ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка испрашивает приоритет предварительной заявки на патент США с порядковым № 61/954084, поданной 17 марта 2014 г., содержание которой полностью включено в настоящий документ посредством ссылки.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Настоящее раскрытие относится к сплавам меди-никеля-олова и способам получения этих сплавов. Эти сплавы являются однородными и обладают высокой прочностью и пластичностью.
[0003] Сплавы меди-никеля-олова обладают очень большим интервалом температур кристаллизации, что приводит к вредной ликвации и пористости при традиционных плавке и литье сплавов. В частности, такие сплавы, содержащие от примерно 9 мас.% до примерно 15 мас.% никеля и от примерно 6 мас.% до примерно 8 мас.% олова, обладают этими недостатками.
[0004] Было бы желательно разработать новые однородные, высокопрочные сплавы меди-никеля-олова и способы получения этих сплавов.
КРАТКОЕ ОПИСАНИЕ
[0005] Настоящее раскрытие относится к сплавам меди-никеля-олова и способам получения этих сплавов. Эти сплавы обладают высокой прочностью и являются однородными, а также обладают уникальными сочетаниями свойств.
[0006] В конкретных вариантах осуществления сплав меди-никеля-олова имеет по меньшей мере 40%-ую пластичность и 0,2% условный предел текучести по меньшей мере 25 тысяч фунтов на квадратный дюйм (ksi).
[0007] В других вариантах осуществления сплав меди-никеля-олова может иметь 0,2% условный предел текучести по меньшей мере 96 ksi, предел прочности при растяжении по меньшей мере 113 ksi и пластичность по меньшей мере 2%. В дополнение к этим свойствам, сплав может также иметь твердость по Бринеллю по меньшей мере 280. В конкретных вариантах осуществления сплав имеет 0,2% условный предел текучести по меньшей мере 100 ksi, предел прочности при растяжении по меньшей мере 120 ksi и пластичность по меньшей мере 7%, а также твердость по Бринеллю по меньшей мере 280.
[0008] В различных вариантах осуществления сплав меди-никеля-олова может иметь 0,2% условный предел текучести по меньшей мере 120 ksi.
[0009] Также здесь в различных вариантах осуществления раскрываются способы получения высокопрочного, однородного сплава меди-никеля-олова. Эти способы включают в себя приготовление расплавленной смеси меди, никеля и олова; литье под давлением этой расплавленной смеси с образованием отливки; и термическую обработку отливки. Литье под давлением отличается от традиционной непрерывной разливки (например, центробежного литья) и использует положительное давление (т.е. выше атмосферного) или отрицательное давление (т.е. ниже атмосферного) для того, чтобы направить жидкий металл в литейную форму, которая служит для затвердевания жидкого металла в фасонную деталь.
[0010] В некоторых вариантах осуществления сплав содержит от примерно 8 мас.% до примерно 20 мас.% никеля, от примерно 5 до примерно 11 мас.% олова, а остальное - медь. В конкретных вариантах осуществления сплав может включать в себя от примерно 9 мас.% до примерно 15 мас.% никеля и от примерно 6 мас.% до примерно 8 мас.% олова.
[0011] В некоторых вариантах осуществления сплав может дополнительно отливаться с приданием отливке окончательной формы или формы исходной заготовки.
[0012] Расплавленная смесь может быть приготовлена путем сбора требуемых металлических элементов в твердой форме, плавления этой партии и кондиционирования жидкого металла.
[0013] В некоторых вариантах осуществления термическая обработка отливки содержит нагревание отливки при температуре в диапазоне от примерно 1500°F до примерно 1625°F в течение от примерно 4 часов до примерно 24 часов.
[0014] Необязательно, способ дополнительно включает в себя спинодальное упрочнение отливки. Это может быть проделано путем термообработки отливки на твердый раствор, затем закалки, а затем спинодального распада при термической обработке.
[0015] В других вариантах осуществления раскрываются изделия, включающие сплав меди-никеля-олова. Изделие получено путем приготовления расплавленной смеси меди, никеля и олова; литья под давлением этой расплавленной смеси с образованием отливки; гомогенизации отливки; и придания формы отливке с получением изделия. Изделие может быть изделием окончательной формы или исходной заготовкой (биллетом) для последующей горячей обработки давлением.
[0016] Отливка может быть спинодально упрочнена.
[0017] В некоторых вариантах осуществления сплав включает в себя от примерно 9 мас.% до примерно 15 мас.% никеля и/или от примерно 6 мас.% до примерно 8 мас.% олова, а остальное - медь.
[0018] Эти и другие неограничивающие характеристики раскрытия более подробно раскрыты ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0019] Далее следует краткое описание чертежей, которые представлены в целях иллюстрирования раскрытых здесь примерных вариантов осуществления, а не в целях их ограничения.
