Область техники
Настоящее изобретение относится к кольцевому элементу, используемому при формовой вулканизации пневматической шины, и способу вулканизации шин с применением указанного элемента.
Предпосылки создания изобретения
Обычно при использовании способа формовой вулканизации пневматической шины невулканизированную шину помещают в форму, в нее вставляют вулканизационную диафрагму, в которую затем подают пар и т.п., в результате чего вулканизационная диафрагма заполняется и расширяется, оказывая давление на невулканизированную шину и нагревая ее. Однако при формовой вулканизации с использованием вулканизационной диафрагмы составляющие элементы пневматической шины могут смещаться, в результате чего элементы оказываются не на месте. В таком случае пневматическая шина может не обладать ожидаемыми характеристиками шины. Таким образом, для изготовления пневматической шины с высокими эксплуатационными характеристиками необходимо повысить точность расположения компонентов шины.
Для повышения точности размеров пневматической шины и, таким образом, улучшения характеристик шины предложен способ вулканизации, в котором используется жесткое внутреннее кольцо в качестве внутренней формы (см., например, патентный документ 1). Однако при реализации способа вулканизации с использованием жесткого внутреннего кольца возникают трудности в преодолении теплового расширения шины в процессе вулканизации, приводящего к таким проблемам, как ограничение возможных форм шин, сложности с извлечением вулканизированной шины из внутренней формы, что приводит к снижению производительности и повышению производственных затрат. Таким образом, существует необходимость в способе вулканизации пневматической шины, который позволит повысить точность размеров пневматической шины и в то же время предотвратит снижение производительности и ограничение спектра возможных решений при проектировании.
Кроме того, в качестве способа формовой вулканизации пневматической шины известен т.н. бездиафрагменный способ формовой вулканизации, предусматривающий помещение невулканизированной шины в форму и подачу теплоносителя в невулканизированную шину (см., например, патентные документы 2 и 3).
Однако при бездиафрагменной вулканизации может оказаться, что теплоноситель недостаточно нагнетен в форму в тех областях, где невулканизированная шина имеет большую толщину, что приводит к таким проблемам, как ограничение возможных форм шин, несоответствие формы внутренней поверхности и недостаточная точность размеров вулканизованной шины. Таким образом, существует необходимость в бездиафрагменном способе вулканизации пневматической шины, который обеспечивает высокую производительность работ по бездиафрагменной вулканизации и в то же время предотвращает ухудшение формы внутренней поверхности и сохраняет точность размеров вулканизованной шины.
Патентные документы
Патентный документ 1: нерассмотренная опубликованная заявка на патент Японии № 2007-69497A.
Патентный документ 2: нерассмотренная опубликованная заявка на патент Японии № 2001-260135A.
Патентный документ 3: нерассмотренная опубликованная заявка на патент Японии № 2009-208394A.
Техническая проблема
Цель настоящего изобретения состоит в обеспечении кольцевого элемента, используемого при формовой вулканизации, который позволяет повысить точность размеров пневматической шины и в то же время предотвратить снижение производительности и ограничение спектра возможных решений при проектировании, а также способа вулканизации шины с использованием указанного кольцевого элемента.
Решение проблемы
Жесткое армирующее кольцо и способ вулканизации шины с использованием жесткого армирующего кольца в соответствии с настоящим изобретением, которые достигают описанной выше цели, изложены в пп. (1)-(23) ниже.
(1) Жесткое армирующее кольцо, служащее в качестве цилиндрического кольца, которое при помещении невулканизированной шины в форму и прижатии диафрагмы с внутренней стороны невулканизированной шины к ее наружной стороне в радиальном направлении шины для выполнения формовой вулканизации располагается между внутренней круговой поверхностью области невулканизированной шины, соответствующей участку протектора, и внешней круговой поверхностью области диафрагмы, соответствующей участку протектора. При использовании такого кольца напряжение, необходимое для того, чтобы вызвать деформацию растяжения заранее определенной величины в направлении вдоль окружности кольца, больше, чем напряжение, необходимое для того, чтобы вызвать деформацию сжатия заранее определенной величины в направлении вдоль окружности.
(2) Жесткое армирующее кольцо, описанное в п. (1), причем наружный диаметр кольца по существу равен внутреннему диаметру вулканизированной шины, ширина кольца по существу равна ширине участка протектора вулканизированной шины, а вулканизированная шина и диафрагма выполнены с возможностью разделения.
(3) Жесткое армирующее кольцо, описанное в п. (1) или (2), причем кольцо получают путем покрытия армирующего каркаса невулканизированной резиной и вулканизации армирующего каркаса с покрытием. Армирующий каркас получают путем намотки переплетенной армирующей проволоки по меньшей мере в направлении вдоль окружности шины.
(4) Жесткое армирующее кольцо, описанное в любом из пп. (1)-(3), в котором жесткость при растяжении кольца в направлении вдоль окружности шины больше, чем жесткость при растяжении диафрагмы в направлении вдоль окружности шины.
(5) Жесткое армирующее кольцо, описанное в любом из пп. (1)-(4), причем кольцо включает в себя углубления и выступы на своей внешней круговой поверхности.
(6) Жесткое армирующее кольцо, описанное в п. (5), в котором углубления и выступы непрерывно проходят в направлении вдоль окружности.
(7) Жесткое армирующее кольцо, описанное в любом из пп. (1)-(6), причем кольцо образовано из основной части, имеющей толщину t, и скошенной части, расположенной по обе стороны от основной части, при этом толщина скошенной части постепенно уменьшается от толщины t к наружному концевому участку в поперечном направлении кольца.
(8) Жесткое армирующее кольцо, описанное в п. (7), в котором толщина наружного концевого участка скошенной части не больше, чем половина толщины t.
(9) Жесткое армирующее кольцо, описанное в п. (7) или (8), в котором расстояние L от наружного концевого участка до внутреннего концевого участка скошенной части подчиняется следующему соотношению с величиной толщины t: t ≤ L ≤ 6t.
(10) Жесткое армирующее кольцо, описанное в любом из пп. (7)-(9), в котором по меньшей мере скошенная часть армирована волокнами.
(11) Жесткое армирующее кольцо, описанное в п. (10), в котором у скошенной части внешняя сторона и/или внутренняя сторона в радиальном направлении армирована волокнами.
(12) Жесткое армирующее кольцо, описанное в любом из пп. (1)-(11), причем кольцо включает в себя боковое кольцо с обеих сторон в поперечном направлении кольца и проходит так, что каждое из боковых колец соприкасается со всей внутренней боковой поверхностью области от участка протектора до бортового участка невулканизированной шины.
(13) Жесткое армирующее кольцо, описанное в п. (12), в котором множество переплетенных армирующих проволок, состоящих из одинаковых и отличающихся армирующих проволок, расположены таким образом, чтобы проходить в радиальном направлении шины и отстоять друг от друга в направлении вдоль окружности шины на бортовом участке каждого из боковых колец.
(14) Способ вулканизации шины, включающий этапы помещения невулканизированной шины в форму, введения диафрагмы внутрь невулканизированной шины, расширения диафрагмы для ее прижатия к наружной стороне в радиальном направлении шины и выполнения формовой вулканизации. Происходит расширение диафрагмы, при этом жесткое армирующее кольцо, описанное в любом из пп. (1)-(13), расположено между внутренней круговой поверхностью области невулканизированной шины, соответствующей участку протектора, и внешней круговой поверхностью области диафрагмы, соответствующей участку протектора.
(15) Способ вулканизации шины, описанный в п. (14), дополнительно включающий этапы изготовления невулканизированной шины в сборе путем установки составляющих элементов невулканизированной шины на внешней периферии жесткого армирующего кольца, описанного в любом из пп. (1)-(13), и помещения невулканизированной шины в сборе в форму.
(16) Способ вулканизации шины, описанный в п. (14), дополнительно включающий этапы изготовления невулканизированной шины в сборе путем введения жесткого армирующего кольца, описанного в любом из пп. (1)-(13), в заранее сформированную полость невулканизированной шины и введения диафрагмы внутрь невулканизированной шины в сборе.
(17) Способ вулканизации шины, описанный в п. (15) или (16), дополнительно включающий этап помещения невулканизированной шины в сборе в форму, выполненную с возможностью разделения на множество секций.
(18) Жесткое армирующее кольцо, служащее в качестве кольца, которое при помещении невулканизированной шины в форму, подаче внутрь невулканизированной шины теплоносителя и его последующем нагнетании к наружной стороне шины в радиальном направлении для осуществления бездиафрагменной вулканизации расположено таким образом, чтобы соприкасаться со всей внутренней боковой поверхностью области от участка протектора до бортового участка невулканизированной шины. При использовании такого кольца напряжение, необходимое для того, чтобы вызвать деформацию растяжения заранее определенной величины на участке протектора и на бортовом участке кольца, больше, чем напряжение, необходимое для того, чтобы вызвать деформацию сжатия заранее определенной величины в направлении вдоль окружности.
(19) Жесткое армирующее кольцо, описанное в п. (18), причем кольцо получают путем покрытия армирующего каркаса невулканизированной резиной и вулканизации армирующего каркаса с покрытием. Армирующий каркас получают путем намотки переплетенной армирующей проволоки по меньшей мере в направлении вдоль окружности шины на участке протектора и на бортовом участке.
(20) Жесткое армирующее кольцо, описанное в п. (19), в котором множество переплетенных армирующих проволок, состоящих из одинаковых или отличающихся армирующих проволок, расположены таким образом, чтобы проходить в радиальном направлении шины и отстоять друг от друга в направлении вдоль окружности шины на бортовом участке кольца.
(21) Способ вулканизации шины, служащий в качестве способа бездиафрагменной вулканизации, включающий этапы помещения невулканизированной шины в форму, подачи теплоносителя внутрь невулканизированной шины и нагнетания теплоносителя к наружной стороне в радиальном направлении шины. Теплоноситель подают при расположении жесткого армирующего кольца, описанного в любом из пп. (18)-(20), по всей внутренней боковой поверхности области от участка протектора до бортового участка невулканизированной шины.
(22) Способ вулканизации шины, описанный в п. (21), дополнительно включающий этапы изготовления невулканизированной шины в сборе путем установки составляющих элементов невулканизированной шины на внешней периферии жесткого армирующего кольца, описанного в любом из пп. (18)-(20), и помещения невулканизированной шины в сборе в форму.
(23) Способ вулканизации шины, описанный в п. (22), дополнительно включающий этап помещения невулканизированной шины в сборе в форму, выполненную с возможностью разделения на множество секций.
Преимущественные эффекты изобретения
В соответствии с жестким армирующим кольцом и способом вулканизации шины, в котором используется жесткое армирующее кольцо настоящего изобретения, формовую вулканизацию выполняют с жестким армирующим кольцом, расположенным между внутренней круговой поверхностью невулканизированной шины, соответствующей участку протектора, и внешней периферийной поверхностью диафрагмы, соответствующей участку протектора, причем напряжение растяжения жесткого армирующего кольца больше, чем напряжение сжатия в направлении вдоль окружности. В результате предотвращается раздувание диафрагмы с наружной стороны, что делает возможным ограничение формы внутренней круговой поверхности шины и регулирование толщины шины в ее радиальном направлении. Кроме того, предотвращается расширение диафрагмы в радиальном направлении шины, а расширение в поперечном направлении шины увеличивается, что позволяет уменьшить толщину на участке «плеча» шины. Это дает возможность повысить точность размеров пневматической шины. Кроме того, наружный диаметр и ширину жесткого армирующего кольца можно по необходимости регулировать, что дополнительно расширяет спектр возможных решений при проектировании шины. Кроме того, жесткое армирующее кольцо можно просто использовать с существующей диафрагмой, таким образом поддерживая производительность без повышения производственных затрат. Кроме того, в данном способе вулканизации шины невулканизированную шину вулканизируют с использованием описанного выше жесткого армирующего кольца по пп. (1)-(13), таким образом повышая точность размеров и получая возможность изготавливать высококачественные пневматические шины в устойчивом режиме и при низкой себестоимости.
