Область техники, к которой относится изобретение
Изобретение относится к устройству аддитивных установок, предназначенных для изготовления деталей из металлического порошка методом селективного лазерного плавления или спекания.
Уровень техники
Известен ряд установок селективного лазерного сплавления/спекания. В состав всех известных установок входят устройства формирования слоя порошка, устройство подачи порошка к или в устройство разравнивания, рабочий лазер, устройство сканирования лазерным лучом, различные датчики и сенсоры. Например, установки фирм Renishaw http://www.renishaw.ru/ru/metal-additive-manufacturing-3d-printing-systems--37011, ConceptLaser https://www.concept-laser.de/produkte/maschinen.html, EOS https://www.eos.info/systems_solutions/metal/systems_equipment и другие.
Известна установка селективного лазерного плавления SLM 280 [https://slm-solutions.com/products/machines/selective-laser-melting-machine-slm-280-20], выбранная за прототип.
В состав известной установки входят: устройство формирования слоя порошка, содержащее главный питатель, состоящий, в свою очередь, из загрузочного бункера с роторным дозатором, разравнивающее устройство для разравнивания порошка (далее также – разравниватель) с бункерами переднего и заднего хода и ровнителем (губки), непосредственно разравнивающим порошок, один или несколько рабочих лазеров с пилотными лазерами, устройства сканирования лазерным лучом (сканаторы) в количестве, равном количеству лазеров, камера наблюдения, сенсоры уровня порошка в бункерах разравнивателя и главного питателя.
В прототипе применена схема разравнивающего устройства, бункеры которого закрываются крышками. При необходимости выгрузить порошок для формирования слоя, крышка открывается и происходит полное опорожнение бункера. Вся доза порошка, необходимого для формирования слоя, высыпается разом и перед ровнителем (губкой) образуется порция порошка большой высоты, которая уменьшается по мере движения разравнивателя и формирования слоя.
Различная высота порции порошка перед губкой в процессе формирования слоя приводит к его нестабильному формированию.
Количество порошка в бункере разравнивателя должно быть точно равно количеству порошка, необходимого для формирования одного слоя и после каждого сформированного слоя разравниватель должен перемещаться в положение загрузки для загрузки новой порции порошка.
Для определения количества порошка в бункере разравнивателя в известном устройстве применена схема, состоящая из трёх датчиков заполнения. Датчики заполнения бункера (бункеров) разравнивателя, сигнализируют лишь о факте превышения заданного уровня, на котором установлен датчик, но сам уровень не определяют. Таким образом, уровень порошка определяется только в нескольких точках вдоль бункера. В случае неравномерной загрузки бункера или неравномерного расхода порошка, возможна ситуация, когда уровень порошка между датчиками может упасть до нуля, слой порошка в этом случае будет формироваться не полностью, но датчики обнаружить такую аварийную ситуацию не смогут. Кроме того, наличие отдельных датчиков требует наличия дополнительных сигнальных проводов между разравнивателем и установкой.
Выставление ростовой подложки в нулевое положение в прототипе предлагается осуществлять с использованием линейки. Выставление ростовой подложки по линейке трудоёмко и обеспечивает низкую точность, не позволяет оценить плоскостность ростовой подложки, которая сильно влияет на формирование первых слоёв выращиваемой детали. Кроме того, выставление ростовой подложки таким способом требует повышенной точности окружающих деталей, так как выставление происходит по ним.
Таким образом, недостатками устройства являются:
- нестабильность работы роторного дозатора главного питателя, загружающего порошок в бункеры разравнивателя при разных уровнях наполнения бункера. При большой высоте бункера главного питателя, составляющей порядка 250 мм, уровень его заполнения может изменяться в процессе расходования порошка от максимума до минимума, высота которого может составлять до 15-25 мм. При этом условия работы роторного дозатора сильно изменяются, так как высота столба порошка, давящего на ротор дозатора изменяется до 10 раз, от 250 до 25 мм, что приводит к его нестабильной работе.
- неравномерное формирование слоя металлического порошка разравнивателем из-за разного объема порошка, сдвигаемого губкой в начале и в конце рабочего хода,
- неточное определение уровня заполнения бункеров разравнивателя порошком локальными датчиками заполнения,
- необходимость ручного выставления ростовой подложки.
