Изобретение относится к трубам с внутренним покрытием, собираемым в трубопроводы с использованием сварки, и может найти применение для строительства трубопроводов, транспортирующих коррозионно-активные среды.
Известно большое количество труб с внутренним покрытием, имеющих гладкие концы, соединение которых в трубопровод производится путем сварки последних. Их недостатком является разрушение покрытия в зоне термического влияния сварного шва, вследствие чего возникает необходимость его восстановления (6 МПК F 16 L 58/02, RU 2128800 C1 “Способ нанесения защитного покрытия на внутреннюю поверхность трубопровода в зоне сварных стыков”, 1999, и др.) или защиты внутренней поверхности трубы от воздействия агрессивной среды на участках с разрушенным покрытием путем установки внутренних вкладышей (7 МПК F 16 L 13/02 RU 2157479 C1 “Способ соединения труб с внутренним термопластичным покрытием”, 2000, и др.). В результате повышается трудоемкость строительства и снижается эксплуатационная надежность трубопроводов. Кроме того, установка вкладышей внутри трубопровода нарушает гладкопроходность его внутреннего канала и, соответственно, снижает его пропускную способность, а также ограничивает возможность его дефектоскопии средствами, попускаемыми по его внутреннему каналу.
Известна труба с раструбными концами, имеющая внутреннее покрытие на полной длине, включая раструбы, и способ соединения этих труб в трубопровод, предусматривающий установку вовнутрь каждого из раструбов ответной им втулки с внутренним защитным и наружным теплоизолирующим покрытием и последующее сведение и сварку встык раструбов. Для исключения выхода зоны термического разрушения исходного внутреннего покрытия раструбов за пределы втулки длину раструбов принимают превышающей протяженность зоны термического влияния сварного шва (6 МПК F 16 L 13/02, RU 2116549 “Способ неразъемного соединения труб с защищенной внутренней поверхностью”, 1998). Недостатком этой трубы является пониженная прочность ее раструбной части при нагружении внутренним давлением, обусловленная уменьшением толщины стенки раструбов при раздаче трубы и увеличением их внутреннего диаметра. Это, в условиях доступа транспортируемой среды высокого давления в ослабленную зону раструба по негерметизированному стыку покрытий втулки и трубы, снижает эксплуатационную надежность трубопровода, а в случае нарушения уплотнений втулки может привести и к его разрушению.
Наиболее близким к предлагаемому по технической сути является 4 МПК F 16 L 13/11, а.с. 1188437 А “Способ соединения металлических труб, снабженных внутренней оболочкой из термопластичного материала”, 1985, предусматривающий использование труб с внутренним покрытием, к концам которых до нанесения последнего приваривают стаканы (полумуфты), имеющие сквозные отверстия в стенках. Для предотвращения термического влияния последующей сварки на покрытие трубы стакан (полумуфту) выполняют с внутренним диаметром, превышающим в плоскости его торца наружный диаметр трубы, и образованием между ними кольцевой полости. Центрирование труб под герметизацию торцов и сварку стаканов производят внешними центраторами многоразового использования, выполненными в виде втулок, закрепляемых на внешних поверхностях соединяемых труб за пределами расположения стаканов.
Недостатками этого аналога являются:
- потеря соединением гидравлической прочности в случае нарушения герметичности стыка труб, обусловленная неспособностью стаканов (полумуфт) противостоять внутреннему давлению транспортируемой среды вследствие наличия в них сквозных отверстий,
- сложность ориентирования и смыкания торцов труб с качеством, необходимым для их надежной герметизации, с помощью внешних центраторов.
Указанные недостатки усложняют технологию строительства и снижают эксплуатационную надежность трубопроводов.
Другим наиболее близким аналогом является 4 МПК F 16 L 13/11, а.с. 1492154 A1 “Способ соединения металлических труб с внутренней термопластичной оболочкой”, 1989, предусматривающий использование труб с внутренним покрытием, на концах которых до нанесения последнего закрепляют полумуфты, не имеющие сквозных радиальных отверстий в стенке.
