Изобретение относится к черной металлургии, в частности к футеровке кислородного конвертера с отъемным днищем.
Известна футеровка конвертера, состоящая из арматурного, рабочего слоя, трех арматурных слоев днища конвертера, рабочего слоя днища конвертера в местах заделки стыка днища конвертера и его цилиндрической части выкладывают дополнительное кольцо из переклазоуглеродистых огнеупоров [1] (Патент на полезную модель РФ, №24467, МПК6 С 21С 5/44, 2002).
Недостатком указанной футеровки является то, что стык конвертера перекрывается одним рядом огнеупорных изделий. Данное техническое решение начинает работать только в заключительной стадии эксплуатации конвертера, что явно недостаточно при длительных кампаниях.
Известна конструкция стыка огнеупорной футеровки конвертера с отъемным днищем, состоящая из нескольких слоев, выкладываемых огнеупорными формованными изделиями [2] (Патент на полезную модель РФ, №139671, МПК6 С21С5/44, 2013).
Наиболее близким решением к изобретению является кладка стыка футеровки конвертера, которая состоит из примкнутых друг к другу футеровки нижней части конвертера и прилегающей к ней футеровки днища, огнеупорной набивной массы, выполнена формованными огнеупорными изделиями с чередующимся сдвигом рядов по фронту на величину 0,02-0,19 длины данного кирпича с заполнением зазоров огнеупорной набивной массой, при этом формованные огнеупорные изделия имеют форму параллелепипеда, поочередно обеспечивающие плотное сопряжение футеровки стены и днища, а между рядами предварительно нанесен мертель или огнеупорная клеевая композиция. [3] (Патент на изобретение РФ, №2642995, МПК6 С21С5/44, F27D1/00 2016).
Недостатком этой кладки стыка футеровки конвертера является то, что во время эксплуатации стыка конвертера, из-за отсутствия зацепления перекрывающих стык огнеупорных изделий, происходит их выпадение из стыка, тем самым необходимо увеличивать количество материалов для ухода за данным районом футеровки металлургического агрегата.
Задача изобретения – увеличение стойкости конвертера (количество плавок от одного капитального ремонта до другого) и снижение удельного расхода огнеупоров.
Технический результат изобретения заключается в исключении проникновения металла в стык огнеупорной кладки стенок и днища конвертера в процессе выплавки стали, тем самым приводит к исключению преждевременного вывода из работы конвертера по этой причине.
Указанный технический результат достигается за счет применения предлагаемой футеровки нижней части конвертера с отъемным днищем в виде примкнутых друг к другу футеровки отъемного днища конвертера и футеровки нижней части стен конвертера, которые в свою очередь выполнены из формованных огнеупорных изделий, расположенных рядами с чередованием и набивной огнеупорной массы, предназначенной для заполнения образовавшегося зазора между футеровками, при этом величина перевязки формованного огнеупорного изделия одного ряда футеровки нижней части стен конвертера относительно другого ряда составляет 0,01-0,50 от длины упомянутых формованных огнеупорных изделий и перевязка выполнена поочередно со стороны ряда футеровки нижней части стен конвертера или со стороны формованных огнеупорных изделий стыка конвертера, а материал для компенсации усадки футеровки нижних рядов расположен между горизонтальными рядами футеровки нижней части стен конвертера на высоте 20-1500 мм от первого ряда кладки нижней части стен конвертера.
Кладка стыка футеровки конвертера в соответствии с предлагаемым решением предусматривает следующие отличия от прототипа:
- величина перевязки формованного огнеупорного изделия одного ряда футеровки нижней части стен конвертера относительно другого ряда составляет 0,01-0,50 от длины упомянутого формованного огнеупорного изделия;
- величина перевязки формованного огнеупорного изделия одного ряда футеровки нижней части стен конвертера с формованным огнеупорным изделием стыка конвертера составляет 0,01-0,50 от длины упомянутого формованного огнеупорного изделия;
- между горизонтальными рядами футеровки нижней части стен конвертера расположен материал для компенсации усадки футеровки нижних рядов на высоте от 20-1500 мм от первого ряда кладки нижней части стены конвертера.