Раскрытие изобретения
Задачей данного изобретения является создание установки селективного лазерного сплавления, обеспечивающей производство продукции более высокого качества по сравнению с известными из уровня техники. Это достигается за счет того, что усовершенствовано входящее в состав установки устройство формирования слоя порошка, которое обеспечивает стабильное заполнение бункеров разравнивателя порошком, формирование разравнивателем равномерного слоя порошка с автоматизированным определением количества порошка в его бункерах и автоматизированное выведение ростовой подложки в нулевое положение.
Для решения поставленной задачи предложена установка селективного лазерного сплавления или спекания, содержащая по меньшей мере один рабочий лазер с пилотным лазером, по меньшей мере одно устройство сканирования лазерным пучком, по меньшей мере одну камеру видеонаблюдения, устройство формирования слоя порошка, включающее в себя главный питатель, содержащий загрузочный бункер с роторным дозатором, и расположенное под ним разравнивающее устройство, выполненное с возможностью возвратно-поступательного перемещения вперед и назад над ростовой подложкой. В отличие от известного решения разравнивающее устройство заявленной установки дополнительно содержит по меньшей мере один роторный дозатор с бункером, выполненный с возможностью непрерывной подачи порошка по мере перемещения разравнивающего устройства.
В предпочтительном варианте установка дополнительно содержит промежуточный питатель, содержащий бункер с роторным дозатором, установленный над разравнивающим устройством и выполненный с возможностью заполнения порошком по меньшей мере одного бункера разравнивающего устройства. При этом высота бункера промежуточного питателя предпочтительно по меньшей мере в 5 раз меньше высоты загрузочного бункера.
Установка может дополнительно содержать систему контроля количества порошка по меньшей мере в одном бункере разравнивающего устройства, выполненную с возможностью определения профиля поверхности порошка в бункере.
Система контроля количества порошка предпочтительно представляет собой триангуляционную систему определения расстояния и включает в себя по меньшей мере один рабочий лазер с пилотным лазером, по меньшей мере одно устройство сканирования лазерным пучком устройства и по меньшей мере одну камеру видеонаблюдения.
Установка может быть дополнительно снабжена системой контроля выставления положения ростовой подложки, выполненной с возможностью определения положения поверхности ростовой подложки в пространстве и формы этой поверхности.
Система контроля выставления положения ростовой подложки предпочтительно представляет собой триангуляционную систему определения расстояния и включает в себя по меньшей мере один рабочий лазер с пилотным лазером, по меньшей мере одно устройство сканирования лазерным пучком устройства сканирования и по меньшей мере одну камеру видеонаблюдения.
Техническим результатом, достигаемым настоящим изобретением, является повышение качества конечной продукции за счет обеспечения точности дозирования порошка, однородности формируемого слоя порошка, а также снижение времени и повышение точности выставления ростовой подложки в нулевое положение. Дополнительно обеспечивается возможность контроля количества порошка в бункере разравнивающего устройства и автоматического определения пригодности ростовой подложки к использованию путём проверки её плоскостности.
