Способ импульсно-периодического плазменного формирования покрытия с диффузионным слоем на изделии из молибдена относится к области технической физики и может быть использован для формирования покрытий при импульсно-периодическом плазменном осаждении с изменением механических, химических, электрофизических свойств приповерхностных слоев материалов.
Процесс нанесения покрытия из металлической плазмы вакуумно-дугового разряда включает в себя: процессы, протекающие на катоде, связанные с эмиссией из области катодного пятна электронов и испарения атомов материала катода; формирования плазменного потока и транспортировки его в рабочем объеме; осаждение заряженных и нейтральных частиц [Современные технологические процессы в производстве мощных генераторных ламп / под ред. Быстрова Ю.А. Изд-во СПбГЭТУ «ЛЭТИ»: СПб, 2009. 213 с.].
В процессе осаждения из металлической плазмы вакуумно-дугового разряда определяющее значение имеет энергия конденсирующихся частиц, влияющая как на адгезию формируемого покрытия с подложкой, так и на его структуру, состав и наличие образующихся дефектов.
При попадании частиц на поверхность происходят взаимодействия, зависящие от энергии химических связей между атомами обрабатываемой поверхности; величины поверхностных электрических полей, возникающих вследствие асимметрии кристаллической решетки на поверхности; постоянных решетки и температуры подложки [Барченко В.Т., Ветров Н.З., Лисенков А.А. Технологические вакуумно-дуговые источники плазмы. Изд-во СПбГЭТУ «ЛЭТИ»: СПб, 2013. 243 с.].
Энергию ионов Wi, попадающих на поверхность, разделяют на начальную энергию  , определяющуюся скоростью направленного движения (ϑпп≈104 м/с), и энергию, приобретенную в дебаевском слое (еξUсм), примыкающем к подложке, при условии, что на нее задан ускоряющий отрицательный потенциал (-Uсм): Wi=Wi0+|eξUсм|.
, определяющуюся скоростью направленного движения (ϑпп≈104 м/с), и энергию, приобретенную в дебаевском слое (еξUсм), примыкающем к подложке, при условии, что на нее задан ускоряющий отрицательный потенциал (-Uсм): Wi=Wi0+|eξUсм|.
Изменение ускоряющего потенциала Uсм позволяет регулировать энергию осаждающихся ионов, а следовательно, и управлять протеканием технологического процесса, переводя его из режима разогрева, распыления и модифицирования поверхностного слоя - в режим формирования покрытия.
При условии, если взаимодействующие с поверхностью образца ионы обладают достаточно большой энергией, то наблюдаются процессы как ионной имплантации, когда ионы проникают вглубь кристаллической решетки и остаются в ней, полностью израсходовав свою энергию [Bystrov Yu.A., Vetrov N.Z., Lisenkov A.A. Plasmachemical Synthesis of Titanium Carbide on Copper Substrates // Technical physics Letters. 2011. Vol. 37. №8. C. 707-709], так и физического распыления поверхности, когда один или несколько атомов полностью освобождаются от внутренних связей. Коэффициент распыления (Spac), в этом случае, определяется числом нейтральных атомов, выбиваемых с поверхности одним падающим ионом.
В режиме осаждения, при столкновении с поверхностью, частицы отдают ей свою избыточную энергию, основная часть которой превращается в тепловую, вызывая ее разогрев, и переходят в адсорбированное состояние. При этом на поверхности подложки они обладают достаточно большой диффузионной подвижностью, что и определяет дальнейший процесс образования конденсата. Скорость роста толщины формируемого покрытия ϑp=(ma/ρ)[∂2n/(∂S⋅∂t)] связана с плотностью потока частиц (∂2n/(∂S⋅∂t)), поступающих на обрабатываемую поверхность, и зависящую от плотности ионного тока (ji), определяемого экспериментально: ∂2n/(∂S⋅∂t)=ji/(ξen).
При формировании покрытия различают три типа сцепления: механическое - образуется из-за наличия сил Ван-дер-Ваальса; химическое - возникает с образованием на границе раздела новых фаз, и прочность ее тем выше, чем больше химическое сродство между взаимодействующими материалами покрытия и подложки; диффузное - возникает при относительно высокой температуре подложки, при которой наблюдаются процессы встречной диффузии материалов.