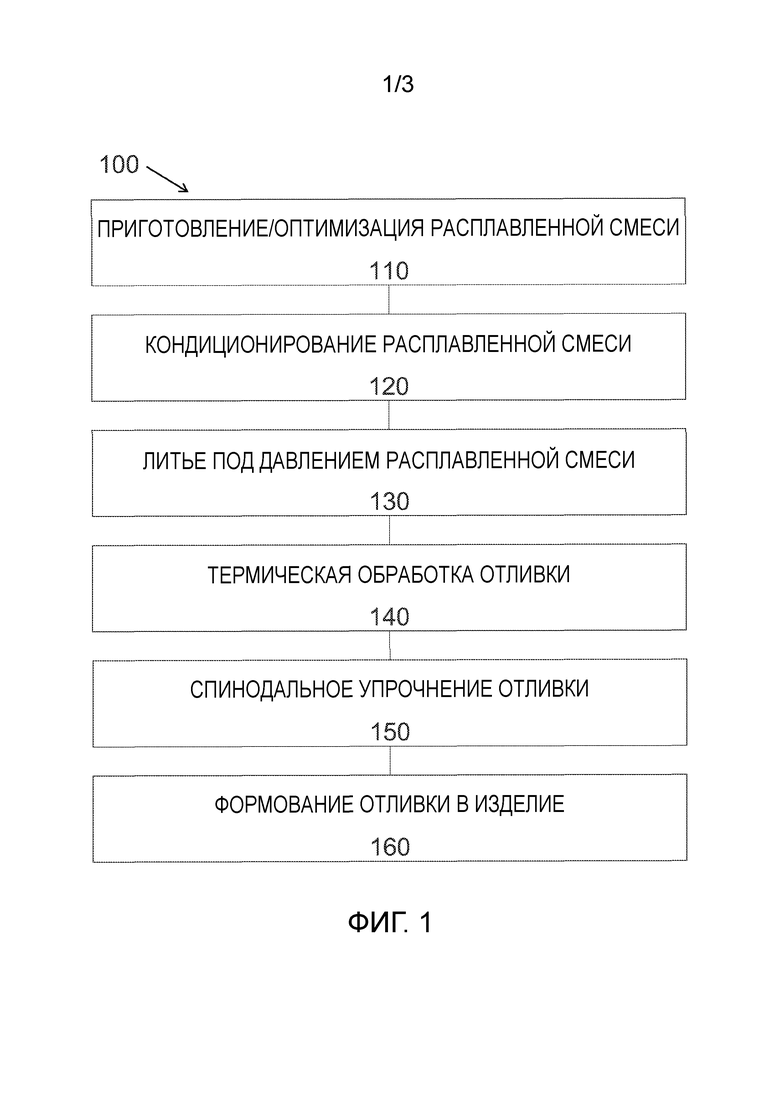
[0020] Фиг. 1 представляет собой блок-схему, иллюстрирующую примерный способ по настоящему раскрытию.
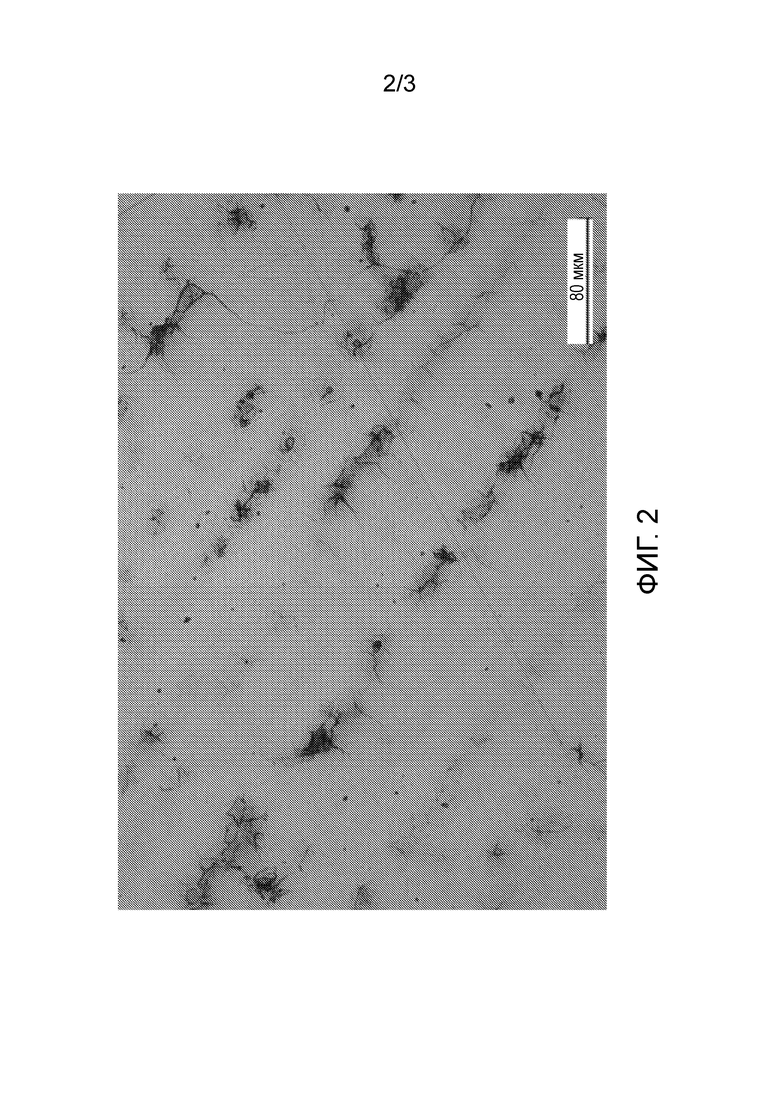
[0021] Фиг. 2 представляет собой микрофотографию отливки перед ее обработкой, описанной здесь.