Краткое описание чертежей
Сущность изобретения поясняется чертежами:
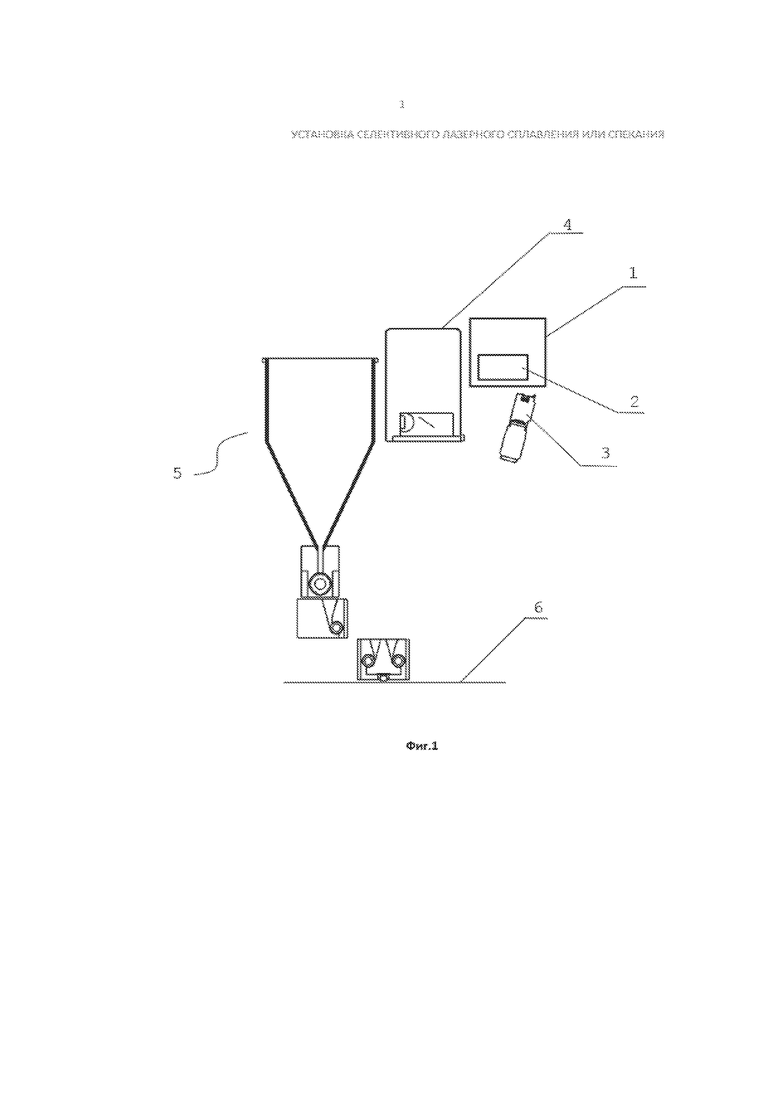
На Фиг. 1 показана установка селективного лазерного сплавления.
На Фиг. 2 показано устройство формирования слоя порошка.
На Фиг. 3 показано разравнивающее устройство при движении вперёд (направо).
На Фиг. 4 показана система контроля количества порошка в бункерах разравнивателя.
На Фиг. 5 представлена система контроля выставления положения ростовой подложки.
Осуществление изобретения
Сущность предложенного технического решения поясняется на примере схемы установки, изображенной на Фиг.1.
Установка селективного лазерного сплавления на Фиг. 1 содержит рабочий лазер 1 с пилотным лазером 2 и камерой 3 видеонаблюдения, устройство 4 сканирования лазерным лучом, устройство 5 формирования слоя порошка и ростовую подложку 6.
Устройство 5 формирования слоя порошка, более подробно показанное на Фиг. 2, включает в себя разравнивающее устройство (далее - разравниватель) 7, оснащённое механизированными роторными дозаторами 8 и 9 с бункерами 10 и 11 соответственно, и разравнивающей губкой 12, и обеспечивающее высыпание порошка из бункеров 10 и 11 на ростовую подложку (на данном чертеже не показана) и его разравнивание губкой 12. Над разравнивателем 7 расположен промежуточный питатель 13, оснащённый роторным дозатором 14 и бункером 15, и обеспечивающий загрузку порошка в бункеры 10 и 11 разравнивателя 7. Над промежуточным питателем 13 установлен главный питатель 16, обеспечивающий загрузку порошка в бункер 15 промежуточного питателя 13, и оснащённый загрузочным бункером 17 и роторным дозатором 18. Высота бункера 15 промежуточного питателя, по меньшей мере, в 5 раз меньше высоты загрузочного бункера 17. И, следовательно, разница высот минимального и максимального уровней составляет величину не более 2,5 раз.
Разравниватель 7, более подробно показанный на Фиг.3, содержит бункеры 10 и 11, оснащенные механизированными роторными дозаторами 8, 9, обеспечивающие возможность формирования слоя порошка при движении разравнивателя 7 передним и задним ходом. В зависимости от направления движения разравнивателя 7, механизированные роторные дозаторы 8 и 9 обеспечивают равномерную осыпь 19 порошка 20 перед губкой 12, формируя однородный слой 21 порошка, распределенный по всей длине ростовой подложки 6 согласно перемещению разравнивателя 7.
Кроме того, наличие роторных дозаторов 8 и 9 позволяет выгружать количество порошка, точно необходимое для формирования слоя и, следовательно, загружать в бункеры 10 и 11 разравнивателя 7 количество порошка, достаточное для формирования нескольких слоёв. В результате, разравниватель не должен отводиться в положение загрузки и загружаться порошком после формирования каждого слоя (двух слоёв, одного при движении вперёд, второго – при движении и назад, соответственно). Это приводит к экономии времени на формирование каждого слоя, так как загрузка производится один раз за время формирования нескольких слоёв.