В соответствии с жестким армирующим кольцом и способом вулканизации шины, в котором используется жесткое армирующее кольцо второго аспекта настоящего изобретения, бездиафрагменную вулканизацию выполняют с жестким армирующим кольцом, расположенным таким образом, чтобы соприкасаться со всей внутренней боковой поверхностью области от участка протектора до бортового участка невулканизированной шины, причем напряжение растяжения жесткого армирующего кольца больше, чем напряжение сжатия в направлении вдоль окружности. В результате указанное жесткое армирующее кольцо делает форму внутренней поверхности шины превосходной и повышает точность размеров. Кроме того, жесткое армирующее кольцо может быть просто расположено на внутренней круговой поверхности невулканизированной шины, что дает возможность поддерживать требуемую производительность бездиафрагменной вулканизации. Кроме того, в данном способе вулканизации шины невулканизированную шину вулканизируют без диафрагмы с использованием описанного выше жесткого армирующего кольца по пп. (18)-(20), таким образом повышая точность размеров и получая возможность изготавливать высококачественные пневматические шины в устойчивом режиме и при низкой себестоимости.
Краткое описание чертежей
На ФИГ. 1 приведен пояснительный вид, схематично иллюстрирующий в поперечном сечении в меридиональном направлении пример варианта осуществления способа вулканизации шины, в котором используется жесткое армирующее кольцо в соответствии с настоящим изобретением.
На ФИГ. 2А и 2В приведены пояснительные виды, схематично иллюстрирующие пример варианта осуществления жесткого армирующего кольца в соответствии с настоящим изобретением. На ФИГ. 2A приведен вид в перспективе жесткого армирующего кольца, а на ФИГ. 2B - вид в перспективе, иллюстрирующий жесткое армирующее кольцо, представленное на ФИГ. 2А, с удаленной частью поверхности.
На ФИГ. 3 приведен вид в перспективе, иллюстрирующий другой пример варианта осуществления жесткого армирующего кольца в соответствии с настоящим изобретением.
На ФИГ. 4 приведен вид в поперечном сечении, схематично иллюстрирующий другой пример варианта осуществления, представленного на ФИГ. 3, в котором наружная круговая поверхность имеет другую форму.
На ФИГ. 5 приведен вид в поперечном сечении, схематично иллюстрирующий еще один пример варианта осуществления, представленного на ФИГ. 3, в котором наружная круговая поверхность имеет другую форму.
На ФИГ. 6 приведен вид в поперечном сечении, схематично иллюстрирующий еще один пример варианта осуществления, представленного на ФИГ. 3, в котором наружная круговая поверхность имеет другую форму.
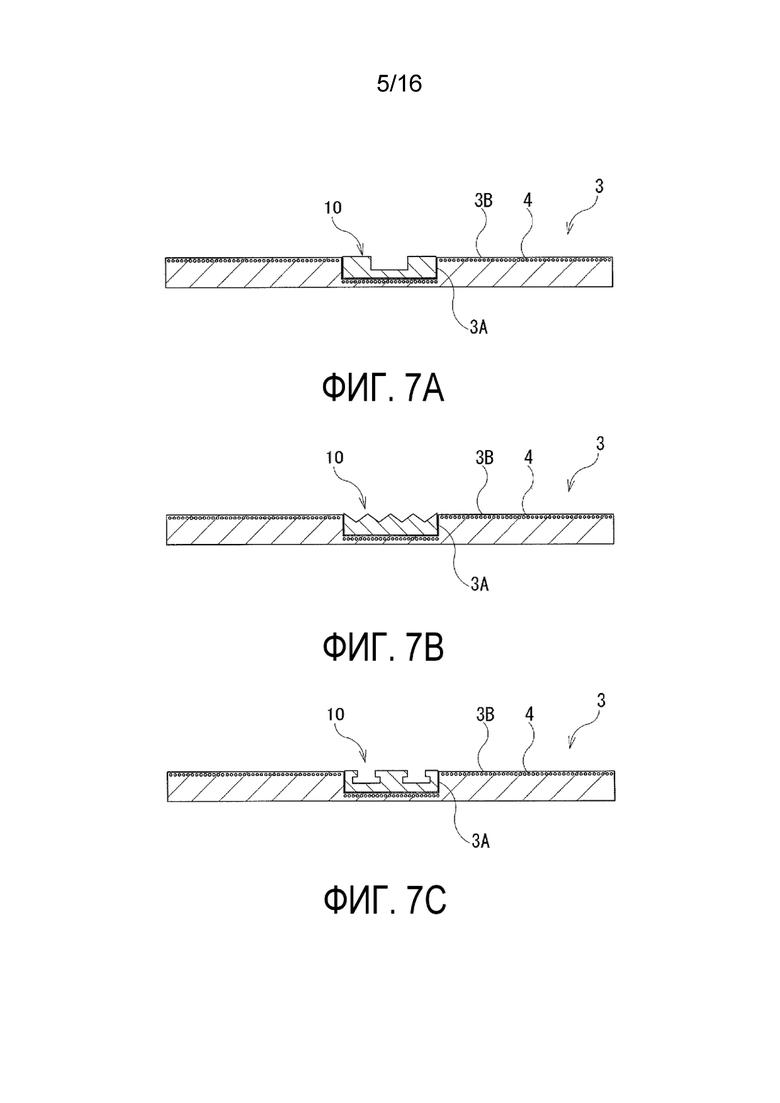
На ФИГ. 7А-7C приведены виды в поперечном сечении, схематично иллюстрирующие примеры вспомогательного кольца, установленного на наружной круговой поверхности варианта осуществления, представленного на ФИГ. 3. На ФИГ. 7А-7C приведены виды в поперечном сечении, схематично иллюстрирующие примеры, в которых наружная круговая поверхность вспомогательного кольца имеет различную форму.
На ФИГ. 8 приведен вид в перспективе, иллюстрирующий еще один пример варианта осуществления жесткого армирующего кольца в соответствии с настоящим изобретением.
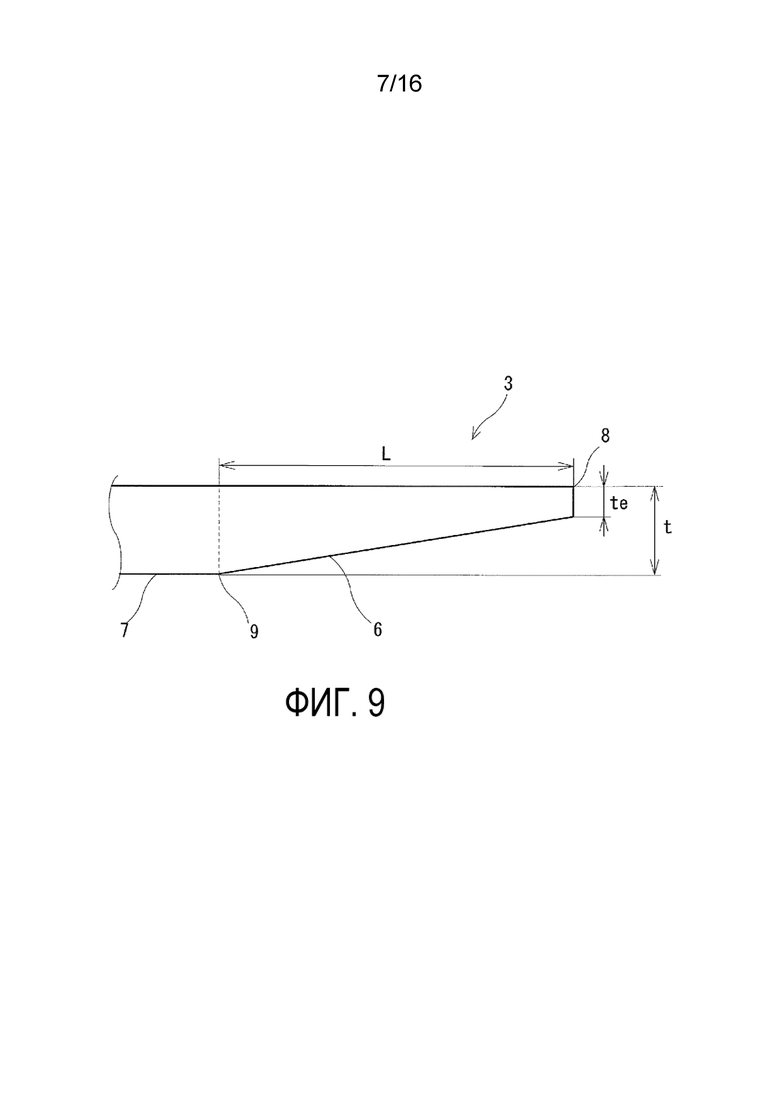
На ФИГ. 9 приведен частично увеличенный вид в поперечном сечении скошенной части жесткого армирующего кольца, изображенного на ФИГ. 8.
На ФИГ. 10А-10C приведены частичные виды в поперечном сечении, соответствующие представленному на ФИГ. 9. На ФИГ. 10A приведен вид в поперечном сечении варианта осуществления жесткого армирующего кольца со скошенной частью, армированной волокнами на внешней стороне в радиальном направлении, на ФИГ. 10B приведен вид в поперечном сечении варианта осуществления жесткого армирующего кольца с основной и скошенной частями, армированными волокнами на внешней стороне в радиальном направлении, а на ФИГ. 10C приведен вид в поперечном сечении жесткого армирующего кольца с основной и скошенной частями, армированными волокнами на внешней стороне в радиальном направлении, и скошенной частью, армированной волокнами на внутренней стороне.
На ФИГ. 11А и 11В приведены виды в перспективе, иллюстрирующие варианты осуществления жесткого армирующего кольца с удаленной частью поверхности. На ФИГ. 11A приведен вид в перспективе жесткого армирующего кольца с основной и скошенной частями, армированными волокнами на внешней стороне в радиальном направлении, а на ФИГ. 11B приведен вид в перспективе жесткого армирующего кольца с основной и скошенной частями, армированными волокнами на внешней стороне в радиальном направлении, и скошенной частью, армированной волокнами на внутренней стороне в радиальном направлении.
На ФИГ. 12А-12С приведены пояснительные виды, схематично иллюстрирующие другие примеры вариантов осуществления жесткого армирующего кольца в соответствии с настоящим изобретением. На ФИГ. 12A приведен вид в перспективе, где армирующий каркас намотан внутри в направлении вдоль окружности шины и часть поверхности жесткого армирующего кольца удалена. На ФИГ. 12В приведен вид в перспективе, где армирующая проволока проходит с внешней стороны в радиальном направлении армирующего каркаса, расположенного в направлении вдоль окружности жесткого армирующего кольца, представленного на ФИГ. 12А, и часть поверхности удалена на двух уровнях. На ФИГ. 12С приведен вид в перспективе, где армирующая проволока проходит на скошенных частях с внешних сторон в радиальном направлении армирующего каркаса, расположенного в направлении вдоль окружности жесткого армирующего кольца, представленного на ФИГ. 12А, и часть поверхности удалена на двух уровнях.