Таким образом, процесс формирования покрытия из плазмы вакуумно-дугового разряда включает в себя две стадии: 1. - разогрев детали и структурное и фазовое модифицирование приповерхностного слоя; 2. - конденсация рабочего вещества из плазменного потока. Протекание каждого из процессов определяется энергией осаждающихся ионов и плотностью плазменного потока на деталь [Фролов В.Я., Лисенков А.А., Барченко В.Т. Физические основы применения низкотемпературной плазмы. Учебное пособие. Изд-во СПГПУ: СПб, 2010. 221 с.].
Наиболее близким по совокупности явлений является [Патент РФ №2238999. МПК С23С 14/48, H01J 37/317. Рябчиков А.Н., Рябчиков И.А., Степанов И.Б. Заявка 2003104995/02, 19.02.2003. Опубл. 27.10.2004], в котором предложен способ формирования покрытий путем импульсно-периодического плазменного осаждения покрытий из плазмы, генерируемой вакуумно-дуговым разрядом в стационарном режиме.
За счет очистки и ослабления плазменного потока удается обеспечить подачу отрицательного импульсного высоковольтного напряжения (-Uсм) разной периодичности. Ионы из плазменного потока или ускоряются и осуществляют бомбардировку поверхности обрабатываемых деталей, или, при уменьшении задаваемого потенциала на детали, протекает процесс осаждения покрытия, тем самым обеспечивается регулировка соотношения доз облучения ускоренными ионами (модифицирование поверхности) и плазмой (осаждение покрытия).
Частоту следования импульсов ионного облучения (при любых вариантах импульсно-периодического формирования ионных потоков) выбирают из условия равенства скоростей плазменного осаждения покрытий и ионного распыления поверхности.
При этом следует отметить, что имплантация материала достигается за счет высокого отрицательного потенциала, задаваемого на обрабатываемое изделие, при условии очистки плазменного потока от капельных образований. В свою очередь очистка плазменного потока приводит к существенному его ослаблению, что снижает скорость роста формируемого покрытия.
Техническим результатом заявляемого изобретения является создание покрытий высокого качества, с достижением высокой скорости роста формируемого покрытия, и, как следствие, повышение эксплуатационных свойств обрабатываемых изделий.
Способ импульсно-периодического плазменного формирования покрытия с диффузионным слоем карбида молибдена на изделии из молибдена, включающий генерирование плазмы непрерывным вакуумно-дуговым разрядом и формирование диффузионного слоя при импульсно-периодическом ускорении ионов из плазменного потока,
отличающийся тем, что формирование упомянутого покрытия на обрабатываемом изделии осуществляют путем последовательной подачи импульсов напряжения переменной полярности, формирующих импульсные потоки ускоренных ионов и электронов, при этом обеспечивают разогрев изделия до температуры 700-1000 К за интервал времени (te34), соответствующий длительности импульсов электронного тока, поступающего на изделие, и осаждение ускоренных ионов плазменного потока за интервал времени (ti12), соответствующий длительности импульсов ионного тока, поступающего на изделие, при этом устанавливают соотношение (te34)≥(ti12).
Предлагаемое решение позволяет обеспечить:
- протекание процессов диффузии атомов углерода в образец;
- получение диффузионных слоев обрабатываемого изделия, состоящих, из слоев объемного (Ме2С) и поверхностного (МеС) карбида металла;
- формирование покрытия на основе углерода.