На Фиг. 4 показана система контроля количества порошка на примере бункера 10 разравнивателя 7, однако, аналогичная система работает и для бункера 11. Система представляет собой «триангуляционную систему», организованную путём использования луча пилотного лазера 2 рабочего лазера 1, соответствующего устройства 4 сканирования лазерным лучом (далее – сканатора) и камеры 3 видеонаблюдения. При этом сканатор 4 имеет возможность перемещать луч пилотного лазера 2 на любую точку поверхности порошка.
Особенностью предложенной системы является использования в качестве зондирующего пучка луча пилотного лазера 2 рабочего лазера 1, в качестве отклоняющей системы – рабочих сканаторов 4, а в качестве датчика – наклонно установленной камеры 3 видеонаблюдения. При нахождении разравнивателя 7 вне тени промежуточного питателя 13, сканатор 4 имеет возможность просканировать лучом пилотного лазера 2 поверхность порошка в бункере 10 разравнивателя 7, как показано на Фиг.4.
Предложенная система позволяет, путём математической обработки данных с камер и сканаторов, точно вычислить форму и положение поверхности порошка и, следовательно, точно определить его количество, равномерность расходования и установить необходимость пополнения бункеров, особенно при неравномерном расходовании порошка вдоль оси роторов.
Как показано на Фиг. 5, в предлагаемом устройстве имеется возможность использования описанной выше «триангуляционной системы» также для автоматического выставления поверхности ростовой подложки 6 в нулевое положение и контроля её плоскостности, путём измерения триангуляционной системой поверхности ростовой подложки, аналогично измерению поверхности порошка, как показано на Фиг. 4.
Аналогично работе в системе контроля количества порошка, сканаторы 4 сканируют лучами пилотных лазеров 2 ростовую подложку 6, камера 3 (камеры) видеонаблюдения фиксируют положение лазерного пятна, по положению которого вычисляется точное положение и форма ростовой подложки 6.
Достоинством предложенной системы автоматического выставления поверхности ростовой подложки является отсутствие специализированных датчиков, возможность автоматической установки ростовой подожки в нулевое положение, возможность автоматического контроля плоскостности ростовой подложки, возможность выставления ростовой подложки в нулевое положение не относительно окружающих деталей, а относительно губки устройства разравнивания.
Взаимодействие составных частей установки показано на Фиг. 1 и 2.
При работе установки порошок поступает (загружается оператором) в загрузочный бункер 17. При этом количество загруженного в бункер порошка может меняться в широких пределах – от минимального количества, занимающего 15-25 мм в высоту, до полного заполнения бункера. Роторный дозатор 18 главного питателя 16 осуществляет подачу порошка из загрузочного бункера 17 в бункер 15 промежуточного питателя 13.
Роторный дозатор 14 промежуточного питателя 13 загружает порошком бункеры 10 и 11 разравнивателя 7. Роторные дозаторы 8 и 9 разравнивателя 7, в зависимости от направления перемещения разравнивателя, подают порошок на ростовую подложку 6 перед губкой 12 разравнивателя , которая и формирует на ростовой подложке 6 равномерный слой 20 порошка.
Установка работает следующим образом. Перед началом работы оператор вручную устанавливает ростовую подложку 6 и засыпает порошок в загрузочный бункер 17 главного питателя 16. После закрывания двери камеры установки и включения рабочего режима установки, установка производит следующие действия.
