как головку для выкладки материала перемещают вокруг края с выпуклым радиусом. Изобретение обеспечивает повышение физико-механических показателей изделий. 6 з.п. ф-лы, 11 ил.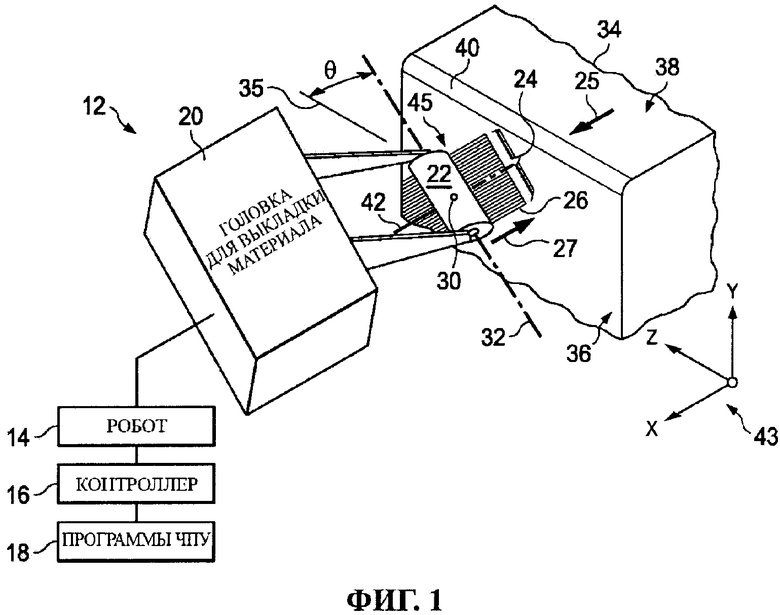
1. Способ укладывания волокон препрега на подложку, имеющую две поверхности, соединенные краем с выпуклым радиусом, включающий:
перемещение головки для выкладки материала по первой поверхности подложки под углом к краю с выпуклым радиусом, причем головка для выкладки материала имеет уплотняющее устройство, имеющее продольную ось;
укладывание полотна из волокон препрега на первую поверхность подложки;
перемещение головки для выкладки материала вокруг края с выпуклым радиусом от первой поверхности подложки до второй поверхности подложки и
поворот головки для выкладки материала вокруг точки, лежащей по указанной продольной оси на конце уплотняющего устройства и вблизи заднего края полотна из волокон препрега, в то время как головку для выкладки материала перемещают вокруг края с выпуклым радиусом.
2. Способ по п. 1, дополнительно включающий:
перемещение головки для выкладки материала от края с выпуклым радиусом по второй поверхности подложки под углом к краю с выпуклым радиусом и
укладывание полотна из волокон препрега на второй поверхности подложки.
3. Способ по п. 1, в котором укладывание полотна из волокон препрега на первую поверхность подложки включает:
укладывание полос жгутов волокон в контакте бок о бок и встык друг с другом и
уплотнение полос жгутов волокон.
4. Способ по п. 3, в котором точка, вокруг которой поворачивают головку для выкладки материала, расположена в пределах одной из полос жгутов волокон вблизи одного края полотна из волокон препрега.
5. Способ по п. 3, в котором уплотнение полос жгутов волокон выполняют с использованием уплотняющего ролика, а поворот головки для выкладки материала включает поворот уплотняющего ролика вокруг центральной точки инструмента, лежащей вблизи одного конца уплотняющего ролика.
6. Способ по п. 1, дополнительно включающий:
сгибание полотна из волокон препрега, в то время как головку для выкладки материала перемещают вокруг края с выпуклым радиусом от первой поверхности подложки до второй поверхности подложки.
7. Способ по п. 1, в котором угол перемещения головки для выкладки материала к краю с выпуклым радиусом приблизительно равен 45°.
| FR 2943943 A1, 08.10.2010 | |||
| JPS 62144927 A, 29.06.1987 | |||
| US 2012234489 A1, 20.09.2012 | |||
| ГОРЮЧЕЕ РАКЕТНОЕ ТОПЛИВО (ВАРИАНТЫ) И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2012 |
|
RU2486230C1 |
| RU 2052353 C1, 20.01.1996. | |||

