Уровень техники
Настоящее раскрытие, в общем, касается рафинеров, таких как, но не ограничиваясь перечисленным, дисковые рафинеры, конические рафинеры, цилиндрические рафинеры, двухдисковые рафинеры, двухконические рафинеры и двухцилиндровые рафинеры, или аналогичного оборудования, а также их пластин и сегментов пластин, в частности формы ножей и канавок, определяющих размалывающие элементы этих пластин рафинеров или сегментов пластин рафинеров.
Лигноцеллюлозные материалы, такие как древесная стружка, древесные опилки и другие древесные и растительные волокнистые материалы, размалываются механическими рафинерами или схожим оборудованием, отделяющим волокна от сетчатой структуры волокон, образующих лигноцеллюлозный материал. Рафинеры для лигноцеллюлозных материалов оборудованы размалывающими пластинами или сегментами размалывающих пластин, которые выполнены с возможностью образования гарнитуры рафинера. Пластины рафинера также называют "дисками". В рафинере две противоположные размалывающие поверхности (пластины) расположены так, что по меньшей мере одна размалывающая пластина вращается относительно другой размалывающей пластины. В этой связи может существовать одна пластина рафинера, которая остается по существу неподвижной; ее обычно называют «статором». Другую пластину рафинера, совершающую вращение, обычно называют «ротором».
Лигноцеллюлозный материал, который необходимо размалывать, течет через центральное входное отверстие одной из пластин рафинера в зазор между двумя пластинами или поверхностями рафинера. Когда одна или обе пластины рафинера вращаются, центробежная сила перемещает лигноцеллюлозный материал наружу через зазор в направлении периферии пластины рафинера.
Противоположные размалывающие поверхности пластин рафинера включают в себя кольцевые участки, имеющие ножи и канавки. Канавки обеспечивают проходы, через которые материал совершает движение в плоскости между поверхностями пластин рафинера. Лигноцеллюлозный материал также выходит за пределы плоскости из канавок и через ножи. При движении через ножи лигноцеллюлозный материал попадает в зазор размалывания между скрещивающимися ножами противоположных пластин рафинера. В зазоре размалывания скрещивающиеся ножи прикладывают силы к лигноцеллюлозному материалу, под действием которых волокна лигноцеллюлозного материала могут разделяться. Многократное приложение сил в зазоре размалывания размалывает лигноцеллюлозный материал в волокнистую массу из разделенных и размолотых волокон или вызывает пластическое деформирование волокон для увеличения их прочности сцепления, или приводит к образованию мелких частиц либо укороченных волокон, в зависимости от сферы применения.
Пластины рафинера для размола лигноцеллюлозного материала известны в уровне техники, например те, что описаны в патентах US №№ 7896276; 7712694; и 6032888.
Краткое описание предпочтительных вариантов осуществления
Один вариант осуществления может включать в себя полностью перегороженную пластину рафинера для механического размола лигноцеллюлозного материала в рафинере, имеющем противоположные пластины рафинера. Полностью перегороженная пластина рафинера содержит по меньшей мере одну зону размола на основной поверхности пластины рафинера, по меньшей мере один тип канавок в зоне размола, а также по меньшей мере одну полнопрофильную перегородку во всех или по существу во всех канавках. Полнопрофильная перегородка представляет собой перегородку, расположенную в канавке так, что низ перегородки представляет собой плоскую нижнюю поверхность канавки, а верх перегородки расположен на той же высоте, что и верхняя часть ножа или поверхность пластины рафинера. Перегороженные канавки на поверхности пластины рафинера образуют сегменты канавок, при этом каждый сегмент канавки имеет длину, не превышающую примерно 30 мм, примерно 25 мм, примерно 15 мм, примерно 10 мм или примерно 5 мм. Термины «по существу» или «примерно» в настоящем описании предполагают разброс от 5% до 10% или менее.
Другой вариант осуществления может включать в себя частично перегороженную пластину рафинера для механического размола лигноцеллюлозного материала в рафинере, имеющем противоположные пластины рафинера. Частично перегороженная пластина рафинера содержит по меньшей мере одну зону размола на основной поверхности пластины рафинера, по меньшей мере один вид канавок в зоне размола, а также по меньшей мере одну полнопрофильную перегородку по меньшей мере в одной из канавок. Перегороженные канавки на пластине рафинера образуют сегменты канавок, при этом каждый сегмент канавки имеет длину, не превышающую примерно 30 мм, примерно 25 мм, примерно 15 мм, примерно 10 мм или примерно 5 мм.
Пример способа использования варианта осуществления по настоящему раскрытию может включать в себя подачу лигноцеллюлозного материала в зазор размалывания между набором противоположных пластин рафинера от внутренней кромки пластин или поверхностей рафинера, размалывание лигноцеллюлозного материала между набором специальных пластин рафинера, а также прием размолотого лигноцеллюлозного материала на наружной кромке пластин рафинера, при этом лигноцеллюлозный материал размалывается пластинами рафинера, содержащими по меньшей мере один сегмент канавок, длина которого не превышает примерно 30 мм.
Определенные варианты осуществления могут также включать в себя два вида перегороженных канавок на поверхности пластины рафинера. Другие варианты осуществления могут также содержать отверстия в пластине рафинера для обезвоживания обрезков волокон.