Включаются пилотный лазер (лазеры) 2, камера 3 видеонаблюдения и сканатор (сканаторы) 4, составляющие триангуляционную систему. При этом луч пилотного лазера 2 образует видимое в камеру 3 световое пятно на поверхности ростовой подложки 6. Блок управления установкой перемещает пятно пилотного лазера 2 по поверхности ростовой подложки 6 (сканирует её поверхность) и, в необходимых местах, камера 3 видеонаблюдения производит фотографии. Управляющий компьютер по известному положению зеркал сканатора 4 и положению пятна пилотного лазера 2 на снимках, сделанных камерой 3 видеонаблюдения, вычисляет расстояние от камеры 3 видеонаблюдения и сканатора 4 до поверхности ростовой подложки 6, то есть, снимает трёхмерный профиль поверхности ростовой подложки. Полученный профиль поверхности ростовой подложки 6 сравнивается с заданным, вычисляется среднее положение ростовой подложки 6 относительно губки 12 разравнивателя, отклонение положения и плоскостности от допустимого, наклон. То есть вычисляется отличие плоскостности ростовой подложки 6 от идеальной, её наклон и неплоскостность. При превышении заданных границ неплоскостности и наклона, установка подаёт сигнал о непригодности ростовой подложки 6, которая должна быть заменена оператором. В случае, если плоскостность и угол наклона ростовой подложки не превышают заданных граничных значений, производится автоматическое выставление ростовой подложки. Компьютер автоматически при помощи специального механизма, перемещает подложку в положению, соответствующее заданному расстоянию от поверхности ростовой подложки 6 до губки 12 разравнивателя. Таким образом, работает система выставления ростовой подложки.
Далее производится автоматическое формирование защитной атмосферы. Из камеры откачивается атмосфера, камера заполняется защитным газом. При этом весь объём порошка, загруженный в установку, откачивается и в последующем находится в защитной атмосфере.
Перед началом формирования детали, роторный дозатор 18 главного питателя 16 загружает бункер 15 промежуточного питателя 13 порошком до заданного уровня.
В дальнейшем, при уменьшении уровня порошка в промежуточном питателе 13 ниже заданного допустимого в процессе работы и периодической загрузке бункеров 10 и 11 разравнивающего устройства, роторный дозатор 18 главного питателя 16 производит догрузку порошка в бункер 15 промежуточного питателя 13. Таким образом, уровень порошка в бункере 15 промежуточного питателя 13 поддерживается в заданных пределах, что способствует равномерной работе роторного дозатора 15 промежуточного питателя 13.
Устройство 7 разравнивания (разравниватель) перемещается таким образом, что один их бункеров 10 или 11 оказывается под промежуточным питателем 13 (положение загрузки соответствующего бункера), роторный дозатор которого 14 производит его заполнение порошком. Положение загрузки переднего бункера 10 разравнивателя показано на Фиг. 2. Аналогичная операция повторяется со вторым (задним) бункером 11.
Оба бункера 10, 11 разравнивателя 7 оказываются загружены порошком.
Разравнивающее устройство 7 перемещается из положения под питателем 13 в сторону ростовой подложки 6 в такое положение, что оба его бункера 10, 11 оказываются в поле зрения камеры 3 видеонаблюдения, как показано на Фиг. 1.
Управляющий компьютер, как и в случае ростовой подложки 6, сканирует лучом пилотного лазера 2 поверхность порошка в бункерах 10, 11, а камера 3 видеонаблюдения производит снимки, как показано на Фиг. 4. Управляющий компьютер вычисляет профиль поверхности порошка и сравнивает его с заданным. При положении уровня, лежащем в пределах заданных границ, подаётся команда на формирование слоя порошка.
Разравниватель 7 начинает движение вперёд (на Фиг. 3 – вправо). По мере перемещения разравнивателя 7 над поверхностью ростовой подложки 6, роторный дозатор 8 его переднего бункера 10 производит высыпание порошка на поверхность ростовой подложки 6. Высыпанный порошок 20 разравнивается губкой 12 по поверхности ростовой подложки 6, формируя слой 21 порошка, толщина которого определена расстоянием между поверхностью ростовой подложки 6 и губкой 12 разравнивателя 7 при автоматическом выставлении ростовой подложки 6.
После формирования слоя порошка происходит его сплавление лазерным лучом, положение которого определяется положением зеркал сканаторов 4, которыми, в свою очередь, управляет компьютер.
После сплавления слоя порошка, ростовая подложка 6 при помощи специального механизма под управлением компьютера, перемещается вниз на расстояние, равное заданной толщине слоя порошка. Разравниватель 7 начинает движение в обратную сторону. Начинается процесс формирования слоя 21 порошка, аналогичный процессу при движении вперёд.
После формирования слоя порошка при движении назад, происходит его сплавление.
Далее процесс повторяется циклически.
