Группа изобретений относится к способу и устройству для подготовки и подачи ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку методом выкладки и может быть использовано в технологических процессах и установках для получения широкого спектра многослойных композитных изделий сложного профиля для машиностроительной, авиационной, судостроительной, нефтегазовой и строительной промышленности.
В современном производстве наметился спрос на замещение классических природных материалов на полимерные композиционные. Преимущество использования таких материалов заключается в снижении веса конструкции, повышении прочности, надежности, ресурса, других эксплуатационных качеств.
В общем случае технология изготовления композитных изделий, армированных непрерывными волокнами, состоит в следующем:
1) изготовление формообразующей оправки, определяющей форму изделия;
2) нанесение на оправку антиадгезионного состава для того, чтобы после отверждения изделие не приклеилось к оправке;
3) приготовление полимерного связующего (совмещение основы, отвердителя и других модифицирующих компонентов) и пропитка им волокнистого наполнителя либо использование предварительно пропитанных армирующих материалов (препрегов);
4) послойная укладка и прикатка армирующего наполнителя на оправку;
5) отверждение многослойной конструкции;
6) снятие изделия с оправки после отверждения, обрезка припуска, контроль и т. д.
Увеличение потребности в изделиях из композиционных материалов требует значительного снижения трудоемкости процесса изготовления и сокращения времени производственного цикла при сохранении высокого качества изделий.
Проведенный анализ современного уровня техники показал довольно широкий спектр оборудования и технологии для изготовления многослойных изделий из композитных материалов.
Известен способ изготовления композитного изделия (патент RU 2053124, МПК B29C 53/72, заявка 4895698/05 от 24.06.1991) заключающийся в намотке предварительно нагретых волокнистых полуфабрикатов на оправку под механическим напряжением с последующим повторным нагревом и приложением механического усилия в месте укладки волокон на оправку. Недостатком известного устройства является двукратный нагрев термопластичного материала, что может привести к негативным изменениям механических и других свойств заготовки в результате термоокислительной деструкции. Кроме того используемый жесткий ролик имеет технологические ограничения которые не позволят осуществлять выкладку материала на оправку имеющую сложные формы и изгибы что существенно ограничивает его массовое использование. Еще одним существенным недостатком известного способа изготовления композитного изделия является использование сложного и громоздкого технологического оборудования для его реализации. Известный способ применим для создания заготовок и композитных изделий простых форм и профилей.
Известен способ изготовления заготовок и изделии армированных стекловолокном (патент DE 2421619 A1, МПК B29C 53/66, B29C 53/84, заявка DE 19742421619 19740504 от 04.05.1974) заключающийся в намотке предварительно пропитанных волокон на оправку с последующим их ультрафиолетовым облучением. Достоинством известного способа является возможность реализации более сложных требуемых форм заготовок и изделии. Недостатком известного устройства является необходимость использования пропитки и использования определенного армирующего материала. Кроме того данная технология требует использование направленного ультрафиолетового излучения определенной интенсивности для создания требуемых прочностных характеристик изделия. К недостаткам также следует отнести сложную конструкцию устройства и технологию, требующую контроля выполнения каждой из технологических операции.
Известен способ и устройство для нанесения волокна и изготовления деталей из композитного материала (патент US 20100252183 A1, МПК B29C 53/50, заявка US 20090434253 20090501 от 02.04.2009) который содержит головку для нанесения волокна и подвижную систему для перемещения указанной головки для нанесения волокна. Головка для нанесения волокна содержит уплотняющий ролик, предназначенный для прикатки (создания механического усилия в месте укладки) волокна на оправку. Такое устройство позволяет осуществлять поворот головки вокруг сложной криволинейной поверхности таким образом, что уплотняющий ролик остается в контакте с наносимым материалом, по меньшей мере, одной линией контакта. Достоинством известного способа и устройства, которое содержит подвижную систему, является возможность перемещения головки для нанесения волокна относительно оправки, что позволяет изготавливать изделия большого размера и более сложной конструкции, чем ранее рассмотренные аналоги. К недостаткам известного способа и устройства следует отнести использование жесткого уплотняющего ролика, который не позволит осуществить выкладку материала на профили оправки имеющей малые радиусы изгибов, выступы и поднутрения. Кроме того в известном способе и конструкции головки при прикатке уплотняющего ролика возможно прилипание материала к поверхности ролика и снижение качества получаемого изделия. Для предотвращения прилипания к уплотняющему ролику материала его необходимо прикатывать через технологическую подложку, которая после прикатки согласно технологии должна быть удалена. При этом последующее удаление подложки от материала после прикатки уплотняющим роликом может приводить к отклеиванию материала от оправки. Еще одним недостатком известного устройства является необходимость использования подвижной системы для перемещения указанной головки, которая, как правило, имеет сложную кинематику и должна создавать достаточные усилия во время прикатки уплотняющего ролика по материалу, наносимому на оправку.