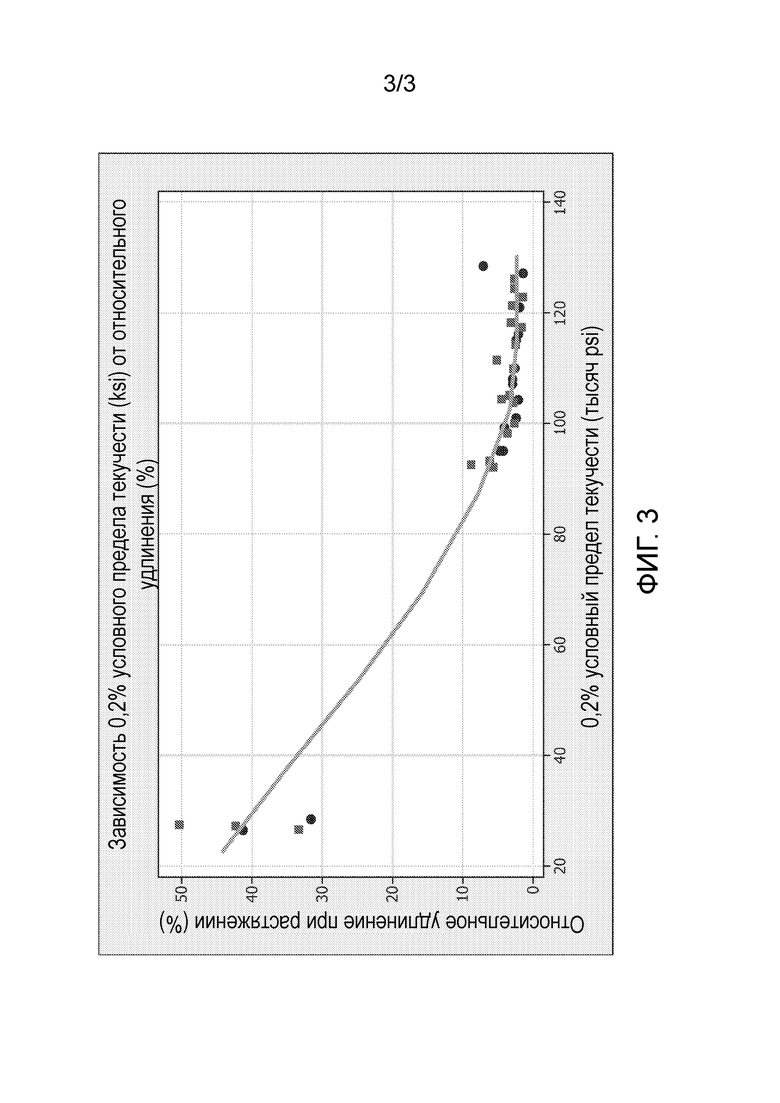
[0022] Фиг. 3 представляет собой график, показывающий диапазон сочетаний свойств, которые могут быть получены с использованием способов по настоящему раскрытию.
ПОДРОБНОЕ ОПИСАНИЕ
[0023] Более полное понимание компонентов, способов и устройств, раскрытых в настоящем документе, может быть получено при обращении к сопроводительным чертежам. Эти фигуры являются просто схематическими представлениями, предназначенными для удобства и простоты демонстрации данного раскрытия, и поэтому они не предполагают указания относительных размеров и размерностей устройств или их деталей и/или определения или ограничения объема примерных вариантов осуществления.
[0024] Хотя в последующем описании ради ясности используются конкретные термины, эти термины предполагаются относящимися только к конкретной структуре вариантов осуществления, выбранных для иллюстрации на чертежах, и не предназначены для определения или ограничения объема раскрытия. Следует понимать, что на чертежах и в последующем описании одинаковые цифровые обозначения относятся к деталям с одинаковой функцией.
[0025] Все формы единственного числа включают в себя также соответствующее множественное число, если контекст явно не указывает обратное.
[0026] Численные значения в описании и формуле изобретения данной заявки должны пониматься как включающие в себя численные значения, которые являются теми же самыми при уменьшении до того же самого числа значащих цифр, и числовые значения, которые отличаются от указанного значения менее чем на экспериментальную погрешность обычного метода измерения того типа, который описан в настоящей заявке для определения такого значения.