Изобретение поясняется графическими материалами:
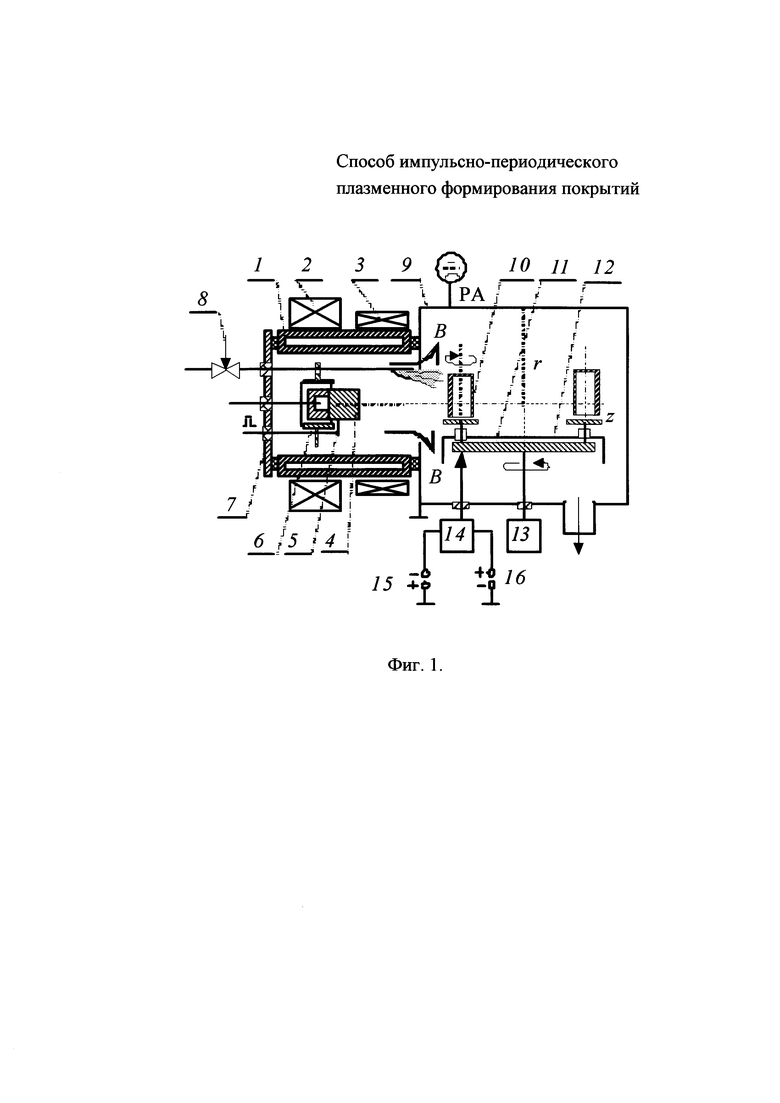
Фиг. 1. Конструкция вакуумно-дугового источника плазмы.
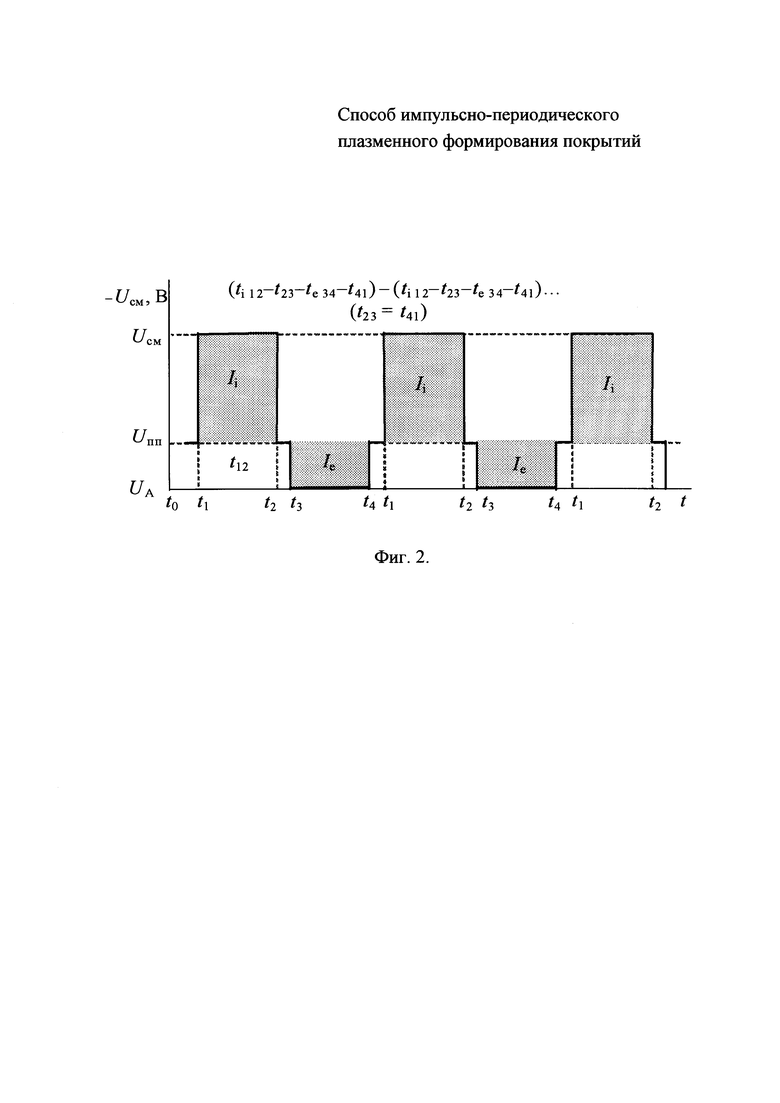
Фиг. 2. Форма импульсов напряжения, задаваемых на обрабатываемое изделие в процессе формирования покрытия, во времени.