Наиболее близким по технической сущности является способ изготовления многослойных изделий из полимерных композиционных материалов и станок для осуществления способа (патент RU 2697334 С1, МПК B29C 53/36, B29C 53/56, B29C 53/62, B29C 53/84, заявка 2018122630 от 21.06.2018) который включает установку на станок формообразующей оправки с последующей намоткой на нее заданного количества слоев полимерного композиционного материла. В процессе намотки к наматываемому материалу в зоне его контакта с формообразующей оправкой прикладывают усилие прижима, осуществляемое горячей воздушной струей, направленное к формообразующей оправке. Станок оснащен компрессором, нагревателем и как минимум одной воздушной форсункой, закрепленной на каретке с возможностью вертикального настроечного перемещения и соединенной воздухопроводом с выходом компрессора. Достоинством известного способа и устройства является повышение качества выкладки и формовки изделий из полимерных композиционных материалов за счет применения бесконтактного средства, замещающего ролик, и позволяющего обойти практически все перечисленные недостатки присущие ранее рассмотренным способам и устройствам. А именно известные способ и устройство позволяют изготавливать изделия любых габаритных размеров и форм, устраняют проблему прилипания материала к ролику, так как известный способ подразумевает бесконтактную выкладку. Кроме того предложенный способ и станок отличаются простотой как технологического так и конструктивного характера и позволяют расширить функциональные и эксплуатационные возможности технологии и конструкции по изготовлению изделий из полимерных композиционных материалов. К недостаткам известного способа и устройства следует отнести то, что материал наносится на оправку с предварительным натяжением, что для определенных форм оправок (с углублениями и иными формами) требует большего усилия прижима (давления), которое должно создаваться горячей воздушной струей исходящей из форсунки. В противном случае возможно образование воздушных пустот и дефекта в изделии с ухудшением его заявленных эксплуатационных характеристик. Кроме всего при использовании узких лент, из-за небольшой площади обдува, не создается достаточная парусность, и предварительно пропитанный полимерный связующий материал не укладывается плотно. При использовании широких лент и недостаточного усилия прижима горячей воздушной струей может возникнуть краевой эффект - материал укладывается хорошо, только посередине ленты, а по краям остаются воздушные пустоты.
Задачей предлагаемого изобретения является совершенствование технологии и способа осуществления бесконтактной выкладки изделий из полимерных композитных материалов и создание универсального модуля для реализации предложенного способа. Универсальный модуль для реализации предложенного способа может быть использован как при модернизации существующих станков, так и при разработке и создании новых. Предлагаемое изобретение позволит расширить функциональные возможности способа и устройства, повысить степень автоматизации, повысить производительность (сократить время технологического цикла), а также существенно улучшить качество выкладки и качество полученного многослойного изделия из полимерных композиционных материалов. Кроме всего предлагаемое изобретение позволит расширить номенклатуру изготавливаемых изделий, а также снизить их себестоимость.
Описанные преимущества достигаются тем, что в предложенном способе и универсальном модуле для реализации предложенного способа дополнительно предусмотрены технологические операции подготовки и механизированной принудительной подачи ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку с последующим воздействием на материал горячим воздухом из форсунки. При этом защитная подложка с предварительно пропитанного армирующего материала (препрега) снимается непосредственно в самом универсальном модуле перед принудительной подачей материала на формообразующую оправку.
Для достижения указанного технического результата используется следующая совокупность существенных признаков: способ осуществления бесконтактной выкладки изделий из полимерных композитных материалов (как и в прототипе включающий послойную выкладку заданного количества слоев ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку, причем в процессе послойной выкладке к материалу в зоне его контакта с формообразующей оправкой прикладывают усилие прижима, осуществляемое давлением истекающей из форсунки воздушной струи, направленной на материал в месте его соприкосновения с оправкой, направленное к формообразующей оправке, причем в процессе послойной выкладки материала на оправку производят его нагрев в зоне пятна контакта с формообразующей оправкой, который осуществляют за счет нагрева воздушной струи, после формирования изделия проводят отверждение его композиционных слоев, которое ведут при регламентированной температуре отверждения, которую поддерживают воздействием на материал нагретой воздушной струи поступающей из форсунки) в отличие от прототипа, осуществляется выкладка изделия из полимерных композитных материалов из универсального модуля, причем перед непосредственным нанесением ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку с нее автоматизировано внутри универсального модуля механизированным способом снимают технологическую подложку, а выкладку ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку производят из универсального модуля принудительной подачей материала на поверхность формообразующей оправки механизированным способом.