[0027] Все раскрытые здесь диапазоны являются включающими указанные конечные точки и независимо комбинируемыми (например, диапазон «от 2 грамм до 10 грамм» включает в себя конечные точки 2 грамма и 10 грамм, а также все промежуточные значения).
[0028] Значение, модифицированное термином или терминами, такими как «примерно» и «по существу», может быть не ограничено заданным точным значением. Такая приблизительная формулировка может соответствовать точности прибора для измерения этого значения. Модификатор «примерно» также должен рассматриваться как раскрывающий диапазон, определяемый абсолютными значениями двух конечных точек. Например, выражение «от примерно 2 до примерно 4» также раскрывает диапазон «от 2 до 4».
[0029] Данное раскрытие относится к диапазонам температур. Следует отметить, что эти температуры относятся к температуре атмосферы, воздействию которой подвергается сплав или на которую устанавливается печь; сам сплав не обязательно достигает этих температур.
[0030] Используемый здесь термин «спинодальный сплав» относится к сплаву, химический состав которого таков, что он способен претерпевать спинодальный распад. Термин «спинодальный сплав» относится к химическому составу сплавов, а не к физическому состоянию. Следовательно, «спинодальный сплав» может уже претерпеть спинодальный распад или еще не претерпеть его, а может находиться или не находиться в процессе протекания спинодального распада.
[0031] Спинодальное старение/спинодальный распад – это механизм, посредством которого множественные компоненты могут разделяться на отдельные области или микроструктуры с различными химическими составами и физическими свойствами. В частности, кристаллы с суммарным составом в центральной области фазовой диаграммы претерпевают выделение из раствора. Спинодальный распад на поверхностях сплавов по данному раскрытию приводит к поверхностному упрочнению.
[0032] Фиг. 1 иллюстрирует примерный способ формирования изделия 100 в соответствии с настоящим раскрытием. Способ 100 включает в себя приготовление и оптимизацию 110 расплавленной смеси меди, никеля и олова; необязательно, кондиционирование 120 расплавленной смеси; литье под давлением 130 расплавленной смеси; термическую обработку 140 отливки; необязательно, спинодальное старение 150 отливки; и, необязательно, формование 160 отливки в изделие.
[0033] Приготовление и оптимизация 110 могут включать в себя сбор меди, никеля и олова в твердых формах. Эти твердые формы могут включать чистые элементы и/или предшествующие отливки, содержащие известные количества меди, никеля и олова, в любом сочетании. Требуемая масса или объем плавки зависит от желаемых конечных отливок и может колебаться от небольших партий (например, 50 фунтов) до больших партий (например, тысячи фунтов). Плавка может осуществляться в газовых или электропечах, в которых может быть обеспечена инертная атмосфера с использованием защитных газов, таких как аргон или двуокись углерода, чтобы предохранить жидкий металл от окисления.
[0034] Сплав может содержать от примерно 9 мас.% до примерно 15 мас.% никеля и/или от примерно 6 мас.% до примерно 8 мас.% олова, а остальное составляет медь. В некоторых вариантах содержание никеля в сплаве составляет от примерно 11 мас.% до примерно 13 мас.%, включая примерно 12 мас.%. Содержание олова в сплаве может составлять в диапазоне от примерно 6,5 мас.% до примерно 7,5 мас.%, включая примерно 7 мас.%.
[0035] В некоторых вариантах сплав содержит один или более других металлов. Другие металлы могут быть выбраны из марганца, магния, алюминия, титана, бериллия, кальция и/или лития. Сплавы по настоящему раскрытию необязательно содержат небольшие количества добавок (например, железо, магний, марганец, молибден, ниобий, тантал, ванадий, цирконий и их смеси). Эти добавки могут присутствовать в количествах вплоть до 1 мас.%, обычно вплоть до 0,5 мас.%. Кроме того, могут присутствовать небольшие количества естественных примесей. Могут присутствовать также небольшие количества других добавок, таких как алюминий и цинк. Присутствие этих дополнительных элементов может иметь эффект дальнейшего увеличения прочности получаемого сплава.
[0036] Необязательное кондиционирование 120 может включать в себя удаление растворенного кислорода с использованием реакционноспособных металлов, таких как марганец, магний, алюминий, титан, бериллий, кальций или подобные элементы, которые вводятся в ванну и реагируют с кислородом, образуя оксиды металлов. Оксиды металлов всплывают на поверхность расплава и могут быть физически удалены путем сгребания шлака. После того, как кислород удален, образующие гидрид элементы (например, литий) могут быть добавлены в жидкую ванну для того, чтобы удалить водород и тем самым устранить газовую пористость.
[0037] Литье под давлением 130 отличается от традиционной непрерывной разливки (например, центробежного литья). При литье под давлением используется положительное или отрицательное давление для того, чтобы направить жидкий металл в литейную форму, которая служит для затвердевания жидкого металла в фасонную деталь. Литье методом литья под давлением или даже литья без давления служит для придания жидкому металлу полезной конфигурации, такой как спроектированная деталь или базовая форма. В зависимости от конечного применения сплав может отливаться под давлением или без давления.