Краткое описание чертежей
На фиг.1 показан полностью перегороженный сегмент пластины рафинера;
на фиг.2 показан вид в сечении канавок первого типа, имеющих по существу прямоугольную форму;
на фиг.3 показан трехмерный вид канавок первого типа, имеющих по существу прямоугольную форму;
на фиг.4 показан увеличенный вид секции полностью перегороженной пластины рафинера;
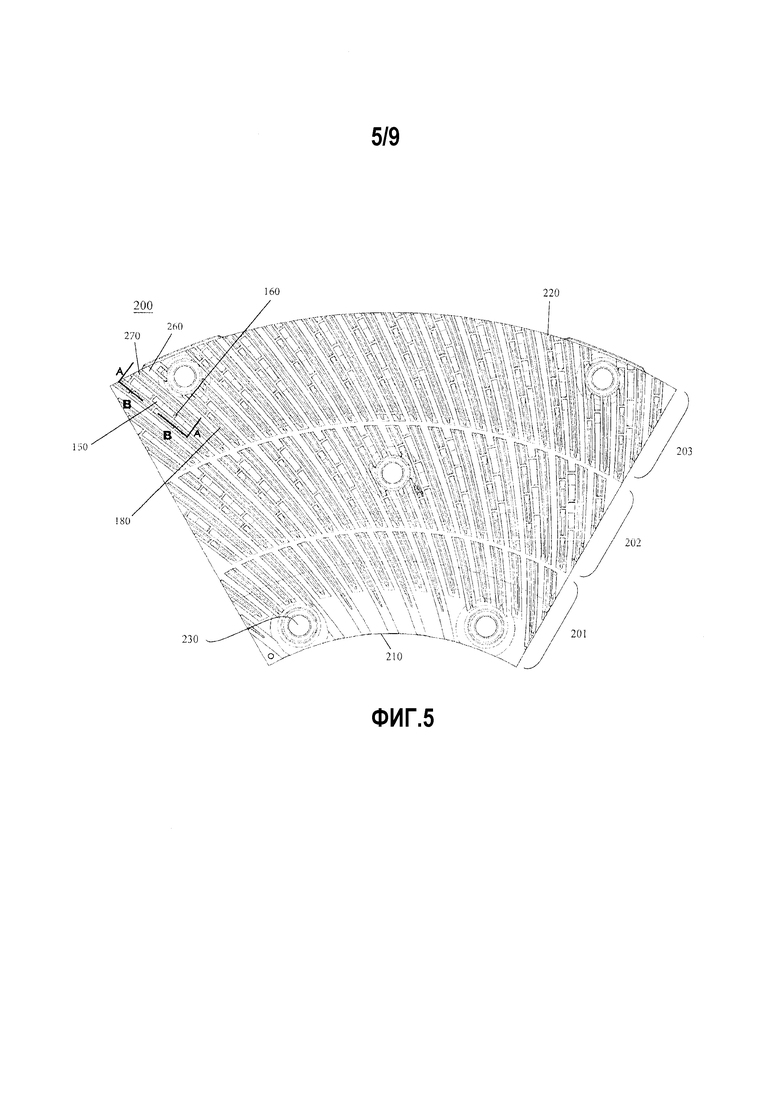
на фиг.5 показан чертеж частично перегороженного сегмента пластины рафинера;
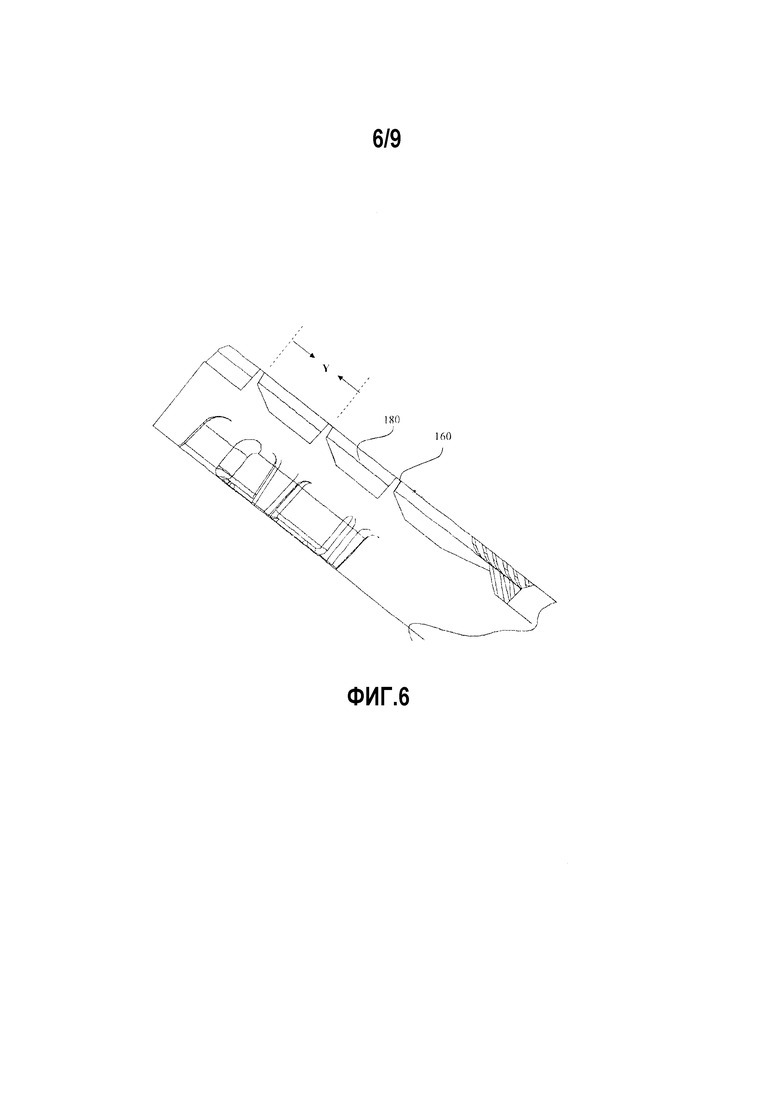
на фиг.6 показан вид в сечении канавок второго типа, имеющих по существу трапецеидальную форму;
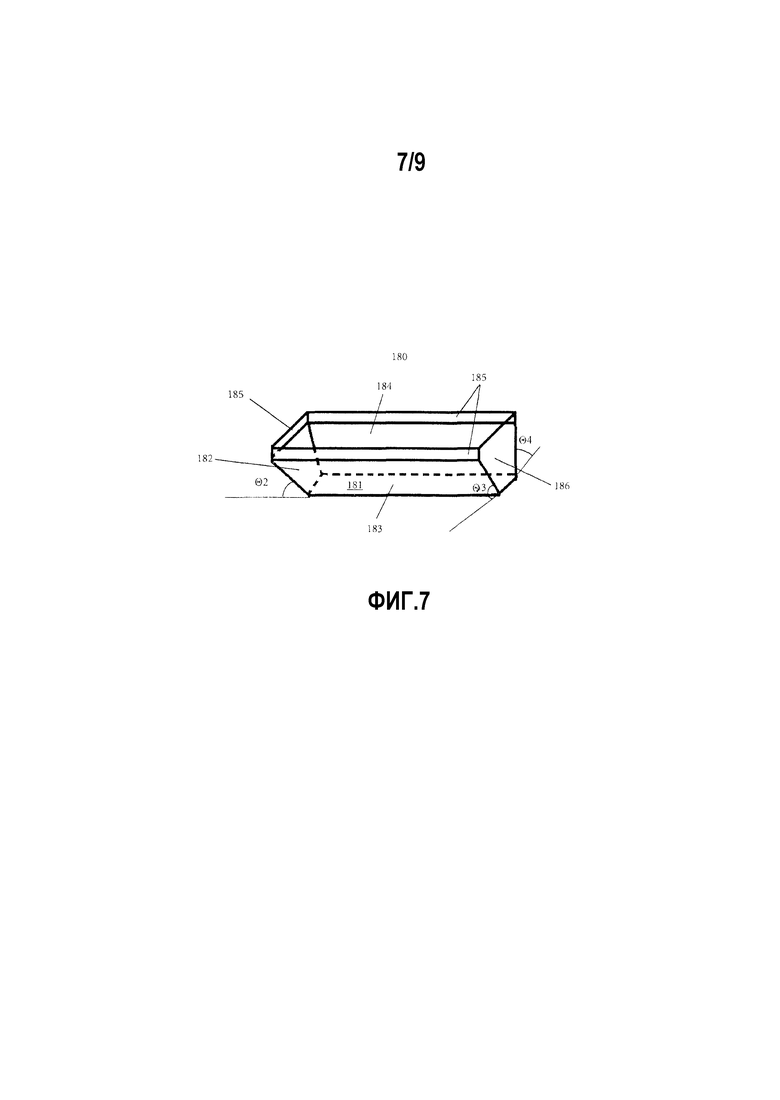
на фиг.7 показан трехмерный вид канавок второго типа, имеющих по существу трапецеидальную форму;
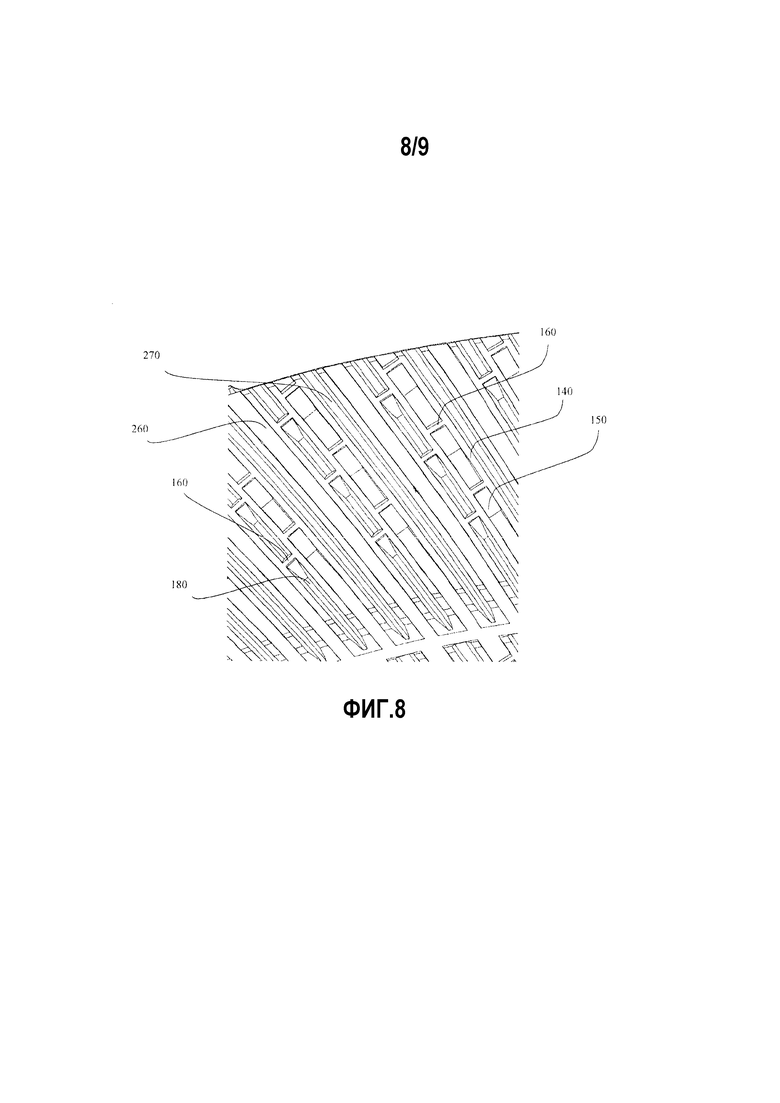
на фиг.8 показан увеличенный вид секции частично перегороженной пластины рафинера;
на фиг.9 показан схематичный чертеж пластины рафинера в полностью собранном виде.
Подробное описание предпочтительных вариантов осуществления
Сегменты пластины рафинера могут использоваться, например, в рафинерах для размалывания лигноцеллюлозного материала низкой консистенции (или высокой степени помола). Малая консистенция обычно подразумевает менее 6% (по весу) содержания твердых частиц в композиции из лигноцеллюлозного материала и жидкости (жидкой массы), подаваемой в рафинер, или даже менее 5% или 2% (по весу) содержания твердой фазы в жидкой массе. Сегменты пластины рафинера могут также использоваться для размалывания материала средней консистенции, составляющей примерно от 6% до 12% (по весу) содержания твердых частиц в композиции из лигноцеллюлозного материала и жидкости (жидкой массы), подаваемой в рафинер. В некоторых аспектах конфигурация ножей и канавок может использоваться в рафинерах различной геометрии, например, дисковых рафинерах, конических рафинерах, двухдисковых рафинерах, двухконических рафинерах, цилиндрических рафинерах и двухцилиндровых рафинерах, или аналогичном оборудовании.
Данное раскрытие построено на предположении о том, что рафинеры (а также пластины рафинера, используемые в рафинерах) могут работать аналогично центробежным насосам, пусть даже низкоэффективным, при этом ротор сопоставим с рабочим колесом центробежного насоса, а статор работает подобно так называемому «экрану» насоса (например, пространству между рабочим колесом и корпусом насоса).