Кроме того, способ осуществления бесконтактной выкладки изделий из полимерных композитных материалов по послойной выкладке ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку может производиться при перемещении формообразующей оправки относительно неподвижного универсального модуля.
Кроме того, способ осуществления бесконтактной выкладки изделий из полимерных композитных материалов по послойной выкладке ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку может производиться при перемещении универсального модуля относительно неподвижной формообразующей оправки.
Универсальный модуль для осуществления бесконтактной выкладки изделий из полимерных композитных материалов, который состоит из каркаса, направляющего ролика, электронагревателя с входным штуцером и воздушной форсунки в отличие от прототипа, дополнительно содержит: две катушки, первая катушка предназначена для размещения на ней ленты с предварительно пропитанным полимерным связующим материалом и защищенным сверху технологической подложкой, вторая катушка, приводимая во вращение через первую механическую передачу от электродвигателя механизма подачи предназначена для снятия и наматывания на себя технологической подложки с предварительно пропитанного полимерным связующим материала; механизм принудительной подачи предварительно пропитанного полимерным связующим материала, который состоит из двух подающих роликов приводимых во вращение от электродвигателя механизма подачи; вентиляторы охлаждения элементов универсального модуля; вторую механическую передачу и термодатчик, причем ось вращения второй катушки размещена вверху в середине каркаса универсального модуля, ось вращения первой катушки закреплена ниже с одной стороны относительно оси вращения второй катушки, под которой ниже оси вращения первой катушки расположены оси вращения подающих роликов, а с другой стороны относительно оси вращения второй катушки ниже оси вращения подающих роликов расположена ось вращения направляющего ролика таким образом, что предварительно пропитанный полимерным связующим материал с технологической подложкой разматывается с первой катушки и технологическая подложка отделяется и наматывается на вторую катушку, а предварительно пропитанный полимерный связующий материал проходит между подающими роликами на направляющий ролик, который приводится во вращение через вторую механическую передачу от электродвигателя механизма подачи, воздушная форсунка непосредственно закреплена на выходной части электронагревателя, который расположен под подающими, направляющим роликами и первой и второй катушками таким образом, что горячий воздух, который выходит из воздушной форсунки направлен на предварительно пропитанный полимерный связующий материал, свисающий с направляющего ролика, при этом первая и вторая катушки, подающие ролики, вращающиеся в разных направлениях, и направляющий ролик вращаются, согласованно осуществляя подачу предварительно пропитанного полимерным связующим материала под воздушную форсунку на выходе универсального модуля для бесконтактной выкладки предварительно пропитанного полимерным связующим материала на формообразующую оправку, на форсунке универсального модуля установлен термодатчик, под электронагревателем на каркасе расположены вентиляторы, нагнетаемый воздух с которых отводит избыточное тепло от электронагревателя и обдувает элементы универсального модуля расположенные выше электронагревателя.
Сущность изобретения заключается в том, что защитная подложка с препрега снимается перед воздействием на материал горячим воздухом из форсунки. При этом универсальный модуль оснащается отдельным приводом принудительной подачи связующего материала на формообразующую оправку, что в совокупности позволит расширить функциональные возможности способа и устройства, повысить степень автоматизации, сократить время технологического цикла, а также повысить качество выкладки и качество полученного многослойного изделия из полимерных композиционных материалов.
Сопоставление предлагаемого изобретения и прототипа показало, что поставленные задачи - сокращение времени технологического цикла, повышение качества выкладки с повышением качества конечного изделия - решается в результате новой совокупности признаков, что доказывает соответствие группы изобретений критерию патентоспособности «новизна».