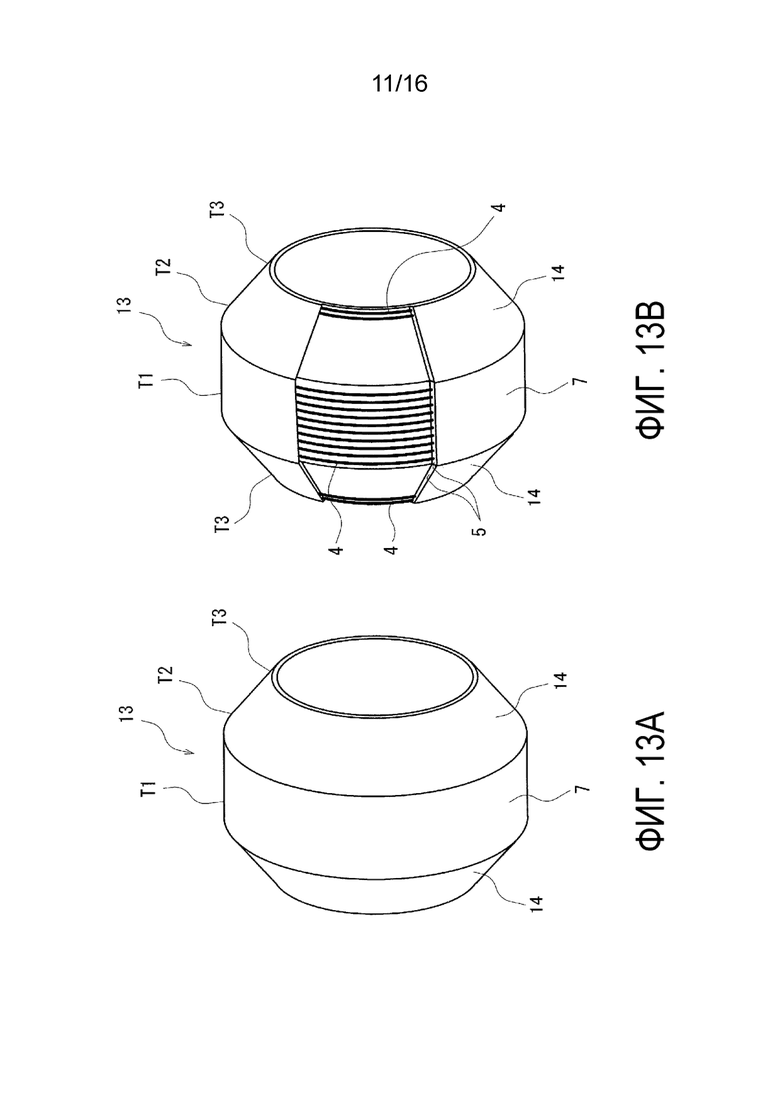
На ФИГ. 13А и 13В приведены пояснительные виды, схематично иллюстрирующие другие примеры варианта осуществления жесткого армирующего кольца в соответствии с настоящим изобретением. На ФИГ. 13A приведен вид в перспективе жесткого армирующего кольца, которое включает в себя боковые кольца, а на ФИГ. 13B приведен вид в перспективе, иллюстрирующий жесткое армирующее кольцо, представленное на ФИГ. 13А, с удаленной частью поверхности.
На ФИГ. 14 приведен вид в перспективе, соответствующий представленному на ФИГ. 13В и иллюстрирующий еще один пример варианта осуществления жесткого армирующего кольца в соответствии с настоящим изобретением.
На ФИГ. 15А-15С приведены пояснительные виды, схематично иллюстрирующие открывание и закрывание формы в процессе формовой вулканизации. На ФИГ. 15А приведен вид в поперечном сечении после помещения невулканизированной шины в форму, на ФИГ. 15B приведен вид в поперечном сечении в процессе вулканизации, а на ФИГ. 15С приведен вид в поперечном сечении в направлении экватора шины после извлечения вулканизированной шины.
На ФИГ. 16 приведен пояснительный вид, схематично иллюстрирующий в поперечном сечении в меридиональном направлении другой пример варианта осуществления способа вулканизации шины, в котором используется жесткое армирующее кольцо в соответствии с настоящим изобретением.
На ФИГ. 17 приведен вид в поперечном сечении диафрагмы, расширенной в процессе вулканизации, согласно рабочему примеру, в котором используется жесткое армирующее кольцо в соответствии с настоящим изобретением.
На ФИГ. 18 приведен вид в поперечном сечении диафрагмы, расширенной в процессе вулканизации, согласно сравнительному примеру, иллюстрирующему известный уровень техники.
Описание вариантов осуществления изобретения
Жесткое армирующее кольцо в соответствии с настоящим изобретением будет описано ниже на основании вариантов осуществления, изображенных на чертежах.
На ФИГ. 1 приведен пояснительный вид, схематично иллюстрирующий форму 1 в процессе формовой вулканизации, вулканизационную диафрагму 2 (далее - «диафрагма 2») и невулканизированную шину T. На ФИГ. 1 показано состояние, в котором невулканизированная шина Т прижата к внутренней поверхности формы 1 в результате расширения диафрагмы 2. Кроме того, невулканизированная шина Т образована участком T1 протектора, боковым участком Т2 и бортовым участком Т3.
В соответствии с настоящим изобретением жесткое армирующее кольцо 3 расположено между внутренней круговой поверхностью области невулканизированной шины Т, соответствующей участку Т1 протектора, и внешней круговой поверхностью области диафрагмы 2, соответствующей участку Т1 протектора. Жесткое армирующее кольцо 3 представляет собой кольцо цилиндрической формы, требующее, чтобы напряжение, необходимое для того, чтобы вызвать деформацию растяжения заранее определенной величины в направлении вдоль окружности кольца, было больше, чем напряжение, необходимое для того, чтобы вызвать деформацию сжатия заранее определенной величины в направлении вдоль окружности. Таким образом, жесткое армирующее кольцо 3 поддается сжатию и не поддается удлинению в направлении вдоль окружности шины.
Жесткое армирующее кольцо 3 устанавливают снаружи на внешней периферии диафрагмы 2, что делает жесткое армирующее кольцо 3 менее восприимчивым к удлинению в направлении вдоль окружности и изменениям в диаметре, когда диафрагма 2 расширяется в процессе формовой вулканизации. Это позволяет предотвратить увеличение («раздувание») наружного диаметра диафрагмы, особенно в центре на участке короны (участке протектора), по сравнению с проектными размерами шины и ограничивает периферийную форму диафрагмы 2. Таким образом, использование жесткого армирующего кольца 3 позволяет ограничить форму внутренней круговой поверхности шины, когда диафрагма 2 расширяется в процессе формовой вулканизации, регулировать толщину в радиальном направлении шины в области, соответствующей участку протектора, и повысить точность размеров. Таким образом, у жесткого армирующего кольца 3 жесткость при растяжении в направлении вдоль окружности шины предпочтительно больше, чем жесткость при растяжении в направлении вдоль окружности шины у диафрагмы 2.
Кроме того, диафрагма 2, установленная снаружи на жестком армирующем кольце 3, ограничена с точки зрения расширения в радиальном направлении шины и таким образом легко расширяется к отверстию жесткого армирующего кольца 3, т.е. в поперечном направлении шины. Это обеспечивает возможность необходимой обработки путем нагревания и приложения давления в области «плеча» невулканизированной шины, поскольку одной из причин увеличения времени вулканизации были трудности в приложении достаточного давления и в результате сравнительно поздний контакт с внутренней поверхностью формы. Таким образом, использование жесткого армирующего кольца 3 позволяет уменьшить толщину участка «плеча» шины, повысить точность размеров и сократить время вулканизации.
В дополнение к большому напряжению растяжения в направлении вдоль окружности жесткое армирующее кольцо 3 имеет небольшое напряжение сжатия в направлении вдоль окружности. На начальной стадии формовой вулканизации шины выполняют вулканизацию резиновых частей, таких как ленточный слой и каркас вблизи внутренней поверхности шины. В ходе промежуточной и последующих стадий выполняют вулканизацию по всему поперечному сечению шины, включая внутреннюю часть шины. В ходе вулканизации невулканизированной резины резина увеличивается в объеме за счет теплового расширения. В результате в процессе вулканизации по всему поперечному сечению шины на промежуточной и последующих стадиях вулканизированная резина вблизи внутренней поверхности шины, начав вулканизацию на начальной стадии за счет теплового расширения, деформируется на внутренней стороне в радиальном направлении таким образом, что длина окружности полости шины уменьшается. Таким образом, длина окружности жесткого армирующего кольца 3, которая увеличилась за счет теплового расширения диафрагмы 2 на начальной стадии формовой вулканизации, должна быть уменьшена на промежуточной и последующих стадиях. Жесткое армирующее кольцо 3 в соответствии с настоящим изобретением имеет небольшое напряжение сжатия в направлении вдоль окружности, что позволяет жесткому армирующему кольцу 3 следовать за поведением вулканизированной резины на промежуточной и последующих стадиях и предотвращать возникновение брака, например прогиба.
На ФИГ. 2А и 2В приведены пояснительные виды, схематично иллюстрирующие пример варианта осуществления жесткого армирующего кольца 3 в соответствии с настоящим изобретением. Как показано на ФИГ. 2А и 2В, жесткое армирующее кольцо 3 представляет собой цилиндрическое кольцо. Хотя к его размерам не применяются особые ограничения, предпочтительно наружный диаметр кольца по существу равен внутреннему диаметру вулканизированной шины, а ширина кольца по существу равна ширине участка протектора вулканизированной шины. Это дает возможность регулировать форму области, соответствующей участку протектора шины, на внутренней стороне в радиальном направлении.
Следует отметить, что, хотя на ФИГ. 2А изображено жесткое армирующее кольцо 3, имеющее цилиндрическую форму с равномерным наружным диаметром в поперечном направлении шины, значения наружного диаметра жесткого армирующего кольца 3 не ограничиваются изображенным в данном примере. Например, при производстве пневматической шины, конструкция которой предусматривает наличие в поперечном сечении шины внутреннего линейного края по окружности, жесткое армирующее кольцо 3, изображенное на ФИГ. 2А, может использоваться без изменений. С другой стороны, при производстве пневматической шины, конструкция которой предусматривает наличие в поперечном сечении шины внутреннего края в виде дуги по окружности, наружный диаметр жесткого армирующего кольца 3 может изменяться в поперечном направлении шины в соответствии с формой запроектированной дуги. Таким образом, форма жесткого армирующего кольца 3 может определяться формой поперечного сечения проектируемой шины. Это позволяет дополнительно расширить спектр возможных решений при проектировании шины.
