ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] Данная заявка испрашивает приоритет предварительной патентной заявки США с порядковым № 61/793690, поданной 15 марта 2013 г., содержание которой полностью включено в настоящий документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002] Настоящее раскрытие относится к способам получения горячеобработанных спинодальных сплавов Cu-Ni-Sn с равномерным размером зерен. В целом этот способ может использоваться для создания спинодальных сплавов без подвергания их этапу гомогенизации и без растрескивания с равномерным размером зерен. Вместо этапа гомогенизации литые металлические сплавы подвергаются конкретным этапам термической обработки для получения спинодальных сплавов с равномерным размером зерен.
[0003] Способы создания металлических сплавов с равномерным размером зерен традиционно включают в себя этап гомогенизации, комбинируемый с этапами другой термической обработки и/или холодной обработки давлением. Гомогенизация является общим термином, обычно используемым для описания термической обработки, предназначенной для исправления микроскопических недостатков в распределении растворенных элементов и модифицирования интерметаллических структур, присутствующих на межфазовых поверхностях. Один приемлемый результат процесса гомогенизации заключается в том, что распределение элементов в литом металле становится более однородным. Другой результат включает в себя образование больших интерметаллических частиц, которые образуются во время литья и могут быть раздроблены и удалены во время нагрева.
[0004] Методы гомогенизации обычно требуются перед выполнением холодной прокатки или других методов горячей обработки давлением, чтобы преобразовать металл в более пригодную форму и/или улучшить конечные свойства проката. Гомогенизацию выполняют для уравновешивания микроскопических градиентов концентрации. Гомогенизацию обычно осуществляют путем нагревания отливки до повышенной температуры (выше температуры фазового перехода, как правило, около точки плавления) в течение от нескольких часов до нескольких дней, без механической обработки давлением, выполняемой на отливке, и затем охлаждения ее обратно до температуры окружающей среды.
[0005] Необходимость в этапе гомогенизации является результатом недостатков микроструктуры, найденных в литом продукте, являющихся результатом ранних стадий или конечных стадий затвердевания. Такие недостатки включают в себя неравномерный размер зерен и химическое разделение. Трещины, образующиеся после затвердевания, вызваны макроскопическими напряжениями, которые развиваются во время литья и заставляют трещины формироваться транскристаллитным образом до завершения затвердевания. Трещины, образующиеся до затвердевания, также вызваны макроскопическими напряжениями, которые развиваются во время литья.
[0006] Традиционные способы получения равномерного размера зерен имеют известные ограничения. Прежде всего, они обычно требуют этапа гомогенизации, который может вызвать нежелательные макроскопические напряжения, которые способствуют образованию трещин.
[0007] Было бы желательно предложить способы для создания спинодальных сплавов с равномерным размером зерен без выполнения этапа гомогенизации. Такие способы были бы выгодными, поскольку они уменьшают вероятность возникновения макроскопических напряжений и растрескивания в спинодальных сплавах.
КРАТКОЕ ОПИСАНИЕ
[0008] Настоящее раскрытие относится к способам преобразования литого спинодального сплава в деформируемый продукт с равномерным размером зерен. В большинстве случаев никакого этапа гомогенизации не требуется. В широком смысле, отливку из сплава нагревают, затем подвергают горячей обработке давлением, затем охлаждают на воздухе до комнатной температуры. Этот процесс нагревания-горячей обработки давлением-воздушного охлаждения повторяют. Получаемая в результате деталь имеет равномерный размер зерен. Неожиданно было найдено, что сплав с высоким содержанием растворенного вещества не требует отдельной термической обработки для гомогенизации и что механическая обработка давлением при более низкой температуре перед механической обработкой давлением при более высокой температуре приводит к однородной зернистой структуре.
[0009] Раскрытыми в различных вариантах осуществления здесь являются способы получения изделия, содержащие последовательно: нагревание отливки, содержащей спинодальный сплав, до первой температуры от примерно 1100°F до примерно 1400°F в течение первого периода времени от примерно 10 часов до примерно 14 часов; выполнение обжатия отливки с помощью первой горячей обработки давлением; воздушное охлаждение отливки до первой температуры окружающей среды; нагревание отливки до второй температуры по меньшей мере 1600°F в течение второго периода времени; подвергание отливки третьей температуре в течение третьего периода времени; выполнение обжатия отливки с помощью второй горячей обработки давлением; и воздушное охлаждение отливки до конечной температуры окружающей среды с получением изделия. Этапа гомогенизации не требуется.
[0010] В некоторых вариантах осуществления третья температура по меньшей мере примерно на 50°F больше, чем вторая температура, а третий период времени составляет от примерно 2 часов до примерно 6 часов.
[0011] В других вариантах осуществления третья температура по меньшей мере примерно на 50°F меньше, чем вторая температура, а третий период времени составляет от примерно 2 часов до примерно 6 часов, и отливку охлаждают на воздухе от второй температуры вплоть до третьей температуры.
[0012] Вторая температура может составлять от 1600°F до примерно 1800°F. Второй период времени может составлять от примерно 12 часов до примерно 48 часов.
[0013] Третья температура может составлять от примерно 1600°F до примерно 1750°F. Третий период времени может составлять примерно 4 часа.
[0014] Первая температура окружающей среды и вторая температура окружающей среды, как правило, являются комнатной температурой, то есть 23-25°C.
[0015] Литой спинодальный сплав обычно является сплавом медь-никель-олово. Сплав медь-никель-олово может содержать от примерно 8 до примерно 20 мас.% никеля и от примерно 5 до примерно 11 мас.% олова, а остаток составляет медь. В более конкретных вариантах осуществления литой спинодальный сплав медь-никель-олово включает в себя от примерно 8 до примерно 10 мас.% никеля и от примерно 5 до примерно 8 мас.% олова.
[0016] Обжатие с помощью первой горячей обработки давлением может уменьшить площадь отливки по меньшей мере на 30 %. Аналогичным образом обжатие с помощью второй горячей обработки давлением может уменьшить площадь отливки по меньшей мере на 30 %.
[0017] Первая температура может составлять от примерно 1200°F до примерно 1350°F. Вторая температура может составлять от примерно 1650°F до примерно 1750°F.
[0018] В конкретных вариантах осуществления первый период времени составляет примерно 12 часов, а первая температура составляет примерно 1350°F. В других вариантах осуществления второй период времени составляет примерно 24 часа, а вторая температура составляет примерно 1700°F.