В некоторых аспектах настоящее раскрытие применимо к любым конструкциям пластин рафинера, в том числе к конструкциям прямых (или по существу параллельных) ножей и конструкциям ножей в форме логарифмической спирали.
Традиционно в подавляющем большинстве пластин рафинера используется одинаковая конструкция для ротора и статора, а это означает, что экран образуется подобно рабочему колесу насоса. Считается, что конструкция в форме логарифмической спирали для пластины рафинера более совершенна с гидравлической точки зрения (например, при той же скорости потока достигается более высокое давление), что приписывается «радиальной природе» геометрии логарифмической спирали, при этом ни в одной из технологий (создания конструкций в форме логарифмической спирали или прямых конструкций) не придается особого значения функции и формированию экрана (например, статора), а также его влиянию на работу гидравлической машины, т.е. рафинера, и взаимодействию между экраном (например, статором) и рабочим колесом (например, ротором).
Настоящее раскрытие может опираться на представления, полученные в области техники центробежных насосов. В конструкциях центробежных насосов придается значение поведению потоков в пределах экрана. Эти потоки называют «рассеянием». Размер и форма экрана (просвета), а также направление потока играют роль с учетом следующих факторов: (a) потерь на трение, вызывающих (i) увеличение потребления мощности (например, сравнимой с мощностью холостого хода рафинера), и (ii) снижение напора (дельта p, увеличение давление по рафинеру), а также (b) сил, действующих на рабочее колесо, например, (i) вызывающих изменение силовых нагрузок на подшипник, а значит, влияющих на конструкцию и запас прочности подшипникового узла, а также (ii) вызывающих изменение силовых нагрузок на ротор в рафинере низкой консистенции, что влияет на стабильность зазора размалывания посредством придания перемещения ротору (неравномерное размалывание в двухдисковых рафинерах). В рафинерах низкой консистенции эти эффекты могут проявляться в виде увеличения мощности холостого хода, снижения роста давления и несбалансированного размалывания вследствие нестабильности зазора.
