Изобретение относится к металлургической промышленности и может быть использовано для измерения раствора валков в механизмах непрерывного литья металлов, в частности стали.
Для снижения количества брака выпускаемых изделий, произведенных посредством использования машины непрерывного литья заготовок (МНЛЗ), необходим постоянный контроль расстояния между валками данной машины. Для точного измерения расстояния между валками нужно максимально правильно определить границу валка.
Общей проблемой в промышленности и производстве этап выбора измерительной системы для контроля параметров рабочих механизмов является одним из самых важных составляющих элементов всего процесса выпуска продукции, так как качество производимого товара напрямую зависит от точности настройки устройств, с помощью которых выпускаются данные изделия.
У операторов МНЛЗ, постоянно осуществляющих контроль стабильности зазора, появилась потребность в создании и внедрении в производство измерительного прибора, позволяющего не только быстро измерять с достаточно высокой точностью до 0,1 мм, но и проникать с целью измерения в самые труднодоступные места и проводить измерения в условиях абсолютной темноты.
Для выполнения процесса точной калибровки труднодоступных механизмов требуется применение переносных малогабаритных измерительных устройств, уменьшающих время диагностики и сводящих погрешность всех измерений к минимуму. Использование механической измерительной аппаратуры не всегда позволяет добиваться необходимой точности измерений, поэтому возникла идея об использовании мобильной системы технического зрения для постоянного контроля расстояния между валками МНЛЗ без ее полной остановки и демонтажа.
Под системой технического зрения в данной заявке понимается совокупность программных и аппаратных средств, позволяющих производить точные измерения зазора и отображать всю полученную в результате измерений информацию, касающуюся зазора и радиуса валка, в понятном для оператора МНЛЗ виде.
МНЛЗ (Машина непрерывного литья заготовок) представляет собой механизм, процесс литья заготовок на котором осуществляется следующим образом: после прохождения металла через валки толщина слитка металла становится равной расстоянию (зазору) между валками. Для контроля процесса прохождения металла через валки необходимо выполнять регулярное измерение зазора между валками. На практике эта задача оказывается довольно трудоемкой и достаточно затратной по времени, к тому же точность результатов измерений, при требуемой точности до 0,1 мм, не всегда соответствует требованиям и нормативам осуществляемого технологического процесса. В настоящее время на производстве существуют два основных метода измерения и, соответственно, применяются два измерительных устройства для контроля зазора.
Микрометрический нутромер
Специальная насадка на затравку
Главным образом, задача измерения зазора в настоящее время решается микрометрическими нутромерами (См. www.standartgost.ru ГОСТ 10-88), которые, с одной стороны, позволяют измерить расстояние с точностью до 0,1 мм, но с другой стороны, данная точность напрямую зависит от правильности размещения оператором МНЛЗ нутромера на объекте. Проблема при измерении нутромером заключается в том, что человек выставляет нутромер «на глазок», поэтому, в данном случае, довольно трудно говорить о получении высокой точности измерений. Более того, принимая во внимание то, что для измерения расстояния между валками необходимо останавливать машину и извлекать из нее необходимые пары валков, можно с уверенностью утверждать, что существующий метод измерения слишком трудоемок и приводит к значительным временным, а, следовательно, и материальным потерям. Однако, если не контролировать параметры машины постоянно, то со временем она начнет выдавать бракованные изделия, что неприемлемо в связи с огромными материальными потерями из-за брака.
Кроме микрометрических нутромеров, повсеместно используемых в процессе измерения внутренних размеров деталей абсолютным методом, существует специальная насадка на затравку, позволяющая измерять различные параметры валков МНЛЗ посредством ее прокатки через всю МНЛЗ, см. измерительная затравка Roll Gap Checker uralmash, e-mail: juergen meisel@votron.com.
Ближайшим аналогом заявленного изобретения является устройство для измерения раствора валков, содержащее лазерный излучатель см. JP 0057132009, B21B 38/10, 16.08.1982, в котором с помощью лазерной радиометрии определяют экс-центреситет валков в результате износа и появления люфтов.
Недостаток: устройство применяется только в статике, т.е. при остановке работы машины.
Технической задачей изобретения является: повышение скорости измерения без необходимости разбора машины, повышение точности измерения менее 0,1 мм, а также низкая себестоимость.