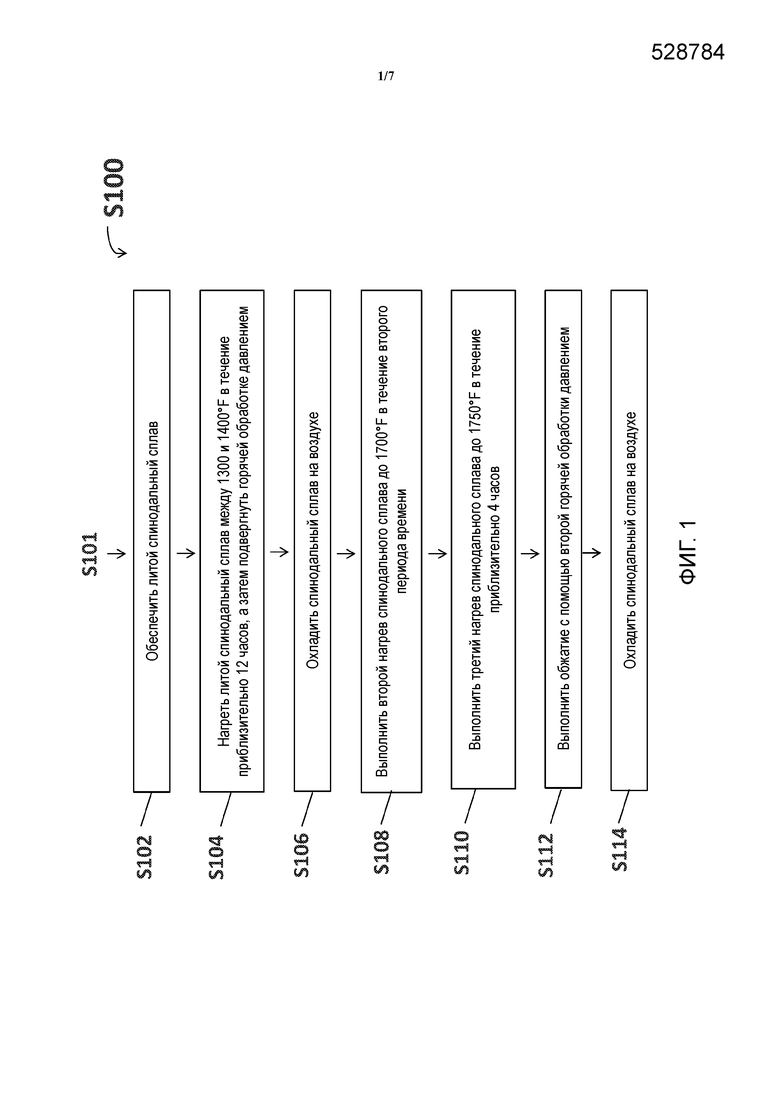
[0019] Также раскрыт способ (S100) получения спинодального сплава с равномерным размером зерен, содержащий: нагревание литого спинодального сплава между 1300°F и 1400°F в течение приблизительно 12 часов, а затем обжатие сплава с помощью горячей обработки давлением; воздушное охлаждение спинодального сплава; нагревание спинодального сплава до примерно 1700°F в течение периода времени от примерно 12 часов до примерно 48 часов; нагревание спинодального сплава до примерно 1750°F в течение примерно 4 часов; выполнение обжатия с помощью горячей обработки давлением; и воздушное охлаждение спинодального сплава с получением спинодального сплава с равномерным размером зерен.
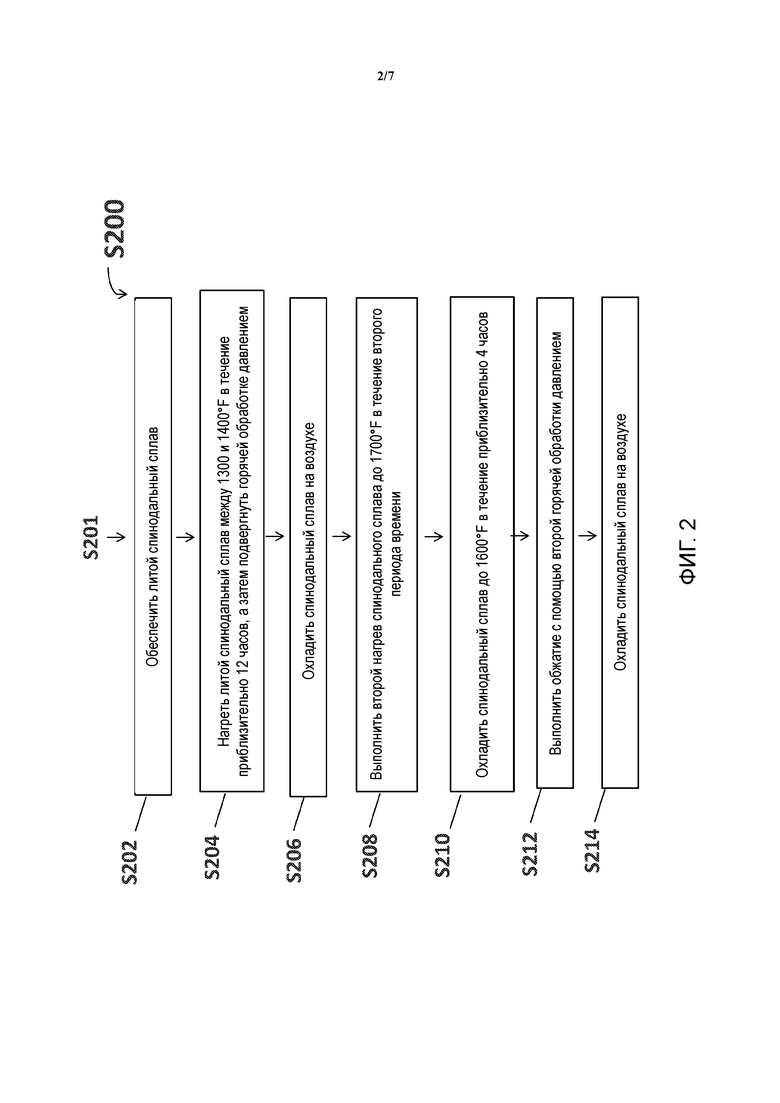
[0020] Также раскрыт способ (S200) получения спинодального сплава с равномерным размером зерен, содержащий: нагревание литого спинодального сплава между 1300°F и 1400°F в течение приблизительно 12 часов, а затем обжатие сплава с помощью горячей обработки давлением; воздушное охлаждение спинодального сплава; нагревание спинодального сплава до примерно 1700°F в течение периода времени от примерно 12 часов до примерно 48 часов; охлаждение спинодального сплава в печи до примерно 1600°F и нагревание в течение примерно 4 часов; выполнение обжатия с помощью горячей обработки давлением; и воздушное охлаждение спинодального сплава с получением спинодального сплава с равномерным размером зерен.
[0021] Эти и другие неограничивающие характеристики настоящего раскрытия более подробно обсуждены ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0022] Далее следует краткое описание чертежей, которые представлены для целей иллюстрирования примерных вариантов осуществления, раскрытых здесь, а не для целей их ограничения.