Сущность заявленной группы изобретений поясняется чертежами, где:
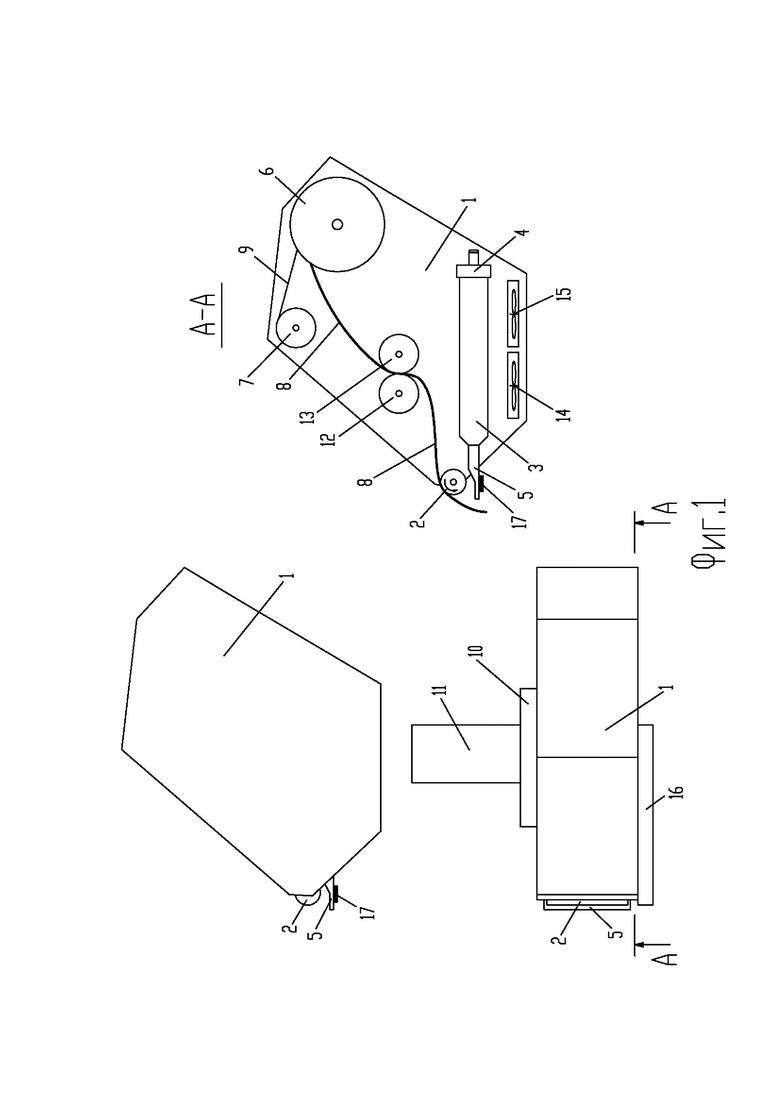
на Фиг.1 - представлены общие виды и разрез конструкции универсального модуля;
на Фиг.2 - представлена внутренняя конструкция универсального модуля и схема процесса бесконтактной выкладки изделий из полимерных композитных материалов;
на Фиг.3 - представлен вариант конструкции универсального модуля для осуществления бесконтактной выкладки изделий из полимерных композитных материалов.
Способ осуществления бесконтактной выкладки изделий из полимерных композитных материалов включающий послойную выкладку заданного количества слоев ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку, при котором в процессе послойной выкладке к материалу в зоне его контакта с формообразующей оправкой прикладывают усилие прижима. Усилие прижима осуществляют давлением истекающей из форсунки воздушной струи, направленной на материал в месте его соприкосновения с оправкой и направленное к формообразующей оправке. В процессе послойной выкладке материала на оправку производят его нагрев в зоне пятна контакта с формообразующей оправкой, который осуществляют за счет нагрева воздушной струи. После формирования изделия проводят отверждение его композиционных слоев, которое ведут при регламентированной температуре отверждения, которую поддерживают воздействием на материал нагретой воздушной струи поступающей из форсунки. Выкладку изделия из полимерных композитных материалов осуществляют из универсального модуля. Перед непосредственным нанесением ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку с нее автоматизировано внутри универсального модуля механизированным способом снимают технологическую подложку. Выкладку ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку производят из универсального модуля принудительной подачей материала на поверхность формообразующей оправки механизированным способом.
Способ осуществления бесконтактной выкладки изделий из полимерных композитных материалов осуществляемый таким образом, что послойная выкладка ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку производится при перемещении формообразующей оправки относительно неподвижного универсального модуля.
Способ осуществления бесконтактной выкладки изделий из полимерных композитных материалов осуществляемый таким образом, что послойная выкладка ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку производится при перемещении универсального модуля относительно неподвижной формообразующей оправки.