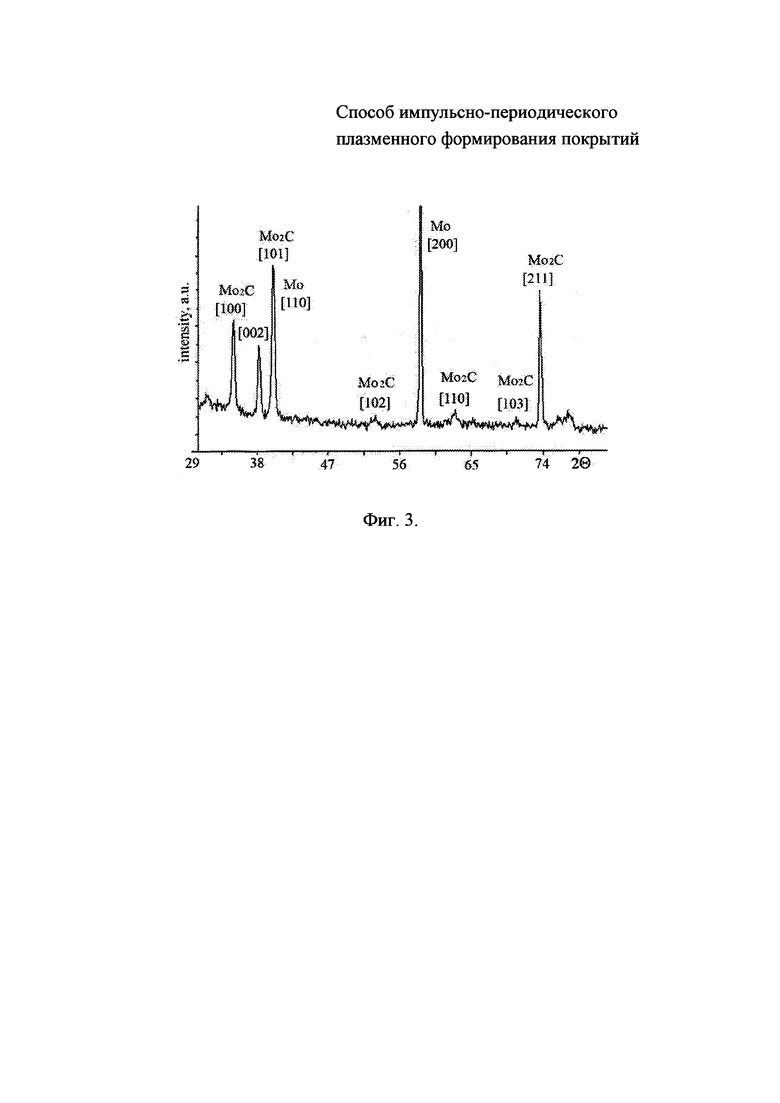
Фиг. 3. Рентгеновская дифрактограмма карбида димолибдена (Мо2С) на молибденовой подложке (CuKα-излучение).
Вакуумно-дуговое устройство, реализующее способ формирования покрытия, представлено на фиг. 1 и состоит из водоохлаждаемого цилиндрического анода 1 с магнитной системой, включающей стабилизирующий 2 и фокусирующий 3 соленоиды. На оси анода 1 расположен распыляемый цилиндрический катод 4, формирующий плазменный поток. Инициирующий электрод 5 упирается в боковую поверхность катода 4. Нерабочая поверхность катода 4 окружена экраном 6. Катод 4 крепится на фланце 7, на котором располагается ввод, обеспечивающий подачу рабочего газа через натекатель 8. Контроль рабочего давления в вакуумной камере 9 осуществляют с помощью ионизационного датчика РА.