[0023] Фиг. 1 представляет собой блок-схему первого примерного способа получения горячеобработанного спинодального сплава с равномерным размером зерен.
[0024] Фиг. 2 представляет собой блок-схему второго примерного способа получения горячеобработанного спинодального сплава с равномерным размером зерен.
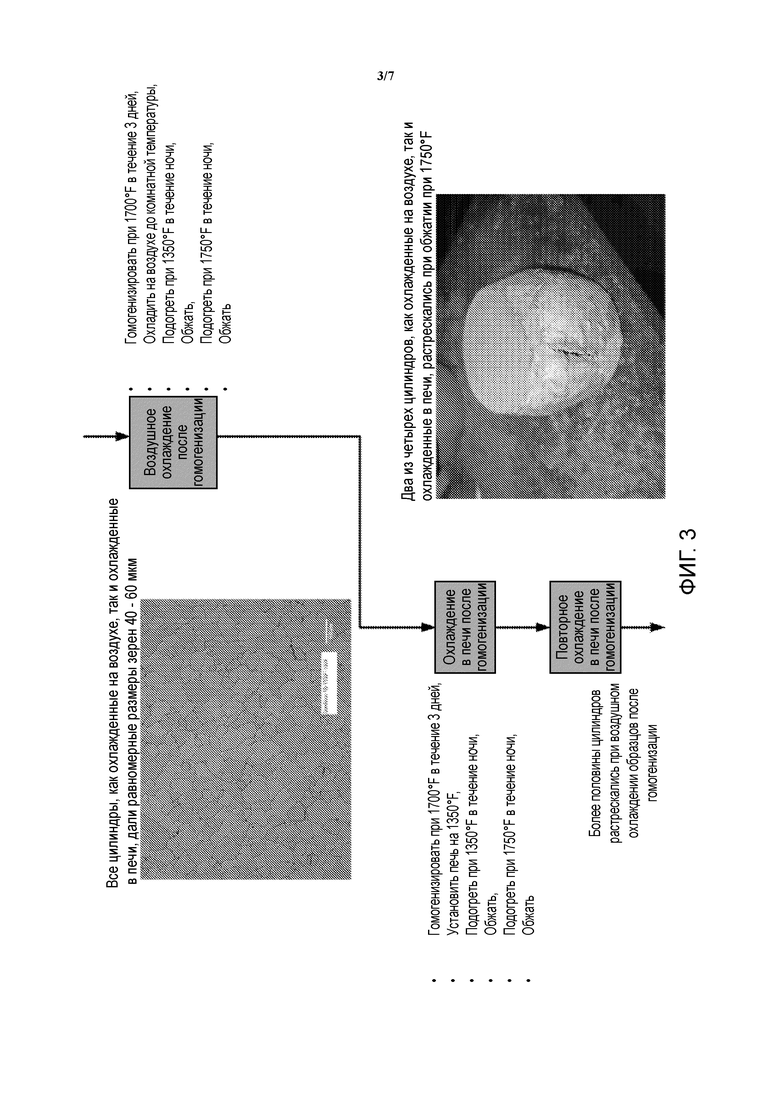
[0025] Фиг. 3 представляет собой блок-схему экспериментальных данных, показывающих, что более половины цилиндров из спинодального сплава Cu-Ni-Sn растрескивались при подвергании воздушному охлаждению или охлаждению в печи при 1750°F при сжатии после выполнения гомогенизации на цилиндрах.
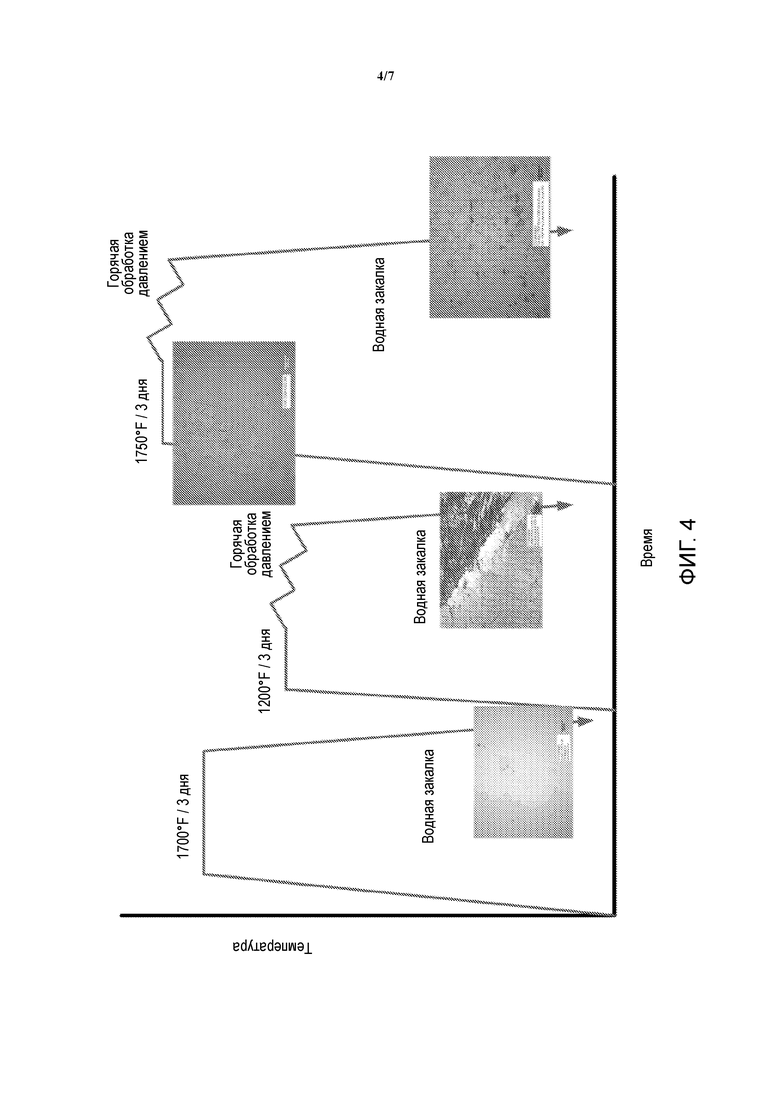
[0026] Фиг. 4 представляет собой диаграмму данных, показывающую традиционный способ из (1) этапа гомогенизации при 1700°F в течение 3 дней, (2) подогрева при 1200°F в течение 1 дня и затем горячей обработки давлением, и (3) второго подогрева при 1750°F в течение 1 дня и второй горячей обработки давлением, где все три этапа сопровождаются закалкой в воде.