В одном аспекте некоторые варианты осуществления могут оптимизировать гидравлическое поведение рафинера путем оптимизации «экрана насоса», тем самым оптимизируя взаимодействие ротора и статора рафинеров низкой консистенции с целью получения одного или более из преимуществ: (i) снижение потребления мощности, (ii) повышение гидравлической эффективности (более высокая дельта p), а также (iii) повышение стабильности зазора путем балансировки ротора в случае двухдисковых рафинеров.
В отношении центробежных насосов считается, что невозмущенный внутренний поток через экран может являться основной причиной возникновения отрицательных эффектов. В корпусах насосов может быть сложно бороться с этими отрицательными эффектами, и усилия фокусируются на оценке их влияния. Однако в рафинерах низкой консистенции, экран может оказывать влияние на рабочие характеристики и минимизировать негативные эффекты, связанные с внутренним потоком материала. Ножи пластины статора могут работать в качестве экрана в центробежном насосе, а не просто гладкой стенки, следовательно расположение и конструкция ножей, оставаясь пригодными для выполнения размалывания, могут также использоваться для оказания влияния на рабочие характеристики экрана. Та же конструкция и тот же подход могут применяться для рафинеров средней консистенции.
Поскольку считается, что основная причина низких рабочих характеристик может заключаться во внутреннем потоке в пределах экрана насоса, настоящее раскрытие касается минимизации удлиненных участков открытых каналов. Следует воспрепятствовать набору скорости текучей среды в канавках пластины рафинера. Это может достигаться путем использования набора полнопрофильных перегородок в каждой канавке, а также регулирования длины канавок.
В определенных вариантах осуществления конфигурация ножей и канавок пластины ротора может быть призвана решать иную задачу в сравнении с традиционными роторными пластинами. Благодаря повышению рабочих характеристик, снижению потребления энергии и улучшенной балансировке рабочего колеса в результате оптимизации статора ротор может быть выполнен с возможностью уменьшения и регулирования гидравлического потенциала пластины рафинера до данного применения. Для решения этой задачи можно использовать три опции: (i) роторную пластину, которая полностью перегорожена (отвечающую требованиям создания малых потоков), (ii) роторную пластину, которая перегорожена частично (отвечающую требованиям создания средних потоков), а также (iii) роторную пластину, которая вообще не имеет перегородок (отвечающую требованиям создания максимальных потоков). Роторная пластина без перегородок по существу может быть такой же, как традиционные пластины рафинера. В другом варианте осуществления пластина статора также может иметь конструкцию с теми же тремя опциями, которые предложены для роторной пластины.
Конструкции ротора и статора могут использоваться в рафинере низкой консистенции, в котором содержание твердой фазы в пульпе составляет менее 6% в композиции из лигноцеллюлозного материала и жидкости (жидкой массы), подаваемой в рафинер, или даже менее 5% или 2% содержания твердой фазы в жидкой массе. Эти конструкции могут также использоваться в рафинере средней консистенции, работающем с текучей средой, подобной пульпе средней концентрации, в которой в композиции из лигноцеллюлозного материала и жидкости (жидкой массы), подаваемой в рафинер, содержание твердой фазы составляет примерно от 6% до 12%.
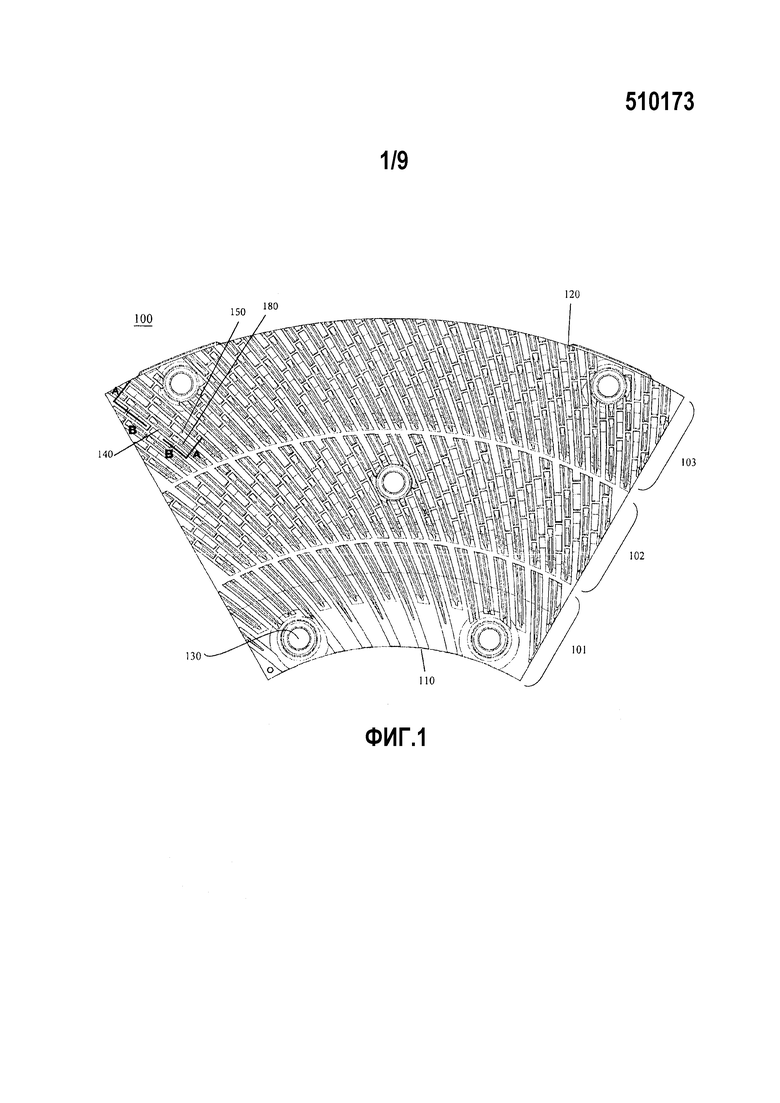
Вариант выполнения перегороженного сегмента 100 пластины рафинера показан на фиг.1, при этом сегмент 100 пластины рафинера имеет внутреннюю кромку 110 и наружную кромку 120. Перегороженный сегмент 100 пластины рафинера имеет также набор болтовых отверстий 130, позволяющих оперативно придать устойчивость сегментам пластины рафинера внутри рафинера. Перегороженный сегмент 100 пластины рафинера имеет зону 101 подачи, первую зону 102 размола и вторую зону 103 размола. Подача материала, который требуется размолоть с помощью пластины рафинера, осуществляется от внутренней кромки 110 в зону 101 подачи, которая радиально продолжается в направлении наружной кромки 120.
