Изобретение относится к сельскохозяйственному машиностроению и может быть использовано для защиты деталей, работающих в почвенно-травянистой среде.
Известны порошки для защиты деталей от абразивного и усталостного износа (например, для защиты ножей, измельчающих силосную массу, или режущих сегментов жаток зерноуборочных комбайнов), в частности порошки АП ЛПС НПО «Тулачермет» типа ПН55Т45. Такие порошки наносят методом плазменного или газопламенного напыления, где толщина упрочненного слоя составляет 0,5…1,5 мм. Детали, упрочненные подобным способом, имеют хорошую остроту при общей толщине детали, не превышающей 2…4 мм.
Недостатком известных порошков является быстрое истирание упрочненного слоя, приводящее к частой смене режущих элементов.
Известен порошок для наплавки, принятый за прототип, ПР - С27 / Воловик Е.Л. Справочник по восстановлению деталей // Москва: «Колос». 1981. 274 с. /, содержащий железную основу, углерод, марганец, хром, кремний, молибден и вольфрам. Одним из существенных достоинств известного порошка является незначительная для сельскохозяйственной техники стоимость. При этом детали, упрочненные известным порошком, намного превышают износостойкость деталей, упрочненных напылением.
Недостатком известного порошка являются образование закалочных трещин, большие деформации и поводки при закалке тонкостенных менее 2…2,5 мм деталей, например ножей для измельчения травяной массы.
Техническим результатом изобретения является уменьшение вероятности образования закалочных трещин, снижение деформаций и поводок при закалке тонкостенных упрочненных наплавкой деталей за счет применения дополнительных компонентов в составе порошка при обеспечении заданной износостойкости деталей сельскохозяйственных машин.
Технический результат достигается тем, что порошок на основе железа для плазменной наплавки деталей сельскохозяйственных машин в среде сжатого воздуха содержит углерод, марганец, хром, кремний, молибден, вольфрам и железо дополнительно содержит алюминий и карбид титана при следующем соотношении компонентов, мас.%:
Известно (Сталь на рубеже столетий. / Под ред. Ю.С. Карабасова. М.: МИСиС. 2001. 664 с.), что введение в процессе плавки в состав сплавов на железной основе алюминия позволяет стабилизировать размер зерна за счет образования частиц AlN высокой степени дисперсности. А при производстве листа, для того чтобы «наследственное» зерно стало еще мельче, наночастицы при нагреве под прокатку растворяют и проводят их последующее «переосаждение» в ходе горячей прокатки - важнейший способ управления и текущей и конечной «наследственной» величиной зерна.
Однако в рамках предлагаемого решения использование малых добавок алюминия в твердых сплавах на основе железа не ограничивается только лишь воздействием на величину зерна. В частности, используется то обстоятельство, что алюминий в малых количествах в железоалюминиевых сплавах снижает модуль упрочнения, который достигает минимума 108 ГН/м (у сталей - в интервале 160…220 ГН/м2) (Гудремон Э. Специальные стали. Т. 1, 2. М.: Москва, 1966.). Малые добавки алюминия снижают напряжение двойни-кования (Копецкий Ч.В. Структура и свойства тугоплавких металлов. - М.: Металлургия, 1974. -202 с.), что приводит к разупрочнению, в т.ч. в связи с влиянием алюминия в малых количествах на высокую связь Пайерлса на «рифленой» поверхности скольжения (Штремель М.А. Прочность сплавов. Ч.II. Деформация. М.: МИСиС. 1997. - 527 с.). Притягивая дислокацию, примесь алюминия помогает ей дать выброс в следующую долину потенциального рельефа (Ahmadich A., Mitchell J., Dorn J.E. // Trans. Met. Soc. AIME. 1965. V. 233, N 6, P. 1130).
В целом это может быть использовано для релаксации напряжений при охлаждении твердых сплавов в процессе закалки и уменьшения вследствие этого риска образования закалочных трещин (как правило, из-за концентрации внутренних напряжений при термической обработке). При этом сохраняется возможность получения аддитивного эффекта от измельчения зерна (аналогично снижению чувствительности металла к образованию трещин при сварке от напряжений вследствие измельчения зерна [например, Гудремон Э. Специальные стали. Т. 1, 2. М.: Москва, 1966.]).
Известно также (Glazer N., Morris J.W. // Phil. Mag. Letters, 1990, V. 62, N 1, P. 33), что наличие дисперсных частиц в сталях и сплавах, решетка которых сильно отлична от матрицы и произвольно ориентирована, представляет собой препятствие, накапливающее дислокации. Это обстоятельство широко используется в практике термической обработки при назначении отпуска сталей и сплавов широкого назначения с целью выделения дисперсных частиц из твердого раствора, например карбидов, для повышения прочности сталей.
С целью достижения при отпуске сталей однородности распределения карбидов, их дисперсности (а также реализации полноты протекания мартенситного превращения в изделии) в процессе выдержки стали, при нагреве под закалку, традиционно решаются задачи, связанные с растворением существующих карбидов, гомогенизацией твердого раствора в целом.