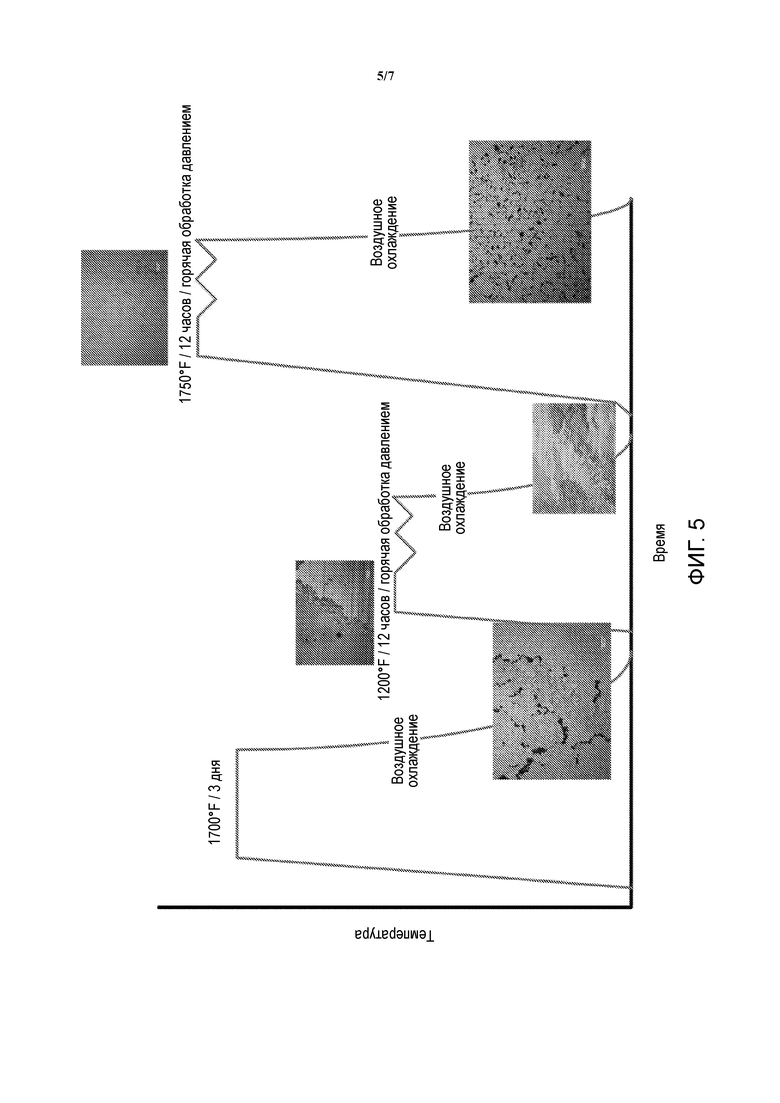
[0027] Фиг. 5 представляет собой диаграмму данных, показывающую модифицированную процедуру, включающую в себя те же самые этапы (1-3), которые использованы на Фиг. 4, но использующую воздушное охлаждение после каждого этапа вместо охлаждения водой.
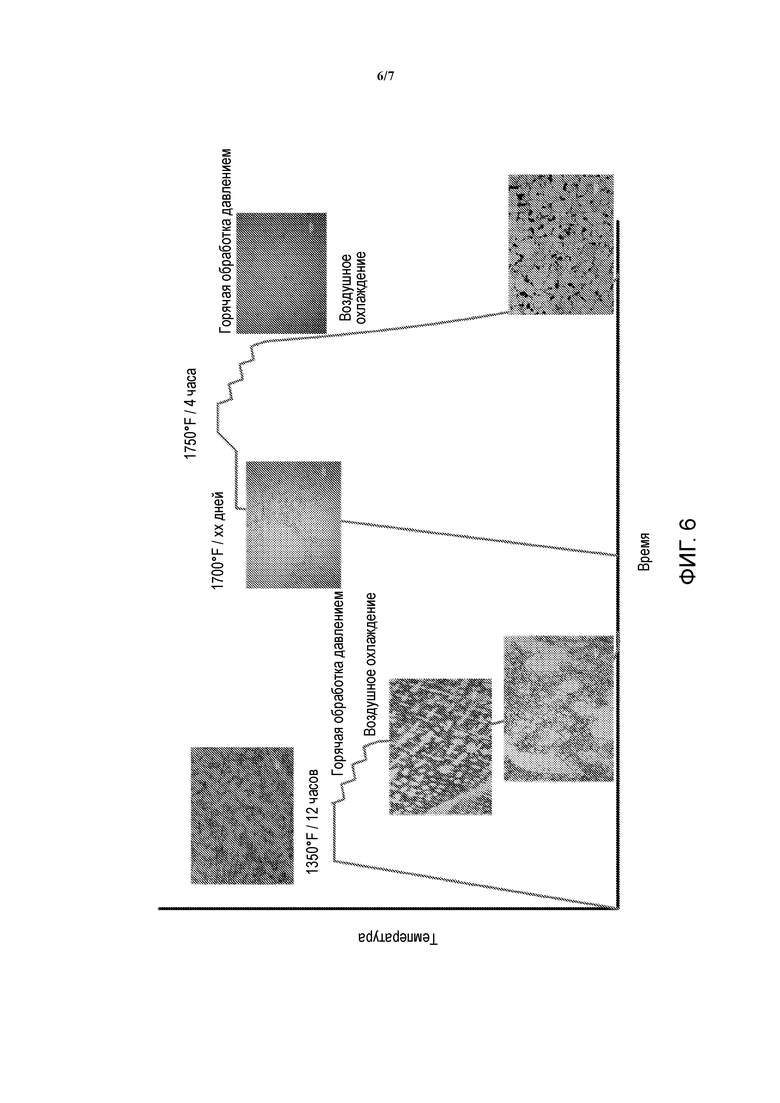
[0028] Фиг. 6 представляет собой диаграмму данных, показывающую примерный способ образования спинодальных сплавов с равномерным размером зерен. В этом примерном способе нет никакого этапа гомогенизации.