Конфигурация жесткого армирующего кольца 3 не имеет особых ограничений при условии, что напряжение растяжения в направлении вдоль окружности больше, чем напряжение сжатия. Например, жесткое армирующее кольцо 3 предпочтительно является кольцом, которое получают путем покрытия армирующего каркаса невулканизированной резиной 5 и последующей вулканизации армирующего каркаса с покрытием, как показано на ФИГ. 3. В такой конфигурации армирующий каркас получают путем намотки переплетенной армирующей проволоки 4 по меньшей мере в направлении вдоль окружности шины. В случае выполнения жесткого армирующего кольца 3 с использованием вулканизированной резины, изготовленной с помощью переплетенной армирующей проволоки, напряжение растяжения в направлении вдоль окружности увеличивается, а напряжение сжатия в направлении вдоль окружности уменьшается. Кроме того, жесткое армирующее кольцо 3 предпочтительно выполняют таким образом, чтобы оно не прилипало к невулканизированной резине или диафрагме. Это позволяет обеспечить превосходную извлекаемость вулканизированной шины. Кроме того, жесткое армирующее кольцо 3 можно легко отделить и снять с внутренней стороны вулканизованной шины, извлеченной из формы 1.
Примеры армирующей проволоки 4, составляющей жесткое армирующее кольцо 3, включают корды из органических волокон и корды из стали. Примеры кордов из органических волокон включают корды из полиэфирных, полиамидных, вискозных, арамидных, полиэтиленнафталатных, полиолефинкетоновых и акриловых волокон. Витая структура этих волоконных кордов может определяться особенностями использования с учетом достижения предварительно заданного напряжения растяжения и напряжения сжатия в сформированном жестком армирующем кольце 3. Кроме того, армирующий каркас образован путем спиральной намотки армирующей проволоки 4 в направлении вдоль окружности шины при приложении соответствующего натяжения к армирующей проволоке 4. Напряжение растяжения в направлении вдоль окружности жесткого армирующего кольца 3 может регулироваться витой структурой армирующей проволоки 4 и ее натяжением во время намотки.
Жесткое армирующее кольцо 3 получают путем расположения армирующего каркаса, образованного описанной выше армирующей проволокой 4, между слоями невулканизированной резины 5 и покрытия его таким слоем с последующей вулканизацией армирующего каркаса с покрытием. Что касается способа нанесения покрытия из невулканизированной резины 5, на армирующую проволоку 4 может быть заранее нанесено покрытие из невулканизированной резины, после чего армирующая проволока 4 с покрытием может быть намотана по спирали в направлении вдоль окружности шины.
Кроме того, резиновые компоненты, составляющие жесткое армирующее кольцо 3, не имеют особых ограничений: это могут быть резиновые компоненты, которые обычно составляют каучуковую композицию вулканизационной диафрагмы или каучуковую композицию шины. Примеры резиновых компонентов включают бутилкаучук, кремнийорганический каучук, фторкаучук, натуральный каучук, изопреновый каучук, бутадиеновый каучук и бутадиен-стирольный каучук.
Толщина жесткого армирующего кольца 3 не имеет особых ограничений, но предпочтительно составляет от 1 до 10 мм и более предпочтительно от 2 до 7 мм. Если толщина жесткого армирующего кольца 3 составляет менее 1 мм, оно не сможет надлежащим образом выполнять функцию регулирования формы внутренней круговой поверхности шины в процессе формовой вулканизации. Кроме того, если толщина жесткого армирующего кольца 3 превышает 10 мм, оно не сможет надлежащим образом выполнять функцию уменьшения длины окружности на промежуточной и последующих стадиях формовой вулканизации. Кроме того, оптимальная толщина жесткого армирующего кольца 3 варьируется в зависимости от формы, размера и т.п. вулканизируемой шины.
Может возникнуть необходимость в нанесении на внутреннюю поверхность шины определенного узора. Например, может возникнуть необходимость в формировании на внутренней поверхности шины ребер, проходящих в направлении вдоль окружности шины, для повышения продольной устойчивости в процессе эксплуатации или необходимость в формировании на внутренней поверхности шины платформы для установки информационного устройства, датчика и т.п. Известные способы нанесения узора на внутреннюю поверхность шины включают формирование углублений и выступов на наружной поверхности диафрагмы и перенесение формы углублений и выступов на внутреннюю поверхность шины; однако диафрагма представляет собой эластичный резиновый мешок, что затрудняет нанесение требуемого узора на внутреннюю поверхность шины. Кроме того, хотя имеется возможность использовать жесткое внутреннее кольцо в качестве внутренней формы, формировать углубления и выступы на наружной поверхности этого жесткого внутреннего кольца и переносить форму углублений и выступов на внутреннюю поверхность шины, устройство вулканизации, которое включает в себя указанное жесткое внутреннее кольцо, имеет недостатки, связанные с малой эксплуатационной гибкостью и высокими затратами на оборудование.
В соответствии с настоящим изобретением, как показано на ФИГ. 3, углубления 3A и выступы 3B расположены на внешней круговой поверхности жесткого армирующего кольца 3, что позволяет наносить узор различной формы на внутреннюю поверхность шины. Углубления 3A и выступы 3B могут располагаться непрерывно или прерывисто на внешней круговой поверхности жесткого армирующего кольца 3. Предпочтительно, углубления 3A и выступы 3B проходят непрерывно в направлении вдоль окружности жесткого армирующего кольца 3.
На ФИГ. 4-6 приведены виды в поперечном сечении, схематично иллюстрирующие примеры углублений 3А и выступов 3В на жестком армирующем кольце 3, которые имеют различную форму поперечного сечения. В жестком армирующем кольце 3 на ФИГ. 4 углубления 3А и выступы 3В расположены попеременно, причем каждый из них имеет по существу одинаковую ширину. В жестком армирующем кольце 3 на ФИГ. 5 имеются углубления 3A и выступы 3B, причем углубления 3А имеют различную глубину и ширину. Кроме того, внешняя круговая поверхность жесткого армирующего кольца 3 на ФИГ. 6 включает в себя по существу такие же углубления 3A и выступы 3В, как у жесткого армирующего кольца 3 на ФИГ. 5, но диаметр внутренней круговой поверхности варьируется. В результате толщина t1 области жесткого армирующего кольца 3 в центре в поперечном направлении отличается от толщины t2 области жесткого армирующего кольца 3 с внешней стороны в поперечном направлении. Толщина жесткого армирующего кольца 3 на ФИГ. 6 от нижней части множества углублений 3А до внутренней круговой поверхности жесткого армирующего кольца 3 является по существу одинаковой, поэтому давление, прилагаемое при расширении диафрагмы, по существу равномерно передается невулканизированной шине. Кроме того, жесткое армирующее кольцо 3 в целом тоньше, благодаря чему уменьшаются задержки в передаче тепла от диафрагмы к невулканизированной шине, что позволяет избежать увеличения времени вулканизации.
Кроме того, в качестве способа, позволяющего нанесение различных узоров, возможна установка вспомогательного кольца 10 в углубления 3А жесткого армирующего кольца 3, как показано на ФИГ. 7А-7С. При формовой вулканизации невулканизированной шины Т вспомогательное кольцо 10, заменяемое в соответствии с различными формами узоров, устанавливается в углубления 3А жесткого армирующего кольца 3 на время использования, позволяя без труда наносить требуемый узор на внутреннюю круговую поверхность невулканизированной шины. Вспомогательное кольцо 10, изображенное на ФИГ. 7A, включает в себя другое углубление. Вспомогательное кольцо 10, изображенное на ФИГ. 7B, включает в себя наружную круговую поверхность зигзагообразной формы. Вспомогательное кольцо 10, изображенное на ФИГ. 7C, включает в себя углубления с широкой нижней частью. Использование такого вспомогательного кольца 10 позволяет формировать на внутренней поверхности шины в процессе вулканизации компонент для прикрепления детали, датчика и т.п.
Жесткое армирующее кольцо 3 в соответствии с настоящим изобретением позволяет делать толщину концевого участка в поперечном направлении шины меньше толщины центральной области, и скошенная часть 6 предпочтительно предусмотрена от предварительно заданного положения вблизи концевого участка в поперечном направлении к концевому участку с постепенным уменьшением толщины. То есть, как показано на ФИГ. 8, жесткое армирующее кольцо 3 может включать в себя основную часть 7 и скошенную часть 6, расположенную по обе стороны от основной части 7. Основная часть 7 имеет по существу постоянную толщину t в центре жесткого армирующего кольца 3 в поперечном направлении. Скошенная часть 6 расположена по обе стороны от основной части 7 и выполнена таким образом, что ее толщина постепенно становится меньше толщины t основной части от внутреннего концевого участка 9, который соприкасается с основной частью 7, к наружному концевому участку 8 в поперечном направлении жесткого армирующего кольца 3. Обеспечение скошенных частей 6 на жестком армирующем кольце 3 позволяет сократить изменения формы на внутренней круговой поверхности шины на границах концевых участков жесткого армирующего кольца 3. Таким образом, при вулканизации невулканизированной шины Т скошенные части 6 позволяют уменьшить размер выступа, образующегося на границе между областью внутренней круговой поверхности шины, которая соприкасается с жестким армирующим кольцом 3, и областью внутренней круговой поверхности шины, которая соприкасается с диафрагмой 2.
На ФИГ. 9 приведен увеличенный вид в поперечном сечении скошенной части 6 и участка основной части 7 жесткого армирующего кольца 3. На ФИГ. 9 толщина te наружного концевого участка 8 скошенной части 6 предпочтительно не превышает половину толщины t основной части 7 жесткого армирующего кольца 3. Обеспечение толщины te наружного концевого участка 8 скошенной части 6, не превышающей половину толщины t основной части 7, позволяет придать превосходный внешний вид внутренней круговой поверхности вулканизированной шины, устранить такие проблемы, как динамическая усталость в процессе эксплуатации, и обеспечить достаточный срок службы жесткого армирующего кольца 3 при его многократном использовании в процессе формовой вулканизации. Таким образом удается устранить такие проблемы, как динамическая усталость в процессе эксплуатации шины, что позволяет производить более высококачественные шины. Толщина te наружного концевого участка 8 скошенной части 6 предпочтительно составляет от 1/6 до 1/2 и более предпочтительно от 1/5 до 1/3 толщины t основной части 7.
Кроме того, в настоящем изобретении расстояние L от наружного концевого участка 8 до внутреннего концевого участка 9 скошенной части 6 предпочтительно удовлетворяет соотношению t ≤ L ≤ 6t и более предпочтительно удовлетворяет соотношению 2t ≤ L ≤ 5t, где t - толщина основной части 7. Обеспечение расстояния L, равного t или превышающего его, позволяет обеспечить плавный наклон и отсутствие ступенчатых переходов. Кроме того, обеспечение расстояния L, равного 6t или менее, позволяет улучшить точность формы участка короны (участка протектора) и способствует передаче давления и тепла к участку «плеча». Кроме того, наружный концевой участок 8 скошенной части 6 служит в качестве наружного концевого участка жесткого армирующего кольца 3 в поперечном направлении, а внутренний концевой участок 9 скошенной части 6 служит в качестве границы с основной частью 7. Размеры скошенной части 6 могут определяться в соответствии с типом, формой шины и т.п.