Кроме того, предложенная футеровка нижней части конвертера с отъемным днищем отличается тем, что в качестве материала для компенсации усадки футеровки нижних рядов используют картон, а футеровка нижней части стен конвертера состоит из 1-4 окатов; кроме этого возможны различные варианты исполнения высоты стыка из формованных огнеупорных изделий от 50 до 205 мм, либо от 250 до 450 мм, либо от 450 до 650 мм.
Таким образом, данное техническое решение соответствует критерию «новизна».
Анализ патентов и научно-технической информации не выявил использования новых существенных признаков, используемых в предлагаемом решении. Следовательно, предлагаемое изобретение соответствует критерию «изобретательский уровень».
Техническое решение позволяет увеличить продолжительность времени эксплуатации конвертера, снизить расходы материалов по уходу за футеровкой конвертера и исключить проход металла в стык между рабочей футеровкой днища и нижней части стен конвертера, тем самым снизить время на ремонт металлургического агрегата.
Техническая сущность предложенного технического решения поясняется чертежами, на которых изображены:
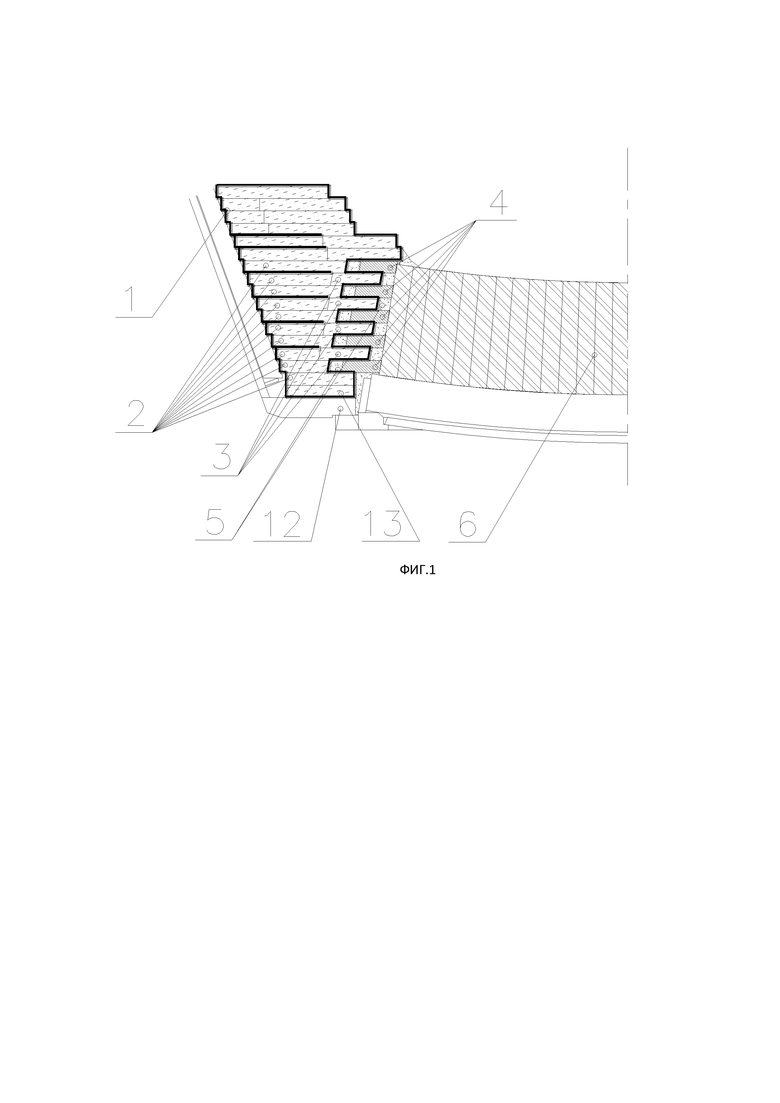
ФИГ. 1 – общая схема стыка футеровки конвертера с отъемным днищем;
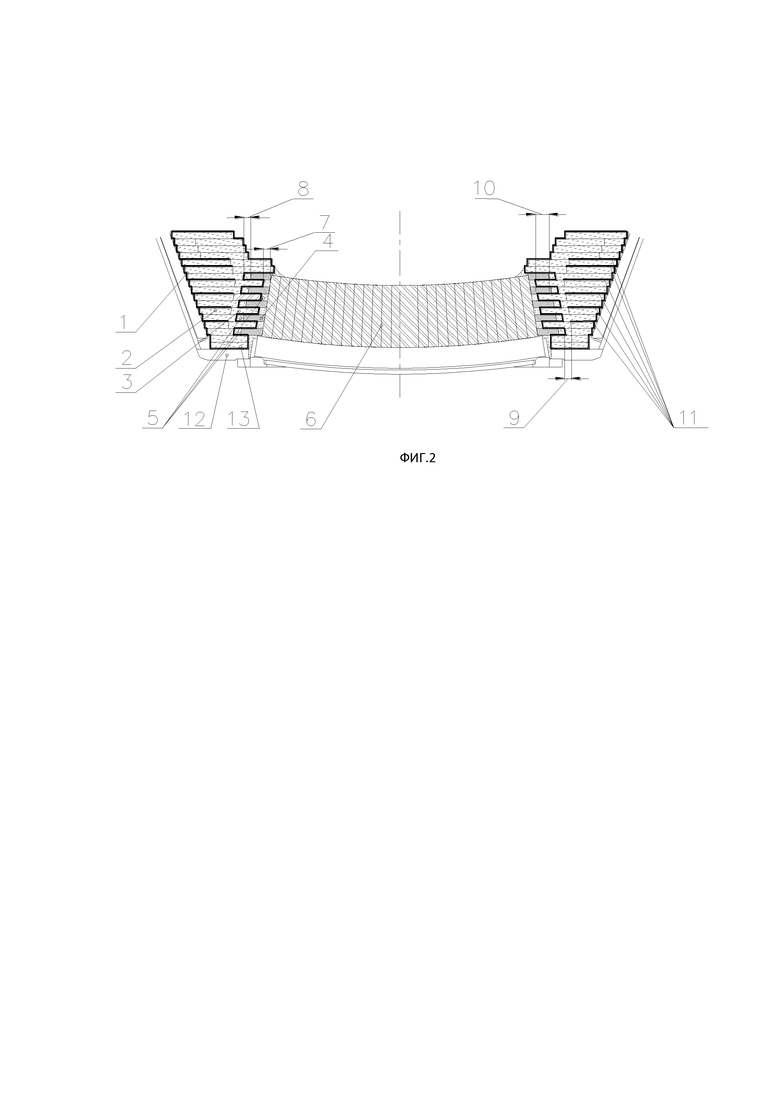
ФИГ. 2 – общая схема стыка футеровки конвертера с отъемным днищем с указанием перевязки формованных изделий;
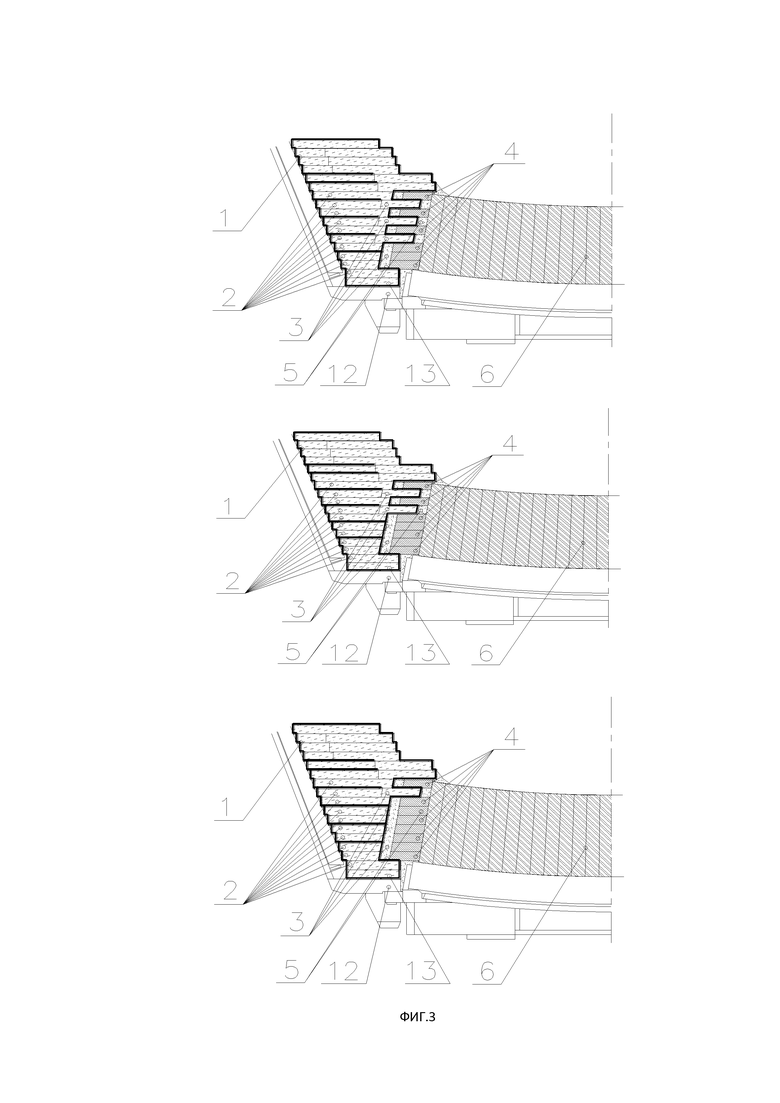
ФИГ. 3 – примеры выполнения кладки формованными огнеупорными изделиями стыка конвертера с их примыканием к футеровке отъемного днища конвертера: на высоту от 50 до 250 мм, на высоту от 250 до 450 мм и на высоту от 450 до 650 мм.
Предложенная футеровка нижней части конвертера с отъемным днищем состоит из футеровки нижней части стен конвертера - 1, выполненной из формованных огнеупорных изделий; футеровки нижней части стен конвертера – 2 (преимущественно в количестве 1-4 окатов), которые расположены рядами футеровки нижней части стен конвертера - 3, с чередованием формованных огнеупорных изделий стыка конвертера – 4 и набивной огнеупорной массы - 5, футеровки отъемного днища конвертера - 6, зазора между футеровкой отъемного днища конвертера и ряда футеровки нижней части стен конвертера - 7, зазора между формованными огнеупорными изделиями футеровки нижней части стен конвертера и формованными огнеупорными изделиями стыка конвертера - 8, перевязки формованных огнеупорных изделий футеровки нижней части стен конвертера - 9; перевязки формованных огнеупорных изделий футеровки нижней части стен конвертера с формованными огнеупорными изделиями стыка конвертера - 10; материала для компенсации - 11.
Осуществление изобретения.
