Настоящее изобретение относится к размалывающим конусам и сегментам пластин для размалывающих конусов, и, более конкретно, к форме ножей, которые образуют размалывающие элементы конусов или конических сегментов.
Дисковидные или конические рафинеры для лигноцеллюлозного материала, от древесных опилок до древесных стружек, оснащаются размалывающими пластинами или сегментами. Материал, подлежащий размалыванию, обрабатывается в зазоре, образованном между двумя размалывающими конусами, вращающимися друг относительно друга. Материал перемещается в бороздках, образованных между ножами, расположенными на конических поверхностях, обеспечивающих функцию транспортировки и механизм для стапелирования материала на передних кромках пересекающих ножей. Мгновенное перекрытие между ножами, расположенными на каждой из двух конических поверхностей, образует мгновенный угол пересечения. Угол пересечения имеет существенное влияние на стапелирование материала или способность перекрывания передних кромок.
Известные конфигурации ножей, в частности параллельная прямая линия, радиальная прямая линия и изогнутая в форме целых дуг на круговых эволютах, а также их проекции с плоских базовых поверхностей на конические поверхности, показывают изменение угла пересечения ножей по отношению к радиальному положению в зонах размалывания. К тому же конфигурации параллельных прямых линий показывают изменение угла ножа относительно периферийного положения в поле параллельных ножей.
Поскольку угол пересечения ножей является определяющим фактором для способности перекрывания, то изменение угла ножа также приводит к изменению способности перекрывания. Следовательно, неоднородное распределение материала в зазоре как функция радиального и углового положения является неизбежным в известных конструкциях ножей. Примерами патентов, направленных на особенные конфигурации ножей и бороздок на сегментах для пластинок рафинеров, являются патенты США №№6276622, 4023737 и 3674217.
Для получения однородного покрытия по длине ножей независимо от радиального и углового положения ножи должны быть изготовлены в форме, которая обеспечивает постоянный угол пересечения ножей независимо от положения.
Соответственно целью настоящего изобретения является создание формы ножа размалывающего элемента с заданной характеристикой постоянства ножа и, таким образом, постоянного угла пересечения для обеспечения более однородного действия размалывания.
Пластина конического рафинера и соответствующие сегменты, в которых ножи принимают форму логарифмической спирали или выступающей логарифмической спирали, удовлетворяют вышеупомянутой цели изобретения. Используемый здесь термин "логарифмическая спираль" следует понимать как состоящий из логарифмической спирали в двух измерениях или из такой же логарифмической спирали, проектируемой в трех измерениях.
Согласно одному объекту настоящего изобретения создан размалывающий конус, имеющий рабочую поверхность, радиально внутреннюю кромку и радиально внешнюю кромку, при этом рабочая поверхность включает в себя множество ножей, разделенных по бокам промежуточными бороздками и проходящих через коническую поверхность, в основном, наружу к внешней кромке, причем ножи изогнуты в форме логарифмической спирали.
Согласно другому объекту настоящего изобретения создан конический рафинер, включающий в себя первый и второй противоположные вращающиеся друг относительно друга конусы, которые образуют пространство или зазор размалывания, причем каждый из первого и второго конусов имеет пластину с радиально внутренней кромкой и радиально внешней кромкой, и рабочую поверхность, включающую в себя множество ножей, проходящих через поверхность, в основном, наружу к внешней кромке, причем множество ножей, по меньшей мере, на первом конусе, изогнуто в форме логарифмической спирали.
При работе рафинера каждый из ножей на первом конусе пересекается в пространстве размалывания с множеством ножей на втором конусе, образуя тем самым мгновенные углы пересечения. Для каждого из ножей на первом конусе угол пересечения является по существу постоянным номинальным углом. Предпочтительно для каждого из множества ножей на первом конусе все мгновенные углы пересечения находятся в диапазоне +/-5 градусов от номинального угла пересечения.