Конфигурация жесткого армирующего кольца 3 не имеет особых ограничений при условии, что напряжение растяжения в направлении вдоль окружности больше, чем напряжение сжатия. Примеры материалов, из которых состоит жесткое армирующее кольцо 3, включают вулканизированные каучуки, смолы и т.п. Толщина t основной части 7 жесткого армирующего кольца 3 не имеет особых ограничений, но предпочтительно составляет от 1 до 10 мм и более предпочтительно от 2 до 7 мм. Если толщина основной части 7 жесткого армирующего кольца 3 составляет менее 1 мм, оно не сможет надлежащим образом выполнять функцию регулирования формы внутренней круговой поверхности шины в процессе формовой вулканизации. Кроме того, если толщина основной части 7 жесткого армирующего кольца 3 превышает 10 мм, оно не сможет надлежащим образом выполнять функцию уменьшения длины окружности на промежуточной и последующих стадиях формовой вулканизации. Кроме того, оптимальная толщина основной части 7 варьируется в зависимости от формы, размера и т.п. вулканизируемой шины.
Кроме того, в жестком армирующем кольце 3 предпочтительно по меньшей мере скошенная часть 6 армирована волокнами. Армирование волокнами скошенной части 6 позволяет повысить прочность (количество использований жесткого армирующего кольца 3 при формовой вулканизации) жесткого армирующего кольца 3. В частности, если скошенная часть 6 тонкая относительно толщины t в центральной части, то при извлечении жесткого армирующего кольца 3 из вулканизованной шины после вулканизации невулканизированной шины Т скошенная часть 6 может разорваться или повредиться, что делает жесткое армирующее кольцо 3 более восприимчивым к повреждениям. Таким образом, армирование волокнами скошенной части 6 повышает прочность жесткого армирующего кольца 3. Армирование волокнами скошенной части 6 можно выполнять путем прикрепления волокнистого армирующего материала к поверхности жесткого армирующего кольца 3 на внешней или внутренней стороне в радиальном направлении или путем внедрения скошенной части 6 в резину, составляющую жесткое армирующее кольцо 3.
На ФИГ. 10А-10C приведены виды в поперечном сечении, на которых скошенная часть 6 частично увеличена. На ФИГ. 10А-10C по меньшей мере скошенная часть 6 армирована волокнами. В варианте осуществления, показанном на ФИГ. 10A, внешние стороны в радиальном направлении скошенной части 6 и участок основной части 7 усилены волокнистым армирующим материалом 11. В варианте осуществления, показанном на ФИГ. 10B, вся область в поперечном направлении, т.е. внешняя сторона в радиальном направлении по всей ширине скошенной части 6 и основная часть 7 армированы волокнистым армирующим материалом 11. В варианте осуществления, показанном на ФИГ. 10C, внутренние стороны в радиальном направлении скошенной части 6 и участок основной части 7 усилены волокнистым армирующим материалом 11 в дополнение к варианту осуществления, изображенному на ФИГ. 10В. Следует отметить, что диапазон армирования волокнами не имеет особых ограничений и не ограничивается описанными выше примерами при условии, что диапазон включает по меньшей мере скошенную часть 6. Кроме того, диапазон может включать обе стороны с внешней и внутренней стороны в радиальном направлении жесткого армирующего кольца 3, одну сторону с внешней стороны в радиальном направлении или одну сторону с внутренней стороны в радиальном направлении. Диапазон армирования волокнами и волокнистый армирующий материал 11 могут определяться в соответствии с типом и формой вулканизируемой шины, которые определяют простоту извлечения шины после вулканизации, состояние выступающих секций, выполненных на шине, и т.п.
Кроме того, на ФИГ. 11А и 11В приведены схематичные виды в перспективе всего жесткого армирующего кольца 3, в котором по меньшей мере скошенная часть 6 армирована волокнами, а часть внешней поверхности удалена. В варианте осуществления, показанном на ФИГ. 11A, внешние стороны в радиальном направлении скошенной части 6 и участок основной части 7 усилены волокнистым армирующим материалом 12. В варианте осуществления, показанном на ФИГ. 11B, вся область в поперечном направлении, т.е. внешняя сторона в радиальном направлении по всей ширине скошенной части 6 и основная часть 7 армированы волокнистым армирующим материалом 12.
Примеры используемых волокнистых армирующих материалов 11, 12 включают полиэфирные, полиамидные, вискозные, арамидные, полиэтиленнафталатные, полиолефинкетоновые и акриловые волокна. Следует отметить, что волокнистые армирующие материалы 11, 12 могут представлять собой нить или ткань, и направление волокон не ограничено. Примеры способа армирования волокнами включают способ наложения слоя ткани, пропитанной каучуком, на жесткое армирующее кольцо 3 и выполнения вулканизации. Волокно, составляющее волокнистые армирующие материалы 11, 12, предпочтительно образует угол 30° или более, более предпочтительно от 30° до 60° к направлению вдоль окружности жесткого армирующего кольца. Это позволяет эффективно усилить соединение между скошенной частью 6 и основной частью 7.
В настоящем изобретении жесткое армирующее кольцо 3, которое включает в себя скошенную часть 6, предпочтительно дополнительно включает в себя армирующую проволоку 4, намотанную в направлении вдоль окружности шины, как показано на ФИГ. 12А-12С. На ФИГ. 12А-12С приведены схематичные виды в перспективе, иллюстрирующие варианты осуществления жесткого армирующего кольца 3 с удаленной частью внешней поверхности и частью слоев с его внутренней стороны. В жестком армирующем кольце 3, показанном на ФИГ. 12А, армирующий каркас, полученный путем намотки переплетенной армирующей проволоки 4 в направлении вдоль окружности шины, внедрен в основную часть 7. В примере, показанном на ФИГ. 12А, внутренний концевой участок 9 скошенной части 6 расположен на внешней стороне в поперечном направлении армирующей проволоки 4. Тем не менее положение внутреннего концевого участка 9 не ограничивается указанным в этом примере и может перекрываться в поперечном направлении слоем армирующего каркаса, образованного армирующей проволокой 4. На ФИГ. 12В приведен вид в перспективе жесткого армирующего кольца 3 в варианте осуществления, в котором внешние стороны в радиальном направлении основной части 7 и скошенных частей 6, представленные на ФИГ. 12А, армированы волокнистым армирующим материалом 12, ориентированным в поперечном направлении кольца. На ФИГ. 12C приведен вид в перспективе жесткого армирующего кольца 3 в варианте осуществления, в котором внешние стороны в радиальном направлении скошенных частей 6 и участок основной части 7, представленные на ФИГ. 12А, армированы волокнистым армирующим материалом 12, ориентированным в поперечном направлении кольца. Волокнистый армирующий материал 12 также можно использовать в сочетании с армирующим каркасом, в котором используется армирующая проволока 4, как показано на ФИГ. 12В и 12С. Сочетание волокнистого армирующего материала 12 с армирующим каркасом, в котором используется армирующая проволока 4, позволяет дополнительно повысить прочность жесткого армирующего кольца 3. Следует отметить, что диапазон армирования волокнами не имеет особых ограничений.
Жесткое армирующее кольцо в соответствии с настоящим изобретением может быть выполнено в виде жесткого армирующего кольца 13, которое включает в себя боковые кольца 14 с обеих сторон в поперечном направлении основной части 7, имеющей форму цилиндрического кольца. Боковое кольцо 14 может иметь форму полого усеченного конуса, открытого с обеих сторон. Боковое кольцо 14 предпочтительно проходит от участка Т1 протектора невулканизированной шины таким образом, чтобы соприкасаться со всей внутренней боковой поверхностью области, соответствующей бортовому участку T3. Таким образом, жесткое армирующее кольцо 13 представляет собой кольцо, расположенное таким образом, чтобы соприкасаться со всей внутренней боковой поверхностью области от участка Т1 протектора до бортового участка T3 невулканизированной шины T. На участке Т1 протектора и бортовом участке Т3 указанного кольца напряжение, необходимое для того, чтобы вызвать деформацию растяжения заранее определенной величины в направлении вдоль окружности, больше, чем напряжение, необходимое для того, чтобы вызвать деформацию сжатия заранее определенной величины в направлении вдоль окружности.
На ФИГ. 16 приведен пояснительный вид, схематично иллюстрирующий форму 1, жесткое армирующее кольцо 13 и невулканизированную шину T в процессе бездиафрагменной вулканизации. На ФИГ. 16 показано состояние, в котором невулканизированная шина Т прижата к внутренней поверхности формы 1 в результате подачи теплоносителя М. Кроме того, невулканизированная шина Т образована участком T1 протектора, боковым участком Т2 и бортовым участком Т3.
В этом варианте осуществления невулканизированная шина Т принимает форму, близкую к форме шины после вулканизации, и жесткое армирующее кольцо 13 расположено таким образом, чтобы соприкасаться со всей внутренней боковой поверхностью области от участка Т1 протектора до бортового участка T3 невулканизированной шины T. В жестком армирующем кольце 13 напряжение, необходимое для того, чтобы вызвать деформацию растяжения заранее определенной величины в направлении вдоль окружности, больше, чем напряжение, необходимое для того, чтобы вызвать деформацию сжатия заранее определенной величины в направлении вдоль окружности. Таким образом, жесткое армирующее кольцо 13 поддается сжатию и не поддается удлинению в направлении вдоль окружности шины. Кроме того, жесткое армирующее кольцо 13 воздухонепроницаемо при высокой температуре и высоком давлении, и, таким образом, невулканизированная шина прижимается к внутренней поверхности формы с внешней стороны в радиальном направлении шины при подаче теплоносителя в ходе бездиафрагменной вулканизации, и происходит вулканизация.
Использование жесткого армирующего кольца 13 в ходе бездиафрагменной вулканизации позволяет обеспечить превосходную форму внутренней стороны шины. Кроме того, можно повысить точность размеров шины в области от участка протектора до бортового участка.
В дополнение к большому напряжению растяжения в направлении вдоль окружности жесткое армирующее кольцо 13 имеет небольшое напряжение сжатия в направлении вдоль окружности. На начальной стадии формовой вулканизации шины выполняют вулканизацию резиновых частей, таких как ленточный слой и каркас вблизи внутренней поверхности шины. В ходе промежуточной и последующих стадий выполняют вулканизацию по всему поперечному сечению шины, включая внутреннюю часть шины. В ходе вулканизации невулканизированной резины резина увеличивается в объеме за счет теплового расширения. В результате в процессе вулканизации по всему поперечному сечению шины на промежуточной и последующих стадиях вулканизированная резина вблизи внутренней поверхности шины, начав вулканизацию на начальной стадии за счет теплового расширения, деформируется на внутренней стороне в радиальном направлении таким образом, что длина окружности полости шины уменьшается. Таким образом, длина окружности жесткого армирующего кольца 2, которая увеличилась на начальной стадии формовой вулканизации, должна быть уменьшена на промежуточной и последующих стадиях. Жесткое армирующее кольцо 13 в соответствии с настоящим изобретением имеет небольшое напряжение сжатия в направлении вдоль окружности, что позволяет жесткому армирующему кольцу 3 следовать за поведением вулканизированной резины на промежуточной и последующих стадиях и предотвращать возникновение брака, например прогиба.
Форма жесткого армирующего кольца 13 не имеет особых ограничений при условии, что она соответствует форме кольца, соприкасающегося со всей внутренней боковой поверхностью области от участка протектора до бортового участка невулканизированной шины. Предпочтительно форма представляет собой цилиндрическое кольцо в области, которая соприкасается с внутренней стороной участка T1 протектора, и кольцо, имеющее форму полого усеченного конуса, открытого с обеих сторон, в области, которая соприкасается с внутренней стороной от бокового участка Т2 до бортового участка T3.