Если у этих частиц будет высокая сопротивляемость переходу в твердый раствор при нагреве, например, под закалку, как в предлагаемом решении для частиц карбида титана, то при последующем охлаждении они должны обеспечить повышенную сопротивляемость деформации. Прочность самих частиц безразлична, она может сказаться лишь при очень больших деформациях, когда скол (или отслой) частицы прекратит накопление на ней петель дислокаций (и вскоре приведет к макроразрушению) (Мартин Дж. У. Микромеханизмы дисперсионного твердения сплавов.: Пер. с англ. -М.: Металлургия, 1983г. - 168 с.).
Таким образом, предлагаемое введение в состав порошка для упрочнения деталей сельскохозяйственных машин алюминия позволяет обеспечить релаксацию напряжений при охлаждении в процессе закалки тонкостенных, менее 2…2,5 мм, деталей сельскохозяйственных машин. Вследствие этого также снизится количество трещин и сколов при закалке. Введение в состав порошка для упрочнения данных деталей карбида титана, температура растворимости которого в твердом растворе составляет, например, при содержании углерода в аустените 1,2% мас. и содержании титана 0,02% мас. ~1250°С (Кипарисов С.С, Левинский Ю.В., Петров А.П. Карбид титана: получение, свойства, применение, М., 1987) - увеличить жесткость упрочненной детали, что приведет к уменьшению деформаций и поводок при закалке.
Указанное количество алюминия и карбида титана: алюминий в количестве 0,1…0,15% мас., и карбид титана в количестве 0,20…0,25% мас. является оптимальным. Если содержание алюминия будет меньше 0,10% мас., снизится пластичность и увеличится количество трещин при закалке, что повлечет за собой выкрашивание фрагментов упрочненной детали, если больше 0,15% мас., уменьшится ее износостойкость. Если содержание карбида титана будет меньше 0,20% мас., увеличатся деформации и поводки упрочненной детали, если больше 0,25% мас., возрастет ее хрупкость (снизится сопротивляемость ударным нагрузкам).
Пример реализации предложенного подхода (плазменная наплавка).
Алюминий и карбид титана смешивался с основным используемым порошком, в данном примере с ПР-С20 в специальной цилиндрической емкости в тех массовых пропорциях, в которых они заданы. Смешивание проводилось в течение 30 минут.
Технология наплавки предусматривала использование узкого медного отверстия, через которое протекает плазмообразующий газ (аргон). При создании достаточного сильного электрического поля газ теряет свои изолирующие свойства, его температура повышается, количество ионов и электронов возрастает и, когда их концентрация превышает 109 на 1 см3, образовавшееся вещество можно назвать плазмой. В полученную дугу защитным и транспортирующим газом подавался порошок и наплавлялся на деталь.
Обычно в качестве транспортирующего и защитного газа при плазменной наплавке в нашей стране и за рубежом применяется относительно дорогой аргон. Наши исследования показали, что для упрочнения сравнительно дешевых почворежущих рабочих органов упрочнение плазменной наплавкой в среде аргона экономически малоэффективно и уступает по экономическим показателям индукционной наплавке.
Поэтому была разработана технология (плазмотрон, порошки, режимы и др.) плазменной наплавки рабочих органов почвообрабатывающих машин в среде сжатого воздуха. В отличие от наплавки в аргоне, наплавка в среде сжатого воздуха в 1,5…1,7 раза более производительна, на 30…40% менее энергоемка. Расход аргона снижается в 8…9 раз (аргон используется только для плазмообразования). В целом себестоимость процесса наплавки при использовании сжатого воздуха вместо аргона в качестве транспортирующего и защитного газа снижается до двух раз. И хотя покрытие при наплавке в среде сжатого воздуха несколько менее качественно (не столь гладко, возможны отдельные поры) в сравнении с наплавкой в среде аргона, при эксплуатации в почвенной массе эти различия практически не сказываются.
По нашим данным, некоторое повышение износостойкости лезвий рабочих органов, упрочненных плазменной наплавкой, в сравнении с износостойкостью лезвий упрочненных другими наплавочными методами (индукционным и др.), объясняется следующими металлургическими особенностями:
- отсутствием перегревов основного металла при плазменной наплавке в отличие от индукционной и соответственно лучшей структурой основного металла;
- более равномерным нанесением покрытий по физико-механическим и геометрическим критериям при плазменной наплавке;
- более высокой глубиной проплавления при плазменной наплавке, снижением вероятности «перетачивания» и выкрашивания наплавленного слоя и соответственно несколько большей толщиной упрочненного слоя при равной остроте лезвия.