[0038] Традиционно большинство металлических изделий производится посредством литья расплава (например, центробежного литья) или ковки металла. Как правило, литье является менее затратным. Однако центробежное литье привносит примеси и/или пористость в отливку, что ухудшает ее структуру, что делает центробежное литье неподходящим для производства изделий некоторых размеров и/или из некоторых составов сплавов. Кроме того, ликвация легирующих компонентов в отливке во время процесса затвердевания может вызвать неравномерные свойства в различных пространственных положениях в отливке. Ковка может использоваться для производства качественного изделия, но с относительно высокими затратами.
[0039] В некоторых вариантах осуществления литье под давлением 130 использует положительное давление для того, чтобы направить расплавленный сплав в литейную форму. В других вариантах осуществления литье под давлением 130 использует отрицательное давление для того, чтобы направить расплавленный сплав в литейную форму.
[0040] Термообработка 140 может представлять собой термообработку под давлением. Термообработка 140 используется для того, чтобы дополнительно уменьшить ликвацию элементов за счет процесса высокотемпературной диффузии. Высокая температура может находиться в диапазоне от примерно 1400°F до примерно 1800°F, в том числе от примерно 1500°F до примерно 1625°F. Термообработка может происходить в течение периода времени от примерно 4 часов до примерно 24 часов, в том числе от примерно 10 часов до примерно 18 часов и примерно 14 часов.
[0041] Предпочтительно, инертный газ под высоким давлением превращается в жидкость в предпочтительном диапазоне давлений от 5000 до 15000 фунтов на квадратный дюйм (psi), в том числе от примерно 7500 до примерно 12500 psi и примерно 10000 psi.
[0042] Термические обработки при высоких температурах делают возможной быструю взаимную диффузию в твердом состоянии микросегрегированных твердых частиц для того, чтобы образовалось однородное по составу состояние. Термическая обработка может также упоминаться как гомогенизирующая обработка.
[0043] Способ 100 необязательно включает в себя спинодальное упрочнение 150 отливки. Спинодальная обработка включает в себя две стадии: стадию термообработки на твердый раствор и последующую стадию упрочнения спинодальным распадом. Стадия термообработки на твердый раствор заставляет элементы перейти в твердый раствор и обеспечивает упрочнение (твердение) во время последующего спинодального распада. Стадия термообработки на твердый раствор требует воздействия температур в диапазоне от примерно 1450°F до примерно 1625°F в течение времени в диапазоне от примерно 1 часа до примерно 10 часов с последующим быстрым охлаждением (закалкой), например, в воде с температурой окружающей среды, что приводит к состоянию мягкого упрочнения. В некоторых вариантах осуществления эта температура находится в диапазоне от примерно 1500°F до примерно 1600°F. Время воздействия может находиться в диапазоне от примерно 3 часов до примерно 8 часов, в том числе от примерно 4 часов до примерно 5 часов. Наконец, холодный сплав спинодально распадается до более высокой прочности за счет выдержки при температуре в диапазоне от примерно 650°F до примерно 1000°F в течение времени от примерно 1 часа до примерно 6 часов с последующим охлаждением на воздухе или, необязательно, в воде. Температура может находиться в диапазоне от примерно 700°F до примерно 900°F, включая примерно 825°F. Время воздействия может находиться в диапазоне от примерно 2 часов до примерно 5 часов, в том числе от примерно 3 часов до примерно 4 часов.
[0044] Отливка может быть далее отформована 160 в изделие. Изделие может быть полезным в таких отраслях, как авиакосмическая промышленность и медицинская промышленность. Изделие может иметь окончательную форму. В некоторых вариантах осуществления изделие является исходной заготовкой (биллетом), которая может быть впоследствии подвергнута горячей обработке давлением.
[0045] Сплав меди-никеля-олова может быть спинодальным сплавом. Спинодальные сплавы, в большинстве случаев, демонстрируют аномалию на своей фазовой диаграмме, называемую областью несмешиваемости. В пределах относительно узкого температурного интервала области несмешиваемости имеет место атомное упорядочение внутри существующей структуры кристаллической решетки. Получаемая двухфазная структура устойчива при температурах значительно ниже данной области.
[0046] В некоторых вариантах осуществления термообработанная спинодальная структура сохраняет ту же самую геометрию, что и исходная, и изделия не деформируются во время термической обработки в результате схожего размера атомов.
[0047] Медные сплавы имеют очень высокую электро- и теплопроводность по сравнению с обычными железными, никелевыми и титановыми сплавами с высокими прочностными характеристиками. Обычные медные сплавы, как правило, являются очень мягкими по сравнению с этими сплавами и, следовательно, редко используются в ответственных применениях. Однако медно-никелево-оловянные спинодальные сплавы сочетают в себе высокую твердость и удельную проводимость как в упрочненном литом, так и в обработанном давлением состояниях.