На ФИГ. 13А и 13В приведены пояснительные виды, схематично иллюстрирующие пример варианта осуществления жесткого армирующего кольца 13. Как показано на ФИГ. 13А и 13В, жесткое армирующее кольцо 13 представляет собой цилиндрическое кольцо, обе стороны которого имеют уменьшающийся диаметр. Таким образом, жесткое армирующее кольцо 13 имеет комбинированную форму цилиндрического кольца и колец, имеющих форму полого усеченного конуса, соединенных с цилиндрическим кольцом с обеих сторон. Хотя размеры жесткого армирующего кольца 13 не имеют особых ограничений, наружный диаметр кольца предпочтительно по существу равен внутреннему диаметру вулканизованной шины. Это позволяет регулировать форму внутренней стороны в радиальном направлении области от участка протектора до бортового участка шины.
Хотя на ФИГ. 13А изображено жесткое армирующее кольцо 3, имеющее цилиндрическую форму с равномерным наружным диаметром в области, соответствующей участку протектора в поперечном направлении, значения наружного диаметра участка протектора, т.е. основной части 7, жесткого армирующего кольца 13 не ограничиваются изображенным в данном примере. Например, при производстве пневматической шины, конструкция которой предусматривает наличие на участке протектора внутреннего линейного края по окружности, жесткое армирующее кольцо 13, изображенное на ФИГ. 13А, может использоваться без изменений. С другой стороны, при производстве пневматической шины, конструкция которой предусматривает наличие на участке протектора внутреннего края в виде дуги по окружности, наружный диаметр жесткого армирующего кольца 13 может изменяться в поперечном направлении шины в соответствии с формой запроектированной дуги. Боковое кольцо 14, соответствующее области от бокового участка до бортового участка, может быть выполнено аналогичным образом. Таким образом, форма жесткого армирующего кольца 13, сформированного основной частью 7 и боковыми кольцами 14, может определяться формой поперечного сечения проектируемой шины. Это позволяет дополнительно расширить спектр возможных решений при проектировании шины.
Конфигурация жесткого армирующего кольца 13 не имеет особых ограничений при условии, что напряжение растяжения в направлении вдоль окружности больше, чем напряжение сжатия. Например, жесткое армирующее кольцо 13, изображенное на ФИГ. 13В, предпочтительно является кольцом, которое получают путем покрытия армирующего каркаса невулканизированной резиной 5 и последующей вулканизации армирующего каркаса с покрытием. В такой конфигурации армирующий каркас получают путем намотки переплетенной армирующей проволоки 4 по меньшей мере в направлении вдоль окружности шины на участке Т1 протектора и на бортовом участке Т3. В конфигурации, в которой жесткое армирующее кольцо 3 выполнено с армирующей проволокой 4, внедренной в участок T1 протектора и бортовой участок Т3, можно увеличить напряжение растяжения в направлении вдоль окружности и уменьшить напряжение сжатия в направлении вдоль окружности. Кроме того, жесткое армирующее кольцо 13 представляет собой кольцо, изготовленное из вулканизированной резины, и его можно легко отделить и снять с внутренней стороны вулканизованной шины, извлеченной из формы 1, благодаря тому, что оно не прилипает ни к невулканизированной, ни к вулканизированной резине.
Кроме того, армирующий каркас образован путем спиральной намотки армирующей проволоки 4 в направлении вдоль окружности шины при приложении соответствующего натяжения к армирующей проволоке 4 в областях, соответствующих участку Т1 протектора и бортовому участку Т3. Плотность армирующей проволоки 4 может определяться напряжением растяжения в направлении вдоль окружности, а плотности проволоки на участке T1 протектора и бортовом участке T3 могут быть одинаковыми или разными.
Жесткое армирующее кольцо 13, изображенное на ФИГ. 14, предпочтительно расположено в области, соответствующей бортовому участку T3 со множеством волокнистых армирующих материалов 12, проходящих в радиальном направлении шины и отстоящих друг от друга в направлении вдоль окружности шины. Таким образом, лист невулканизированной резины, полученный путем выравнивания и нанесения резинового покрытия на волокнистый армирующий материал 12, может быть уложен слоем так, что волокнистый армирующий материал 12 будет проходить в радиальном направлении шины, либо волокнистый армирующий материал 12, имеющий структуру кордной ткани, может быть внедрен в бортовой участок T3. При таком расположении волокнистого армирующего материала 12, проходящего в радиальном направлении вместе с армирующей проволокой 4, намотанной в направлении вдоль окружности, жесткость бортового участка T3 жесткого армирующего кольца 3 увеличивается, что позволяет более эффективно прижать бортовой участок невулканизированной шины при выполнении бездиафрагменной вулканизации и таким образом повысить прочность жесткого армирующего кольца 13. Плотность корда волокнистого армирующего материала 12 может определяться в соответствии с требуемой прочностью бортового участка. Следует отметить, что типы и структуры армирующей проволоки 4, намотанной в направлении вдоль окружности, и волокнистого армирующего материала 12, проходящего в радиальном направлении, могут быть одинаковыми или разными.
Примеры армирующей проволоки 4 и волокнистого армирующего материала 12, составляющих жесткое армирующее кольцо 13, включают корды из органических волокон и корды из стали. Примеры кордов из органических волокон включают корды из полиэфирных, полиамидных, вискозных, арамидных, полиэтиленнафталатных, полиолефинкетоновых и акриловых волокон. Витая структура этих волоконных кордов может определяться особенностями использования с учетом достижения предварительно заданного напряжения растяжения и напряжения сжатия или предварительно заданной прочности в сформированном жестком армирующем кольце 13. Напряжение растяжения жесткого армирующего кольца 13 в направлении вдоль окружности может регулироваться витой структурой армирующей проволоки 4 и натяжением во время спиральной намотки армирующей проволоки 4 в направлении вдоль окружности.
Жесткое армирующее кольцо 13 получают путем расположения армирующего каркаса, образованного описанными выше армирующей проволокой 4 и армирующим материалом 12, между слоями невулканизированной резины 5 и покрытия его таким слоем с последующей вулканизацией армирующего каркаса с покрытием. Что касается способа нанесения покрытия из невулканизированной резины 5, можно заранее подготовить резиновую полосу путем нанесения покрытия из невулканизированной резины на армирующую проволоку 4 и намотать ее по спирали в направлении вдоль окружности шины.
Кроме того, резиновые компоненты, составляющие жесткое армирующее кольцо 13, не имеют особых ограничений: это могут быть резиновые компоненты, которые обычно составляют каучуковую композицию шины. Примеры резиновых компонентов включают натуральный каучук, изопреновый каучук, бутадиеновый каучук и бутадиен-стирольный каучук.
Толщина жесткого армирующего кольца 13 не имеет особых ограничений, но предпочтительно составляет от 1 до 10 мм и более предпочтительно от 2 до 5 мм. Если толщина жесткого армирующего кольца 13 составляет менее 1 мм, оно не сможет надлежащим образом выполнять функцию регулирования формы внутренней круговой поверхности шины в процессе формовой вулканизации. Кроме того, если толщина жесткого армирующего кольца 13 превышает 10 мм, оно не сможет надлежащим образом выполнять функцию уменьшения длины окружности на промежуточной и последующих стадиях формовой вулканизации.
Далее будет описан способ вулканизации пневматических шин с использованием жестких армирующих колец 3, 13. Жесткие армирующие кольца 3, 13 можно просто использовать вместе с существующей диафрагмой 2 и подвергнуть формовой вулканизации для поддержания уровня производительности без повышения производственных затрат. Кроме того, жесткое армирующее кольцо 13 можно использовать при бездиафрагменной вулканизации, что позволяет обеспечить превосходную форму внутренней поверхности шины и повысить точность размеров при поддержании высокой производительности путем простого размещения жесткого армирующего кольца 13 на внутренней круговой поверхности невулканизированной шины.
Согласно способу вулканизации шины в соответствии с настоящим изобретением, как показано на ФИГ. 1, формовую вулканизацию выполняют путем помещения невулканизированной шины T в форму 1 и расширения диафрагмы 2, при этом описанное выше жесткое армирующее кольцо 3 расположено между внутренней круговой поверхностью области невулканизированной шины Т, соответствующей участку Т1 протектора, и внешней круговой поверхностью диафрагмы 2. При установке жесткого армирующего кольца 3 снаружи вокруг внешней периферии диафрагмы 2, как описано выше, форма внутренней круговой стороны шины регулируется периферийной формой жесткого армирующего кольца 3, и к участку «плеча» невулканизированной шины может эффективно прилагаться давление.
Согласно способу вулканизации в соответствии с настоящим изобретением невулканизированная шина в сборе может быть получена путем установки составляющих элементов невулканизированной шины Т на внешней периферии жесткого армирующего кольца 3, а затем помещения в форму 1. Это позволяет надежно расположить жесткое армирующее кольцо 3 на внутренней круговой поверхности области невулканизированной шины Т, соответствующей участку Т1 протектора, а также дополнительно повысить точность размеров шины.
Кроме того, в другом варианте осуществления невулканизированная шина в сборе может быть изготовлена путем предварительного формования невулканизированной шины T с использованием обычного способа и введения жесткого армирующего кольца 3 в полость полученной невулканизированной шины Т, после чего невулканизированная шина в сборе может быть помещена в форму 1. Это позволяет упростить изготовление невулканизированной шины в сборе.
В качестве формы, в которую помещают полученную невулканизированную шину в сборе, предпочтительно можно использовать форму, выполненную с возможностью разделения на множество секций, как показано на ФИГ. 15А-15С. На ФИГ. 15А-15С приведены пояснительные виды, схематично иллюстрирующие открывание и закрывание формы в процессе вулканизации, как виды в поперечном сечении в направлении экватора шины. На ФИГ. 15А приведен вид в поперечном сечении формы 1, невулканизированной шины Т и жесткого армирующего кольца 3 в направлении экватора шины после помещения невулканизированной шины в форму, на ФИГ. 15B приведен вид в поперечном сечении этих же компонентов в процессе вулканизации, а на ФИГ. 15С приведен вид в поперечном сечении этих же компонентов после извлечения вулканизированной шины. Следует отметить, что на ФИГ. 15А-15С диафрагма не изображена.
Как показано на ФИГ. 15A, использование секционной формы 1, выполненной с возможностью разделения на множество секций, облегчает помещение невулканизированной шины в сборе, имеющей по существу тот же диаметр, что и вулканизированная шина, в форму 1. Число секций в такой секционной форме может определяться формой и размером шины.
Пневматическая шина, полученная способом вулканизации шины в соответствии с настоящим изобретением, имеет точность размеров, близкую к расчетному значению, что позволяет более надежно достигать желаемых характеристик шины. Например, пневматическая шина, изготовленная способом формовой вулканизации с использованием жесткого армирующего кольца, имеющего цилиндрическую форму, как показано на ФИГ. 2А, позволяет сделать плоским участок протектора, предотвратить уменьшение толщины в центральной области участка протектора и сделать толщину участка протектора по существу равномерной. Это позволяет дополнительно снизить сопротивление качению пневматической шины.