В рабочем объеме вакуумной камеры 9 установлены обрабатываемые изделия 10, располагающиеся на планетарном механизме 11. Узлы вращения и планетарный механизм 11, закрыты экраном 12. Вращение планетарного механизма 11 осуществляется от электродвигателя 13.
Вакуумная камера 9 выполняет функции анода и заземлена.
Коммутатор 14 обеспечивает последовательное подключение источников 15 и 16 к обрабатываемым деталям 10.
При подключении управляемого источника 15, обрабатываемые изделия 10 находятся под отрицательным потенциалом (-Uсм), и ток, протекающий в электрической цепи, обеспечивается за счет ионов (Ii - фиг. 2), поступающих из плазмы дугового разряда. Конечная энергия ионов зависит от величины установленного отрицательного потенциала - (100…500) В.
Подключение источника 16 обеспечивает подачу на детали потенциала анода, и ток, протекающий в электрической цепи, обеспечивается за счет электронов (Ie - фиг. 2), поступающих из плазменного потока.
Пример реализации предлагаемого способа для нанесения покрытия на основе углерода, обладающего высокой работой выхода 4.7 эВ и спектром излучения близким к спектру абсолютно черного тела.
Специфика подобных покрытий такова, что в зависимости от условий и методов их получения, они существенно различаются как по составу, так и по структуре, что определяется состоянием обрабатываемой поверхности и удельной долей атомов углерода, поступающих на поверхность в единицу времени и вступающих с ней в химическое взаимодействие, что и определяет последующую конфигурацию формируемого покрытия.
Катод 4 выполнен из графитового мелкодисперсного порошка МПГ-6. Для обеспечения герметичности системы и достижения рабочего вакуума катод 4 через резьбовое соединение крепится к титановому водоохлаждаемому основанию.
После откачки вакуумной камеры 9 и достижения рабочего вакуума между расходуемым катодом 4 и анодом 1, при помощи инициирующего электрода 5, возбуждается вакуумно-дуговой разряд, существующий на интегрально-холодном катоде. Скорость перемещения катодного пятна по графитовому катоду невелика и составляет всего несколько сантиметров в минуту. При этих условиях значимую роль на процесс распыления оказывает температура катода и температура в области катодного пятна.
При распылении графита катодным пятном вакуумно-дугового разряда (Iраз=80 А, р=7.8⋅10-3 Па), в продуктах эрозии фиксировались как положительно заряженные ионы (С+, С++), возбужденные (С*) и нейтральные атомы (С) углерода, так и углеродные конгломераты материала и сложные частицы, образовавшиеся в результате соединения нескольких частиц.
Углеродные конгломераты - кластеры существуют в виде множества структурных групп, представляющих собой линейные цепи, моно- и плоские структуры. Каждая структурная группа может состоять из большого числа изомеров, отличающихся как по форме, так и по числу межатомных и оборванных связей, степени возбуждения многочисленных колебательных состояний.
Формируемый плазменный поток выводится в рабочий объем камеры 9, где находятся обрабатываемые изделия 10. Углеродные конгломераты с температурой катодного пятна, имеют прямолинейные траектории движения. Заряженные частицы, за счет наличия внешнего магнитного поля В, движутся по силовым линиям, имея при этом сложные траектории.
В момент времени t1, при подключении источника 15, на обрабатываемое изделие 10 подается отрицательный импульс (-Uсм), и в зависимости от его амплитуды, в интервале времени t1-2, за счет тока ионов (ионный ток составляет 6…10% от величины разрядного тока, поэтому можно считать, что Ii=0.08⋅Iраз), поступающих из плазмы дугового разряда, обеспечиваются условия для разогрева и распыления поверхности, или для осаждения покрытия.