Недостатками этого аналога являются:
- потеря стыком концов труб несущей способности вследствие ослабления их прорезями. Вследствие этого полумуфты, соединенные сваркой, становятся единственным элементом, противостоящим внутреннему давлению транспортируемой среды, что снижает надежность соединения,
- отсутствие требований к минимальной толщине стенки полумуфт, гарантирующей равнопрочность их соединения прочности трубы, вследствие чего не может гарантироваться необходимая прочность их соединения и трубопровода в целом. Необходимость введения этого требования подтверждается, в частности, приведенным в а.с. 1492154 примером, при выполнении условий которого и изготовлении труб и полумуфт из одинакового материала внутреннее давление, соответствующее достижению предела текучести в соединении полумуфт, составит всего ~70% от аналогичного давления для труб,
- ненадежность герметизации соединения покрытий труб, обусловленная неконтролируемостью стыковки термопластичных оболочек и их сварки за счет расплавления теплом разогретых металлических деталей,
- невозможность контроля герметичности покрытия в зоне соединения неразрушающими методами (например, ультразвуковым).
Отмеченные недостатки снижают эксплуатационную надежность и долговечность трубопровода, а также не позволяют производить текущую оценку технического состояния его стыков.
Задачей изобретения является повышение эксплуатационной надежности и долговечности трубопроводов и обеспечение возможности неразрушающего контроля технического состояния соединений труб, необходимого для своевременного проведения их планово-предупредительных ремонтов.
Указанная задача решается за счет:
- регламентирования толщины стенки полумуфт на уровне, обеспечивающем их равнопрочность телу трубы,
- дублирования прочностного сопротивления, которое может быть оказано давлению транспортируемой среды полумуфтами, сопротивлением концов труб, герметичность стыка которых обеспечивается за счет закладного неизвлекаемого центратора,
- создания условий для неразрушающего контроля с внешней поверхности полумуфт герметичности стыков концов труб, для чего между полумуфтами, центратором и поверхностью концов труб создаются радиальные зазоры, которые в нормальном положении заполнены воздухом, а в случае разгерметизации стыка труб заполняются транспортируемой средой, что приводит к изменению контрольного сигнала.
Сущность изобретения заключается в том, что у трубы с внутренним покрытием, содержащей герметично закрепленные на ее концах с осевым перекрытием и образованием коаксиальной кольцевой полости у их свободного торца полумуфты, протяженность стенки каждой из которых превышает протяженность зоны деструктивного термического влияния на покрытие их последующей сварки, толщину стенки полумуфт назначают не меньше определенной по формуле

где ST и SM - толщина стенки соответственно трубы и полумуфты,
DT и DM - наружный диаметр соответственно трубы и полумуфты,
RT и RM - предел текучести материала соответственно трубы и полумуфты.
Указанное условие гарантирует равнопрочность полумуфт прочности трубы. Вследствие этого, в случае нарушения герметичности стыка концов труб, сопровождающегося доступом транспортируемой среды к внутренней поверхности полумуфт, разрушения соединения трубопровода в целом, сопровождающегося возникновением утечек, не происходит и он продолжает сохранять свою работоспособность. Соответственно, повышается его эксплуатационная надежность.
Примыкающий к торцу трубы участок ее наружной поверхности, внутренний диаметр полумуфты и длина кольцевой полости соответствуют условию ввода в последнюю центратора с подвижной посадкой по наружному диаметру указанного участка и зазором по внутреннему диаметру полумуфты на глубину, обеспечивающую возможность сведения торцов полумуфт под сварку в трубопровод. В свою очередь, геометрические параметры центратора, выполненного в виде втулки, соответствуют указанным условиям, а на его внутренней поверхности установлены элементы уплотнения в количестве не менее одного.