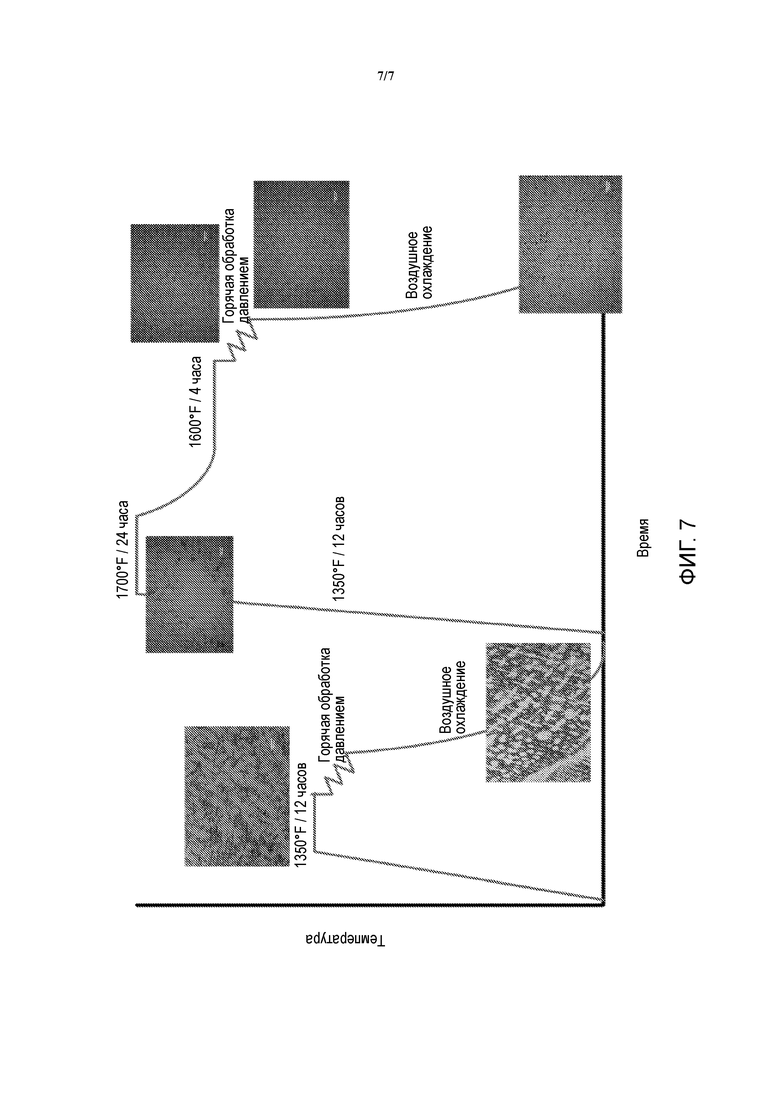
[0029] Фиг. 7 представляет собой диаграмму данных, показывающую второй примерный способ образования спинодальных сплавов с равномерным размером зерен, использующий более низкую температуру во время второй горячей обработки давлением.
ПОДРОБНОЕ ОПИСАНИЕ
[0030] Более полное понимание компонентов, способов и установок, раскрытых здесь, может быть получено посредством ссылки на сопроводительные чертежи. Эти фигуры являются просто схематическими представлениями, основанными на удобстве и простоте демонстрации настоящего раскрытия, и поэтому не предназначены для указания относительных размеров и габаритов устройств или их компонентов и/или для определения или ограничения объема примерных вариантов осуществления.
[0031] Хотя в последующем описании ради ясности использованы конкретные термины, эти термины предназначены для ссылки только на конкретную структуру вариантов осуществления, выбранных для иллюстрации на чертежах, и не предназначены для определения или ограничения объема данного раскрытия. Следует понимать, что на чертежах и в последующем описании подобные цифровые обозначения относятся к компонентам подобной функции.
[0032] Используемый в описании и в формуле изобретения термин «содержащий» может включать варианты «состоящий из» и «состоящий по существу из». Термины «содержит(ат)», «включает(ют) в себя», «имеющий», «имеет», «может», «содержит(ат)» и их варианты, используемые здесь, подразумеваются как открытые переходные фразы, термины или слова, которые требуют присутствия именованных компонентов/этапов и допускают присутствие других компонентов/этапов. Однако такое описание должно быть истолковано как описывающее составы или способы как «состоящие из» и «состоящие по существу из» перечисленных компонентов/этапов, что допускает присутствие только названных компонентов/этапов вместе с любыми примесями, которые могут появляться при этом, и исключает другие компоненты/этапы.
[0033] Численные значения в описании и в формуле изобретения данной заявки должны пониматься как включающие в себя численные значения, которые являются теми же самыми при уменьшении до того же самого числа значащих цифр, и цифровые значения, которые при определении значения отличаются от заявленного значения меньше, чем на экспериментальную погрешность обычного метода измерений типа, описанного в настоящей заявке.
[0034] Все диапазоны, раскрытые здесь, являются включающими в себя перечисленные конечные точки и независимо комбинируемыми (например, диапазон «от 2 грамм до 10 грамм» включает в себя конечные точки 2 грамма и 10 грамм и все промежуточные значения).
[0035] Значение, модифицированное термином или терминами, такими как «примерно» и «по существу», может быть не ограничено точным указанным значением. Приблизительный язык может соответствовать точности прибора для измерения этого значения. Модификатор «примерно» также должен рассматриваться как раскрывающий диапазон, определяемый абсолютными значениями двух конечных точек. Например, выражение «от примерно 2 до примерно 4» также раскрывает диапазон «от 2 до 4».
[0036] Используемый здесь термин «спинодальный сплав» относится к сплаву, химический состав которого таков, что он способен к спинодальному распаду. Термин «спинодальный сплав» относится к химии сплавов, а не к физическому состоянию. Следовательно, «спинодальный сплав» может подвергаться, а может не подвергаться спинодальному распаду и может находиться или может не находиться в процессе подвергания спинодальному распаду.
[0037] Спинодальное старение/распад является механизмом, посредством которого множественные компоненты могут разделяться на отдельные области или микроструктуры с различными химическими составами и физическими свойствами. В частности, кристаллы с суммарным составом в центральной области фазовой диаграммы подвергаются выделению из раствора.
[0038] Обычные этапы обработки спинодальных сплавов включают в себя гомогенизацию и горячую обработку давлением при повышенных температурах. Эти процессы начинаются при высоких температурах и каскадируют вниз через более низкие температуры по мере того как материал обрабатывается. Обычно в результате этих процессов получаются гетерогенные микроструктуры. Как правило, желательны однородные микроструктуры, поскольку это означает однородные свойства по всему сплаву. Получение однородных микроструктур может быть трудным в спинодальных сплавах, которые могут иметь множественные присутствующие фазы. Настоящее раскрытие относится к способам преобразования литого спинодального сплава в деформируемый продукт с равномерным размером зерен.
[0039] Со ссылкой на Фиг. 1 изображен примерный способ (S100) получения спинодального сплава с равномерным размером зерен с помощью горячей обработки давлением согласно первому варианту осуществления, который начинается с этапа S101. На этапе S102 обеспечивают литой спинодальный сплав. На этапе S104 литой спинодальный сплав нагревают до первой температуры между 1300°F и 1400°F в течение приблизительно 12 часов, а затем подвергают горячей обработке давлением. На этапе S106 спинодальный сплав охлаждают на воздухе. На этапе S108 спинодальный сплав нагревают второй раз до второй температуры 1700°F в течение второго периода времени. На этапе S110 спинодальный сплав нагревают до более высокой третьей температуры 1750°F в течение приблизительно 4 часов. На этапе S112 выполняют обжатие с помощью второй горячей обработки давлением. На этапе S114 спинодальный сплав охлаждают на воздухе. Спинодальный сплав с равномерным размером зерен образован без трещин и без выполнения гомогенизации.