В момент времени (t2), при отключении источника (-Uсм), на обрабатываемой детали устанавливается величина плавающего потенциал (Uпп), зависящая от условий существования разряда, при котором потоки ионов (Ii) и электронов (Ie), поступающих на деталь 10, уравновешивают друг друга, а общий ток равен нулю: Ie+Ii=0.
Источники 15 и 16 коммутируются с применением твердотельных реле, управляемых микропроцессорным устройством. Длительности импульсов ti12 (режим напыления) и te34 (режим разогрева) выбираются из условий формируемого покрытия и типа обрабатываемого изделия и составляют 5…100 мс. Установленные длительности импульсов сохраняются в энергонезависимой памяти микропроцессорного устройства управления.
Для защиты от сквозного пробоя программно устанавливаются паузы t23 и t41 длительностью не менее 2…5 мс между отключением одного источника (15) и подключением другого (16). В течение данных промежутков времени деталь находится под плавающим потенциалом (Uпп).
В момент времени t3, при подключении источника 16, деталь приобретает потенциал анода (фиг. 2) или может находиться при более положительном значении. Электронный ток, замыкающийся в интервале времени te34, зависит от площади обрабатываемой поверхности (S), величины разрядного тока (Iраз), и достигает несколько десятков ампер, что, при указанных условиях, обеспечивает интенсивный разогрев детали и повышение ее температуры, которая за короткий промежуток времени достигает 700…1000 K.
Таким образом, на фоне накопления электрически нейтральных частиц на подложке, в интервал времени ti12 - отрицательный импульс, обеспечивается осаждение, ускоренных заряженных частиц плазменного потока - ионов (Ii - фиг. 2).
В интервал времени te34 - обеспечивается разогрев детали электронным током (Ie - фиг. 2), и, как следствие, создаются условия для диффузии атомов углерода в подложку и протекание химических процессов образования карбидного соединения, процессам объединения элементов в единую систему и кристаллизации формируемого слоя.
При нанесении покрытия, в первый момент времени за счет согласования процессов распыления графитового катода катодным пятном вакуумно-дугового разряда; формирования, транспортировки и выделения заряженной компоненты плазменного потока; ускорения и осаждения положительных ионов углерода на тугоплавкую основу (температура подложки варьировалась от 300 до 1000 К) при условии разогрева детали удается модифицировать поверхностный слой материала подложки (Мо, молибден).
При условии равновесия поступления частиц углерода (dnC/dt) на обрабатываемую поверхность с процессом переноса вещества в глубь подложки (dnдиф/dt), для многокомпонентных систем, выгодным, оказывается сосуществование не элементов, а химических соединений. В этом случае, одновременно с насыщением поверхностного слоя углеродом (диаметры атомов углерода и молибдена соответственно равны 0.15 нм и 0.28 нм), протекает реакция образования поверхностного  карбидного соединения.
карбидного соединения.
Растворимость углерода в молибдене в интервале температур 500…1100 К определяется примерно как 0.3% по массе, а при температуре выше 1770 К резко увеличивается. Поэтому дальнейшее проникновение углерода в приповерхностную область сопровождается образованием в ней объемного карбида молибдена (Мо2С - фиг. 3). Карбид обладает решеткой гексагональной структуры Bh, а из зафиксированных на дифрактограммах линий следует отметить присутствие линий: (101), (100) и (002), а также (102), (110) и (103). Толщина формируемого карбида определяется температурой подложки и энергией частиц, и составляла 2…5 мкм. При увеличении времени обработки или увеличении притока заряженных частиц углерода (dnC/dt>dдиф/dt) на поверхности подложки формируется слой углеродного покрытия.
Во всех случаях структура пленки обусловлена спецификой химической реакции, ее эндо- и экзотермичностью, конечными возбужденными состояниями металла и продуктов реакции, адсорбцией и устойчивостью продуктов распада.