Технический результат достигается за счет создания устройства на основе измерительной линейки (так назвали авторы).
Для решения поставленной задачи предлагается устройство для измерения раствора валков, состоящее из штанги с магнитами, одной web-камеры, двух лазерных излучателей, образуя измерительную линейку, которая при помощи магнитов и выступающей части штанги подсоединена к валкам таким образом, что сама штанга касается обоих валков сбоку, а выступающая часть штанги прикреплена к нижнему валку сверху. Два лазерных излучателя с генератором линии находятся на выступающей части штанги таким образом, что линии на валке попадают в поле зрение web-камеры, которые интерфейсом связи USB 2.0/3.0 соединены с планшетным компьютером.
На чертеже приведена структурно-кинематическая схема устройства, на которой показано:
1 - планшетный компьютер (ПК), 2 - интерфейс связи USB 2.0/3.0 web-камеры с планшетным компьютером, 3 - штанга, 4 - web-камера, 5 - датчик температуры, 6 - магниты, 7 - лазерные излучатели, 8 - валки, 9 - неподвижная губка(выступающая часть штанги).
Аккумуляторы питания составных частей устройства условно не показаны.
Схема имеет следующие соединения.
Штанга 3 с магнитами 6, с web-камерой 4, с двумя лазерными излучателями 7 образуют измерительную линейку, которая при помощи магнитов 6 и выступающей части штанги 3 подсоединена к валкам 8.1 и 8.3 таким образом, что сама штанга 3 касается обоих валков 8.1 и 8.3 сбоку, а выступающая часть штанги 9 опирается на нижний валок 8.3 сверху. Два лазерных излучателя линии 7 находятся на выступающей части штанги 9 таким образом, что линии на валке 8.3 попадают в поле зрение web-камеры 4, которые интерфейсом связи USB 2.0/3.0 2 соединены с планшетным компьютером 1.
Устройство работает следующим образом. Собирают схему устройства в начале для замера раствора валков 8.1 и 8.3, включают ПК9, подключают измерительную линейку к ПК9, ждут загрузки ПО.
Описание интерфейса ПО
- Кнопка «Измерить»: осуществляет процесс измерения параметров и занесения их в базу данных;
- Видеоизображение с камеры и индикатор угла наклона линейки;
- Секция «Измерения»: отображаются последние измеренные значения для контроля оператором;
- Секция «Позиционирование на валках»: используется для задания системе идентификаторов измерения (№ пары валков, № секции, № ручья и № машины);
- Температура в области измерения;
- Степень заряда аккумулятора системы (график «Батарея»).
Алгоритм проведения измерений:
- Установить измерительное устройство на валках до упора;
- При помощи соответствующих кнопок «+» и «-» установить идентификаторы позиционирования (№ пары валков, № секции, № ручья и № машины) либо нажав на белые текстовые поля, в открывшемся окне набрать необходимый номер и нажать «Ввод»;
- По видеоизображению, отображаемому на экране планшетного ПК, проконтролировать, чтобы обе лазерные линии были полностью видны.
- Выровнять систему, ориентируясь по индикатору угла наклона (желтый индикатор должен находиться в зеленой области);
- Нажать кнопку «Измерить» и проконтролировать результат в секции «Измерения». Результаты будут автоматически занесены в базу данных. В случае необходимости, последние занесенные в базу данных данные можно удалить, воспользовавшись кнопкой «Удалить последнее измерение».
Этапы обработки изображения, получаемого с web-камеры.
Опишем основные этапы по обработке изображений для определения уравнения видимой границы валка, далее используемой непосредственно в процессе вычисления величины зазора.
На первом шаге происходит построчное сжатие изображения путем группировки пикселей. Производится это для устранения большинства шумов и значительного увеличения скорости.
На втором шаге происходит построчное считывание яркости пикселей. При считывании яркости игнорируется синий канал, так как экспериментальным путем было выявлено, что большинство шумов у используемой камеры синего цвета.
Так как анализируется лазерная линия, то значения яркостей тем ниже, чем дальше от центра линии. На этом шаге мы получаем распределения яркостей для каждой строки.