При сборке труб под сварку в трубопровод центратор надевается непосредственно на сводимые концы труб, обеспечивая их взаимную ориентацию, а установленные в нем элементы уплотнения сопрягаются с соответственными поверхностями на них, обеспечивая в положении стыковки полумуфт под сварку изоляцию образуемой последними кольцевой полости от внутреннего канала трубопровода. Возможность надевания центратора непосредственно на сводимые концы труб и расположение элементов уплотнения на его внутренней ориентирующей поверхности обеспечивают точное сопряжение герметизирующих поверхностей, что повышает надежность указанной изоляции, а также обеспечивает необходимую прочность соединения труб при его нагружении внутренним давлением транспортируемой среды.
В общем случае длина центратора выбирается в зависимости от условий сборки трубопровода в целом, в первую очередь от способов предварительного центрирования свариваемых труб внешними центраторами. В частном случае, для исключения “закусывания” втулки центратора в процессе его перемещения относительно концов труб при их сведении общая длина центратора может составлять не менее 0,6 от наружного диаметра трубы.
В случае изоляции кольцевой полости от внутреннего канала трубопровода за счет герметизации торцов труб последние заглубляют относительно свободных торцов полумуфт и профилируют (в частности, выполняют скошенными вовнутрь) соответственно условиям их герметизации установленным во внутренней полости центратора уплотнительным кольцом Т-образного сечения. В свою очередь, на внутренней поверхности втулки центратора посередине ее длины выполняют радиальную канавку, в которую заглубляют наружную часть указанного уплотнительного кольца, форма боковых поверхностей которого соответствует условиям герметизации торцов труб при их сведении под сварку полумуфт.
Для уменьшения опасности возникновения локальной коррозии на стыке торцевого уплотнения и кромки внутренней поверхности трубы покрытие последней может быть распространено в направлении торца за пределы ее внутренней поверхности.
В частном случае, преимущественно для труб малого диаметра, наружная часть уплотнительного кольца может заглубляться в радиальную канавку втулки с диаметральным натягом.
Для улучшения условий фиксации кольца в канавке, преимущественно для труб большого диаметра, канавка во втулке может иметь форму ласточкина хвоста, а наружная часть кольца может также иметь форму ласточкина хвоста, и заглубляться в канавку с осевым натягом.
Для исключения повреждения уплотнительного кольца при несанкционированном заглублении центратора в кольцевую полость в последней выполняют стопор, ограничивающий осевое перемещение центратора за пределы, приводящие к нарушению уплотнения торцов стыкуемых концов труб. Соответственно, диаметр и длина каждого из расположенных по обе стороны от канавки участков центратора отвечают условиям их надевания на сводимые концы труб до положения, обеспечивающего герметизацию торцов последних боковыми поверхностями Т-образного уплотнительного кольца, без повреждения последнего вплоть до упора втулки в расположенный в кольцевой полости трубы стопор.
В общем случае стопор в кольцевой полости может быть выполнен на трубе, например, в виде радиального уступа или на внутренней поверхности полумуфты. В последнем случае в качестве стопора может быть использована, в частности, ее внутренняя стенка.
Предотвращение повреждения уплотнительного кольца в условиях дополнительного осевого перемещения центратора до упора в стопор достигается за счет регламентации величины указанного перемещения и осевой податливости уплотнительного кольца. Необходимая величина последней может быть обеспечена, в частности, за счет выполнения канавки более широкой, чем ширина заглубленной в нее наружной части уплотнительного кольца, что создает возможность необходимого дополнительного осевого перемещения последнего в пределах канавки без искажения формы и герметизирующей способности.
В случае изоляции кольцевой полости от внутреннего канала трубопровода за счет герметизации наружных поверхностей на концах труб, последние подвергают механической обработке соответственно требованиям обеспечения герметичности. Соответственно, во внутренней полости втулки центратора по обе стороны от ее середины выполняют по крайней мере по одной радиальной канавке, в каждую из которых заглубляют уплотнительное кольцо круглого сечения с возможностью его герметичного сопряжения с дном канавки и обработанной поверхностью на конце трубы в положении сведения торцов полумуфт под сварку.