Данный способ формирования покрытий с использованием импульсно-периодического плазменного осаждения заряженных частиц был применен для получения антиэмиссионного покрытия сеточных электродов мощных генераторных ламп с уровнем выходной мощности, превышающей сотни киловатт.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ИЗ КАРБИДА ТИТАНА НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕДНОГО АНОДА ГЕНЕРАТОРНОЙ ЛАМПЫ | 2015 |
|
RU2622549C2 |
| Способ получения интерметаллического антиэмиссионного покрытия | 2016 |
|
RU2643851C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ЛОПАТКИ КОМПРЕССОРА ГТД | 2009 |
|
RU2430992C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИНТЕРМЕТАЛЛИЧЕСКОГО АНТИЭМИССИОННОГО ПОКРЫТИЯ НА СЕТОЧНЫХ ЭЛЕКТРОДАХ ГЕНЕРАТОРНЫХ ЛАМП | 2013 |
|
RU2542912C2 |
| АБРАЗИВНЫЙ МАТЕРИАЛ ДЛЯ ПРЕЦИЗИОННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2136483C1 |
| Способ получения многослойных износостойких алмазоподобных покрытий | 2020 |
|
RU2740591C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ИЗДЕЛИЕ ИЗ МЕТАЛЛА ИЛИ СПЛАВА | 2008 |
|
RU2392351C2 |
| Способ вакуумной карбидизации поверхности металлов | 2019 |
|
RU2725941C1 |
| СПОСОБ ВАКУУМНО-ДУГОВОГО НАНЕСЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ НА СТОМАТОЛОГИЧЕСКИЕ КОНСТРУКЦИИ | 2022 |
|
RU2791571C1 |
| Способ нанесения твердых износостойких наноструктурных покрытий из аморфного алмазоподобного углерода | 2017 |
|
RU2656312C1 |
Изобретение относится к области технической физики и может быть использовано для формирования покрытий путем импульсно-периодического плазменного осаждения, а также для изменения механических, химических, электрофизических свойств приповерхностных слоев материалов. Способ импульсно-периодического плазменного формирования покрытия с диффузионным слоем карбида молибдена на изделии из молибдена включает генерирование плазмы непрерывным вакуумно-дуговым разрядом и формирование диффузионного слоя при импульсно-периодическом ускорении ионов из плазменного потока. Формирование упомянутого покрытия на обрабатываемом изделии осуществляют путем последовательной подачи импульсов напряжения переменной полярности, формирующих импульсные потоки ускоренных ионов и электронов, при этом обеспечивают разогрев изделия до температуры 700-1000 K за интервал времени (te34), соответствующий длительности импульсов электронного тока, поступающего на изделие, и осаждение ускоренных ионов плазменного потока за интервал времени (ti12), соответствующий длительности импульсов ионного тока, поступающего на изделие, при этом устанавливают соотношение (te34)≥(ti12). Обеспечивается получение покрытий высокого качества с достижением высокой скорости роста формируемого покрытия и, как следствие, повышение эксплуатационных свойств обрабатываемых изделий. 3ил.
Способ импульсно-периодического плазменного формирования покрытия с диффузионным слоем карбида молибдена на изделии из молибдена, включающий генерирование плазмы непрерывным вакуумно-дуговым разрядом и формирование диффузионного слоя при импульсно-периодическом ускорении ионов из плазменного потока, отличающийся тем, что формирование упомянутого покрытия на обрабатываемом изделии осуществляют путем последовательной подачи импульсов напряжения переменной полярности, формирующих импульсные потоки ускоренных ионов и электронов, при этом обеспечивают разогрев изделия до температуры 700-1000 K за интервал времени (te34), соответствующий длительности импульсов электронного тока, поступающего на изделие, и осаждение ускоренных ионов плазменного потока за интервал времени (ti12), соответствующий длительности импульсов ионного тока, поступающего на изделие, при этом устанавливают соотношение (te34)≥(ti12).
| СПОСОБ ИМПУЛЬСНО-ПЕРИОДИЧЕСКОЙ ИМПЛАНТАЦИИ ИОНОВ И ПЛАЗМЕННОГО ОСАЖДЕНИЯ ПОКРЫТИЙ | 2003 |
|
RU2238999C1 |
| СПОСОБ ИМПУЛЬСНО-ПЕРИОДИЧЕСКОЙ ИОННОЙ И ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2113538C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛЕНОК ОКСИДА ЦИНКА | 2006 |
|
RU2316613C1 |
| СПОСОБ НАНЕСЕНИЯ АМОРФНЫХ УГЛЕВОДОРОДНЫХ ПОКРЫТИЙ | 2008 |
|
RU2382116C2 |
| DE 102008021912 A1, 05.11.2009. | |||

