Изобретение относится к черной металлургии, в частности, к футеровке кислородного конвертера с отъемным днищем.
Известна схема кладки для глуходонного конвертера, которая содержит арматурный и рабочий слой. Арматурный слой изготавливается из обожженных высококачественных огнеупорных материалов (магнезитового, периклазошпинелидного или хромомагнезитового кирпича) и выкладывается толщиной 115…230 мм. Рабочий слой изготавливается из безобжиговых огнеупоров на смоляной связке. Кладка по толщине рабочего слоя выполнена как правило из двух кирпичей (блоков) различной длины. В случае приставной конструкции днища после его установки границу разъема защищают одним или несколькими кольцами из периклазошпинелидного кирпича. [1] (Металлургия стали: Учебник для вузов / Явойский В.И. и др.; М.: Металлургия, 1983 г., с. 511, 512)
Недостатком указанной конструкции является, то что данное техническое решение приемлемо для конвертеров с цельной металлоконструкцией, однако на конвертерах с отъемным днищем применить невозможно.
Известна схема кладки для глуходонного конвертера, которая состоит из трех слоев рабочего, промежуточного и арматурного. Рабочий слой выкладывается из смолодоломитовых кирпичей и блоков. Промежуточный слой набивают из смолодоломитовых масс. Арматурный слой выполняют из магнезитового, магнезитохромитового или обожженного доломитового кирпича. Днище конвертера изготовляют многослойным. Нижние ряды выполняют из шамотного кирпича, а остальные ряды из магнезитового кирпича на ребро и на торец. [2] (Соколов Г.А. Производство стали. М., Металлургия, 1982 г., с. 182, 189).
Недостатком этой конструкции является, то что данное техническое решение приемлемо для конвертеров с цельной металлоконструкцией, однако на конвертерах с отъемным днищем применить невозможно.
Наиболее близким решение к изобретению является конструкция стыка огнеупорной футеровки конвертера с отъемным днищем состоящая из нескольких слоев, выкладываемых огнеупорными формованными изделиями [3] (Патент на полезную модель РФ, №139671, МПК6 С21С 5/44, 2013).
Недостатком этой конструкции является то, что при чередовании огнеупорных изделий в районе стыка толщина набивного слоя недостаточна для осуществления качественной набивки.
Задача изобретения - увеличение стойкости конвертора, за счет исключения проникновения металла в процессе выплавки стали в стык огнеупорной кладки стенок конвертера и днища.
Поставленная задача решается благодаря тому, что футеровка конвертера с отъемным днищем, содержащая огнеупорную футеровку нижней части стен конвертера и отъемного днища конвертера в виде кладки формованных огнеупорных изделий, при этом в местах заделки стыка футеровки нижней части стен конвертера и футеровки отъемного днища конвертера, выполнена кладка формованными огнеупорными изделиями, которая с одной стороны примыкает к футеровке отъемного днища конвертера, а с другой стороны зазором - к футеровке нижней части стен конвертера, а образующийся между упомянутыми футеровками зазор содержит набивную огнеупорную массу, предусмотрены следующие отличия: формованные огнеупорные изделия, используемые в кладке для стыка или зазора, имеют с одной стороны - угол наклона торцевых поверхностей со стороны нижней части стен конвертера - α1, равной 0,525° и соответствующий углу наклона касательной α2, проведенной по крайним точкам формованных огнеупорных изделий в нижней части стен конвертера, а с противоположной стороны - угол наклона торцевой поверхности α3, прилегающего к футеровке отъемного днища, равный 0,5-25°, и соответствующий углу наклона крайнего ряда α4 футеровки отъемного днища.
Кроме того, предложенная футеровка конвертера с отъемным днищем отличается тем, что между кладкой стыка формованными огнеупорными изделиями и футеровкой отъемного днища конвертера используют мертель или огнеупорную клеевую композицию, а формованные огнеупорные изделия с торцов содержат фаски размером 0,1-20 мм., кроме того место сопряжения футеровки отъемного днища конвертера и перекрывающих стык формованных огнеупорных изделий, содержит набивную огнеупорную массу.
Таким образом, данное техническое решение соответствует критерию «новизна».