Для улучшения фиксации кольца в канавке, преимущественно у труб большого диаметра, канавка может иметь форму ласточкина хвоста, минимальная ширина которого меньше диаметра сечения уплотнительного кольца, а глубина превышает 0,6 указанного диаметра.
В общем случае для изоляции кольцевой полости от внутреннего канала трубопровода могут быть использованы оба приведенные типы уплотнений одновременно.
Зазор между внутренней поверхностью полумуфт и наружной поверхностью центратора назначают исходя из исключения деструктивного воздействия на элементы уплотнения термического влияния сварки торцов полумуфт. Его величина может быть уменьшена, в частности, за счет размещения в нем теплоизолирующей прослойки, в том числе нанесенной на наружную поверхность втулки центратора.
Для минимизации разрушительного воздействия на внутреннюю поверхность полумуфт и их сварной шов коррозионно-активной среды, просочившейся в кольцевую полость из трубопровода, в зазор может быть помещен элемент протекторной защиты, выполненный, например, из цинка.
Качество герметизации после сварки полумуфт при вводе трубопровода в эксплуатацию и в процессе нее может контролироваться с их внешней поверхности, например, методами ультразвуковой толщинометрии. При этом в нормальном положении, в связи с низкой акустической проводимостью находящегося в кольцевой полости воздуха, фиксируется один основной эхо-сигнал, отраженный от внутренней поверхности полумуфты. В случае заполнения полости транспортируемой жидкостью дополнительно возникает сигнал, отраженный наружной поверхностью центратора.
В общем случае полумуфта на трубе должна быть выполнена из свариваемого материала, а корпус трубы может выполняться не только из стали и других металлов, но и из неметаллических материалов, в том числе чувствительных к термическому влиянию сварки полумуфт. В последнем случае в качестве ее покрытия (при отсутствии другого) может рассматриваться слой материала, прилегающий к ее внутренней и наружной поверхности.
На фигурах в качестве примера приведен частный случай исполнения трубы и протектора:
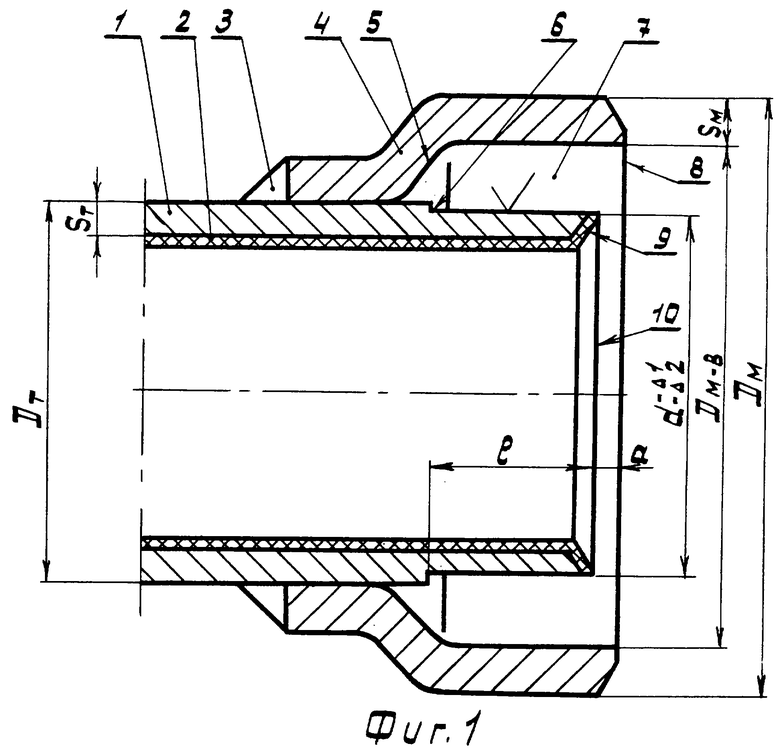
- на фиг.1 - разрез конца стальной трубы с внутренним неметаллическим покрытием,
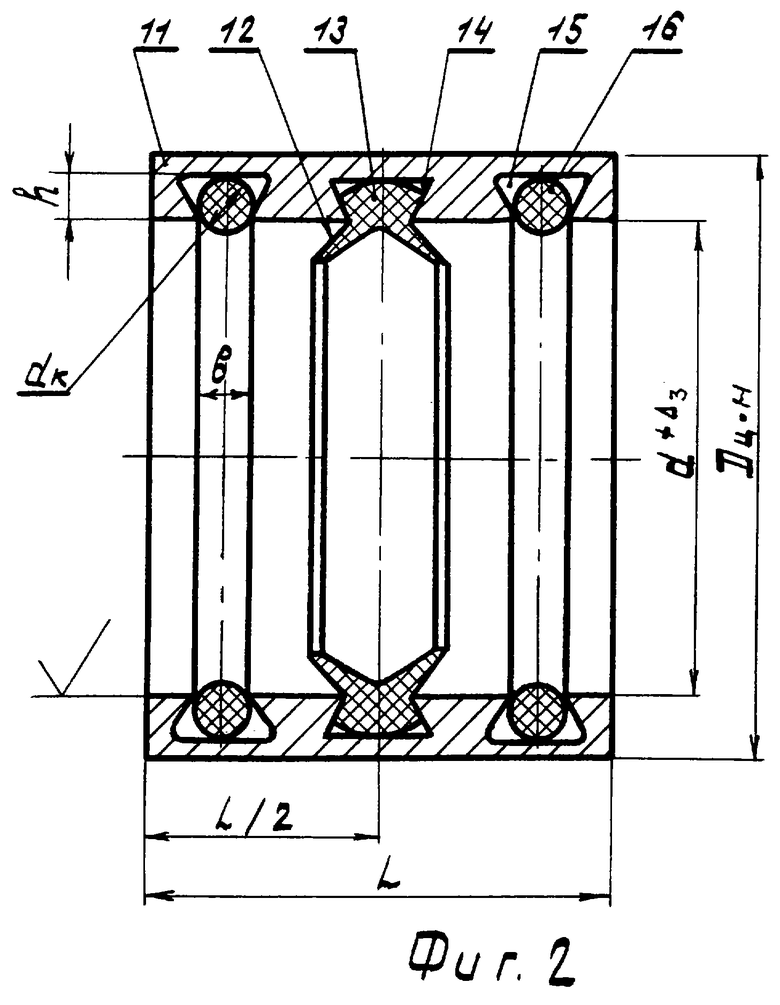
- на фиг.2 - разрез центратора для сборки труб в трубопровод,
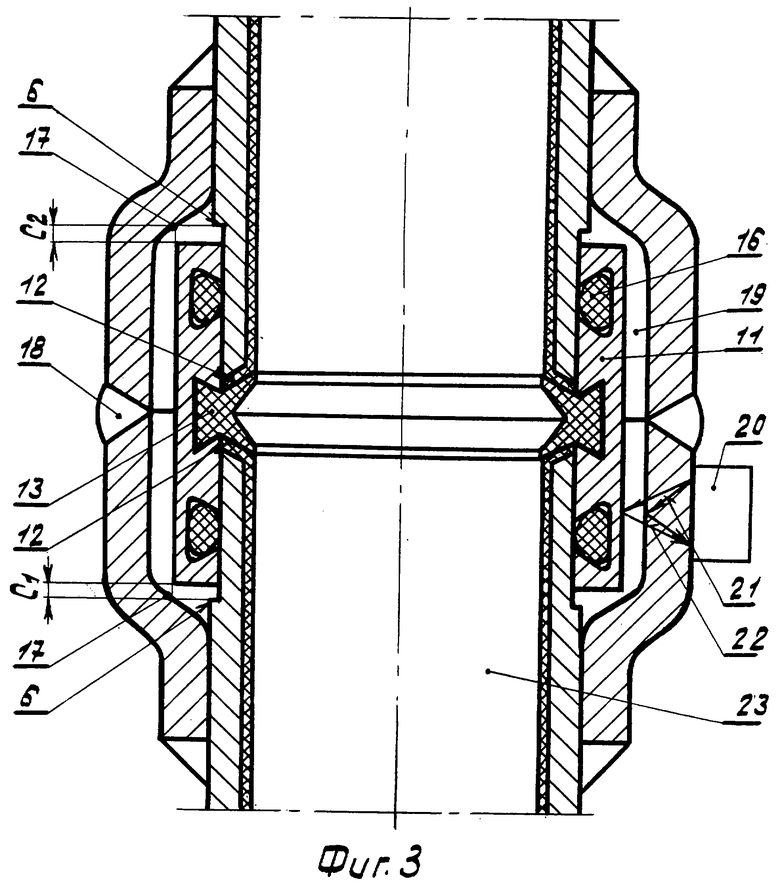
- на фиг.3 - разрез соединения труб в трубопровод (изображение условно размещено вертикально).