[0040] Со ссылкой на Фиг. 2 изображен другой примерный способ (S200) получения спинодального сплава с равномерным размером зерен с помощью горячей обработки давлением согласно второму варианту осуществления, который начинается с этапа S201. На этапе S202 обеспечивают литой спинодальный сплав. На этапе S204 литой спинодальный сплав нагревают между 1300°F и 1400°F в течение приблизительно 12 часов, а затем подвергают горячей обработке давлением. На этапе S206 спинодальный сплав охлаждают на воздухе. На этапе S108 спинодальный сплав нагревают второй раз до второй температуры 1700°F в течение второго периода времени. На этапе S210 спинодальный сплав нагревают до третьей температуры 1600°F в течение приблизительно 4 часов. На этапе S212 выполняется обжатие с помощью второй горячей обработки давлением. На этапе S214 спинодальный сплав охлаждают на воздухе. Спинодальный сплав с равномерным размером зерен образован без трещин и без выполнения гомогенизации.
[0041] В более общем смысле способы, проиллюстрированные на Фиг. 1 и Фиг. 2, относятся к получению изделия или сплава, имеющего равномерный размер зерен. Отливку выполняют из спинодального сплава (S102, S202). Отливку нагревают до первой температуры от примерно 1100°F до примерно 1400°F в течение первого периода времени от примерно 10 часов до примерно 14 часов (S104, S204). Выполняют обжатие отливки с помощью первой горячей обработки давлением (S104, S204). Затем отливку охлаждают на воздухе до первой температуры окружающей среды (S106, S206). Затем отливку нагревают до второй температуры по меньшей мере 1600°F в течение второго периода времени (S108, S208). Затем отливку подвергают воздействию третьей температуры в течение третьего периода времени (S110, S210). Эта третья температура может быть больше или меньше, чем вторая температура. Выполняют обжатие отливки с помощью второй горячей обработки давлением (S112, S212) и отливку охлаждают на воздухе до конечной температуры окружающей среды с получением изделия (S114, S214).
[0042] В вариантах осуществления, сходных с вариантом по Фиг. 1, третья температура по меньшей мере примерно на 50°F больше, чем вторая температура, а третий период времени составляет от примерно 2 часов до примерно 6 часов.
[0043] В вариантах осуществления, сходных с вариантом по Фиг. 2, третья температура по меньшей мере примерно на 50°F меньше, чем вторая температура, а третий период времени составляет от примерно 2 часов до примерно 6 часов, и отливку охлаждают на воздухе от второй температуры вплоть до третьей температуры.
[0044] Следует отметить, что эти температуры относятся здесь к температуре атмосферы, воздействию которой подвергается сплав или на которую настроена печь; сам сплав не обязательно достигает этих температур.
[0045] Как обсуждено выше, для этапов охлаждения описанных здесь способов используют воздушное охлаждение. В этой связи охлаждение сплава/отливки может быть выполнено тремя различными способами: закалкой в воде, охлаждением в печи и охлаждением на воздухе. При закалке в воде отливку погружают в воду. Этот тип закалки быстро изменяет температуру отливки и обычно приводит к единственной фазе. При охлаждении в печи печь выключают, причем отливка остается внутри печи. В результате отливка охлаждается с той же самой скоростью, что и воздух в печи. При воздушном охлаждении отливку вынимают из печи и подвергают воздействию температуры окружающей среды. При желании воздушное охлаждение может быть активным, то есть окружающим воздухом можно дуть в направлении отливки. Отливка охлаждается с большей скоростью при воздушном охлаждении по сравнению с охлаждением в печи.
[0046] Обжатия с помощью горячей обработки давлением, выполняемые на отливке, как правило, уменьшают площадь отливки по меньшей мере на 30%. Степень обжатия может быть определена путем измерения изменения площади поперечного сечения сплава до и после горячей обработки давлением в соответствии со следующей формулой:
%HW=100*[A0-Af]/A0,
где A0 является начальной или исходной площадью поперечного сечения перед горячей обработкой давлением, а Af является конечной площадью поперечного сечения после горячей обработки давлением. Следует отметить, что изменение площади поперечного сечения обычно происходит благодаря исключительно изменениям в толщине сплава, так что %HW также может быть вычислен с использованием начальной и конечной толщины.
[0047] Медный сплав может быть спинодальным сплавом. Спинодальные сплавы в большинстве случаев демонстрируют аномалию в своей фазовой диаграмме, называемую областью несмешиваемости. Внутри относительно узкого температурного диапазона области несмешиваемости имеет место атомное упорядочение внутри существующей структуры кристаллической решетки. Получаемая двухфазная структура является устойчивой при температурах значительно ниже упомянутой области несмешиваемости.
[0048] Медные сплавы имеют очень высокую удельную электро- и удельную теплопроводность по сравнению с обычными высокоэффективными железными, никелевыми и титановыми сплавами. Обычные медные сплавы редко используются в применениях, требующих высокой степени твердости. Однако спинодальные сплавы медь-никель-олово объединяют высокую твердость и удельную проводимость как в упрочненном литом, так и в деформируемом состояниях.
[0049] Кроме того, их удельная теплопроводность в три - пять раз больше, чем у обычных железных сплавов (инструментальной стали), что увеличивает скорости отвода тепла, способствуя уменьшению искажения за счет более равномерного рассеивания тепла. Дополнительно к этому спинодальные медные сплавы демонстрируют превосходную способность к обрабатываемости при сходных твердостях.
[0050] Медный сплав изделия может включать в себя никель и/или олово. В некоторых вариантах осуществления медный сплав содержит от примерно 8 до примерно 20 мас.% никеля и от примерно 5 до примерно 11 мас.% олова, включая от примерно 13 до примерно 17 мас.% никеля и от примерно 7 до примерно 9 мас.% олова, а остаток составляет медь. В конкретных вариантах осуществления сплав включает в себя примерно 15 мас.% никеля и примерно 8 мас.% олова. В других вариантах осуществления сплав содержит примерно 9 мас.% никеля и примерно 6 мас.% олова.
[0051] Тройные спинодальные сплавы медь-никель-олово демонстрируют выгодную комбинацию свойств, таких как высокая прочность, превосходные трибологические характеристики и высокая коррозионная стойкость в морской воде и кислотной окружающей среде. Увеличение предела текучести основного металла может быть результатом спинодального распада в сплавах медь-никель-олово.