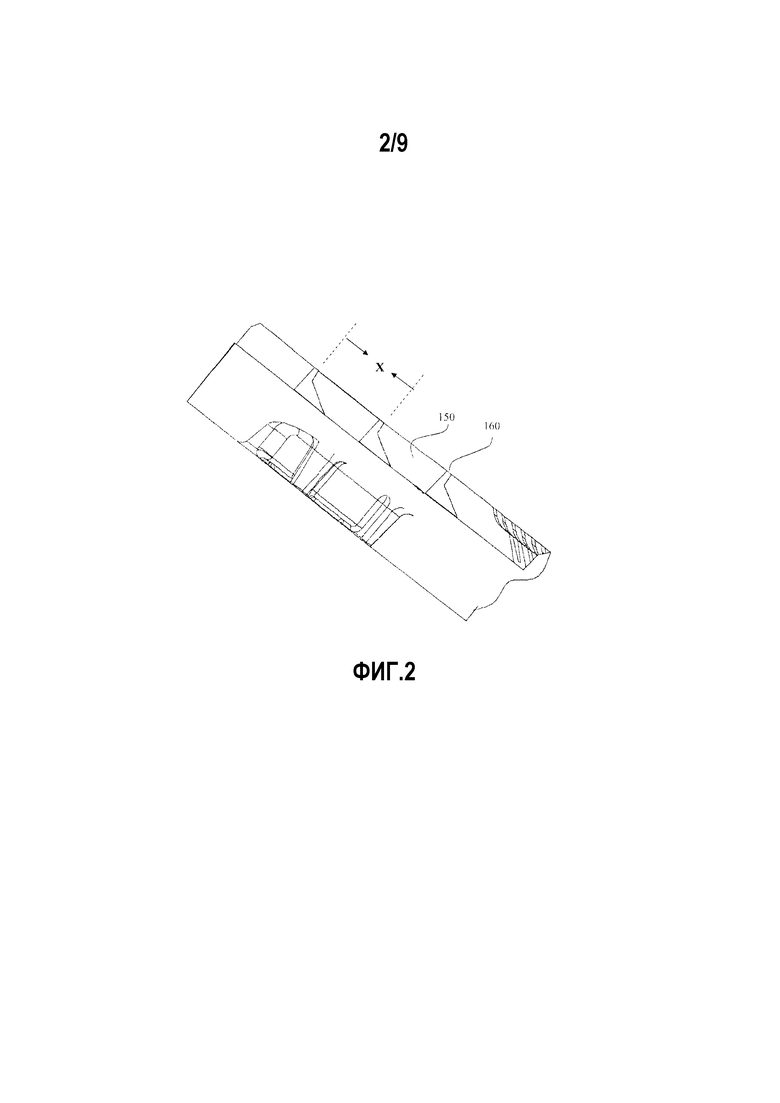
На фиг.1 показан пример перегороженного сегмента 100 пластины рафинера, содержащего все или по существу все (например, более 90% или 95%) канавки, имеющие по меньшей мере одну полнопрофильную перегородку в первой зоне 102 размола или во второй зоне 103 размола, либо и в первой зоне 102 размола, и во второй зоне 103 размола. На фиг.1 первый тип перегороженных канавок отмечен линией B с последующей детализацией на увеличенном виде в сечении, представленном в направлении A на фиг.2.
В одном варианте выполнения первый тип 150 канавок разделен перегородками 160 и имеет длину X (как показано на фиг.2), не превышающую примерно 30 мм, примерно 25 мм, примерно 15 мм, примерно 10 мм или примерно 5 мм. Полнопрофильная перегородка представляет собой перегородку, расположенную в канавке, при этом низ перегородки представляет собой по существу плоскую нижнюю поверхность канавки, а верх перегородки расположен по существу на той же высоте, что и нож 140 или поверхность сегмента пластины рафинера. В данном варианте осуществления два типа канавок, первый тип 150 канавок и второй тип 180 канавок, а также перегородки 160 расположены в последовательном порядке с повторяющимся рисунком. Ножи 140 расположены между линиями канавок (первого типа 150 канавок и второго типа 180 канавок) и перегородками 160.
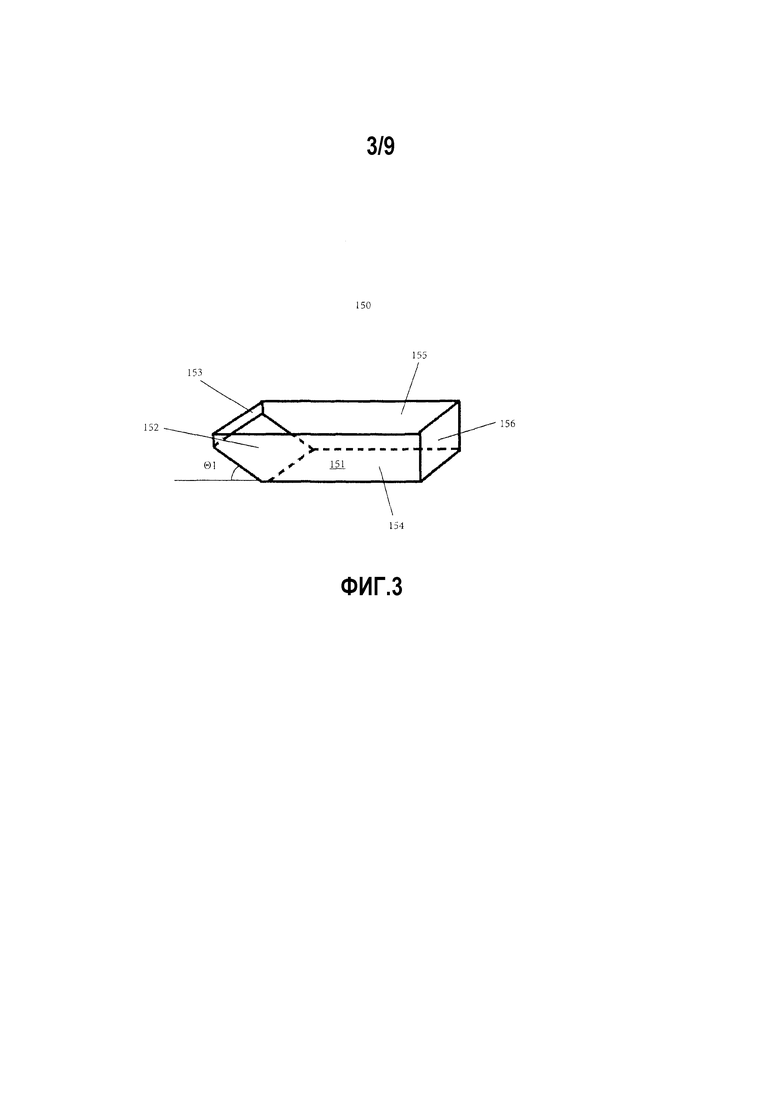
Один вариант выполнения первого типа 150 канавок показан в трехмерном виде на фиг.3. Первый тип 150 канавок может содержать по существу плоскую нижнюю поверхность 151, наклонную относительно нижней поверхности 151 первую короткую сторону 152, имеющую по существу вертикальный выступ 153, расположенный на кромке наклонной первой короткой стороны 152, противоположной кромке, прилегающей к нижней поверхности 151, первую по существу вертикальную длинную сторону 154, вторую по существу вертикальную длинную сторону 155, а также по существу вертикальную короткую сторону 156. В одном варианте выполнения наклонная первая короткая сторона 152 может располагаться под углом Θ1 к нижней поверхности 151. Угол Θ1 может составлять не более, чем примерно 90 градусов, примерно 75 градусов, примерно 45 градусов, примерно 30 градусов или примерно 15 градусов. Сечение первого типа 150 канавок в направлении B имеет по существу прямоугольную форму.