Универсальный модуль для осуществления бесконтактной выкладки изделий из полимерных композитных материалов, конструкция которого представлена на Фиг.1 и Фиг.2 содержит каркас 1, направляющий ролик 2, электронагреватель 3 с входным штуцером 4 и воздушную форсунку 5. Универсальный модуль содержит две катушки 6 и 7. Первая катушка 6 предназначена для размещения на ней ленты с предварительно пропитанным полимерным связующим материалом 8 и защищенным сверху технологической подложкой 9. Вторая катушка 7, приводимая во вращение через первую механическую передачу 10 от электродвигателя 11 механизма подачи предназначена для снятия и наматывания на себя технологической подложки 9 с предварительно пропитанного полимерного связующего материала 8. Механизм принудительной подачи предварительно пропитанного полимерного связующего материала 8 состоит из двух подающих роликов 12, 13 приводимых во вращение от электродвигателя 11 механизма подачи. Универсальный модуль для осуществления бесконтактной выкладки изделий из полимерных композитных материалов содержит вентиляторы 14, 15 охлаждения элементов универсального модуля, вторую механическую передачу 16 и термодатчик 17. Ось вращения второй катушки 7 размещена вверху в середине каркаса 1 универсального модуля. Ось вращения первой катушки 6 закреплена ниже с одной стороны относительно оси вращения второй катушки 7. Под второй катушкой 7 ниже оси вращения первой катушки 6 расположены оси вращения подающих роликов 12, 13. С другой стороны относительно оси вращения второй катушки 7 ниже оси вращения подающих роликов 12, 13 расположена ось вращения направляющего ролика 2. Взаимное расположение подвижных элементов универсального модуля выполнено таким образом, что предварительно пропитанный полимерный связующий материал 8 с технологической подложкой 9 разматывается с первой катушки 6 и технологическая подложка 9 отделяется и наматывается на вторую катушку 7. При этом предварительно пропитанный полимерный связующий материал 8 проходит между подающими роликами 12, 13 на направляющий ролик 2. Направляющий ролик 2 приводится во вращение через вторую механическую передачу 16 от электродвигателя 11 механизма подачи. Воздушная форсунка 5 непосредственно закреплена на выходной части электронагревателя 3. Электронагреватель 3 расположен под подающими 12, 13, направляющим 2 роликами и первой 6 и второй 7 катушками таким образом, что горячий воздух 18, который выходит из воздушной форсунки 5, направлен на предварительно пропитанный полимерный связующий материал 8, свисающий с направляющего ролика 2. Первая 6 и вторая 7 катушки, подающие ролики 12, 13, вращающиеся в разных направлениях, и направляющий ролик 2 вращаются, согласованно осуществляя подачу предварительно пропитанного полимерного связующего материала 8 под воздушную форсунку 5 на выходе универсального модуля для бесконтактной выкладки предварительно пропитанного полимерного связующего материала 8 на формообразующую оправку 19. На форсунке 5 универсального модуля установлен термодатчик 17. Под электронагревателем 3 на каркасе 1 расположены вентиляторы 14, 15, нагнетаемый воздух 20 с которых отводит избыточное тепло от электронагревателя 3 и обдувает элементы 7, 6, 12, 13 универсального модуля расположенные выше электронагревателя 3.
Заявленный способ осуществляют с использованием универсального модуля, конструкция которого раскрыта выше, следующим образом. Универсальный модуль (Фиг.2) осуществляет принудительную подачу предварительно пропитанного полимерного связующего материала 8 на поверхность формообразующей оправки 19 механизированным способом. В процессе послойной выкладки предварительно пропитанного полимерного связующего материала 8 в зоне его контакта с формообразующей оправкой 19 прикладывают усилие прижима. Усилие прижима осуществляют давлением истекающей из форсунки 5 воздушной струи 18, направленной на предварительно пропитанный полимерный связующий материал 8 в месте его соприкосновения с оправкой 19 и направленное к формообразующей оправке 19. В процессе послойной выкладки предварительно пропитанного полимерного связующего материала 8 на оправку 19 производят его нагрев в зоне пятна контакта с формообразующей оправкой 19, который осуществляют за счет нагрева воздушной струи 18 в электронагревателе 3. Предложенный способ предполагает перед непосредственным нанесением ленты с предварительно пропитанным полимерным связующим материалом 8 на формообразующую оправку 19 автоматизированный съем технологической подложки 9 с предварительно пропитанного полимерного связующего материала 8 внутри универсального модуля механизированным способом. После формирования изделия останавливают электродвигатель 11, а предварительно пропитанный полимерный связующий материал 8 исходящий из универсального модуля обрезают. И далее проводят отверждение его композиционных слоев, которое ведут при регламентированной температуре отверждения, которую поддерживают воздействием на материал нагретой воздушной струей 18 поступающей из форсунки 5. Требуемая температура при выкладке, а также отверждении материала поддерживается управлением нагрева электронагревателя 3 по информации, получаемой с термодатчика 17.