Огнеупорную футеровку конвертера с отъемным днищем выполняют с разделением операций. Вначале выкладывают стенки в собственном конвертере до нижней части стен конуса конвертера 1. Затем укладывают от 1 до 4 окатов нижней части стен конвертера 1. После чего отомкнутое отъемное днище конвертера 6 футеруют отдельно. Затем детали кожуха 12 соединяют и осуществляют завершение кладки. После примыкания футеровки отъемного днища конвертера 6 осуществляют укладку ряда футеровки нижней части конвертера 3, который чередуют со слоями формованных огнеупорных изделий стыка конвертера 4. При этом величина перевязки формованного огнеупорного изделия одного ряда футеровки нижней части стен конвертера 3 относительно другого ряда составляет 0,01-0,50 от длины упомянутого формованного огнеупорного изделия, также как и величина перевязки формованного огнеупорного изделия одного ряда футеровки нижней части стен конвертера с формованным огнеупорным изделием стыка конвертера 10.
Количество окатов от 1 до 4 в футеровке нижней части стен конвертера 1, зависит от размера формованных огнеупорных изделий, применяемых в нижней части стен конвертера. При увеличении числа окатов в данной области более 4 необходимо применять изделия небольшой длины, что приведет к снижению эксплуатационных свойств футеровки нижнего конуса конвертера и увеличению времени огнеупорных работ.
Минимальный показатель 0,01 величины перевязки ряда футеровки нижней части стен конвертера 9 и перевязки формованных огнеупорных изделий футеровки нижней части стен конвертера с формованными огнеупорными изделиями стыка конвертера 10 относительно другого ряда в зависимости от длины формованных огнеупорных изделий второго ряда кладки нижней части стен конвертера 1 обусловлен отсутствием технического результата.
Максимальный показатель 0,50 величины перевязки ряда футеровки нижней части стен конвертера 9 и перевязки формованного огнеупорного изделия футеровки нижней части стен конвертера с формованными огнеупорными изделиями стыка конвертера 10 относительно другого ряда в зависимости от длины формованных огнеупорных изделий второго ряда кладки нижней части стен конвертера 1 обусловлен сложностью исполнения схема футеровки и, как следствие значительного увеличения времени футеровки конвертера.
Дополнительная перевязка формованных огнеупорных изделий футеровки нижней части стен конвертера 9 и перевязка формованных огнеупорных изделий футеровки нижней части стен конвертера с формованными огнеупорными изделиями стыка конвертера 10 обеспечивает повышенную износоустойчивость стыка нижней части стен и днища конвертера.
Для окончательного уплотнения в зазоры между футеровкой отъемного днища конвертера и рядом футеровки нижней части стен конвертера 7, а также между формованными огнеупорными изделиями футеровки нижней части стен конвертера и формованными огнеупорными изделиями стыка конвертера 8 забивают огнеупорную набивную массу 5.
В качестве набивной огнеупорной массы 5 используют набивную массу на основе периклаза, обеспечивающего надежное заполнение образующихся в процессе кладки футеровки зазоров.
Зазоры 7 и 8 между формованными огнеупорными изделиями стыка конвертера 4 в нижней части стен конвертера 1 под тяжестью верхних слоев уплотняются, поэтому футеровка стыка, выполненная из формованных огнеупорных изделий и набивной огнеупорной массы, по высоте будет не соответствовать футеровке нижней части стен конвертера 1, что приведет к увеличению времени кладки последних рядов стыка конвертера 4. Поэтому для устранения данного недостатка между горизонтальными радами футеровки нижней части стен конвертера устанавливают материал для компенсации 11.
Высота укладки материала для компенсации 11 между горизонтальными рядами футеровки нижней части стен конвертера 1 предпочтительно составляет 20-1500 мм от первого ряда кладки нижней части стены конвертера 13.
Минимальный размер 20 мм высоты укладки материала для компенсации 11 обусловлен не достижением технического результата, максимальный размер 1500 мм высоты укладки материала для компенсации 11 достаточен для компенсации усадки футеровки в нижнем конусе конвертера под тяжестью огнеупоров цилиндрической части и верхнего конуса конвертера.
В качестве материала для компенсации 11 используют картон, т.к. в процессе нагрева футеровки картон выгорает, тем самым компенсирует тепловое расширение огнеупорных материалов.