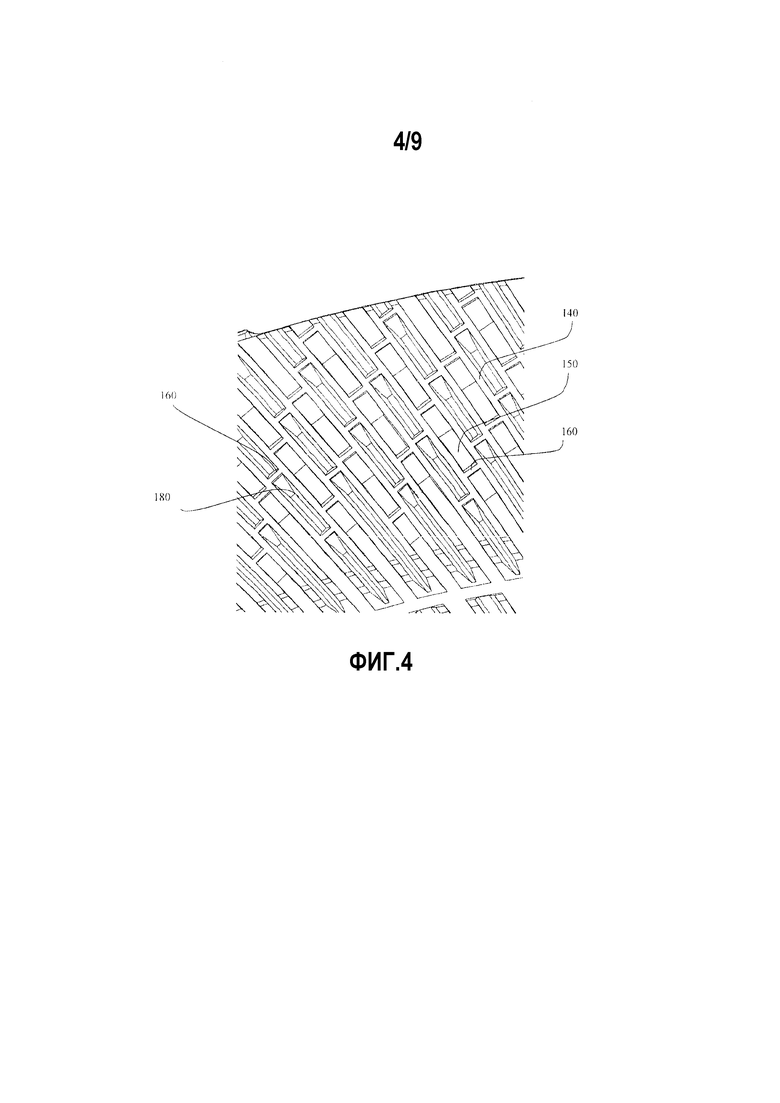
На фиг.4 показан увеличенный вид секции перегороженного сегмента 100 пластины рафинера. Первый тип 150 канавок и перегородки 160 расположены в последовательном порядке с повторяющимся рисунком вдоль логарифмических линий, образующих логарифмические линии канавок. Второй тип 180 канавок и перегородки 160 также расположены с повторяющимся рисунком вдоль логарифмических линий, параллельных набору логарифмических линий первого типа 150 канавок и перегородок 160. Ножи 140 расположены между логарифмическими линиями канавок (первого типа 150 канавок и второго типа 180 канавок).
Один вариант осуществления данного раскрытия может включать в себя использование только одного первого типа 150 канавок или второго типа 180 канавок, расположенных между перегородками 160 на логарифмических линиях канавок. Логарифмические линии канавок могут иметь рисунок прямых линий с параллельными ножами 140. Дополнительный вариант осуществления данного раскрытия может иметь альтернативный повторяющийся рисунок, при котором первый тип 150 канавок и второй тип 180 канавок расположены поочередно между перегородками 160 вдоль прямых или логарифмических линий канавок.
Другой вариант осуществления данного раскрытия может содержать частичное перегораживание, например, содержать частично перегороженный сегмент 200 пластины рафинера, показанный на фиг.5 (одинаковым элементам, как на других чертежах, присвоены одинаковые ссылочные позиции). Частично перегороженный сегмент 200 пластины рафинера имеет внутреннюю кромку 210 и наружную кромку 220. Частично перегороженный сегмент 200 пластины рафинера также имеет набор болтовых отверстий 230, позволяющих оперативно придать устойчивость сегментам пластины рафинера внутри рафинера. Частично перегороженный сегмент 200 пластины рафинера имеет зону 201 подачи, первую зону 202 размола и вторую зону 203 размола. Подача материала, который требуется размолоть с помощью пластины рафинера, осуществляется от внутренней кромки 210 в зону 201 подачи, которая продолжается в наружном направлении в сторону радиально периферийной наружной кромки 220.
Представленный в качестве примера частично перегороженный сегмент 200 пластины рафинера содержит частично перегороженные канавки (например, от примерно 10% до примерно 90% канавок перегорожены, предпочтительно от примерно 25% до примерно 75%, более предпочтительно от примерно 35% до примерно 60%), неперегороженные канавки в первой зоне 202 размола, а также неперегороженные канавки во второй зоне 202 размола. Перегородки, если они присутствуют, представляют собой полнопрофильные перегородки. На фиг.5 второй тип 180 канавок отмечен линией B с последующей детализацией на увеличенном виде в сечении, представленном в направлении A на фиг.2. В одном варианте осуществления второй тип 180 канавок разделен перегородками 160 и имеет длину Y (как показано на фиг.6), не превышающую примерно 30 мм, примерно 25 мм, примерно 15 мм, примерно 10 мм или примерно 5 мм.
Один вариант выполнения второго типа 180 канавок показан в трехмерном виде на фиг.7. Второй тип 180 канавок может содержать по существу плоскую нижнюю поверхность 181, наклонную относительно нижней поверхности 181 короткую сторону 182, первую наклонную длинную сторону 183, вторую наклонную длинную сторону 184, а также по существу вертикальный выступ 185, расположенный вдоль трех наклонных сторон (182, 183 и 184) на кромке каждой из трех наклонных сторон, противоположной кромке каждой из наклонных сторон, прилегающей к нижней поверхности 181. Второй тип 180 канавок также содержит по существу вертикальную короткую сторону 186.