Следует отметить, что предложенный способ осуществления бесконтактной выкладки изделий из полимерных композитных материалов может быть реализован при перемещении формообразующей оправки 19 относительно неподвижного универсального модуля, когда формообразующая оправка 19 вращается вокруг своей оси, а универсальный модуль остаётся неподвижным. Такой способ позволит наиболее просто и эффективно осуществить модернизацию и внедрение предложенного универсального модуля в существующий парк простейших станков и устройств для изготовления изделии из композитных материалов. При этом значительно расшириться возможность такого оборудования и улучшаться его эксплуатационные характеристики.
Кроме всего предложенный способ осуществления бесконтактной выкладки изделий из полимерных композитных материалов также может быть реализован при перемещении универсального модуля относительно неподвижной формообразующей оправки 19 с применением роботизированного манипулятора. При этом такой роботизированный комплекс бесконтактной выкладки сможет осуществлять изготовление высококачественных заготовок и изделий любых форм и сложности.
Эффективность предложенного способа должна быть обеспечена согласованным и своевременным регулированием технологических режимов по подготовке и подаче предварительно пропитанного полимерного связующего материала 8, давлению и температуре направленной воздушной струи 18 исходящей из сопла форсунки 5. Причем такое регулирование должно осуществляться независимо, но согласованно посредством управляющей программы и аппаратных средств системы управления универсального модуля и всей установки или роботизированного комплекса.
Работа универсального модуля по бесконтактной выкладке изделий из полимерных композитных материалов происходит следующим образом. Работа универсального модуля подразумевает использование в качестве связующего элемента конечного изделия предварительно пропитанного материала - полуфабриката в роли которого выступает предварительно пропитанный полимерный связующий материал 8 с технологической подложкой 9 который должен быть изначально намотан на первой катушке 6 (Фиг.1, Фиг.2). Предварительно пропитанный полимерный связующий материал 8 с технологической подложкой 9 разматывается с катушки 6 в достаточном количестве, чтобы осуществить отделение технологической подложки 9 от предварительно пропитанного полимерного связующего материала 8 и их заправки. При этом отдельно осуществляется заправка технологической подложки 9 на вторую катушку 7, а предварительно пропитанного полимерного связующего материала 8 между подающими роликами 12, 13 и на направляющий ролик 2 на выход из универсального модуля. После чего универсальный модуль готов к работе. К универсальному модулю должен быть подведен шланг от компрессора, который подсоединяется к входному штуцеру 4 электронагревателя 3 универсального модуля, а также кабель с электрическими проводами управления электродвигателем 11, электронагревателем 3 и вентиляторами 14, 15 и проводами от термодатчика 17 (шланг и кабель не показаны на Фиг.1 - Фиг.2). При необходимости выкладки предварительно пропитанного полимерного связующего материала 8 из системы управления (не показана на Фиг.1 - Фиг.2) подается команда на включение нагревательного элемента электронагревателя 3, включение вентиляторов 14, 15, электродвигателя 11, а также должна быть выполнена подача воздуха через подходящую к универсальному модулю трубку, подсоединенную к штуцеру 4. Эффективность выкладки предварительно пропитанного полимерного связующего материала 8 и качества изготовления монолитного изделия или заготовки обеспечивается независимым согласованным регулированием: нагрева нагревательного элемента электронагревателя 3; давления воздуха исходящего из форсунки 5; скорости вращения электродвигателя 11, которая определяет скорость подачи предварительно пропитанного полимерного связующего материала 8 на формообразующую оправку 19. Температура нагретой воздушной струи 18 поступающей из форсунки 5 может регулироваться средствами нагрева нагревательного элемента электронагревателя 3 по информации с термодатчика 17 информация, с которого поступает в систему управления (не показана на Фиг.1 - Фиг.2). После формирования изделия электродвигатель 11 останавливают, а подачу нагретой воздушной струи 18 поступающей из форсунки 5 на предварительно пропитанный полимерный связующий материал 8 намотанный на формообразующей оправке 19 не прекращают. При этом производят перемещение универсального модуля относительно оправки 19, либо оправки 19 относительно универсального модуля осуществляя обдув изделия горячей воздушной струей 18 и осуществляя отверждение композиционных слоев изделия.