[0048] Кроме того, их удельная теплопроводность в три-пять раз больше, чем у обычных железных сплавов (инструментальной стали), что увеличивает скорости отвода тепла, способствуя уменьшению деформации за счет более равномерного рассеивания тепла. Дополнительно, спинодальные медные сплавы демонстрируют превосходную обрабатываемость на станках при сходной твердости.
[0049] Тройные медно-никелево-оловянные спинодальные сплавы обладают выгодным сочетанием свойств, таких как высокая прочность, превосходные трибологические характеристики и высокая стойкость к коррозии в морской воде и кислых средах. Увеличение предела текучести основного металла может быть результатом спинодального распада в медно-никелево-оловянных сплавах.
[0050] Эти сплавы могут обладать уникальным сочетанием удельной теплопроводности и прочности и обеспечивать много преимуществ в применениях пластмассовой оснастки, таких как более короткие времена цикла; улучшенное управление размерами пластмассовой детали; лучшее сохранение линии разъема; и превосходная коррозионная стойкость. Такие сплавы могут также демонстрировать превосходное сопротивление износу при использовании для компонентов пресс-формы для литья под давлением и вставок пресс-формы, которые входят в непосредственный контакт с пластмассовой деталью. Медная основа помогает обеспечить превосходную стойкость к соляной кислоте, угольной кислоте и подобным продуктам разложения, которые могут образовываться в процессе обработки пластических масс. В результате такие сплавы идеальны для применений, задействующих потенциально коррозионные пластмассы. Такие сплавы также легко поддаются обработке резанием. При обычных операциях обработки резанием эти сплавы могут обеспечить уменьшение времени механической обработки от 1% до 25% по сравнению с инструментальными сталями.
[0051] В конкретных вариантах осуществления медный сплав по настоящему раскрытию является медно-никелево-оловянным сплавом, который содержит от примерно 8 мас.% до примерно 10 мас.% никеля, от примерно 5,5 мас.% до примерно 6,5 мас.% олова, а остальное – медь. Этот сплав не содержит бериллия и имеет твердость, сопоставимую с инструментальной сталью AISI P-20, но его удельная теплопроводность в два-три раза выше. Этот сплав обладает превосходными вязкостью разрушения, износостойкостью и чистотой обработки поверхности. Таблица 1 описывает различные свойства этого сплава до того, как сплав обработан в соответствии с настоящим раскрытием.
Таблица 1: Свойства сплава меди-никеля-олова
[0052] Другие конкретные сплавы являются медно-никелево-оловянными сплавами, содержащими от примерно 14 до примерно 16 мас.% никеля, от примерно 7 мас.% до примерно 9 мас.% олова, а остальное – медь. Эти сплавы могут использоваться по многим различным назначениям, включая аэрокосмические муфты или втулки, сферические подшипники и промышленные подшипники. Эти сплавы не содержат бериллия и демонстрируют превосходные коррозионную стойкость и сопротивление коррозионному растрескиванию под напряжением в морской воде, хлоридах и сульфидах. Другие свойства описываются в нижеприведенной Таблице 2, опять же до того, как сплав будет обработан в соответствии с настоящим раскрытием:
Таблица 2: Свойства сплава меди-никеля-олова
[0053] Фиг. 2 представляет собой микроснимок, иллюстрирующий состояние после литья для сплава Cu-15Ni-8Sn. Показанная структура иллюстрирует (a) равномерно тонкую ось дендрита, простирающуюся менее чем на 80 микрометров, и очень низкие количества образующегося соединения в пределах осей дендритов, нетипичные для сплава с большим диапазоном температур кристаллизации, такого как этот. Эта структура легко гомогенизируется при термических обработках с высокой температурой и высоким давлением по настоящему раскрытию, которые разработаны для того, чтобы дополнительно сформировать однородное по составу состояние. Спинодальное упрочнение дает в результате сплав, имеющий различные прочности и пластичности.
[0054] В некоторых вариантах осуществления сплав меди-никеля-олова имеет по меньшей мере 40%-ую пластичность и 0,2% условный предел текучести по меньшей мере 25 ksi. В других вариантах осуществления сплав меди-никеля-олова имеет 0,2% условный предел текучести по меньшей мере 96 ksi, предел прочности при растяжении по меньшей мере 113 ksi и пластичность по меньшей мере 2%. Такие сплавы также могут иметь твердость по Бринеллю по меньшей мере 280. В более конкретных вариантах осуществления сплав меди-никеля-олова имеет 0,2% условный предел текучести по меньшей мере 100 ksi, предел прочности при растяжении по меньшей мере 120 ksi и пластичность по меньшей мере 7%, а также твердость по Бринеллю по меньшей мере 280. В других вариантах осуществления сплав меди-никеля-олова имеет 0,2% условный предел текучести по меньшей мере 120 ksi. Следует отметить, что пластичность синонимична относительному удлинению при разрыве. Эти свойства измеряются в соответствии со стандартом ASTM E8.