Стальная труба 1 (фиг.1) с наружным диаметром DT и толщиной стенки ST имеет внутреннее покрытие 2, выходящее в приведенном частном случае на ее торец 9, скошенный вовнутрь. В общем случае возможно дальнейшее распространение покрытия и за пределы торца на наружную поверхность трубы и далее на внутреннюю поверхность 5 полумуфты 4.
На каждом из концов трубы герметично, в данном случае с помощью сварного шва 3, выполненного до нанесения покрытия, закреплены полумуфты 4, имеющие в плоскости торца наружный диаметр DM и толщину стенки SM. Минимальная величина SM соответствует определенной по формуле (1). Для принятых в а.с. 1492154 условий примера (DT=100 мм, ST=7 мм, DM=140 мм) при изготовлении трубы и полумуфты из одинакового материала (т.е. при RT=Rм=R) минимальная толщина стенки должна составлять

т.е. равнопрочность полумуфт и труб может быть обеспечена только при толщине стенки полумуфты равной 9,8 мм, а не 7 мм, как это приведено в примере.
Протяженность стенки полумуфты должна превышать протяженность зоны деструктивного термического влияния на покрытие 2 последующей сварки полумуфт при монтаже трубопровода.
Торцевая плоскость 10 трубы 1 заглублена относительно торцевой плоскости 8 полумуфты 4 на величину a, а ее торец 9 скошен вовнутрь соответственно условиям его герметизации боковой поверхностью 12 (фиг.2) установленного во втулке 11 центратора уплотнительного кольца 13, имеющего Т-образное сечение, в положении торцов полумуфт, сведенных под сварку в трубопровод (фиг.3).
Конец трубы обработан на длине l с точностью  и чистотой, соответствующими условиям надевания на него с подвижной посадкой поверхности
и чистотой, соответствующими условиям надевания на него с подвижной посадкой поверхности  втулки 11 центратора (фиг.2) и герметизации их соединения уплотнительными кольцами 16 круглого сечения.
втулки 11 центратора (фиг.2) и герметизации их соединения уплотнительными кольцами 16 круглого сечения.
Конец трубы и внутренняя поверхность полумуфты 4 образуют кольцевую полость 7 (фиг.1), длина и наружный диаметр DM-B которой обеспечивают размещение в ней с образованием радиального зазора 19 (фиг.3) втулки 11 центратора на длине L/2, имеющей наружный диаметр DЦ-Н (фиг.2). Величину зазора 19 назначают исходя из условия исключения деструктивного воздействия сварки на установленные в центраторе элементы уплотнения 13 и 16 с учетом размещения, при необходимости, в нем или на наружной поверхности центратора дополнительных теплоизоляторов.
В кольцевой полости 7 размещен стопор в виде радиального уступа 6 на конце трубы, предназначенный для ограничения осевого перемещения втулки 11 центратора при его вводе в указанную полость. В качестве стопора может быть использована также внутренняя стенка 5 полости полумуфты, в данном случае ее плоскость 17 (фиг.3).