Далее распределения обрезаются в области максимума, размер которой чуть больше ширины лазера, затем производится фильтрация точек в небольшой области возле минимальной яркости и интерполируется сплайновой интерполяцией.
На следующем шаге производится пересчет значений яркостей у полученного распределения таким образом, чтобы в сумме получалась единица.

где b - яркость в данной точке;
p - вероятность нахождения центра линии в данной точке.
Следовательно, полученные значения являются вероятностью нахождения центра лазера в данной точке.
Далее производится расчет ожидаемой координаты центра линии в данной строке путем суммирования произведений вероятности на координату.

где M - ожидаемый центр линии в данной строке, пике;
x - координата точки по оси абсцисс, пике;
p - вероятность нахождения центра линии в данной точке.
Эти действия производятся для всех строк, в итоге получается набор точек, по которому строится линия путем аппроксимации методом наименьших квадратов.
Указанные алгоритмы обработки изображений позволяют точно определить уравнения лазерных линий, что, в свою очередь, очень важно для точного вычисления зазора, так как дальнейшие математические расчеты главным образом базируются на уравнении лазерных линий.
Таким образом, видно, что устройство по своей конструкции чрезвычайно просто, удобно в эксплуатации и имеет низкую себестоимость, поэтому полностью соответствует основному экономическому критерию «стоимость - эффективность».
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХМЕРНАЯ СИСТЕМА ГОЛОГРАФИЧЕСКОГО РАДИОВИДЕНИЯ ДЛЯ ДОСМОТРА | 2017 |
|
RU2652530C1 |
| СПОСОБ ТРЕХМЕРНОЙ ПУТЕВОЙ НАВИГАЦИИ В АВТОМАТИЗИРОВАННОЙ ПОМОЩИ УПРАВЛЕНИЕМ ГРУЗО-ПОДЪЕМНО-ТРАНСПОРТНЫМИ МЕХАНИЗМАМИ | 2018 |
|
RU2727325C2 |
| СПОСОБ ПУТЕВОЙ НАВИГАЦИИ И ОБЗОРА ПЕРЕДНЕЙ ПОЛУСФЕРЫ ЛОКОМОТИВА ПО ГЕОМЕТРИИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2018 |
|
RU2679491C1 |
| АКУСТИЧЕСКАЯ СИСТЕМА ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ПЕРФОРИРОВАНИЯ ПРИ ВТОРИЧНОМ ВСКРЫТИИ НЕФТЕГАЗОВЫХ БУРОВЫХ СКВАЖИН | 2016 |
|
RU2640125C1 |
| РАДИОЛОКАЦИОННАЯ СИСТЕМА ПЕЛЕНГАЦИИ НАДВОДНЫХ ДРОНОВ | 2023 |
|
RU2828006C1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВЕТРА НА ОСНОВЕ ЭФФЕКТА ДОПЛЕРА | 2015 |
|
RU2602730C1 |
| РАДИОЛОКАЦИОННАЯ СИСТЕМА ОБНАРУЖЕНИЯ И ПЕЛЕНГАЦИИ НАДВОДНЫХ ДРОНОВ | 2023 |
|