Высота стыка конвертера 4 зависит от размеров формованных огнеупорных изделий. Поэтому в качестве вариантов возможны исполнения представленной кладки с усилением зоны стыка конвертера 4, относительно футеровки нижней части стен конвертера 1 и футеровки отъемного днища конвертера 6 путем примыкания рядов формованных огнеупорных изделий стыка конвертера 4 к футеровке отъемного днища конвертера 6 на высоту от 50 до 250 мм, от 250 до 450 мм, от 450 до 650 (приведены на ФИГ. 3). Дополнительное перекрытие стыка конвертера формованными огнеупорными изделиями позволит обеспечить надежную работу футеровки конвертера.
Испытание по футеровке нижней части конвертера с отъемным днищем прототипа и предлагаемого изобретения осуществлены в конвертерном цехе АО «ЕВРАЗ НТМК», что соответствует критерию «промышленная применимость».
Предлагаемая футеровка нижней части конвертера с отъемным днищем позволяет увеличить стойкость конвертера, за счет исключения проникновения металла в стык огнеупорной кладки стенок конвертера и днища в процессе выплавки стали.
Источники информации
[1] (Патент на полезную модель РФ, №24467, МПК6 С 21С 5/44, 2002).
[2] (Патент на полезную модель РФ, №139671, МПК6 С21С5/44, 2013).
[3] (Патент на изобретение РФ, №2642995, МПК6 С21С5/44, F27D1/00 2016).
| название | год | авторы | номер документа |
|---|---|---|---|
| Футеровка нижней части конвертера с отъемным днищем | 2018 |
|
RU2733931C2 |
| Футеровка нижней части конвертера с отъемным днищем | 2018 |
|
RU2722949C2 |
| Огнеупорная кладка стыка стен и днища конвертера | 2022 |
|
RU2771099C1 |
| КЛАДКА СТЫКА ФУТЕРОВКИ КОНВЕРТЕРА | 2016 |
|
RU2642995C1 |
| Футеровка днища конвертера с донными фурмами | 2018 |
|
RU2710826C1 |
| СПОСОБ ФУТЕРОВКИ КИСЛОРОДНОГО КОНВЕРТЕРА | 2021 |
|
RU2758600C1 |
| ФУТЕРОВКА СТАЛЕПЛАВИЛЬНОГО КОНВЕРТЕРА | 2005 |
|
RU2291902C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ В ВИДЕ ПЛАВИЛЬНОГО ИЛИ РАЗЛИВОЧНОГО УСТРОЙСТВА С ИСПОЛЬЗОВАНИЕМ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2020 |
|
RU2744635C1 |
| СПОСОБ ПРЕССОВАНИЯ ОКСИДОУГЛЕРОДИСТЫХ ИЗДЕЛИЙ И СООТВЕТСТВУЮЩАЯ УКЛАДКА ИЗДЕЛИЙ ПРИ ФУТЕРОВКЕ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 2020 |
|
RU2758076C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ АДДИТИВНОЙ ФУТЕРОВКИ | 2020 |
|
RU2755325C1 |
Изобретение относится к черной металлургии, в частности к футеровке кислородного конвертера с отъемным днищем. В футеровке нижней части конвертера с отъемным днищем, содержащем примкнутые друг к другу футеровки отъемного днища конвертера и футеровки нижней части стен конвертера, выполненных из формованных огнеупорных изделий, расположенных рядами с чередованием, формованных огнеупорных изделий стыка конвертера