На Фиг.3 представлен вариант конструкции универсального модуля для осуществления бесконтактной выкладки изделий из полимерных композитных материалов.
Предложенный способ и конструкция универсального модуля могут быть использованы при изготовлении многофункциональных выкладочных головок, обеспечивающих подачу, нагрев и прижим препрегового материала при изготовлении плоскостных и сложнопрофильных композитных конструкций, а также разработке и изготовлении специализированных многокоординатных намоточных станков с ЧПУ для мелкосерийного и серийного производства изделий из полимерных композиционных материалов. Таким образом, универсальный модуль, предназначенный для установки на оборудование по изготовлению изделий из композитных материалов позволяет расширить функциональные возможности оборудования.
Изобретение было создано в ООО «Смарт Прогресс Инжиниринг» и апробировано на опытном образце. Полученные результаты позволяют сделать вывод о соответствии изобретения критерию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных изделий из полимерных композиционных материалов и станок для осуществления способа | 2018 |
|
RU2697334C1 |
| Способ изготовления крупногабаритных тел вращения с поверхностью переменной кривизны многослойной разборной конструкции из полимерных композиционных материалов | 2017 |
|
RU2664942C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ПОЛОЙ ОБОЛОЧКИ | 2020 |
|
RU2740963C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ РУКОЯТИ ДЛЯ ХОККЕЙНОЙ КЛЮШКИ ИЗ ПОЛИМЕРНО-КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2024 |
|
RU2817450C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ТЕРМОПЛАСТИЧНЫХ СВЯЗУЮЩИХ С ПРИМЕНЕНИЕМ ПРОМЫШЛЕННЫХ ЛАЗЕРОВ | 2015 |
|
RU2600762C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ КОМПОЗИТНОЙ КОНСТРУКЦИИ С ИСПОЛЬЗОВАНИЕМ КОМПОЗИТНОЙ ПРЕДВАРИТЕЛЬНО ПРОПИТАННОЙ ЛЕНТЫ | 2013 |
|
RU2631296C2 |
| Способ изготовления формующей оснастки в виде комплекта единичных тонкостенных цулаг из полимерных композиционных материалов | 2022 |
|
RU2787625C1 |
| Композитный демпфирующий элемент и способ его изготовления | 2018 |
|
RU2717270C2 |


Группа изобретений относится к способу и устройству для подготовки и подачи ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку методом выкладки и может быть использована в технологических процессах и установках для получения широкого спектра многослойных композитных изделий сложного профиля для машиностроительной, авиационной, судостроительной, нефтегазовой и строительной промышленности. Универсальный модуль оснащают отдельным приводом принудительной подачи связующего материала на формообразующую оправку, при этом защитная подложка с препрега снимается перед непосредственным воздействием на связующий материал струи горячего воздуха, которая осуществляет бесконтактную прикатку материала к формообразующей оправке. Изобретение обеспечивает расширение функциональных возможностей способа и устройства, повышение степени автоматизации процесса послойной выкладки композитного материала на заготовку, увеличение производительности оборудования с использованием предложенных способа и универсального модуля, а также улучшение качества выкладки и качества полученного многослойного изделия из полимерных композиционных материалов. 2 н. и 2 з.п. ф-лы, 3 ил.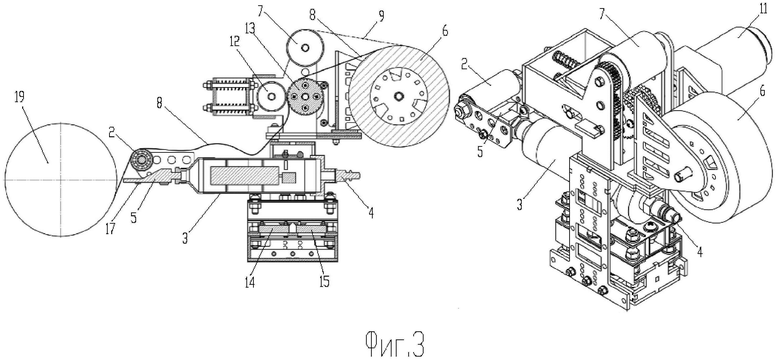
1. Универсальный модуль для осуществления бесконтактной выкладки изделий из полимерных композитных материалов, состоящий из каркаса, направляющего ролика, электронагревателя с входным штуцером и воздушной форсунки, отличающийся тем, что дополнительно содержит: две катушки, первая катушка предназначена для размещения на ней ленты с материалом, предварительно пропитанным полимерным связующим и защищенным сверху технологической подложкой, вторая катушка, приводимая во вращение через первую механическую передачу от электродвигателя механизма подачи, предназначена для снятия и наматывания на себя технологической подложки с материала, предварительно пропитанного полимерным связующим; механизм принудительной подачи материала, предварительно пропитанного полимерным связующим, который состоит из двух подающих роликов, приводимых во вращение от электродвигателя механизма подачи; вентиляторы охлаждения элементов универсального модуля; вторую механическую передачу и термодатчик, причем ось вращения