RU2824842C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ПОЕЗДА ПО ИНФРАСТРУКТУРЕ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ В РЕЖИМЕ РЕАЛЬНОГО ВРЕМЕНИ | 2020 |
|
RU2747818C1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВЕТРА | 2015 |
|
RU2604169C1 |
| УСТАНОВКА СЕЛЕКТИВНОГО ЛАЗЕРНОГО СПЛАВЛЕНИЯ ИЛИ СПЕКАНИЯ | 2018 |
|
RU2678694C1 |

Изобретение относится к области металлургии. Устройство для измерения раствора валков машины непрерывного литья заготовок содержит штангу (3) с неподвижной губкой (9) и магнитами (6), два лазерных излучателя (7) с генератором линии, размещенных на неподвижной губке (9), и веб-камеру (4), соединенную с интерфейсом (2) типа USB 2.0 или USB 3.0 с планшетным компьютером (1). Устройство устанавливают таким образом, что штанга касается обоих валков сбоку, неподвижная губка магнитом прикреплена к нижнему валку сверху, два лазерных излучателя (7) находятся на выступающей части штанги таким образом, что линии на валке попадают в поле зрение веб-камеры. Анализируют изображение с веб-камеры и на основе этого анализа рассчитывают расстояние между валками с помощью планшетного компьютера (1). Обеспечивается повышение скорости измерения за счет исключения разбора машины непрерывного литья заготовок и повышение точности измерения при низкой себестоимости измерительного устройства. 1 ил.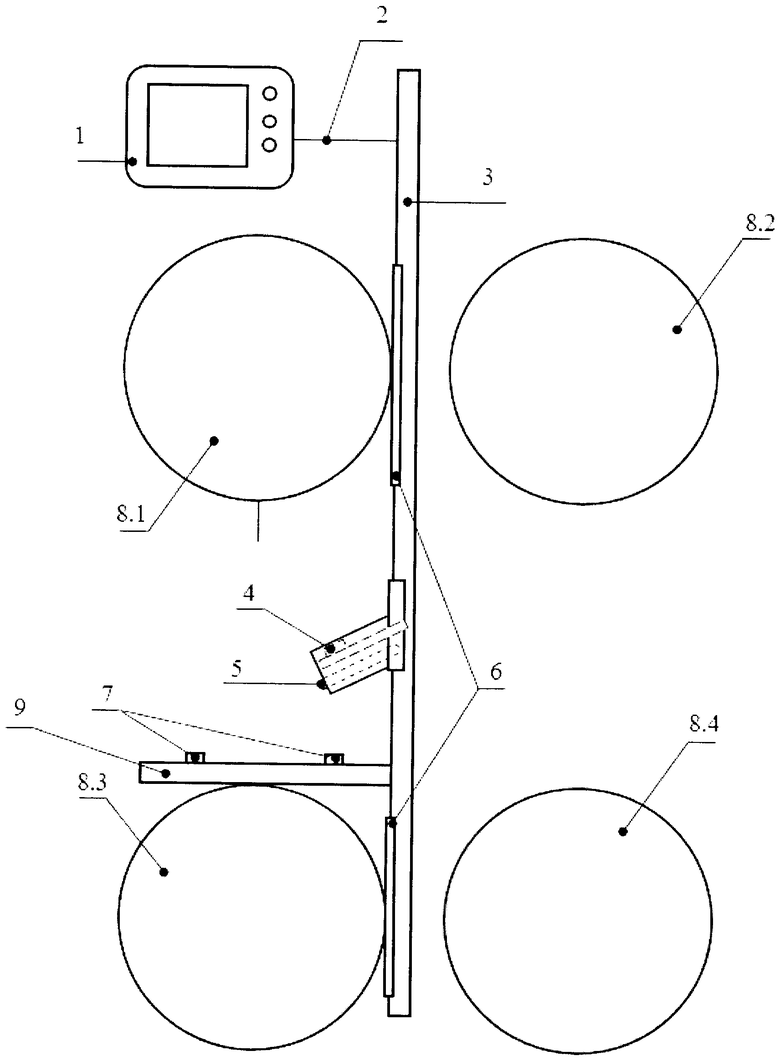
Устройство для измерения раствора валков машины непрерывного литья заготовок, содержащее штангу с неподвижной губкой, выполненной с возможностью размещения на одном из валков, и магнитами для взаимодействия штанги с двумя валками, два лазерных излучателя с генератором линии, размещенные на неподвижной губке, и веб-камеру, соединенную интерфейсом типа USB 2.0 или USB 3.0 с планшетным компьютером, и выполненную с возможностью фиксирования обеих лазерных линий на другом валке.
| JP 0057132009 A, 16.08.1982 | |||
| JP 0059191555 A, 30.10.1984 | |||
| УСТРОЙСТВО для ИЗМЕРЕНИЯ РАСТВОРА МЕЖДУ РАБОЧИМИ | 0 |
|
SU376139A1 |
| Снаряд к гранатомету для разбрасывания литературы, оболочка которого состоит из шарнирно соединенных и разводимых прудиками частей | 1929 |
|
SU35617A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЗАИМНОГО ПРОСТРАНСТВЕННОГО ПОЛОЖЕНИЯ ЭЛЕМЕНТОВ МЕХАНИЧЕСКОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2531031C2 |