и набивной огнеупорной массы, предназначенной для заполнения зазора между футеровками, величина перевязки формованного огнеупорного изделия одного ряда футеровки нижней части стен конвертера относительно другого ряда составляет 0,01-0,50 от длины упомянутых формованных огнеупорных изделий. Перевязка выполнена поочередно со стороны ряда футеровки нижней части стен конвертера или со стороны формованных огнеупорных изделий стыка конвертера. При этом между горизонтальными рядами футеровки нижней части стен конвертера расположен материал для компенсации усадки футеровки нижних рядов на высоте от 20-1500 мм от первого ряда кладки нижней части стен конвертера. В результате обеспечивается увеличение стойкости конвертера, за счет исключения проникновения металла в процессе выплавки стали в стык огнеупорной кладки стенок конвертера и днища. 5 з.п. ф-лы, 3 ил.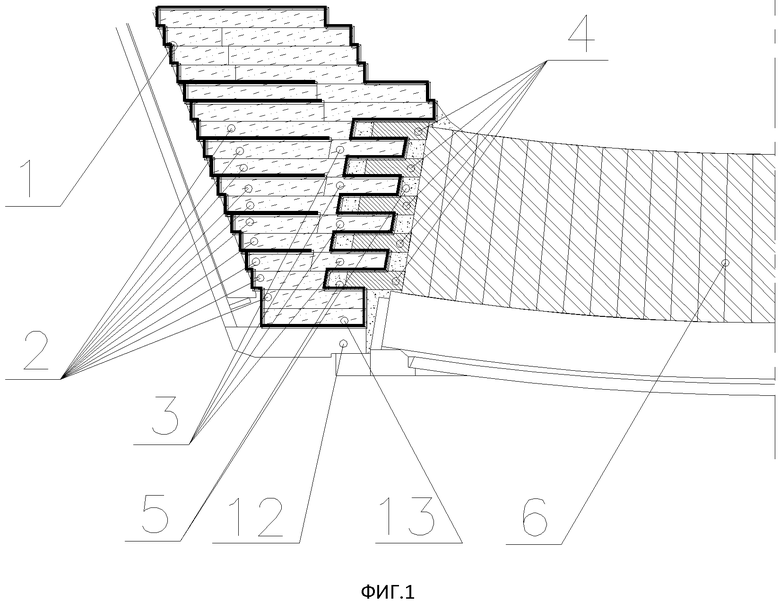
1. Футеровка нижней части конвертера с отъемным днищем, состоящая из примкнутых друг к другу футеровки отъемного днища конвертера и футеровки нижней части стен конвертера, выполненных из формованных огнеупорных изделий, расположенных рядами с чередованием, формованных огнеупорных изделий стыка конвертера и набивной огнеупорной массы, предназначенной для заполнения образовавшегося зазора между футеровками, отличающаяся тем, что величина перевязки формованного огнеупорного изделия одного ряда футеровки нижней части стен конвертера относительно другого ряда составляет 0,01–0,50 от длины упомянутых формованных огнеупорных изделий и перевязка выполнена поочередно со стороны ряда футеровки нижней части конвертера или со стороны стыка конвертера, при этом между горизонтальными рядами футеровки нижней части стен конвертера расположен материал для компенсации усадки футеровки нижних рядов на высоте от 20–1500 мм от первого ряда кладки нижней части стены конвертера.
2. Футеровка по п. 1, отличающаяся тем, что высота стыка конвертера из формованных огнеупорных изделий от 50 до 250 мм.
3. Футеровка по п. 1, отличающаяся тем, что высота стыка конвертера из формованных огнеупорных изделий от 250 до 450 мм.
4. Футеровка по п. 1, отличающаяся тем, что высота стыка конвертера из формованных огнеупорных изделий от 450 до 650 мм.
5. Футеровка по п. 1, отличающийся тем, что в качестве материала для компенсации усадки футеровки нижних рядов используют картон.
6. Футеровка по п. 1, отличающаяся тем, что футеровка нижней части стен конвертера состоит из 1-4 окатов.
| КЛАДКА СТЫКА ФУТЕРОВКИ КОНВЕРТЕРА | 2016 |
|
RU2642995C1 |
| Устройство для автоматического регулирования расхода дутья по фурмам доменной печи | 1960 |
|
SU139671A1 |
| JP 3322559 B2, 09.09.2002 | |||
| CN 202766559 U, 06.03.2013. | |||