Анализ патентов и научно-технической информации не выявил использования новых существенных признаков, используемых в предлагаемом решении. Следовательно, предлагаемое изобретение соответствует критерию «изобретательский уровень».
Техническое решение позволяет увеличить стойкость конвертера.
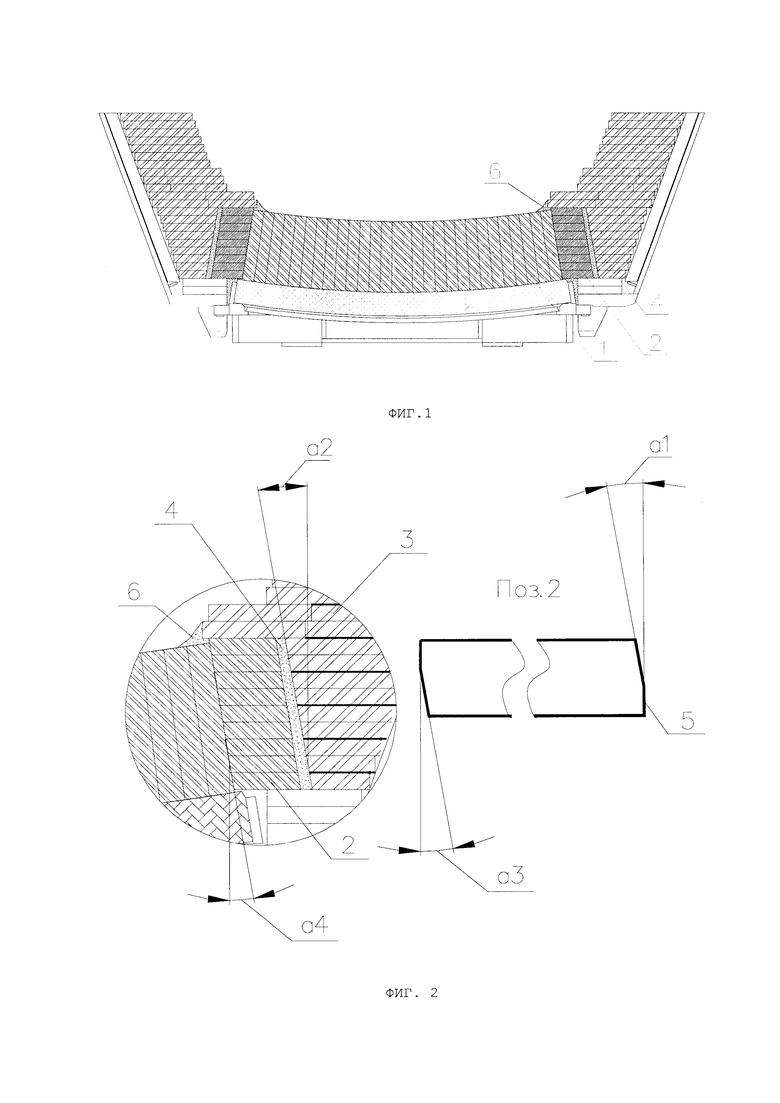
Сущность предложенной футеровки конвертера с отъемным днищем поясняется чертежом, на котором:
ФИГ 1. - общая схема стыка футеровки конвертера с отъемным днищем;
ФИГ 2. - схема огнеупорного изделия с углом наклона торцевых поверхностей к вертикальной плоскости 0,5-25° и дополнительной торцевой фаской 0,1-20 мм.
Предложенная футеровка конвертера с отъемным днищем состоит из футеровки отъемного днища 1, кладки стыка или зазора 2 формованными огнеупорными изделиями, футеровки нижней части стен конвертера 3, огнеупорной набивной массы 4, набивной огнеупорной массы 6, причем огнеупорное изделие имеет: угол наклона торцевой поверхности со стороны нижней части стен конвертера (3) -α1, равный 0,5-25° и соответствующий углу наклона касательной α2, проведенной по крайним точкам формованных огнеупорных изделий в нижней части стен конвертера (3); а с противоположной стороны - угол наклона торцевой поверхности α3, прилегающего к футеровке отъемного днища (1), равный 0,5-25°, и соответствующий углу наклона крайнего ряда α4 футеровки отъемного днища (1), кроме этого с торцов формованных огнеупорных изделий выполнены фаски 5 размером 0,1-20 мм.