При перемещении разравнивателя 7 вперёд и назад, компьютер сканирует лучами пилотных лазеров 2 поверхность порошка в обоих его бункерах10, 11, как показано на Фиг. 4. При обнаружении уменьшения уровня порошка в одном или в обоих бункерах 10, 11 ниже допустимого уровня, разравниватель 7 перемещается под промежуточный питатель 13 последовательно в положения загрузки одного и другого бункеров10, 11, как показано на Фиг.2, где и происходит их загрузка. После загрузки, разравниватель 7 перемещается из под промежуточного питателя 13 в положение, при котором триангуляционная система имеет возможность снять профиль поверхности порошка и определить, достаточное ли его количество загружено и равномерно ли проведена загрузка, как показано на Фиг 1. Аналогично, как и после первой загрузки.
При выявлении триангуляционной системой недостаточной равномерности загрузки бункеров 10, 11 разравнивателя 7 или неравномерности расходования порошка из его бункеров выше допустимой, управляющий компьютер может, согласно заложенной в него программе, либо остановить процесс и вызвать оператора, либо произвести другие действия, согласно программе.
Например, полностью выгрузить порошок из разравнивателя 7 и промежуточного питателя 13 и высыпать часть порошка из главного питателя 16, чтобы очистить роторные дозаторы 8, 9, 14, 18, произвести загрузку промежуточного питателя 13 и бункеров 10, 11 разравнивателя свежей порцией порошка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения изделий методом селективного лазерного плавления | 2022 |
|
RU2795149C1 |
| СИСТЕМА АВТОМАТИЧЕСКОЙ ПОДСТРОЙКИ СКАНИРУЮЩЕЙ СИСТЕМЫ УСТАНОВКИ СЕЛЕКТИВНОГО ЛАЗЕРНОГО СПЛАВЛЕНИЯ | 2018 |
|
RU2676722C1 |
| Способ калибровки установки селективного лазерного сплавления | 2024 |
|
RU2839633C1 |
| Устройство онлайн-мониторинга формы наплавленного слоя и управления процессом прямого лазерного выращивания изделий из металлических порошков | 2022 |
|
RU2811830C2 |
| Устройство для лазерного спекания изделия из порошкообразных материалов | 2015 |
|
RU2630151C2 |
| Устройство для получения изделий методом селективного лазерного плавления | 2022 |
|
RU2805686C1 |
| Устройство для селективного лазерного плавления порошковых материалов | 2021 |
|
RU2775661C1 |
| Устройство для лазерного спекания изделия из порошкообразных материалов | 2015 |
|
RU2629574C2 |
| Установка селективного лазерного спекания и способ получения крупногабаритных изделий на этой установке | 2019 |
|
RU2717761C1 |
| Устройство для селективного лазерного плавления порошковых материалов | 2022 |
|
RU2803176C1 |




Изобретение относится к устройству аддитивных установок, предназначенных для изготовления деталей из металлического порошка методом селективного лазерного плавления или спекания. Изобретение касается установки селективного лазерного сплавления или спекания, содержащей по меньшей мере один рабочий лазер с пилотным лазером, по меньшей мере одно устройство сканирования лазерным пучком, по меньшей мере одну камеру видеонаблюдения, устройство формирования слоя порошка, включающее в себя главный питатель, содержащий загрузочный бункер с роторным дозатором, и расположенное под ним разравнивающее устройство, выполненное с возможностью возвратно-поступательного перемещения вдоль ростовой подложки, при этом разравнивающее устройство дополнительно содержит по меньшей мере один роторный дозатор с бункером, выполненный с возможностью непрерывной подачи порошка по мере перемещения разравнивающего устройства. Технический результат - повышение качества конечной продукции за счет обеспечения точности дозирования порошка, однородности формируемого слоя порошка, а также снижение времени и повышение точности выставления ростовой подложки в нулевое положение. 