[0052] Необязательно, сплав дополнительно включает в себя бериллий, никель и/или кобальт. В некоторых вариантах осуществления медный сплав содержит от примерно 1 мас.% до примерно 5 мас.% бериллия, а сумма кобальта и никеля может находиться в диапазоне от примерно 0,7 мас.% до примерно 6 мас.%. В конкретных вариантах осуществления сплав включает в себя примерно 2 мас.% бериллия и примерно 0,3 мас.% кобальта и никеля. Другие варианты осуществления медного сплава могут содержать бериллий в диапазоне от примерно 5 мас.% до примерно 7 мас.%.
[0053] Сплавы по настоящему раскрытию, необязательно, содержат небольшие количества добавок (например, железо, магний, марганец, молибден, ниобий, тантал, ванадий, цирконий, кремний, хром и любую смесь двух или более из этих элементов). Добавки могут присутствовать в количестве вплоть до 5 мас.%, включая вплоть до 1 мас.% и вплоть до 0,5 мас.%.
[0054] В некоторых вариантах осуществления подготовка первоначального литого изделия из сплава включает в себя добавление магния. Магний может быть добавлен для того, чтобы уменьшить содержание кислорода. Магний может реагировать с кислородом с образованием оксида магния, который может быть удален из массы сплава.
[0055] Следующие примеры приведены для иллюстрирования сплавов, изделий и способов настоящего раскрытия. Эти примеры являются чисто иллюстративными и не предназначены для ограничения раскрытия материалов, условий или параметров способа, изложенных в них.
ПРИМЕРЫ
[0056] Фиг. 3 представляет собой диаграмму, описывающую некоторые эксперименты, выполненные на цилиндрах из спинодального сплава Cu-Ni-Sn. Все использованные спинодальные сплавы Cu-Ni-Sn содержали приблизительно 8-10 мас.% никеля, 5-8 мас.% олова и остаток - медь. Также были исследованы способы охлаждения.
[0057] Как описано вверху справа, некоторые цилиндры гомогенизировали при 1700°F в течение трех дней, затем охлаждали на воздухе до комнатной температуры, подогревали в течение ночи при 1350°F, сжимали, подогревали в течение ночи при 1750°F и опять сжимали. Как описано внизу слева, некоторые цилиндры гомогенизировали при 1700°F в течение трех дней, затем охлаждали в печи до 1350°F, подогревали в течение ночи при 1350°F, сжимали, подогревали в течение ночи при 1750°F и опять сжимали.
[0058] В обоих случаях более половины цилиндров растрескивались при сжатии при 1750°F. Однако оба типа охлаждения давали равномерный размер зерен между 40 микрометрами (мкм) и 60 мкм, как показано наверху слева.
[0059] Фиг. 4 представляет собой диаграмму данных, показывающую традиционный способ из выполнения (1) этапа гомогенизации при 1700°F в течение 3 дней, (2) подогрева при 1200 °F в течение 1 дня и затем горячей обработки давлением и (3) второго подогрева при 1750°F в течение 1 дня и второй горячей обработки давлением. После каждого этапа (1-3) выполняли WQ (водную закалку). Эта диаграмма включает в себя изображения, иллюстрирующие микроструктуру после различных этапов. При сравнении результатов по Фиг. 3 с Фиг. 4 было отмечено, что микроструктура отливки, использовавшей воздушное охлаждение после гомогенизации, была подобна литой микроструктуре.
[0060] Фиг. 5 представляет собой диаграмму, показывающую модифицированную процедуру, подобную изображенной на Фиг. 4, но использующую воздушное охлаждение после каждого этапа вместо закалки в воде. В то время как данные микроструктур после первого этапа гомогенизации (1700°F/3 дня) сильно отличаются от полученных на Фиг. 4, конечные микроструктуры были подобными.
[0061] В результате были открыты способы по настоящему раскрытию. Фиг. 6 представляет собой диаграмму данных, иллюстрирующую первый примерный способ образования спинодальных сплавов с равномерным размером зерен. Литой материал нагревали до 1350°F в течение приблизительно 12 часов (микроструктура показана в этот момент), подвергали горячей обработке давлением, а затем охлаждали на воздухе. Две микроструктуры показаны для промежуточного охлажденного на воздухе продукта (показаны после пометки «воздушное охлаждение» на первой кривой). Материал спинодального сплава затем нагревали второй раз до 1700°F в течение некоторого периода времени (микроструктура показана), например, по меньшей мере 16 часов, а затем до 1750°F в течение 4 час (микроструктура показана), после чего выполняли обжатие с помощью второй горячей обработки давлением и воздушное охлаждение (микроструктура показана). Этот способ давал равномерный размер зерен, равный размеру зерен 40-60 мкм, показанному на Фиг. 3, без образования трещин и без этапа гомогенизации.
[0062] Фиг. 7 представляет собой диаграмму данных, иллюстрирующую второй примерный способ образования спинодальных сплавов с равномерным размером зерен. Литой материал нагревали до 1350°F в течение приблизительно 12 часов (микроструктура показана в этот момент), подвергали горячей обработке давлением, а затем охлаждали на воздухе. Две микроструктуры показаны для промежуточного охлажденного на воздухе продукта (показаны после пометки «воздушное охлаждение» на первой кривой). Материал спинодального сплава затем нагревали второй раз до второй температуры 1700°F в течение 24 часов, а затем до 1750°F в течение 4 часов (микроструктура показана) с последующим обжатием с помощью второй горячей обработки давлением и воздушным охлаждением (микроструктура показана). Этот способ давал равномерный размер зерен, равный размеру зерен 40-60 мкм, показанному на Фиг. 3, без образования трещин и без этапа гомогенизации.
[0063] Со ссылкой на Фиг. 7 диаграмма данных показывает второй модифицированный примерный способ образования спинодальных сплавов с равномерным размером зерен, использующий более низкую температуру на втором этапа горячей обработки давлением. Входом для этого способа является литой материал спинодального сплава. Сплав нагревали до 1350°F в течение 12 часов (микроструктура показана в этот момент), подвергали горячей обработке давлением, а затем охлаждали на воздухе (микроструктура показана). Затем материал снова нагревали до 1700°F в течение 24 часов (показана неоднородная микроструктура), затем охлаждали в печи до 1600°F и выдерживали в течение четырех часов (микроструктура показана), подвергали горячей обработке давлением (микроструктура показана), а затем охлаждали на воздухе (микроструктура показана). Это также давало однородную микроструктуру без образования трещин и без этапа гомогенизации. Конечная микроструктура показывает даже более мелкий размер зерна.