Осуществление изобретения.
Огнеупорную футеровку конвертера с отъемным днищем выполняют с разделением операций. Вначале выкладывают стенки в собственном конвертере до нижней части конуса конвертера 3. Затем отдельно футеруют отомкнутое отъемное днище 1 конвертера. После чего детали кожуха соединяют и образовавшийся зазор между футеровкой отъемного днища 1 и футеровкой нижней части стен конвертера заполняют кладкой стыка 2, например, из формованных огнеупорных изделий с добавление огнеупорной набивной массы 4 со стороны футеровки нижней части стен конвертера 3 при условии использования формованных огнеупорных изделий, применяемых в кладке стыка 2 с углом наклона торцевых поверхностей со стороны футеровки нижней части стен конвертера3 - α1, равный 0,5-25° и соответствующий углу наклона крайнего ряда кладки футеровки отъемного днища 1 и углу наклона касательной, проведенной по крайним точкам формованных огнеупорных изделий в нижней части стен конвертера α4, α2. Сопряжение между футеровкой отъемного днища 1 и перекрывающих кладку для кладки стыка формованными огнеупорными изделиями 2 заполняют набивной огнеупорной набивной массой 6.
Смещение кладки стыка или зазора формованных огнеупорных изделий 2 к футеровке отъемного днища 1 обеспечивает дополнительное перекрытие огнеупорными изделиями 2 места стыка футеровки нижней части стен конвертера 3 и футеровки отъемного днища 1 равный 0,5-20°. Угол наклона торцевой поверхности огнеупорных изделий α3, прилегающего к футеровке отъемного днища 1 соответствующий углу наклона крайнего ряда α4 футеровки отъемного днища 1 обеспечит плотное их прилегание друг к другу. Отсутствие зазоров обеспечит надежную работу футеровки стыка. При несоответствии углов α3 и α4 в интервале 0,5-25° приведет к сложности стыковки футеровки отъемного днища 1 с футеровкой нижней части стен конвертера 3, увеличению времени футеровки и ухудшению условий труда, а также дополнительно обеспечит перенос зоны набивки огнеупорной массы 4 к периферии конвертера.
Между кладкой стыка или зазора формованными огнеупорными изделиями 2 и футеровкой отъемного днища 1 используется мертель или огнеупорную клеевую композицию (на Фиг. 1 и 2 не показан), т.к. эти материалы обеспечат надежную работу кладки стыка конвертера за счет отсутствия проникновения металла.
С торцов поверхность огнеупорных изделий выполнены фаски 5 размером 0,1-20 мм.
При отсутствии с торцов на формованных огнеупорных изделиях 2 фасок 5, приведет к скалыванию кромки торцевой части формованных огнеупорных изделий, тем самым нарушит целостность формованного огнеупорного изделия, что приведет к его повышенному износу. Для исключения скола на торцевой части огнеупорного изделия делается фаска 5 глубинной 0,1-20 мм.
Применение огнеупорной набивной массы 6 в местах сопряжения футеровки отъемного днища 1 и перекрывающих кладку 2 для стыка или зазора формованными огнеупорными изделиями 2 позволит уменьшить износ стыка конвертера на начальном этапе эксплуатации.
Предлагаемая Футеровка нижней части конвертера с отъемным днищем позволяет увеличить стойкость конвертера за счет исключения проникновения металла в процессе выплавки стали в стык огнеупорной кладки стенок конвертера и днища срок службы донных фурм конвертера.
Источники информации
[1] Металлургия стали: Учебник для вузов / Явойский В.И. и др.; М.: Металлургия, 1983 г., с. 511, 512.
[2] Соколов Г.А. Производство стали. М., Металлургия, 1982 г., с. 182, 189.