[0055] Следующие примеры приведены для того, чтобы проиллюстрировать сплавы, изделия и способы данного раскрытия. Эти примеры являются чисто иллюстративными и не предназначены для ограничения раскрытия изложенных здесь материалов, условий или параметров способа.
ПРИМЕРЫ
[0056] Измерение механических свойств выполняли с использованием образцов для испытания, которые были отлиты с формой и размером в соответствии со стандартом ASTM E8 испытания на растяжение. Различные сплавы отливали под давлением и гомогенизировали (т.е. подвергали термической обработке) при давлении 5000-15000 psi и температуре от 1525°F до 1675°F. Образцы для испытания затем подвергали спинодальному распаду при 700°F - 750°F в течение времени от 1 часа до 5 часов, с последующим охлаждением на воздухе. Никакой дополнительной механической обработки или подготовки поверхности не выполняли. Таблица 3 показывает свойства этих отливок.
Таблица 3.
[0057] При использовании различных температур для спинодального распада может быть достигнут уникальный спектр сочетаний прочности и пластичности для того, чтобы обеспечить возможность выбора условий, дающих полезные компромиссы для конструкционных применений, требующих высокой прочности или высокой вязкости разрушения и удлинения. Фиг. 3 представляет собой график, показывающий диапазон откликов на спинодальный распад, который показывает фактические данные у образцов, подвергнутых широкому диапазону температур спинодального распада после литья и термической обработки под высоким давлением. Красные квадратики представляют образцы с уменьшенной рабочей длиной диаметром 0,250 дюйма, а черные кружки представляют образцы с рабочей длиной диаметром 0,350 дюйма.
[0058] Как видно на графике, имеются два кластера. В первом кластере сплавы имеют относительное удлинение при растяжении (т.е. пластичность) от примерно 30% до примерно 55% и 0,2% условный предел текучести от примерно 20 ksi до примерно 40 ksi. Во втором кластере сплавы имеют относительное удлинение при растяжении 10% или менее и 0,2% условный предел текучести от примерно 90 ksi до примерно 130 ksi.
[0059] Типичное относительное удлинение при растяжении (т.е. пластичность) является довольно хорошим, при столь высоком 0,2% условном пределе текучести, как примерно 130000 psi. Это отражает выгоды процесса литья, создающего однородную микроструктуру, вместе с правильной гомогенизацией под высоким давлением и последующим выбором температуры спинодального распада. Альтернативно, очень высокая пластичность, приближающаяся к 50%-ому относительному удлинению, достижима с более низкой прочностью, как показано на графике и в таблице.
[0060] Правильная инженерно-техническая разработка способа может обеспечить надежное производство изделий с целевым сочетанием свойств. Таблица 4 дает пример сплава Cu-15Ni-8Sn, отлитого в виде образцов для испытаний на прочность при растяжении в соответствии со стандартом ASTM E8 с желаемым целевым минимумом предела текучести 100 ksi. Таблица 4 статистически описывает получаемое сочетание свойств, которое была очень достоверным для по меньшей мере 10 партий материала, отлитых в различные дни и с помощью некоторого числа литейных форм и с изменяющимися партиями при термообработке. Полученная вариация является очень низкой.
Таблица 4.
[0061] Следует иметь в виду, что варианты вышераскрытых и других признаков и функций, или их альтернативы, могут быть скомбинированы во многие другие различные системы или применения. Специалистами в данной области техники могут быть впоследствии внесены в них различные непредвидимые или не предусмотренные в настоящее время альтернативы, модификации, вариации или усовершенствования, которые также предполагаются охватываемыми нижеследующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЛАВ МЕДЬ-НИКЕЛЬ-ОЛОВО С ВЫСОКОЙ ЖЕСТКОСТЬЮ | 2014 |
|
RU2730351C2 |
| СПЛАВ МЕДЬ-НИКЕЛЬ-ОЛОВО С ВЫСОКОЙ ВЯЗКОСТЬЮ | 2014 |
|
RU2678555C2 |
| УЛУЧШЕНИЕ ФОРМУЕМОСТИ ДЕФОРМИРУЕМЫХ СПЛАВОВ МЕДЬ-НИКЕЛЬ-ОЛОВО | 2014 |
|
RU2650386C2 |
| УЛУЧШЕНИЕ ФОРМУЕМОСТИ ДЕФОРМИРУЕМЫХ СПЛАВОВ МЕДЬ-НИКЕЛЬ-ОЛОВО | 2014 |
|
RU2690266C2 |
| УЛЬТРАВЫСОКОПРОЧНЫЕ СПЛАВЫ МЕДЬ-НИКЕЛЬ-ОЛОВО | 2014 |
|
RU2764883C2 |
| БУРИЛЬНЫЙ КОМПОНЕНТ | 2014 |
|
RU2699482C2 |
| УЛЬТРАВЫСОКОПРОЧНЫЕ СПЛАВЫ МЕДЬ-НИКЕЛЬ-ОЛОВО | 2014 |
|
RU2650387C2 |
| РАВНОМЕРНЫЙ РАЗМЕР ЗЕРЕН В ГОРЯЧЕОБРАБОТАННОМ СПИНОДАЛЬНОМ СПЛАВЕ | 2014 |
|
RU2637869C2 |
| СОЕДИНИТЕЛЬ ДЛЯ ШТАНГ | 2015 |
|
RU2688416C2 |
| Колонна насосных штанг, муфта для колонны насосных штанг и способ извлечения текучей среды из скважины и насосная система | 2018 |
|
RU2764972C2 |
Изобретение относится к спинодальным сплавам медь-никель-олово и способам их получения. Сплав медь-никель-олово, содержащий 8-20 мас.% никеля и 5-11 мас.% олова, получен литьем под давлением и имеет по меньшей мере 40%-ную пластичность и 0,2% условный предел текучести по меньшей мере 25 ksi. Способ получения высокопрочного сплава медь-никель-олово включает приготовление расплавленной смеси меди, никеля и олова, литье под давлением с образованием отливки и термическую обработку отливки путем нагрева при температуре от примерно 1500°F до примерно 1625°F в течение периода времени от примерно 4 часов до примерно 24 часов. Изобретение направлено на повышение однородности и прочности спинодальных медь-никель-оловянных сплавов. 5 н. и 12 з.п. ф-лы, 3 ил., 1 пр., 4 табл.
1. Сплав медь-никель-олово, содержащий 8-20 мас.% никеля и 5-11 мас.% олова, полученный литьем под давлением и имеющий по меньшей мере 40%-ую пластичность и 0,2% условный предел текучести по меньшей мере 25 ksi.
2. Сплав медь-никель-олово, содержащий 8-20 мас.% никеля и 5-11 мас.% олова, полученный литьем под давлением и имеющий 0,2% условный предел текучести по меньшей мере 96 ksi, предел прочности при растяжении по меньшей мере 113 ksi и пластичность по меньшей мере 2%.
3. Сплав по п. 2, в котором сплав имеет твердость по Бринеллю по меньшей мере 280.
4. Сплав по п. 2, в котором 0,2% условный предел текучести составляет по меньшей мере 100 ksi, предел прочности при растяжении по меньшей мере 120 ksi и пластичность по меньшей мере 7%, а также твердость по Бринеллю по меньшей мере 280.
5. Сплав медь-никель-олово, содержащий 8-20 мас.% никеля и 5-11 мас.% олова, полученный литьем под давлением и имеющий 0,2% условный предел текучести по меньшей мере 120 ksi.
6. Изделие, выполненное из сплава медь-никель-олово по любому из пп. 1-5, причем изделие получено способом, содержащим:
приготовление расплавленной смеси меди, никеля и олова;
литье под давлением этой расплавленной смеси с образованием отливки;
гомогенизацию отливки путем нагрева отливки при температуре в диапазоне от примерно 1500°F до примерно 1625°F в течение периода времени от примерно 4 часов до примерно 24 часов; и
придание формы отливке с получением изделия.
7. Изделие по п. 6, которое получено способом, дополнительно содержащим:
спинодальное упрочнение отливки.
8. Изделие по п. 7, в котором спинодальное упрочнение выполнено путем термообработки на твердый раствор, закалки и спинодального распада.
9. Изделие по п. 6, в котором изделие имеет окончательную форму или является исходной заготовкой.
10. Изделие по п. 6, в котором сплав содержит от 9 мас.% до 15 мас.% никеля.
11. Изделие по п. 6, в котором сплав содержит от 6 мас.% до 8 мас.% олова.
12. Изделие по п. 6, в котором сплав содержит от 9 мас.% до 15 мас.% никеля и от 6 мас.% до 8 мас.% олова.
13. Изделие по п. 6, в котором расплавленная смесь приготовлена путем сбора твердых меди, никеля и олова и плавления собранных твердых меди, никеля и олова.
14. Способ получения высокопрочного сплава медь-никель-олово по любому из пп. 1-5, содержащий:
приготовление расплавленной смеси меди, никеля и олова;
литье под давлением этой расплавленной смеси с образованием отливки; и
термическую обработку отливки путем нагрева отливки при температуре в диапазоне от примерно 1500°F до примерно 1625°F в течение периода времени от примерно 4 часов до примерно 24 часов.
15. Способ по п. 14, в котором сплав содержит от 9 мас.% до 15 мас.% никеля и от 6 мас.% до 8 мас.% олова.
16. Способ по п. 14, который дополнительно содержит формование отливки до окончательной формы или в исходную заготовку.
17. Способ по п. 14, который дополнительно содержит спинодальное упрочнение отливки.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| ПОДДАЮЩИЙСЯ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ СПЛАВ НА ОСНОВЕ МЕДИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2004 |
|
RU2348720C2 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