Расстояние (l+a) от стопора 6 до торца 8 полумуфты, при условии смыкания последних под сварку без осевого зазора, должно несколько превышать половину длины L/2 центратора (фиг.2).
Центратор (фиг.2) представляет собой втулку 11, имеющую длину L, наружный диаметр DЦ-Н и внутренний  . Длина L соответствует условию заглубления центратора в кольцевую полость в положении стыковки с заданным технологией сварки зазором торцов 8 полумуфт при сборке труб под сварку в трубопровод. При этом между стопорами 6 и торцами втулки центратора могут иметь место технологические зазоры C1 и С2 (фиг.3), величина которых в частном случае может быть равна нулю.
. Длина L соответствует условию заглубления центратора в кольцевую полость в положении стыковки с заданным технологией сварки зазором торцов 8 полумуфт при сборке труб под сварку в трубопровод. При этом между стопорами 6 и торцами втулки центратора могут иметь место технологические зазоры C1 и С2 (фиг.3), величина которых в частном случае может быть равна нулю.
Величина наружного диаметра DЦ-Н меньше диаметра DM-B полумуфт, что обеспечивает введение центратора в полость 7 при сборке труб под сварку в трубопровод с радиальным зазором 19.
Внутренняя поверхность втулки имеет качество обработки и точность изготовления  , обеспечивающие ее надевание на конец
, обеспечивающие ее надевание на конец  трубы по подвижной посадке.
трубы по подвижной посадке.
На внутренней поверхности втулки 11 по ее середине выполнена радиальная канавка 14, имеющая в данном случае форму ласточкина хвоста, в которую с осевым натягом заглублена наружная часть уплотнительного кольца 13, имеющего Т-образное сечение, “ножка” которого имеет форму шеврона, но может иметь и другую форму и быть сплошной. Боковые поверхности 12 кольца соответствуют условиям герметизации торцов 9 труб при их сведении под сварку полумуфт 4.
По обе стороны от середины втулки выполнены радиальные канавки 15, имеющие в данном случае также форму ласточкина хвоста, в каждую из которых заглублено уплотнительное кольцо 16 круглого сечения dk. Минимальная ширина b канавки меньше диаметра dк, а глубина h превышает 0,6dк. Указанное условие исключает самопроизвольное выпадение кольца из канавки при большой величине соотношения d/dк.
При сборке труб под сварку в трубопровод втулку 11 центратора с закрепленными в ней уплотнительными кольцами 13 и 16 надевают на концы труб, собираемых под сварку в трубопровод, торцы полумуфт сводят в заданное технологией положение и сваривают швом 18 (фиг.3). При этом кольцевая полость, образуемая сваренными полумуфтами, герметично изолируется от полости 23 трубопровода торцевыми уплотнениями 12 и уплотнительными кольцами 16.
В нормальном состоянии после сварки полость будет заполнена газообразной средой (воздухом и сварочными газами).
В случае нарушения герметичности уплотнений полость может заполниться транспортируемой жидкостью, однако это не приведет к нарушению герметичности трубопровода в целом, так как прочность сваренных полумуфт достаточна для противостояния ее давлению.
Состояние герметичности стыка труб при необходимости может контролироваться методами ультразвуковой толщинометрии с установкой излучателя-приемника 20 на наружной поверхности полумуфт. При этом при нормальном состоянии уплотнений, в силу малой проводимости заполняющей полость газообразной среды, сигнал 21 будет отражаться их внутренней стенкой, а в случае нарушения их герметичности, сопровождающегося заполнением полости жидкой звукопроводящей средой, будет дополнительно наблюдаться сигнал 22, отражаемый наружной поверхностью втулки центратора и другими нижележащими поверхностями.