Кроме того, согласно способу вулканизации шины в соответствии с настоящим изобретением, как показано на ФИГ. 16, бездиафрагменную вулканизацию выполняют путем подачи теплоносителя M при расположении описанного выше жесткого армирующего кольца 13 по всей внутренней боковой поверхности области от участка T1 протектора до бортового участка T3 невулканизированной шины T, помещенной в форму 1. Бездиафрагменная вулканизация с использованием жесткого армирующего кольца 13 позволяет обеспечить превосходную форму внутренней поверхности вулканизированной шины и повысить точность размеров. Кроме того, жесткое армирующее кольцо 13 может быть просто расположено на внутренней круговой поверхности невулканизированной шины, что дает возможность поддерживать требуемую производительность бездиафрагменной вулканизации.
Согласно способу вулканизации в соответствии с настоящим изобретением предпочтительно невулканизированная шина в сборе изготавливается путем установки составляющих элементов невулканизированной шины Т на внешней периферии жесткого армирующего кольца 13 и помещается в форму 1, после чего проводится бездиафрагменная вулканизация. Это позволяет надежно расположить жесткое армирующее кольцо 13 на внутренней круговой поверхности области от участка Т1 протектора до бортового участка T3 невулканизированной шины T.
В качестве формы, в которую помещают полученную невулканизированную шину в сборе, предпочтительно можно использовать секционную форму, выполненную с возможностью разделения на множество секций. Использование формы 1, выполненной с возможностью разделения на множество секций, облегчает помещение невулканизированной шины в сборе, имеющей по существу тот же диаметр, что и вулканизированная шина, в форму 1. Число секций в такой секционной форме может определяться формой и размером шины.
В настоящем изобретении пневматическая шина, полученная способом бездиафрагменной вулканизации шины, имеет форму и точность размеров, близкие к расчетным значениям, что позволяет более надежно достигать желаемых характеристик шины. Например, пневматическая шина, сформированная способом бездиафрагменной вулканизации с использованием жесткого армирующего кольца, изображенного на ФИГ. 13A, позволяет сделать плоским участок протектора, сделать толщину по существу равномерной и обеспечить превосходную форму внутренней поверхности. Это позволяет дополнительно снизить сопротивление качению пневматической шины.
Настоящее изобретение дополнительно описано ниже при помощи рабочих примеров. Однако объем настоящего изобретения не ограничивается этими рабочими примерами.
Примеры
Рабочие примеры 1-4
Были изготовлены невулканизированные шины (размер шины 205/55R16), имеющие одинаковые характеристики. Каждую невулканизированную шину подвергали формовой вулканизации с использованием жесткого армирующего кольца в рабочих примерах 1-4 и без жесткого армирующего кольца в сравнительном примере 1. Следует отметить, что используемое жесткое армирующее кольцо представляло собой цилиндрическое кольцо (диаметр: 570 мм, толщина t: 2,3 мм), полученное путем намотки корда из полиэфирного волокна (корд, имеющий общую линейную плотность 2200 дтекс и витую структуру типа 46×46 (два свитых корда)) по спирали в направлении вдоль окружности шины с конечным количеством витков 50 на 50 мм. Плетеный каркас покрывали бутилкаучуком и выполняли вулканизацию. Кроме того, в рабочем примере 1 использовали жесткое армирующее кольцо без скошенной части, а в рабочих примерах 2-4 - жесткое армирующее кольцо со скошенными частями, имеющими размеры, указанные в таблице 1. Жесткие армирующие кольца, используемые в рабочих примерах 2-4, имели различное расстояние L от наружного концевого участка до внутреннего концевого участка скошенной части и различную толщину te наружного концевого участка, как указано в таблице 1. Кроме того, перед вулканизацией жесткое армирующее кольцо, используемое в рабочем примере 4, получали путем склеивания гладкого тканого полотна (полиэфирное волокно, 200 дтекс, плотность 10 кордов на 12,7 мм по ширине для нитей основы и утка), пропитанного каучуком, по всей ширине внешней стороны в радиальном направлении таким образом, чтобы корды были расположены под углом ± 45° к направлению вдоль окружности, и путем использования склеенного гладкого тканого полотна для формирования вулканизированного жесткого армирующего кольца с армированной волокном скошенной частью.
Таблица 1
На ФИГ. 17 и 18 показаны результаты моделирования варианта осуществления (в поперечном сечении) диафрагмы, расширенной в процессе формовой вулканизации, согласно рабочему примеру 1 и сравнительному примеру 1 соответственно. В варианте осуществления, изображенном в поперечном сечении, в котором диафрагма была расширена в ходе выполнения рабочего примера 1, как изображено на ФИГ. 17, область, соответствующая участку протектора, является плоской, что позволяет вулканизировать пневматическую шину, имеющую уплощенный участок протектора, по существу равномерный по толщине. Кроме того, ожидается, что диафрагма будет расширяться до участка «плеча» шины, а также окажет необходимое давление на участок «плеча».
С другой стороны, в варианте осуществления, изображенном в поперечном сечении, расширенной диафрагмы сравнительного примера 1, как изображено на ФИГ. 18, диафрагма раздувается к внешней стороне в радиальном направлении в области, соответствующей участку протектора. В результате при выполнении формовой вулканизации пневматической шины с уплощенным участком протектора толщина в центральной части участка протектора может уменьшаться. Кроме того, расширение диафрагмы к участку «плеча» шины оказывается минимальным по сравнению с рабочим примером 1.
При изучении внутренних круговых поверхностей шин, полученных согласно рабочим примерам 1-4 и сравнительному примеру 1, было обнаружено, что внутренние круговые поверхности всех шин рабочих примеров 1-4 имели плоскую форму поперечного сечения в области, соответствующей участку протектора. Для сравнения, было обнаружено, что внутренняя круговая поверхность шины сравнительного примера 1 имела изогнутую форму поперечного сечения с углублением в области, соответствующей участку протектора, и неравномерную толщину резины на участке протектора. Кроме того, на внутренних круговых поверхностях всех шин рабочих примеров 2-4 на концах области соприкосновения с жестким армирующим кольцом были сформированы выступы, имеющие толщину менее te. В рабочем примере 1 выступы, имеющие толщину менее t, были сформированы на концах области соприкосновения с жестким армирующим кольцом.
Все шины, полученные согласно рабочим примерам 1-4 и сравнительному примеру 1, были установлены на обод (16×6,5J) и накачаны до значения давления воздуха, соответствующего требованиям JATMA. Шину помещали на находящийся в помещении барабанный испытательный стенд (диаметр барабана: 1707 мм) согласно требованиям JIS D4230, измеряли сопротивление при испытательной нагрузке 2,94 кН и скорости 50 км/ч и полученное значение использовали в качестве сопротивления качению. Результаты вводили в строку «Сопротивление качению» таблицы 1 в виде индексных значений, где значение сопротивления шины сравнительного примера 1 принимали равным 100. Меньшие индексные значения соответствуют более низкому и предпочтительному сопротивлению качению. Как видно из таблицы 1, сопротивление каждой из шин рабочих примеров 1-4 составляло 90. В результате все пневматические шины рабочих примеров 1-4, полученные способом формовой вулканизации в соответствии с настоящим изобретением, имели более плоскую форму участка протектора и значительно меньшее сопротивление качению.
Далее жесткие армирующие кольца рабочих примеров 1-4 многократно использовали в ходе формовой вулканизации, а затем сравнивали количество вулканизаций до отказа жесткого армирующего кольца (количество использований; срок службы жесткого армирующего кольца и т.п.; время до замены). Количество вулканизаций составило 420 для цилиндрического кольца рабочего примера 1, 400 для жесткого армирующего кольца рабочего примера 2, 350 для жесткого армирующего кольца рабочего примера 3 и 500 для жесткого армирующего кольца рабочего примера 4. Результаты указывают на то, что срок службы жесткого армирующего кольца рабочего примера 4, сопоставимый со сроком службы цилиндрического кольца, поддерживался за счет армирования волокнами скошенной части.
Все пневматические шины, полученные согласно рабочим примерам 1-4 и сравнительному примеру 1, были установлены на обод (16×6,5J) и накачаны до значения давления воздуха, соответствующего требованиям JATMA. Шину помещали на находящийся в помещении барабанный испытательный стенд (диаметр барабана: 1707 мм) в соответствии с требованиями JIS D4230 и проводили испытание шины на прочность при испытательной нагрузке 4,4 кН и переменной скорости. В результате пневматические шины рабочих примеров 2-4 не демонстрировали проблем с состоянием внутренней поверхности шины после испытания на прочность. С другой стороны, было обнаружено, что пневматическая шина рабочего примера 1 имеет трещины на выступающих секциях. Таким образом, все пневматические шины рабочих примеров 2-4 имели превосходный внешний вид внутренней круговой поверхности шины и повышенную прочность шины благодаря уменьшению размера выступа на внутренней поверхности шины.
Рабочие примеры 5-6
Были изготовлены пневматические шины (размер шины 205/55R16), имеющие одинаковые характеристики. Пневматические шины согласно рабочим примерам 5 и 6 и сравнительным примерам 2 и 3 изготовляли путем формовой вулканизации с помощью обработки поверхности диафрагмы или с использованием жесткого внутреннего кольца в сравнительных примерах 2 и 3, а также путем формовой вулканизации с использованием жесткого армирующего кольца в рабочих примерах 5 и 6.
Следует отметить, что у жесткого армирующего кольца рабочего примера 5 не была предусмотрена наклонная поверхность к концевым участкам жесткого армирующего кольца, как показано на ФИГ. 5. У жесткого армирующего кольца рабочего примера 6 была предусмотрена наклонная поверхность к каждой области, которая соприкасается с вулканизационной диафрагмой на ступенчатом участке, образованном толстыми участками и тонкими участками различной толщины, в соответствии с глубинами выемок в жестком армирующем кольце, как показано на ФИГ. 6. Кроме того, наклонная поверхность была предусмотрена к каждой области, которая соприкасается с вулканизационной диафрагмой на обоих концевых участках, так, чтобы оба концевых участка жесткого армирующего кольца постепенно уменьшались в толщине к внешней стороне в поперечном направлении, как показано на ФИГ. 6.
Эти тестовые шины затем оценивали с точки зрения точности нанесения узора, производственных затрат, эксплуатационной гибкости способа вулканизации и эффективности теплопередачи. Результаты представлены в таблице 2.
Точность нанесения узора, эксплуатационная гибкость способа вулканизации и эффективность теплопередачи
Применительно к каждому из указанных выше показателей «отлично» означает отличную оценку, «хорошо» - хорошую, а «плохо» - плохую.
Производственные затраты
Применительно к производственным затратам «отлично» означает очень низкие производственные затраты, «хорошо» - низкие производственные затраты и «плохо» - высокие производственные затраты.

Как видно из таблицы 2, шины рабочих примеров 5 и 6, изготовленные с использованием жесткого армирующего кольца в соответствии с настоящим изобретением, продемонстрировали высокую точность нанесения узора на внутреннюю поверхность шины и низкие производственные затраты. Кроме того, способ изготовления таких пневматических шин очень универсален.