В одном варианте осуществления наклонные стороны (182, 183 и 184) могут иметь углы расположения относительно каждой из наклонных сторон: угол Θ2 расположения наклонной первой короткой стороны 182 относительно нижней поверхности 181, угол Θ3 расположения первой наклонной длинной стороны 183 относительно нижней поверхности 181, а также угол Θ4 расположения второй наклонной длинной стороны 184 относительно нижней поверхности 181. Каждый из углов может определять одинаковый или различный градус наклона, не превышающий примерно 90 градусов, примерно 75 градусов, примерно 45 градусов, примерно 30 градусов или примерно 15 градусов. Сечение второго типа 180 канавок в направлении B может иметь по существу трапецеидальную форму.
На фиг.8 показан увеличенный вид секции частично перегороженного сегмента 200 пластины рафинера. Первый тип 150 канавок и перегородки 160 расположены в последовательном порядке с повторяющимся рисунком, следуя логарифмической форме. Второй тип 180 канавок и перегородки 160 также могут присутствовать в данном варианте осуществления и могут располагаться в последовательном порядке с повторяющимся рисунком, следуя логарифмической форме. Ножи 140 расположены между логарифмическими линиями канавок, включающими в себя первый тип 150 канавок с перегородками 160 и второй тип 180 канавок с перегородками 160. Первый тип 260 неперегороженных канавок и второй тип 270 неперегороженных канавок могут располагаться параллельно линиям канавок, включающим в себя первый тип 150 канавок, второй тип 180 канавок и перегородки 160. Частично перегороженный сегмент 200 пластины рафинера может обеспечивать более высокую скорость течения, чем по существу перегороженный сегмент 100 пластины рафинера.
По альтернативному варианту конструкция может состоять из набора отверстий, высверленных или отлитых в пластине рафинера в форме, например, кругов, прямоугольников и треугольников, для создания углублений, предназначенных для обезвоживания обрезков волокон в процессе рафинирования, не позволяя при этом создавать непрерывный поток, поступающий внутрь через статор. Отверстия могут иметь диаметр или ширину не более примерно 15 мм, примерно 10 мм, примерно 5 мм, примерно 3 мм или примерно 2 мм.
На фиг.9 показан схематичный чертеж пластины рафинера в полностью собранном виде, содержащей шесть сегментов пластины рафинера. Сегменты пластины рафинера могут представлять собой полностью перегороженные или частично перегороженные сегменты пластины рафинера, описанные выше. Пластины рафинера могут иметь большее или меньшее число сегментов, образующих пластину рафинера, в том числе, например, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11 или 12 сегментов.
В определенных аспектах настоящее раскрытие, таким образом, касается решения проблемы, относящейся к балансировке ротора в двухдисковых рафинерах. Данное раскрытие может также позволить снизить потребление энергии и повысить гидравлические характеристики в рафинерах, например в рафинерах низкой консистенции и рафинерах средней консистенции, работающих с текучими средами.
Данное раскрытие может быть связано с особым формированием пластины статора, что может достигаться путем использования перегородок на пластинах рафинера, разнесенных между собой не более чем примерно на 25 мм - 30 мм, либо путем использования альтернативных конструкций статора, позволяющих создать конструкцию с сегментами канавок, длина которых не превышает примерно 25 мм - 30 мм. Конструкция статора может потребовать регулировки ротора для решения гидравлических задач в соответствии с областью применения, что может достигаться путем использования пластин рафинера, например, полностью перегороженных, частично перегороженных или обычных конструкций пластин рафинера.
Аспекты настоящего раскрытия могут позволить существенно снизить потребление мощности на холостом ходу, могут создать инструменты для управления гидравлической мощностью комбинации ротор-статор, а также позволить решить возможные проблемы, связанные с центровкой ротора в двухдисковых рафинерах низкой консистенции.
Хотя изобретение описано в связи с наиболее практичным и предпочтительным вариантом осуществления по сегодняшним представлениям, следует понимать, что изобретение не ограничено раскрытым вариантом осуществления, а, наоборот, предназначено охватывать различные изменения и эквивалентные схемы, соответствующие сущности и объему изобретения в рамках прилагаемой формулы изобретения. Конструкции пластин рафинера и сегментов пластин рафинера не ограничиваются описанными вариантами осуществления. Другие варианты осуществления могут включать в себя по существу прямые канавки и ножи, и/или другие сочетания.
Заявлен перегороженный сегмент пластины рафинера для механического размола лигноцеллюлозного материала в рафинере, имеющем противоположные пластины рафинера, при этом сегмент пластины рафинера содержит по меньшей мере одну зону размола, множество канавок в указанной по меньшей мере одной зоне размола, а также по меньшей мере две полнопрофильные перегородки в по меньшей мере одной из канавок, причем полнопрофильная перегородка является перегородкой, расположенной в канавке так, что низ перегородки представляет собой по существу плоскую нижнюю поверхность канавки, а верх перегородки расположен по существу на той же высоте, что и верхняя часть ножа сегмента пластины рафинера или поверхность сегмента пластины рафинера, при этом полнопрофильные перегородки определяют сегменты канавок, расположенные между полнопрофильными перегородками. Согласно изобретению, каждый сегмент канавки имеет длину, не превышающую примерно 30 мм в направлении от внутренней периферии к внешней периферии сегмента пластины рафинера. 4 н. и 11 з.п. ф-лы, 9 ил.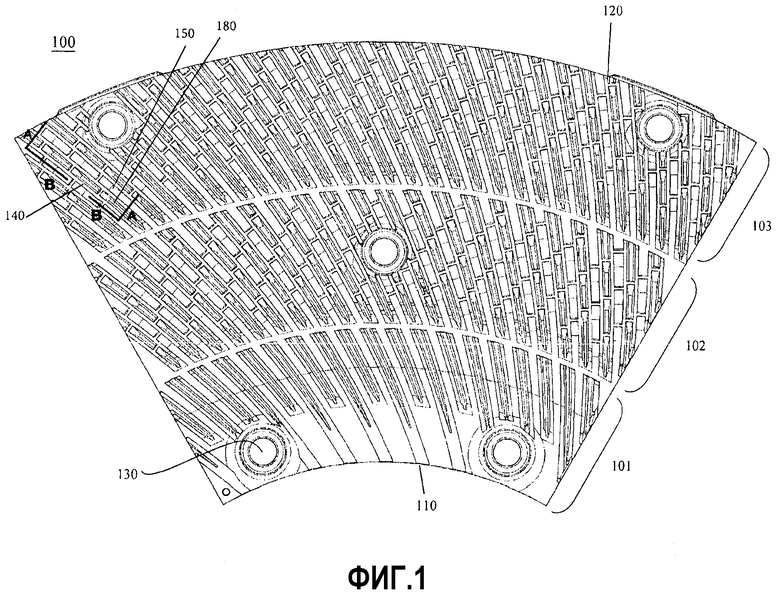
1. Перегороженный сегмент (100) пластины рафинера для механического размола лигноцеллюлозного материала в рафинере, имеющем противоположные пластины рафинера, при этом сегмент (100) пластины рафинера содержит:
по меньшей мере одну зону (102, 103) размола;
множество канавок (150, 180) в указанной по меньшей мере одной зоне (102, 103) размола; а также
по меньшей мере две полнопрофильные перегородки (160) в по меньшей мере одной из канавок (150, 180), причем полнопрофильная перегородка (160) является перегородкой, расположенной в канавке (150, 180) так, что низ перегородки (160) представляет собой по существу плоскую нижнюю поверхность канавки (150, 180), а верх перегородки (160) расположен по существу на той же высоте, что и верхняя часть ножа (140) сегмента (100) пластины рафинера или поверхность сегмента (100) пластины рафинера;
при этом полнопрофильные перегородки (160) определяют сегменты канавок, расположенные между полнопрофильными перегородками (160),
отличающийся тем, что каждый сегмент канавки имеет длину (X, Y), не превышающую примерно 30 мм в направлении от внутренней периферии к внешней периферии сегмента (100) пластины рафинера.