Для уменьшения коррозионного воздействия просочившейся среды на полумуфты в кольцевой полости или на поверхности втулки центратора могут быть размещены элементы протекторной защиты, выполненные, например, из цинка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЪЁМНЫЙ ПРОТЕКТОР ДЛЯ БУРИЛЬНОЙ ТРУБЫ | 2003 |
|
RU2244799C1 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ ПОВЫШЕННОЙ ГЕРМЕТИЧНОСТИ | 2003 |
|
RU2248494C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2016 |
|
RU2621451C1 |
| Способ Чуйко внутренней монолитной изоляции сварного соединения трубопровода (варианты) | 2017 |
|
RU2667856C1 |
| СПОСОБ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ОТ КОРРОЗИИ | 2010 |
|
RU2448297C2 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ | 1997 |
|
RU2122150C1 |
| СПОСОБ НАРЕЗАНИЯ ГЛУХИХ РЕЗЬБ ГРЕБЕНКОЙ | 2001 |
|
RU2215622C2 |
| ВЫСОКОГЕРМЕТИЧНОЕ КОНИЧЕСКОЕ ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2206703C1 |
| СПОСОБ ПРОТАСОВА В.Н. ВНУТРЕННЕЙ ВТУЛОЧНОЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНЫХ СОЕДИНЕНИЙ ТРУБНЫХ ФАСОННЫХ ДЕТАЛЕЙ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2388961C1 |
| СПОСОБ СТРОИТЕЛЬСТВА ТРУБОПРОВОДА ИЗ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2526408C1 |
Изобретение относится к трубам с внутренним покрытием. Труба с внутренним покрытием содержит герметично закрепленные на ее концах с осевым перекрытием и образованием коаксиальной кольцевой полости у их свободного торца полумуфты, протяженность стенки каждой из которых превышает протяженность зоны деструктивного термического влияния на покрытие их последующей сварки, минимальная толщина стенки полумуфт определяется по формуле
где ST и SM - толщина соответственно трубы и полумуфты, DT и DM - наружный диаметр соответственно трубы и полумуфты, RT и RM - предел текучести материала соответственно трубы и полумуфты, а примыкающий к торцу трубы участок ее наружной поверхности, внутренний диаметр полумуфты и длина кольцевой полости обеспечивают ввод в последнюю центратора с подвижной посадкой по наружному диаметру указанного участка и зазором по внутреннему диаметру полумуфты на глубину, обеспечивающую возможность сведения под сварку торцов полумуфт труб, соединяемых в трубопровод, и изоляции кольцевой полости от внутреннего канала последнего элементами уплотнения, установленными в центраторе. Центратор выполнен в виде втулки, в которой размещены уплотнительные кольца, в общем случае, для герметизации торцов и наружной поверхности концов труб, находящихся в кольцевой полости. Техническим результатом изобретения является повышение эксплуатационной надежности и долговечности трубопровода. 2 н. и 17 з.п. ф-лы, 3 ил.
где Sт и Sм - толщина стенки соответственно трубы и полумуфты;
Dт и Dм - наружный диаметр соответственно трубы и полумуфты;
Rт и Rм - предел текучести материала соответственно трубы и полумуфты,
примыкающий к торцу трубы участок ее наружной поверхности, внутренний диаметр полумуфты и длина кольцевой полости соответствуют условиям ввода в последнюю центратора с подвижной посадкой по наружному диаметру указанного участка и зазором по внутреннему диаметру полумуфты на глубину, обеспечивающую возможность сведения под сварку торцов полумуфт труб, соединяемых в трубопровод, и изоляции кольцевой полости от внутреннего канала последнего элементами уплотнения, установленными в центраторе.
| Способ соединения металлических труб с внутренней термопластичной оболочкой | 1987 |
|
SU1492154A1 |
| Способ соединения металлических труб,снабженных внутренней оболочкой из термопластического материала | 1984 |
|
SU1188437A1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА В ЗОНЕ СВАРНЫХ СТЫКОВ | 1997 |
|
RU2128800C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 1999 |
|
RU2157479C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ЗАЩИЩЕННОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ | 1997 |
|
RU2116549C1 |
| ТЕПЛОУТИЛИЗАТОР | 2009 |
|
RU2416764C1 |