[0064] Настоящее раскрытие было описано со ссылкой на примерные варианты осуществления. Очевидно, что после прочтения и понимания предыдущего подробного описания могут быть выполнены модификации и изменения. Подразумевается, что настоящее раскрытие должно толковаться как включающее в себя все такие модификации и изменения постольку, поскольку они входят в объем прилагаемой формулы изобретения или ее эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЛАВ МЕДЬ-НИКЕЛЬ-ОЛОВО С ВЫСОКОЙ ВЯЗКОСТЬЮ | 2014 |
|
RU2678555C2 |
| СПЛАВ МЕДЬ-НИКЕЛЬ-ОЛОВО С ВЫСОКОЙ ЖЕСТКОСТЬЮ | 2014 |
|
RU2730351C2 |
| ВЫСОКОПРОЧНЫЙ ОДНОРОДНЫЙ СПЛАВ МЕДИ-НИКЕЛЯ-ОЛОВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2015 |
|
RU2698018C2 |
| МАГНИТНЫЕ МЕДНЫЕ СПЛАВЫ | 2016 |
|
RU2732888C2 |
| УЛУЧШЕНИЕ ФОРМУЕМОСТИ ДЕФОРМИРУЕМЫХ СПЛАВОВ МЕДЬ-НИКЕЛЬ-ОЛОВО | 2014 |
|
RU2650386C2 |
| УЛУЧШЕНИЕ ФОРМУЕМОСТИ ДЕФОРМИРУЕМЫХ СПЛАВОВ МЕДЬ-НИКЕЛЬ-ОЛОВО | 2014 |
|
RU2690266C2 |
| ОБРАБАТЫВАЕМЫЙ РЕЗАНИЕМ СПЛАВ НА ОСНОВЕ МЕДИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2508415C2 |
| ПОДДАЮЩИЙСЯ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ СПЛАВ НА ОСНОВЕ МЕДИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2004 |
|
RU2348720C2 |
| УЛЬТРАВЫСОКОПРОЧНЫЕ СПЛАВЫ МЕДЬ-НИКЕЛЬ-ОЛОВО | 2014 |
|
RU2764883C2 |
| УЛЬТРАВЫСОКОПРОЧНЫЕ СПЛАВЫ МЕДЬ-НИКЕЛЬ-ОЛОВО | 2014 |
|
RU2650387C2 |
Изобретение относится к получению изделий из слитков спинодальных сплавов горячей деформацией. Способ получения изделия из спинодального сплава медь-никель-олово включает нагрев отливки из спинодального сплава медь-никель-олово до температуры от 1100 до 1400°F в течение времени от 10 до 14 ч, обжатие отливки с помощью горячей обработки давлением, уменьшающей площадь отливки на по меньшей мере 30%, охлаждение отливки на воздухе до комнатной температуры, нагрев до температуры по меньшей мере 1600°F в течение времени от 12 до 48 ч, подвергание отливки воздействию температуры от 1600 до 1750°F в течение времени от 2 до 6 ч, второе обжатие отливки путем горячей обработки давлением, уменьшающей площадь отливки на по меньшей мере 30%, и охлаждение отливки на воздухе до комнатной температуры с получением изделия. Изобретение направлено на получение изделий из спинодальных сплавов медь-никель-олово с равномерным размером зерен без этапа гомогенизации. 3 н. и 11 з.п. ф-лы, 7 ил.
1. Способ получения изделия из спинодального сплава медь-никель-олово, включающий последовательно:
нагрев отливки из спинодального сплава медь-никель-олово до первой температуры от 1100 до 1400°F в течение первого периода времени от 10 до 14 ч,
выполнение обжатия отливки с помощью первой горячей обработки давлением, уменьшающей площадь отливки на по меньшей мере 30%,
охлаждение отливки на воздухе до комнатной температуры,
нагрев отливки до второй температуры по меньшей мере 1600°F в течение второго периода времени от 12 до 48 ч,
подвергание отливки воздействию третьей температуры от 1600 до 1750°F в течение третьего периода времени от 2 до 6 ч,
выполнение обжатия отливки с помощью второй горячей обработки давлением, уменьшающей площадь отливки на по меньшей мере 30%, и
охлаждение отливки на воздухе до комнатной температуры с получением изделия.
2. Способ по п. 1, в котором третья температура по меньшей мере на 50°F выше, чем вторая температура.
3. Способ по п. 1, в котором третья температура по меньшей мере на 50°F меньше, чем вторая температура, при этом от второй температуры до третьей температуры отливку охлаждают в печи.
4. Способ по п. 1, в котором вторая температура составляет от 1600 до 1800°F.
5. Способ по п. 1, в котором третий период времени составляет 4 ч.
6. Способ по п. 1, в котором способ не включает в себя этап гомогенизации.
7. Способ по п. 1, в котором сплав медь-никель-олово содержит от 8 до 20 мас.% никеля и от 5 до 11 мас.% олова, а остаток составляет медь.
8. Способ по п. 7, в котором литой спинодальный сплав медь-никель-олово содержит от 8 до 10 мас.% никеля и от 5 до 8 мас.% олова.
9. Способ по п. 1, в котором первая температура нагрева составляет от 1200 до 1350°F.
10. Способ по п. 1, в котором вторая температура составляет от 1650 до 1750°F.
11. Способ по п. 1, в котором первый период времени составляет 12 ч, а первая температура составляет 1350°F.
12. Способ по п. 1, в котором второй период времени составляет 24 ч, а вторая температура составляет 1700°F.
13. Способ (S100) получения спинодального сплава медь-никель-олово с равномерным размером зерен, включающий:
нагрев литого спинодального сплава между 1300 и 1400°F в течение 12 ч, а затем обжатие сплава с помощью горячей обработки давлением, уменьшающей площадь отливки на по меньшей мере 30%,
охлаждение спинодального сплава на воздухе до комнатной температуры,
нагрев спинодального сплава до 1700°F в течение периода времени от 12 до 48 ч,
нагрев спинодального сплава до 1750°F в течение 4 ч,
выполнение обжатия с помощью горячей обработки давлением, уменьшающей площадь отливки на по меньшей мере 30%, и
охлаждение на воздухе до комнатной температуры с получением спинодального сплава с равномерным размером зерен.
14. Способ (S200) получения спинодального сплава медь-никель-олово с равномерным размером зерен, включающий:
нагрев литого спинодального сплава между 1300 и 1400°F в течение 12 ч, а затем обжатие сплава с помощью горячей обработки давлением, уменьшающей площадь отливки на по меньшей мере 30%,
охлаждение на воздухе до комнатной температуры,
нагрев спинодального сплава до 1700°F в течение периода времени от 12 до 48 ч,
охлаждение спинодального сплава в печи до 1600 и нагрев до температуры 1700°F в течение 4 ч,
выполнение обжатия с помощью горячей обработки давлением, уменьшающей площадь отливки на по меньшей мере 30%, и
охлаждение спинодального сплава на воздухе с получением спинодального сплава с равномерным размером зерен.
| US 6436206 B1, 20.08.2002 | |||
| US 4373970 A1, 15.02.1983 | |||
| US 6332906 B1, 25.12.2001 | |||
| ПОДДАЮЩИЙСЯ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ СПЛАВ НА ОСНОВЕ МЕДИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2004 |
|
RU2348720C2 |