6 з.п ф-лы, 5 ил.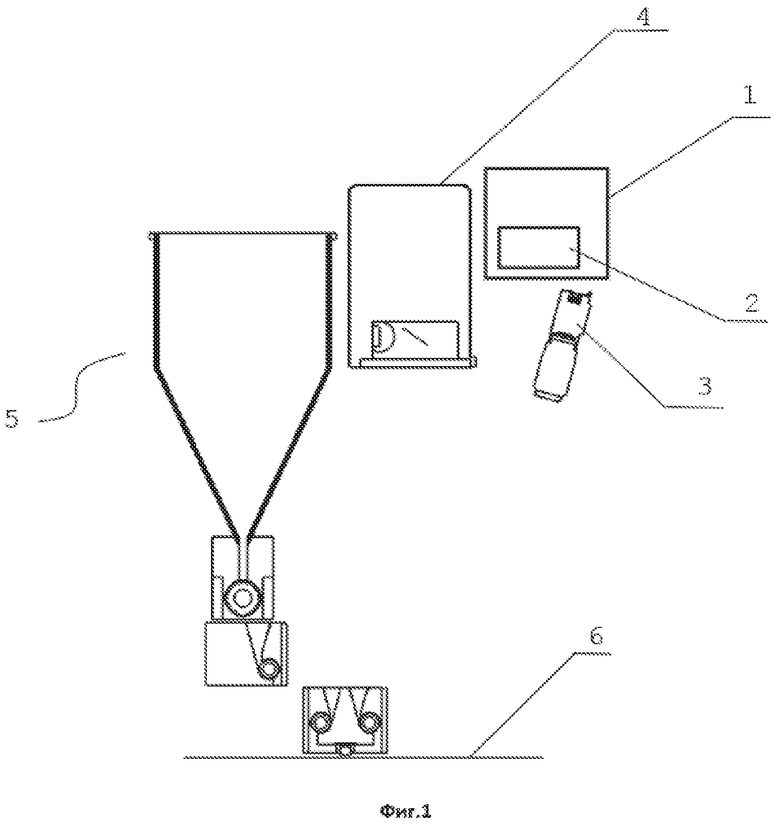
1. Установка селективного лазерного сплавления или спекания, содержащая по меньшей мере один рабочий лазер с пилотным лазером, по меньшей мере одно устройство сканирования лазерным пучком, по меньшей мере одну камеру видеонаблюдения, устройство формирования слоя порошка, включающее в себя главный питатель, содержащий загрузочный бункер с роторным дозатором, и расположенное под ним разравнивающее устройство, выполненное с возможностью поступательного перемещения вперед и назад над ростовой подложкой, отличающаяся тем, что разравнивающее устройство дополнительно содержит по меньшей мере один роторный дозатор с бункером, выполненный с возможностью непрерывной подачи порошка по мере перемещения разравнивающего устройства.
2. Установка по п.1, отличающаяся тем, что она дополнительно содержит промежуточный питатель, содержащий бункер с роторным дозатором, установленный над разравнивающим устройством и выполненный с возможностью заполнения порошком по меньшей мере одного бункера разравнивающего устройства.
3. Установка по п.2, отличающаяся тем, что высота бункера промежуточного питателя по меньшей мере в 5 раз меньше высоты загрузочного бункера.
4. Установка по п.1, отличающаяся тем, что она дополнительно содержит систему контроля количества порошка по меньшей мере в одном бункере разравнивающего устройства, выполненную с возможностью определения профиля поверхности порошка в бункере.
5. Установка по п.4, отличающаяся тем, что система контроля количества порошка представляет собой триангуляционную систему определения расстояния и включает в себя по меньшей мере один рабочий лазер с пилотным лазером, по меньшей мере одно устройство сканирования лазерным пучком устройства и по меньшей мере одну камеру видеонаблюдения.
6. Установка по п.1, отличающаяся тем, что она дополнительно содержит систему контроля выставления положения ростовой подложки, выполненную с возможностью определения положения поверхности ростовой подложки в пространстве и формы этой поверхности.
7. Установка по п.6, отличающаяся тем, что система контроля выставления положения ростовой подложки представляет собой триангуляционную систему определения расстояния и включает в себя по меньшей мере один рабочий лазер с пилотным лазером, по меньшей мере одно устройство сканирования лазерным пучком устройства сканирования и по меньшей мере одну камеру видеонаблюдения.
| Устройство для лазерного спекания изделия из порошкообразных материалов | 2015 |
|
RU2629574C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ФОРМОВАНИЯ СТЕКЛЯННЫХ ПРОФИЛЕЙ ИЗ ЛЕНТЫ СТЕКЛА | 0 |
|
SU165868A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ПОСЛОЙНОГО СИНТЕЗА | 2012 |
|
RU2487779C1 |
| Предохранительный клапан с увеличенным подъемом | 1926 |
|
SU7448A1 |
| US 20170182562 A1, 29.06.2017. | |||