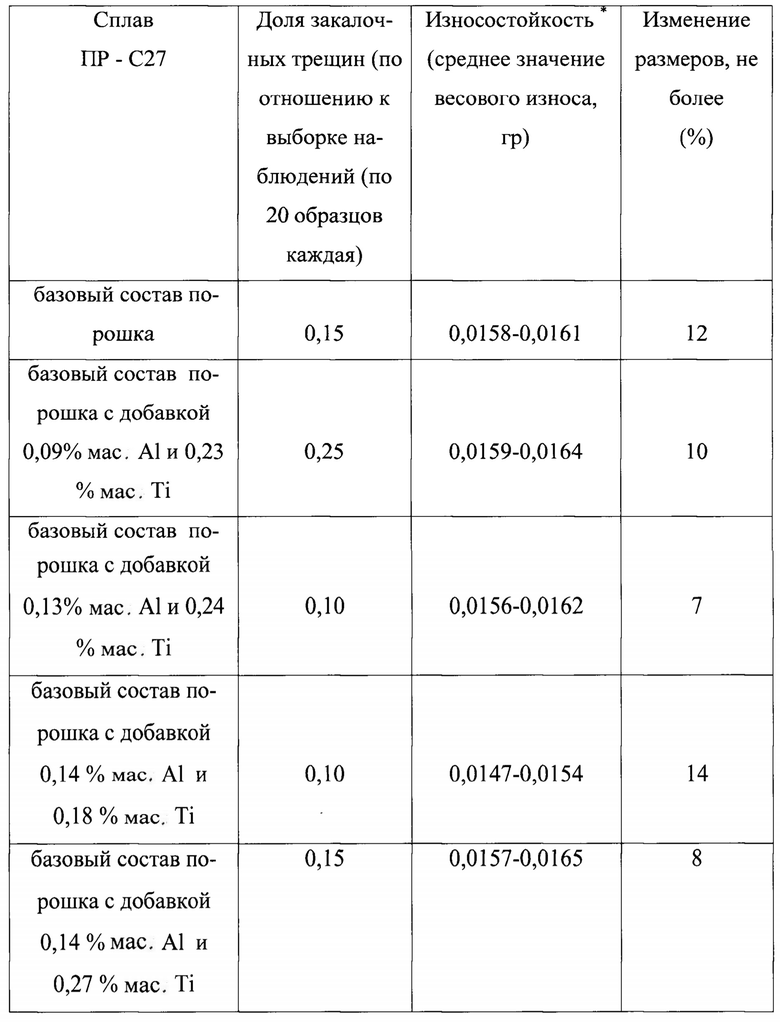
* при испытаниях на износостойкость на машине-трения ИМ-01. Условия лабораторных испытаний: абразив - электрокорунд грануляцией 40-80 мкм; нагрузка на ролик - 200 г; цикл испытаний - 30 мин; повторность - 3-кратная.
В результате реализации изобретения снизится риск образования закалочных трещин, уменьшатся деформации и поводки при закалке тонкостенных упрочненных наплавкой деталей сельскохозяйственных машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Порошковый сплав для изготовления объемных изделий методом селективного спекания | 2017 |
|
RU2657968C1 |
| СПЛАВ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1999 |
|
RU2171165C2 |
| ЛИТАЯ ИЗНОСОСТОЙКАЯ СТАЛЬ ДЛЯ КРУПНЫХ ДЕТАЛЕЙ ГОРНО-МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2004 |
|
RU2288294C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2012 |
|
RU2514754C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2010 |
|
RU2429957C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2011 |
|
RU2467854C1 |
| Состав шихты для шликерных покрытий | 2020 |
|
RU2757748C1 |
| Порошковая проволока для наплавки | 2024 |
|
RU2839406C1 |
| ЛИТАЯ ВЫСОКОМАРГАНЦЕВАЯ СТАЛЬ | 2007 |
|
RU2371509C2 |
| ПОРОШКОВЫЙ СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ И НАПЫЛЕНИЯ | 2015 |
|
RU2607066C2 |
Изобретение относится к сельскохозяйственному машиностроению и может быть использовано для защиты деталей, работающих в почвенно-травянистой среде. Порошок на основе железа для плазменной наплавки деталей сельскохозяйственных машин в среде сжатого воздуха содержит, мас.%: углерод 3,3-4,5, хром 25-28, кремний 1,0-2,0, марганец 1,0-1,5, никель 1,5-2,0, вольфрам 0,2-0,4, молибден 0,08-0,015, сера не более 0,07, фосфор не более 0,06, алюминий 0,1-0,15, карбид титана 0,2-0,25, железо - остальное. Техническим результатом изобретения является уменьшение вероятности образования закалочных трещин, снижение деформаций и поводок при закалке тонкостенных упрочненных наплавкой деталей за счет применения дополнительных компонентов в составе порошка при обеспечении заданной износостойкости деталей сельскохозяйственных машин. 1 табл., 1 пр.
Порошок на основе железа для плазменной наплавки деталей сельскохозяйственных машин в среде сжатого воздуха, содержащий углерод, марганец, хром, кремний, молибден, вольфрам и железо, отличающийся тем, что он дополнительно содержит алюминий и карбид титана при следующем соотношении компонентов, мас.%:
| Воловик Е.Л., Справочник по восстановлению деталей, Москва, Колос, 1981, с.274 | |||
| RU 2015108589 A, 10.10.2016 | |||
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ | 2000 |
|
RU2205094C2 |
| EP 1997575 A1, 03.12.2008 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |

