РОДСТВЕННАЯ ЗАЯВКА
[0001] Настоящая заявка испрашивает приоритет американской предварительной патентной заявки с порядковым № 61/781942, поданной 14 марта 2013 г., содержание которой полностью включено в настоящий документ посредством ссылки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ
[0002] Настоящее изобретение относится к ультравысокопрочным деформируемым сплавам медь-никель-олово, а также к способам улучшения характеристик предела текучести сплава медь-никель-олово. В частности, сплавы медь-никель-олово подвергаются способу обработки, который приводит к существенно более высоким уровням прочности по сравнению с известными сплавами и способами и который будет описан с конкретной ссылкой на него.
[0003] Сплавы медь-бериллий используются в технологии электродинамического сервопривода (VCM). Технология VCM относится к различным механическим и электрическим конструкциям, которые используют для обеспечения возможности высокой разрешающей способности, автофокуса и оптического зуммирования камеры в мобильных устройствах. Эта технология требует сплавов, которые могут помещаться внутри ограниченных пространств, которые также имеют особенности в уменьшенных размере, массе и энергопотреблении для увеличения портативности и функциональности мобильного устройства. В этих областях применения используют сплавы медь-бериллий благодаря их высокой прочности, эластичности и усталостной прочности.
[0004] Некоторые сплавы медь-никель-олово были идентифицированы как имеющие желательные свойства, подобные свойствам сплавов медь-бериллий, и могут производиться при уменьшенных затратах. Например, сплав медь-никель-олово, предлагаемый как Brushform® 158 (BF 158) компанией Materion Corporation, продается в различных формах и является высокоэффективным термообработанным сплавом, который позволяет проектировщику формовать сплав в электронные соединители, переключатели, датчики, пружины и т.п. Эти сплавы обычно продаются как продукт из деформируемого сплава, в котором проектировщик преобразует сплав в окончательную форму посредством обработки давлением, а не литьем. Однако у этих сплавов медь-никель-олово имеются ограничения формуемости по сравнению со сплавами медь-бериллий.
[0005] Следовательно, было бы желательно разработать новые ультравысокопрочные сплавы медь-никель-олово, а также способы улучшения характеристики предела текучести таких сплавов.
КРАТКОЕ ОПИСАНИЕ
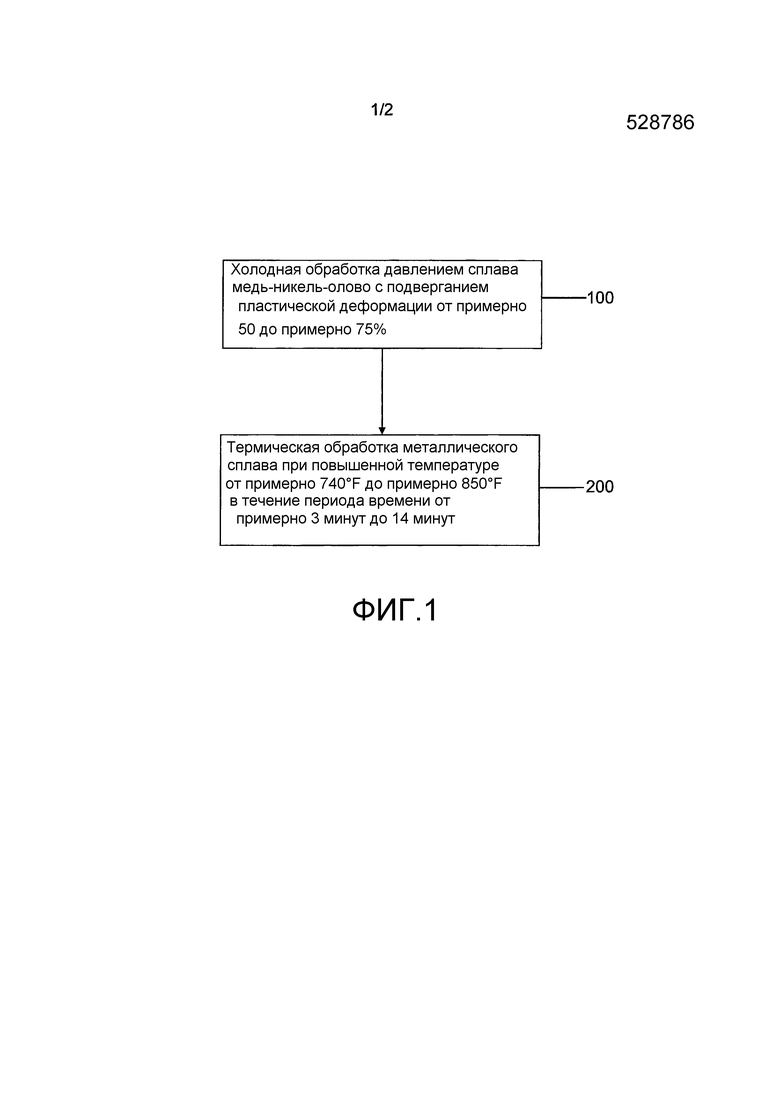
[0006] Настоящее раскрытие относится к ультравысокопрочному сплаву медь-никель-олово, а также к способу для улучшения 0,2%-ого условного предела текучести (в дальнейшем обозначен как «предел текучести») сплава медь-никель-олово так, чтобы получающийся в результате предел текучести составлял по меньшей мере 175 тысяч фунтов на кв. дюйм. Как правило, сплав сначала подвергается холодной обработке давлением до пластической деформации CW в % (то есть процента холодной обработки) от примерно 50% до примерно 75%. Затем сплав подвергается этапу снятия термического напряжения путем нагрева до повышенной температуры между примерно 740°F и примерно 850°F в течение от примерно 3 минут до примерно 14 минут, чтобы получить желаемые характеристики формуемости.
[0007] Эти и другие неограничивающие характеристики раскрытия более конкретно раскрыты ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0008] Следующее представляет собой краткое описание чертежей, которые представлены для целей иллюстрирования примерных вариантов осуществления, раскрытых в настоящем документе, а не для целей их ограничения.
[0009] Фиг. 1 представляет собой блок-схему, иллюстрирующую примерный способ по настоящему раскрытию.
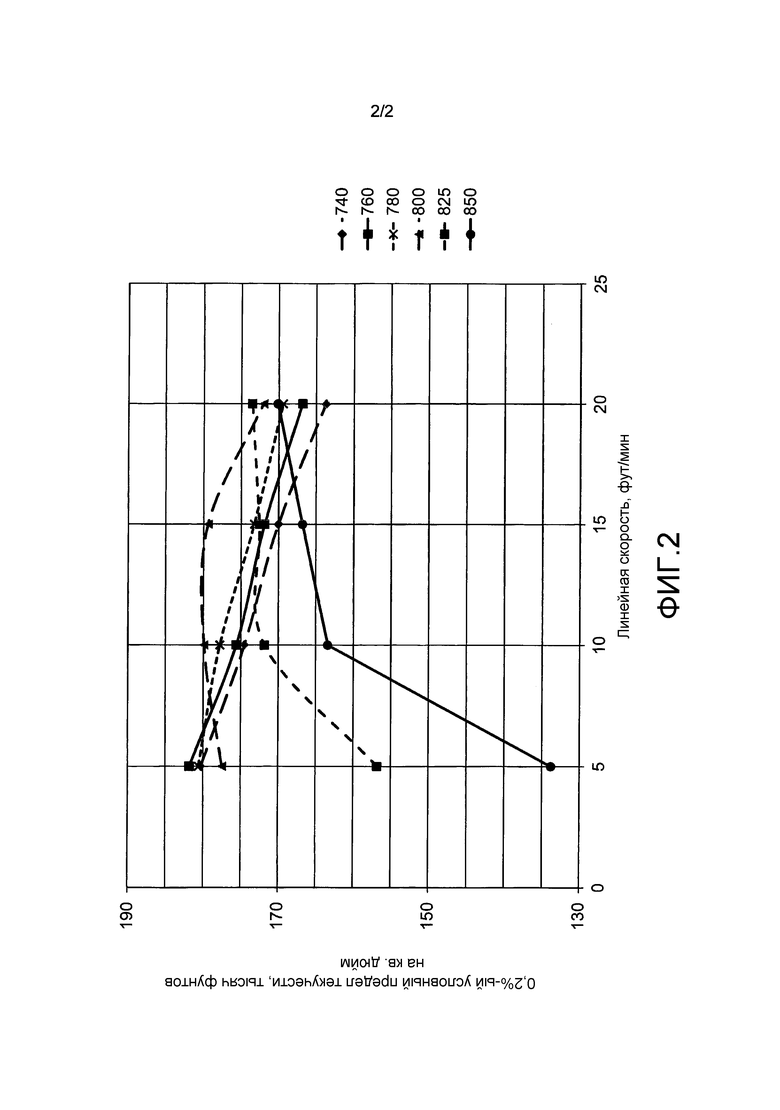
[0010] Фиг. 2 представляет собой диаграмму, показывающую 0,2%-ный условный предел текучести в зависимости от линейной скорости при различных температурах.
ПОДРОБНОЕ ОПИСАНИЕ
[0011] Более полное понимание компонентов, способов и приборов, раскрытых в настоящем документе, может быть получено при ссылке на сопроводительные чертежи. Эти фигуры являются просто схематическими представлениями, основанными на удобстве и легкости демонстрации настоящего раскрытия, и, следовательно, не предназначены для указания относительных размеров и габаритов устройств или их компонентов и/или для определения или ограничения объема примерных вариантов осуществления.
[0012] Хотя конкретные термины используются в последующем описании ради ясности, эти термины предназначены для ссылки только на конкретную структуру вариантов осуществления, выбранных для иллюстрации на чертежах, и не предназначены для определения или ограничения объема данного раскрытия. Следует понимать, что на чертежах и в последующем описании одинаковые цифровые обозначения относятся к компонентам с одинаковой функцией.
[0013] Формы единственного числа включают в себя также ссылки на множественное число, кроме случаев, когда контекст явно не указывает иное.
[0014] Используемые в описании и в формуле изобретения термины «включают(ет) в себя», «включают(ет)», «имеющий», «имеет», «может», «содержат(ит)» и их варианты, используемые в настоящем документе, подразумеваются как открытые переходные фразы, термины или слова, которые требуют присутствия названных компонентов/этапов и допускают присутствие других компонентов/этапов. Однако такое описание должно истолковываться так же, как описание составов или способов, «состоящих из» и «состоящих по существу из» перечисленных компонентов/этапов, что допускает присутствие только названных компонентов/этапов вместе с любыми неизбежными примесями, которые могут появляться при этом, и исключают другие компоненты/этапы.
[0015] Численные значения в описании и в формуле изобретения данной заявки должны пониматься как включающие в себя численные значения, которые являются теми же самыми при уменьшении до того же самого числа значащих цифр и цифровых значений, которые при определении значения отличаются от заявленного значения меньше, чем на экспериментальную погрешность обычного метода измерения того типа, который описан в настоящей заявке.
[0016] Все диапазоны, раскрытые в настоящем документе, являются включающими в себя приведенные конечные точки и независимо комбинируемыми (например, диапазон «от 2 грамм до 10 грамм» включает в себя конечные точки 2 грамма и 10 грамм и все промежуточные значения).
[0017] Значение, модифицированное термином или терминами, такими как «примерно» и «по существу», может быть не ограничено точным заданным значением. Приблизительный язык может соответствовать точности прибора для измерения этого значения. Модификатор «примерно» также должен рассматриваться как раскрывающий диапазон, определяемый абсолютными значениями двух конечных точек. Например, выражение «от примерно 2 до примерно 4» также раскрывает диапазон «от 2 до 4».
[0018] Процентные содержания элементов должны рассматриваться как массовые проценты заявленного сплава, если явно не указано иное.
[0019] Используемый в настоящем документе термин «спинодальный сплав» относится к сплаву, чей химический состав таков, что он способен подвергаться спинодальному распаду. Термин «спинодальный сплав» относится к химии сплавов, а не к физическому состоянию. Следовательно, «спинодальный сплав» может подвергаться или может не подвергаться спинодальному распаду и может находиться или может не находиться в процессе спинодального распада.
[0020] Спинодальное старение/распад является механизмом, посредством которого множественные компоненты могут разделяться на отдельные области или микроструктуры с различными химическими составами и физическими свойствами. В частности, подвергаются разделению кристаллы с суммарным составом в центральной области фазовой диаграммы. Спинодальный распад на поверхностях сплавов по настоящему раскрытию приводит к поверхностной закалке.
[0021] Спинодальные структуры сплава выполнены из однородных двухфазных смесей, которые получают, когда исходные фазы разделяют при определенных температурах и составах, называемых областью смешиваемости, которая достигается при повышенной температуре. Фазы сплава спонтанно распадаются на другие фазы, в которых кристаллическая структура остается той же самой, но атомы внутри структуры модифицируются, оставаясь подобными по размеру. Спинодальная закалка увеличивает предел текучести основного металла и включает в себя высокую степень однородности состава и микроструктуры.
[0022] Сплав медь-никель-олово, используемый в настоящем документе, обычно включает в себя от примерно 9,0 мас.% до примерно 15,5 мас.% никеля и от примерно 6,0 мас.% до примерно 9,0 мас.% олова с остатком, являющимся медью. Этот сплав может быть закален и более легко сформован в продукты с высоким пределом текучести, которые могут использоваться в различных промышленных и коммерческих применениях. Этот сплав с высокими рабочими характеристиками предназначен для обеспечения свойств, подобных свойствам сплавов медь-бериллий.
[0023] Более конкретно, сплавы медь-никель-олово по настоящему раскрытию включают в себя от примерно 9 мас.% до примерно 15 мас.% никеля и от примерно 6 мас.% до примерно 9 мас.% олова с остатком, являющимся медью. В более конкретных вариантах осуществления сплавы медь-никель-олово включают в себя от примерно 14,5 мас.% до примерно 15,5 % никеля и от примерно 7,5 мас.% до примерно 8,5 мас.% олова с остатком, являющимся медью. Эти сплавы могут иметь сочетание различных свойств, которое разделяет сплавы на различные группы. Настоящее изобретение направлено на сплавы, которые обозначены как TM12. Более конкретно, «TM12» относится к сплавам медь-никель-олово, которые обычно имеют 0,2% условный предел текучести по меньшей мере 175 тысяч фунтов на кв. дюйм, предел прочности на разрыв по меньшей мере 180 тысяч фунтов на кв. дюйм и минимальное относительное удлинение при разрушении 1%. Для того чтобы считаться сплавом TM12, предел текучести сплава должен составлять минимум 175 тысяч фунтов на кв. дюйм.
[0024] Фиг. 1 представляет собой блок-схему, которая показывает этапы способов обработки металла по настоящему раскрытию для получения сплава TM12. Способ обработки металла начинается с первой холодной обработки сплава 100. Затем сплав подвергается термической обработке 200.
[0025] Холодная обработка является способом механического (с помощью давления) изменения формы или размера металла посредством пластической деформации. Она может быть выполнена прокаткой, волочением, штамповкой, ротационным выдавливанием, прессованием или высадкой металла или сплава. Когда металл пластично деформируется, внутри материала появляются дислокации атомов. В частности, дислокации появляются на границах или внутри зерен металла. Дислокации перекрывают друг друга, и плотность дислокаций внутри материала увеличивается. Рост наложения дислокаций делает перемещение дополнительных дислокаций более трудным. Это увеличивает твердость и предел прочности получающегося сплава, одновременно в целом уменьшая пластичность и ударные характеристики сплава. Холодная обработка также улучшает финишную обработку поверхности сплава. Холодная обработка давлением обычно осуществляется при температуре ниже точки рекристаллизации сплава и обычно выполняется при комнатной температуре. Процент холодной обработки (CW в %) или степень деформации может быть определена путем измерения изменения площади поперечного сечения сплава до и после холодной обработки в соответствии со следующей формулой:
CW в %=100⋅[A0-Af]/A0
где A0 является начальной или исходной площадью поперечного сечения перед холодной обработкой, а Af является конечной площадью поперечного сечения после холодной обработки. Отметим, что изменение площади поперечного сечения обычно происходит благодаря исключительно изменениям в толщине сплава, так что CW в % также может быть вычислено с использованием начальной и конечной толщины.
[0026] Этап 100 первоначальной холодной обработки выполняется на сплаве таким образом, что результирующий сплав имеет пластическую деформацию в диапазоне холодной обработки 50%-75%. Более конкретно, % холодной обработки, достигаемый первым этапом, может быть примерно 65%.
[0027] Затем сплав подвергается этапу 200 термической обработки. Термическая обработка металла или сплавов является управляемым способом нагревания и охлаждения металлов для изменения их физических и механических свойств без изменения формы продукта. Термическая обработка связана с увеличением прочности материала, но она также может быть использована для изменения определенных требований технологичности, например, для улучшения механической обработки, улучшения формуемости или для восстановления пластичности после операции холодной обработки. Этап 200 термической обработки выполняется на сплаве после этапа 100 холодной обработки. Сплав помещается в традиционную печь или другую подобную установку, а затем подвергается воздействию повышенной температуры в диапазоне от примерно 740°F до примерно 850°F в течение периода времени от примерно 3 минут до примерно 14 минут. Отметим, что эти температуры относятся к температуре атмосферы, воздействию которой подвергается сплав, или в которую устанавливается печь; сам сплав не обязательно достигает этих температур. Эта термическая обработка может быть выполнена, например, путем размещения сплава в форме ленты на устройстве конвейерной печи и пропускания ленты из сплава со скоростью примерно 5 фут/мин через конвейерную печь. В более конкретных вариантах осуществления температура составляет от примерно 740°F до примерно 800°F.
[0028] Этот способ может достичь уровня предела текучести для ультравысокопрочного сплава медь-никель-олово, который составляет по меньшей мере 175 тысяч фунтов на кв. дюйм. Этот способ на системной основе был определен для получения сплава, имеющего пределом текучести в диапазоне от примерно 175 тысяч фунтов на кв. дюйм до 190 тысяч фунтов на кв. дюйм. Более конкретно, этот способ может обрабатывать сплав с получением в результате предела текучести (0,2% условного предела текучести) от примерно 178 тысяч фунтов на кв. дюйм до 185 тысяч фунтов на кв. дюйм.
[0029] Между холодной обработкой и термической обработкой достигается баланс. Для величины прочности, которая приобретена в результате холодной обработки, существует идеальный баланс, причем слишком сильная холодная обработка может оказать негативное влияние на характеристики формуемости этого сплава. Аналогичным образом, если в результате термической обработки приобретается слишком большая прочность, это может оказать негативное влияние на характеристики формуемости. Результирующие характеристики сплава TM12 включают в себя предел текучести, который составляет по меньшей мере 175 тысяч фунтов на кв. дюйм. Такая прочностная характеристика превышает прочность других известных подобных сплавов медь-никель-олово.
[0030] Следующие примеры приводятся для того, чтобы проиллюстрировать сплавы, изделия и способы настоящего раскрытия. Эти примеры являются лишь иллюстративными и не предназначены для ограничения раскрытия материалов, условий или параметров способа, изложенных в них.
ПРИМЕРЫ
[0031] Сплавы медь-никель-олово, содержащие 15 мас.% никеля, 8 мас.% олова и остаток - медь, формировали в полосы. Полосы затем подвергали холодной обработке с использованием прокатного стана. Полосы подвергали холодной обработке и измеряли при CW в % 65%. Далее полосы подвергали этапу термической обработки с использованием конвейерной печи. Конвейерную печь устанавливали на температуры 740°F, 760°F, 780°F, 800°F, 825°F или 850°F. Полосы пропускали через конвейерную печь с линейной скоростью 5, 10, 15 или 20 фут/мин. Для каждой комбинации температуры и скорости использовали две полосы.
[0032] Затем измеряли различные свойства. Эти свойства включали в себя предел прочности на разрыв (T) в тысячах фунтов на кв. дюйм; 0,2% условный предел текучести (Y) в тысячах фунтов на кв. дюйм; относительное удлинение при разрушении (E); и модуль Юнга (M) в миллионах фунтов на квадратный дюйм (106 psi). Таблица 1 и Таблица 2 представляют измеренные результаты. Также представлены средние значения для T и Y.
[0033] Суммируя, было найдено, что могут быть получены сплавы, имеющие минимальный 0,2% условный предел текучести по меньшей мере 175 тысяч фунтов на кв. дюйм, предел прочности на разрыв по меньшей мере 180 тысяч фунтов на кв. дюйм, относительное удлинение при разрушении по меньшей мере 1% и модуль Юнга по меньшей мере 16 миллионов фунтов на кв. дюйм. Фиг. 2 представляет собой диаграмму, показывающую 0,2%-ный условный предел текучести в зависимости от линейной скорости при различных температурах. Минимальный предел текучести по меньшей мере 175 тысяч фунтов на кв. дюйм достигается в широком температурном диапазоне.
[0034] Следует иметь в виду, что варианты вышераскрытых и других особенностей и функций или их альтернативы могут быть скомбинированы во многие другие различные системы или приложения. Впоследствии в них специалистами в данной области техники могут быть выполнены различные непредвидимые в настоящее время или неожиданные альтернативы, модификации, вариации или усовершенствования, которые также предназначены быть охваченными следующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАВЫСОКОПРОЧНЫЕ СПЛАВЫ МЕДЬ-НИКЕЛЬ-ОЛОВО | 2014 |
|
RU2764883C2 |
| УЛУЧШЕНИЕ ФОРМУЕМОСТИ ДЕФОРМИРУЕМЫХ СПЛАВОВ МЕДЬ-НИКЕЛЬ-ОЛОВО | 2014 |
|
RU2690266C2 |
| УЛУЧШЕНИЕ ФОРМУЕМОСТИ ДЕФОРМИРУЕМЫХ СПЛАВОВ МЕДЬ-НИКЕЛЬ-ОЛОВО | 2014 |
|
RU2650386C2 |
| СПЛАВ МЕДЬ-НИКЕЛЬ-ОЛОВО С ВЫСОКОЙ ЖЕСТКОСТЬЮ | 2014 |
|
RU2730351C2 |
| СПЛАВ МЕДЬ-НИКЕЛЬ-ОЛОВО С ВЫСОКОЙ ВЯЗКОСТЬЮ | 2014 |
|
RU2678555C2 |
| ВЫСОКОПРОЧНЫЙ ОДНОРОДНЫЙ СПЛАВ МЕДИ-НИКЕЛЯ-ОЛОВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2015 |
|
RU2698018C2 |
| Колонна насосных штанг, муфта для колонны насосных штанг и способ извлечения текучей среды из скважины и насосная система | 2018 |
|
RU2764972C2 |
| БУРИЛЬНЫЙ КОМПОНЕНТ | 2014 |
|
RU2699482C2 |
| ВЫСОКОПРОЧНЫЕ КРЕПЕЖНЫЕ ИЗДЕЛИЯ И ЗАГОТОВКИ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ АЛЬФА/БЕТА ТИТАНОВОГО СПЛАВА | 2011 |
|
RU2581332C2 |
| ОБРАБОТКА АЛЬФА/БЕТА ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2575276C2 |
Изобретение относится к ультравысокопрочным деформируемым сплавам медь-никель-олово. Способ термомеханической обработки деформируемого спинодального сплава медь-никель-олово включает выполнение этапа первой холодной обработки давлением сплава со степенью холодной деформации от 50% до 75% и термическую обработку упомянутого сплава при температуре от 740°F до 850°F в течение периода от 3 минут до 14 минут с обеспечением условного предела текучести сплава по меньшей мере 175 тысяч фунтов на кв. дюйм. Изобретение направлено на разработку сплавов с высоким пределом текучести. 8 з.п. ф-лы, 2 табл., 2 ил.
1. Способ термомеханической обработки деформируемого спинодального сплава медь-никель-олово, включающий:
выполнение этапа первой холодной обработки давлением сплава со степенью холодной деформации от 50% до 75% и
термическую обработку упомянутого сплава при температуре от 740°F до 850°F в течение периода от 3 минут до 14 минут с обеспечением условного предела текучести сплава по меньшей мере 175 тысяч фунтов на кв. дюйм.
2. Способ по п. 1, в котором этап термической обработки выполняют при температуре от 740°F до 800°F.
3. Способ по п. 1, в котором этап термической обработки выполняют путем пропускания сплава в форме полосы через печь со скоростью от 5 фут/мин до 20 фут/мин.
4. Способ по п. 1, в котором получают сплав с условным пределом текучести от 175 до 190 тысяч фунтов на кв. дюйм.
5. Способ по п. 1, в котором обеспечивают предел прочности на разрыв сплава по меньшей мере 180 тысяч фунтов на кв. дюйм.
6. Способ по п. 1, в котором обеспечивают относительное удлинение при разрушении сплава по меньшей мере 1%.
7. Способ по п. 1, в котором обеспечивают модуль Юнга сплава по меньшей мере 16 миллионов фунтов на кв. дюйм.
8. Способ по п. 1, в котором обеспечивают условный предел текучести сплава по меньшей мере 175 тысяч фунтов на кв. дюйм и предел прочности на разрыв сплава по меньшей мере 180 тысяч фунтов на кв. дюйм.
9. Способ по п. 1, в котором сплав медь-никель-олово содержит от 14,5 мас.% до 15,5 мас.% никеля и от 7,5 мас.% до 8,5 мас.% олова, остальное - медь.
| US 5089057 A1, 18.02.1992 | |||
| US 3198499 A1, 03.08.1965 | |||
| ПОДДАЮЩИЙСЯ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ СПЛАВ НА ОСНОВЕ МЕДИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2004 |
|
RU2348720C2 |
| ЛЕГКООБРАБАТЫВАЕМЫЙ РЕЗАНИЕМ МЕДНЫЙ СПЛАВ, СОДЕРЖАЩИЙ ОЧЕНЬ МАЛО СВИНЦА | 2005 |
|
RU2398904C2 |
| US 20070089816 A, 26.04.2007. | |||