второй катушки размещена вверху в середине каркаса универсального модуля, ось вращения первой катушки закреплена ниже с одной стороны относительно оси вращения второй катушки, под которой ниже оси вращения первой катушки расположены оси вращения подающих роликов, а с другой стороны относительно оси вращения второй катушки ниже оси вращения подающих роликов расположена ось вращения направляющего ролика таким образом, что предварительно пропитанный полимерным связующим материал с технологической подложкой разматывается с первой катушки и технологическая подложка отделяется и наматывается на вторую катушку, а предварительно пропитанный полимерным связующим материал проходит между подающими роликами на направляющий ролик, который приводится во вращение через вторую механическую передачу от электродвигателя механизма подачи, воздушная форсунка непосредственно закреплена на выходной части электронагревателя, который расположен под подающими, направляющим роликами и первой и второй катушками таким образом, что горячий воздух, который выходит из воздушной форсунки направлен на предварительно пропитанный полимерным связующим материал, свисающий с направляющего ролика, при этом первая и вторая катушки, подающие ролики, вращающиеся в разных направлениях, и направляющий ролик вращаются, согласованно осуществляя подачу предварительно пропитанного полимерным связующим материала под воздушную форсунку на выходе универсального модуля для бесконтактной выкладки предварительно пропитанного полимерным связующим материала на формообразующую оправку, на форсунке универсального модуля установлен термодатчик, под электронагревателем на каркасе расположены вентиляторы, нагнетаемый воздух с которых отводит избыточное тепло от электронагревателя и обдувает элементы универсального модуля, расположенные выше электронагревателя.
2. Способ осуществления бесконтактной выкладки изделий из полимерных композитных материалов, включающий послойную выкладку заданного количества слоев ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку, причем в процессе послойной выкладки к материалу в зоне его контакта с формообразующей оправкой прикладывают усилие прижима, осуществляемое давлением истекающей из форсунки воздушной струи, направленной на материал в месте его соприкосновения с оправкой, направленное к формообразующей оправке, причем в процессе послойной выкладки материала на оправку производят его нагрев в зоне пятна контакта с формообразующей оправкой, который осуществляют за счет нагрева воздушной струи, после формирования изделия проводят отверждение его композиционных слоев, которое ведут при регламентированной температуре отверждения, которую поддерживают воздействием на материал нагретой воздушной струи, поступающей из форсунки, отличающийся тем, что выкладку изделия из полимерных композитных материалов осуществляют из универсального модуля по п. 1, причем перед непосредственным нанесением ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку с нее внутри универсального модуля механизированным способом снимают технологическую подложку, а выкладку ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку производят из универсального модуля принудительной подачей материала на поверхность формообразующей оправки механизированным способом.
3. Способ осуществления бесконтактной выкладки изделий из полимерных композитных материалов по п. 2, отличающийся тем, что послойная выкладка ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку производится при перемещении формообразующей оправки относительно неподвижного универсального модуля.
4. Способ осуществления бесконтактной выкладки изделий из полимерных композитных материалов по п. 2, отличающийся тем, что послойная выкладка ленты с предварительно пропитанным полимерным связующим материалом на формообразующую оправку производится при перемещении универсального модуля относительно неподвижной формообразующей оправки.
| Способ изготовления многослойных изделий из полимерных композиционных материалов и станок для осуществления способа | 2018 |
|
RU2697334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛЕНТОЧНОГО МАТЕРИАЛА | 1991 |
|
RU2072303C1 |
| RU 2011144378 A, 10.05.2013 | |||
| US 4990213 A, 05.02.1991 | |||
| СПОСОБ РАБОТЫ ПАРОВОЙ МАШИНЫ ТАНДЕМ-КОМПАУНД ПАРОВОЗА | 2010 |
|
RU2421619C1 |
| US 2005236735 A1, 27.10.2005. | |||