2. Перегороженный сегмент (100) пластины рафинера по п. 1, при этом от примерно 10% до примерно 90% канавок (150, 180), предпочтительно от примерно 25% до примерно 75%, более предпочтительно от примерно 35% до примерно 60%, канавок (150, 180) в зоне (102, 103) размола включают в себя множество полнопрофильных перегородок (160).
3. Перегороженный сегмент (100) пластины рафинера по п. 1, содержащий множество полнопрофильных перегородок (160) во всех или по существу во всех канавках (150, 180), причем полнопрофильные перегородки (160) во всех или по существу во всех канавках (150, 180) определяют сегменты канавок между полнопрофильными перегородками (160).
4. Перегороженный сегмент (100) пластины рафинера по любому из пп. 1-3, при этом сегмент пластины рафинера содержит по меньшей мере один сегмент канавки, имеющий одну короткую сторону, определяемую первой поверхностью первой прилегающей перегородки (160) по существу прямоугольной формы, а также имеющий одну наклонную короткую сторону, определяемую второй поверхностью второй прилегающей перегородки (160).
5. Перегороженный сегмент (100) пластины рафинера по любому из пп. 1-3, при этом сегмент (100) пластины рафинера содержит по меньшей мере один сегмент канавки, имеющий одну короткую сторону, определяемую поверхностью первой прилегающей перегородки (160) по существу трапецеидальной формы, а также имеющий одну наклонную короткую сторону, определяемую поверхностью второй прилегающей перегородки (160).
6. Перегороженный сегмент (100) пластины рафинера по любому из пп. 1-3, дополнительно содержащий одно или более отверстий, высверленных или отлитых в сегменте (100) пластины рафинера для создания углублений для обезвоживания обрезков волокон в процессе размалывания, при этом отверстия имеют диаметр, не превышающий примерно 15 мм.
7. Перегороженный сегмент (100) пластины рафинера по любому из пп. 1-3, в которой канавки (150, 180) и перегородки (160) расположены в последовательном порядке с повторяющимся рисунком, причем канавки (150, 180) и перегородки (160) образуют по меньшей мере либо прямолинейную схему, при которой ножи (14) расположены параллельно между прямыми линиями канавок (150, 180) и перегородок (160), либо логарифмическую схему, при которой ножи (140) расположены между логарифмическими линиями канавок (150, 180) и перегородок (160).
8. Пластина рафинера для механического размола лигноцеллюлозного материала, содержащая
множество сегментов (100) пластины рафинера по любому из пп. 1-7, функционально связанных для образования круглой формы;
при этом каждый из сегментов (100) пластины рафинера содержит ножи (140), канавки (150, 180) и множество полнопрофильных перегородок (160) в канавках (150, 180) для определения сегментов канавок, расположенных между двумя полнопрофильными перегородками (160).
9. Пластина рафинера по п. 8, в которой канавки (150, 180) на сегментах (100) пластин рафинера по существу перегорожены полнопрофильными перегородками (160) или частично перегорожены полнопрофильными перегородками (160).
10. Пластина рафинера по п. 9, в которой частично перегороженный сегмент (100) пластины рафинера содержит сегменты канавок, образованные двумя полнопрофильными перегородками (160), и от примерно 10% до примерно 90% канавок (150, 180) в зоне (102, 103) размола включают в себя множество полнопрофильных перегородок (160).
11. Пластина рафинера по любому из пп. 8-10, в которой канавки (150, 180), перегородки (160) и ножи (140) расположены в последовательном порядке с повторяющимся рисунком, причем канавки (150, 180) и перегородки (160) образуют по меньшей мере либо прямолинейную схему, при которой ножи (14) расположены параллельно между прямыми линиями канавок (150, 180) и перегородок (160), либо логарифмическую схему, при которой ножи (140) расположены между логарифмическими линиями канавок (150, 180) и перегородок (160).
12. Способ механического размола лигноцеллюлозного материала в рафинере, имеющем противоположные пластины рафинера, содержащий этапы:
подачи лигноцеллюлозного материала в зазор размалывания между набором противоположных пластин рафинера через внутреннюю кромку пластин рафинера, при этом набор пластин рафинера включает в себя по меньшей мере одну пластину рафинера, содержащую по меньшей мере один сегмент (100) пластины рафинера по любому из пп. 1-7, причем сегмент (100) пластины рафинера содержит по меньшей мере один сегмент канавки, определяемый двумя полнопрофильными перегородками (160), длина которого не превышает примерно 30 мм;
размалывания лигноцеллюлозного материала между набором пластин рафинера; и
приема размолотого лигноцеллюлозного материала с наружной кромки пластин рафинера.13. Способ по п. 12, в котором канавки (150, 180) на по меньшей мере одной из противоположных пластин рафинера по существу перегорожены полнопрофильными перегородками (160) или частично перегорожены полнопрофильными перегородками (160).
14. Способ по п. 13, в котором частично перегороженный сегмент (100) пластины рафинера содержит от примерно 10% до примерно 90% канавок (150, 180) в зоне (102, 103) размола, которые включают в себя множество полнопрофильных перегородок (160).
15. Механический рафинер для размола лигноцеллюлозного материала, имеющий противоположные пластины рафинера, при этом рафинер содержит:
роторную пластину рафинера; и
статорную пластину рафинера, основная поверхность которой противоположна роторной пластине рафинера;
при этом роторная пластина рафинера или статорная пластина рафинера содержит по меньшей мере один сегмент (100) пластины рафинера по любому из пп. 1-7.
| DE 102008025717 A1, 04.12.2008 | |||
| WO 2009068739 А1, 04.06.2009 | |||
| US 6032888 A, 07.03.2000. |