[3] (Патент на полезную модель РФ, №139671, МПК6 С21С 5/44, 2013).
| название | год | авторы | номер документа |
|---|---|---|---|
| Огнеупорная кладка стыка стен и днища конвертера | 2022 |
|
RU2771099C1 |
| Футеровка нижней части конвертера с отъемным днищем | 2020 |
|
RU2730307C1 |
| Футеровка нижней части конвертера с отъемным днищем | 2018 |
|
RU2733931C2 |
| КЛАДКА СТЫКА ФУТЕРОВКИ КОНВЕРТЕРА | 2016 |
|
RU2642995C1 |
| ФУТЕРОВКА СТАЛЕПЛАВИЛЬНОГО КОНВЕРТЕРА | 2005 |
|
RU2291902C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ В ВИДЕ ПЛАВИЛЬНОГО ИЛИ РАЗЛИВОЧНОГО УСТРОЙСТВА С ИСПОЛЬЗОВАНИЕМ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2020 |
|
RU2744635C1 |
| СПОСОБ ПРЕССОВАНИЯ ОКСИДОУГЛЕРОДИСТЫХ ИЗДЕЛИЙ И СООТВЕТСТВУЮЩАЯ УКЛАДКА ИЗДЕЛИЙ ПРИ ФУТЕРОВКЕ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 2020 |
|
RU2758076C1 |
| СПОСОБ ФУТЕРОВКИ КИСЛОРОДНОГО КОНВЕРТЕРА | 2021 |
|
RU2758600C1 |
| СПОСОБ КЛАДКИ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНОГО КОВША И СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 2011 |
|
RU2486989C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ АДДИТИВНОЙ ФУТЕРОВКИ | 2020 |
|
RU2755325C1 |
Изобретение относится к черной металлургии, в частности к футеровке кислородного конвертера с отъемным днищем. Формованные огнеупорные изделия, используемые в кладке для стыка или зазора, имеют с одной стороны угол наклона торцевых поверхностей со стороны нижней части стен конвертера α1, равный 0,5-25° и соответствующий углу наклона касательной α2, проведенной по крайним точкам формованных огнеупорных изделий в нижней части стен конвертера, а с противоположной стороны угол наклона торцевой поверхности α3, прилегающей к футеровке отъемного днища, равный 0,5-25° и соответствующий углу наклона крайнего ряда α4 футеровки отъемного днища. Изобретение обеспечивает увеличение стойкости конвертера за счет исключения проникновения металла в процессе выплавки стали в стык огнеупорной кладки стенок конвертера и днища. 3 з.п. ф-лы, 2 ил.
1. Футеровка конвертера с отъемным днищем, содержащая огнеупорную футеровку нижней части стен конвертера и отъемного днища конвертера в виде кладки формованных огнеупорных изделий, при этом в местах заделки стыка футеровки нижней части стен конвертера и футеровки отъемного днища конвертера выполнена кладка формованными огнеупорными изделиями, которая с одной стороны примыкает к футеровке отъемного днища конвертера, а с другой стороны с зазором к футеровке нижней части стен конвертера, причем образующийся между упомянутыми футеровками зазор содержит набивную огнеупорную массу, отличающаяся тем, что формованные огнеупорные изделия, используемые в кладке для стыка или зазора, имеют с одной стороны угол наклона торцевых поверхностей со стороны нижней части стен конвертера α1, равный 0,5-25° и соответствующий углу наклона касательной α2, проведенной по крайним точкам формованных огнеупорных изделий в нижней части стен конвертера, а с противоположной стороны угол наклона торцевой поверхности α3, прилегающей к футеровке отъемного днища, равный 0,5-25° и соответствующий углу наклона крайнего ряда α4 футеровки отъемного днища.
2. Футеровка по п.1, отличающаяся тем, что между кладкой стыка формованными огнеупорными изделиями и футеровкой отъемного днища конвертера используют мертель или огнеупорную клеевую композицию.
3. Футеровка по п.1, отличающаяся тем, что с торцов формованных огнеупорных изделий выполнены фаски размером 0,1-20 мм.
4. Футеровка по п.1, отличающаяся тем, что место сопряжения футеровки отъемного днища конвертера и перекрывающих стык формованных огнеупорных изделий содержит набивную огнеупорную массу.
| Устройство для автоматического регулирования расхода дутья по фурмам доменной печи | 1960 |
|
SU139671A1 |
| КЛАДКА СТЫКА ФУТЕРОВКИ КОНВЕРТЕРА | 2016 |
|
RU2642995C1 |
| JPH 3322559 B2, 09.09.2002 | |||
| CN 202766559 U, 06.03.2013. | |||