Рабочий пример 7
Были изготовлены невулканизированные шины (размер шины 205/55R16), имеющие одинаковые характеристики. Бездиафрагменную вулканизацию выполняли с использованием жесткого армирующего кольца, изображенного на ФИГ. 13, в рабочем примере 7 и без жесткого армирующего кольца в сравнительном примере 4. Следует отметить, что используемое жесткое армирующее кольцо представляло собой кольцо, выполненное с возможностью соприкосновения со всей внутренней боковой поверхностью области от участка протектора до бортового участка. Кроме того, используемое кольцо представляло собой цилиндрическое кольцо (диаметр: 570 мм, толщина t: 2,3 мм), полученное путем намотки корда из полиэфирного волокна (корд, имеющий общую линейную плотность 2200 дтекс и витую структуру типа 46×46 (два свитых корда)) по спирали в направлении вдоль окружности шины с конечным количеством витков 50 на 50 мм. Плетеный каркас покрывали натуральным каучуком и выполняли вулканизацию.
Затем визуально проверяли формы внутренней поверхности пневматических шин, полученных путем бездиафрагменной вулканизации в рабочем примере 7 и сравнительном примере 4. Пневматическая шина, полученная в рабочем примере 7, демонстрировала превосходную форму внутренней поверхности шины, а также превосходную форму канавок и прорезей на участке протектора. С другой стороны, пневматическая шина, полученная в сравнительном примере 4, демонстрировала неровную форму внутренней поверхности шины без благоприятного внешнего вида, характерного для изготовления в форме. Кроме того, были обнаружены недостатки в форме канавок и прорезей на участке протектора, а бортовой участок оказался неровным с углублениями и выступами.
Перечень ссылочных обозначений
1 - форма
2 - вулканизационная диафрагма
3 - жесткое армирующее кольцо
3А - углубление
3B - выступ
4 - армирующая проволока
5 - невулканизированная резина
6 - скошенная часть
7 - основная часть
8 - наружный концевой участок скошенной части (наружный концевой участок жесткого армирующего кольца в поперечном направлении)
9 – внутренний концевой участок скошенной части (граница с основной частью)
10 – вспомогательное кольцо
11 – волокнистый армирующий материал
12 – волокнистый армирующий материал
13 – жесткое армирующее кольцо
14 – боковое кольцо
T – невулканизированная шина
T1 – участок протектора
T2 – боковой участок
T3 – бортовой участок
| название | год | авторы | номер документа |
|---|---|---|---|
| КАУЧУКОВАЯ КОМПОЗИЦИЯ ДЛЯ ПРОТЕКТОРА ШИНЫ | 2015 |
|
RU2676627C1 |
| ШИПОВАННАЯ ШИНА | 2010 |
|
RU2441767C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ И ТОРОИДАЛЬНАЯ ОПОРА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2003 |
|
RU2374070C2 |
| ШИПОВАННАЯ ШИНА | 2010 |
|
RU2441766C1 |
| РЕЗИНОВАЯ СМЕСЬ ДЛЯ ШИНЫ, ЭЛЕМЕНТ ШИНЫ И ШИНА | 2008 |
|
RU2389741C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| УСТРОЙСТВО И СПОСОБ ВУЛКАНИЗАЦИИ ШИН | 2019 |
|
RU2769269C1 |
| ШИНА С ПРЕДВАРИТЕЛЬНО СФОРМИРОВАННЫМ ПРОТЕКТОРОМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2628864C2 |
| СПОСОБ И УСТРОЙСТВО ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2000 |
|
RU2235641C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ И СПОСОБ УПРАВЛЕНИЯ НАНЕСЕНИЕМ НЕВУЛКАНИЗИРОВАННОГО ЭЛАСТОМЕРНОГО МАТЕРИАЛА ПРИ ИЗГОТОВЛЕНИИ ШИНЫ | 2003 |
|
RU2330757C2 |













Изобретение относится к жесткому армирующему кольцу. Техническим результатом является повышение точности размеров пневматической шины и предотвращение снижения производительности и ограничения спектра возможных решений при проектировании. Технический результат достигается жестким армирующим кольцом, служащим в качестве цилиндрического кольца. Кольцо при помещении невулканизированной шины в форму и прижатии диафрагмы с внутренней стороны невулканизированной шины к ее наружной стороне в радиальном направлении шины для выполнения формовой вулканизации располагается между внутренней круговой поверхностью области невулканизированной шины, соответствующей участку протектора, и внешней круговой поверхностью области диафрагмы, соответствующей участку протектора. Причем напряжение, необходимое для того, чтобы вызвать деформацию растяжения заранее определенной величины в направлении вдоль окружности кольца, больше, чем напряжение, необходимое для того, чтобы вызвать деформацию сжатия заранее определенной величины в направлении вдоль окружности. 4 н. и 19 з.п. ф-лы, 29 ил., 2 табл., 7 пр.
1. Жесткое армирующее кольцо, служащее в качестве цилиндрического кольца, которое при помещении невулканизированной шины в форму и прижатии диафрагмы с внутренней стороны невулканизированной шины к ее наружной стороне в радиальном направлении шины для выполнения формовой вулканизации располагается между внутренней круговой поверхностью области невулканизированной шины, соответствующей участку протектора, и внешней круговой поверхностью области диафрагмы, соответствующей участку протектора; причем напряжение, необходимое для того, чтобы вызвать деформацию растяжения заранее определенной величины в направлении вдоль окружности кольца, больше, чем напряжение, необходимое для того, чтобы вызвать деформацию сжатия заранее определенной величины в направлении вдоль окружности.
2. Жесткое армирующее кольцо по п. 1, в котором наружный диаметр кольца по существу равен внутреннему диаметру вулканизированной шины, ширина кольца по существу равна ширине участка протектора вулканизированной шины, а вулканизированная шина и диафрагма выполнены с возможностью разделения.
3. Жесткое армирующее кольцо по п. 1 или 2, получаемое путем покрытия армирующего каркаса невулканизированной резиной и вулканизации армирующего каркаса с покрытием, причем армирующий каркас получают путем намотки переплетенной армирующей проволоки по меньшей мере в направлении вдоль окружности шины.
4. Жесткое армирующее кольцо по п. 1 или 2, в котором жесткость при растяжении кольца в направлении вдоль окружности шины больше, чем жесткость при растяжении диафрагмы в направлении вдоль окружности шины.
5. Жесткое армирующее кольцо по п. 1 или 2, содержащее углубления и выступы на своей внешней круговой поверхности.
6. Жесткое армирующее кольцо по п. 5, в котором углубления и выступы непрерывно проходят в направлении вдоль окружности.
7. Жесткое армирующее кольцо по п. 1 или 2, образованное из основной части, имеющей толщину t, и скошенной части, расположенной по обе стороны от основной части, при этом толщина скошенной части постепенно уменьшается от толщины t к наружному концевому участку в поперечном направлении кольца.
8. Жесткое армирующее кольцо по п. 7, в котором толщина наружного концевого участка скошенной части не больше, чем половина толщины t.
9. Жесткое армирующее кольцо по п. 7, в котором расстояние L от наружного концевого участка до внутреннего концевого участка скошенной части подчиняется следующему соотношению с величиной толщины t: t  L 6t.
L 6t.
10. Жесткое армирующее кольцо по п. 7, в котором по меньшей мере скошенная часть армирована волокнами.
11. Жесткое армирующее кольцо по п. 10, в котором у скошенной части внешняя сторона и/или внутренняя сторона в радиальном направлении армирована волокнами.
12. Жесткое армирующее кольцо по п. 1 или 2, содержащее боковое кольцо с обеих сторон в поперечном направлении кольца и проходящее так, что каждое из боковых колец соприкасается со всей внутренней боковой поверхностью области от участка протектора до бортового участка невулканизированной шины.
13. Жесткое армирующее кольцо по п. 12, в котором множество переплетенных армирующих проволок, состоящих из одинаковых или отличающихся армирующих проволок, расположены таким образом, чтобы проходить в радиальном направлении шины и отстоять друг от друга в направлении вдоль окружности шины на бортовом участке каждого из боковых колец.
14. Способ вулканизации шины, включающий этапы помещения невулканизированной шины в форму, введения диафрагмы внутрь невулканизированной шины, расширения диафрагмы для ее прижатия к наружной стороне в радиальном направлении шины и выполнения формовой вулканизации; причем при расширении диафрагмы жесткое армирующее кольцо по любому из пп. 1-13 располагают между внутренней круговой поверхностью области невулканизированной шины, соответствующей участку протектора, и внешней круговой поверхностью области диафрагмы, соответствующей участку протектора.
15. Способ вулканизации шины по п. 14, дополнительно включающий этапы изготовления невулканизированной шины в сборе путем установки составляющих элементов невулканизированной шины на внешней периферии жесткого армирующего кольца по любому из пп. 1-13 и помещения невулканизированной шины в сборе в форму.
16. Способ вулканизации шины по п. 14, дополнительно включающий этапы изготовления невулканизированной шины в сборе путем введения жесткого армирующего кольца по любому из пп. 1-13 в заранее сформированную полость невулканизированной шины и введения диафрагмы внутрь невулканизированной шины в сборе.
17. Способ вулканизации шины по п. 15 или 16, дополнительно включающий этап помещения невулканизированной шины в сборе в форму, выполненную с возможностью разделения на множество секций.
18. Жесткое армирующее кольцо, служащее в качестве кольца, которое при помещении невулканизированной шины в форму, подаче внутрь невулканизированной шины теплоносителя и его последующем нагнетании к наружной стороне шины в радиальном направлении для осуществления бездиафрагменной вулканизации расположено таким образом, чтобы соприкасаться со всей внутренней боковой поверхностью области от участка протектора до бортового участка невулканизированной шины; причем напряжение, необходимое для того, чтобы вызвать деформацию растяжения заранее определенной величины в направлении вдоль окружности кольца, больше, чем напряжение, необходимое для того, чтобы вызвать деформацию сжатия заранее определенной величины в направлении вдоль окружности.
19. Жесткое армирующее кольцо по п. 18, получаемое путем покрытия армирующего каркаса невулканизированной резиной и вулканизации армирующего каркаса с покрытием, причем армирующий каркас получают путем намотки переплетенной армирующей проволоки по меньшей мере в направлении вдоль окружности шины, на участке протектора и бортовом участке кольца.
20. Жесткое армирующее кольцо по п. 19, в котором множество переплетенных армирующих проволок, состоящих из одинаковых или отличающихся армирующих проволок, расположены таким образом, чтобы проходить в радиальном направлении шины и отстоять друг от друга в направлении вдоль окружности шины на бортовом участке кольца.
21. Способ вулканизации шины, служащий в качестве способа бездиафрагменной вулканизации, включающий этапы помещения невулканизированной шины в форму, подачи теплоносителя внутрь невулканизированной шины и нагнетания теплоносителя к наружной стороне в радиальном направлении шины; причем теплоноситель подают при расположении жесткого армирующего кольца по любому из пп. 18-20 по всей внутренней боковой поверхности области от участка протектора до бортового участка невулканизированной шины.
22. Способ вулканизации шины по п. 21, дополнительно включающий этапы изготовления невулканизированной шины в сборе путем установки составляющих элементов невулканизированной шины на внешней периферии жесткого армирующего кольца по любому из пп. 18-20 и помещения невулканизированной шины в сборе в форму.
23. Способ вулканизации шины по п. 22, дополнительно включающий этап помещения невулканизированной шины в сборе в форму, выполненную с возможностью разделения на множество секций.
| JP 2013111885 А, 10.06.2013 | |||
| JP 2012232517 А, 29.11.2012 | |||
| JP 2014113733 A, 26.06.2014 | |||
| Установка для нанесения покрытия | 1986 |
|
SU1358997A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2004 |
|
RU2373056C2 |