Дополнительный отличительный признак логарифмической спирали заключается в изменении ширины бороздки, то есть расстояния между смежными ножами относительно радиального положения. Бороздки все в большей степени раскрываются в направлении потока сырья, что предохраняет бороздки от засорения волокнами и посторонним материалом.
Далее изобретение поясняется описанием конкретных вариантов его осуществления со ссылками на прилагаемые чертежи, на которых:
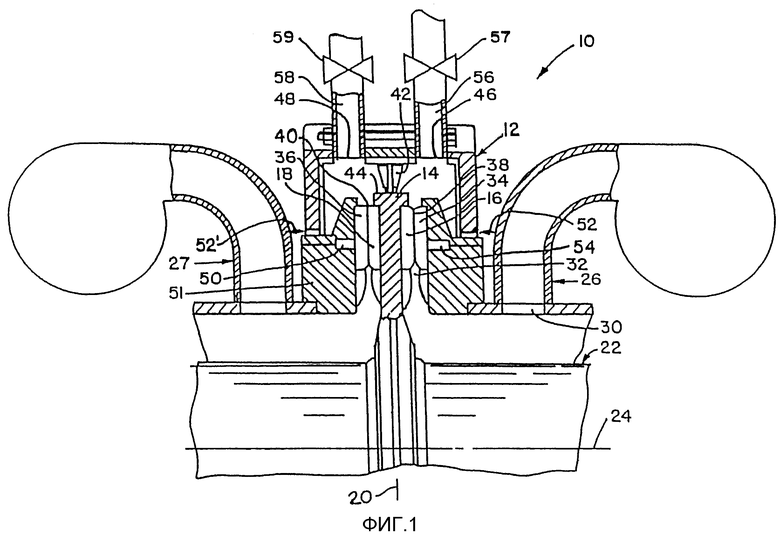
фиг.1 - схематический вид внутренней части древесно-стружечного рафинера с плоскими дисками, иллюстрирующий соотношение расположенных друг против друга, вращающихся относительно друг друга дисков, каждый из которых несет кольцевую пластину, состоящую из множества сегментов пластин;
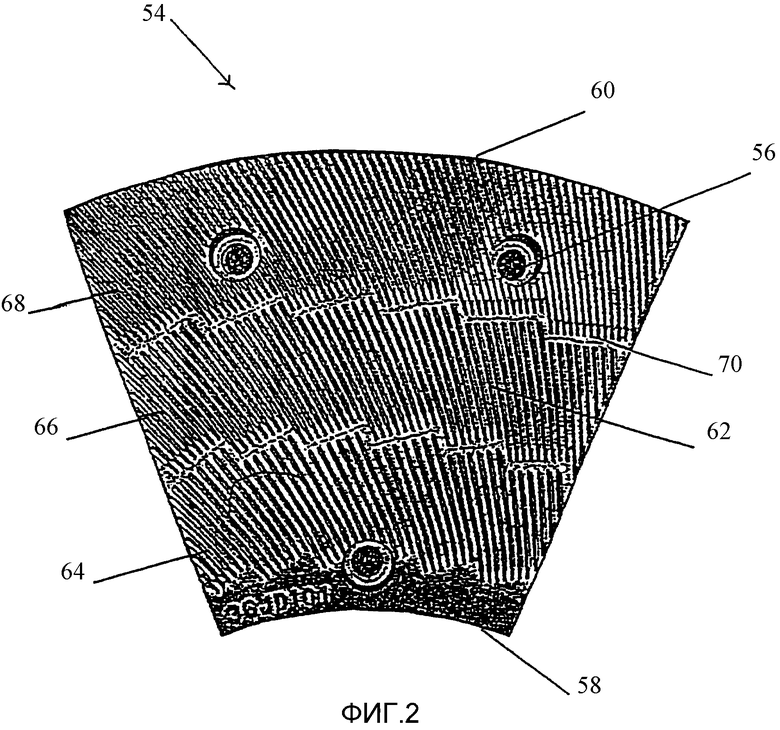
фиг.2 - фотография сегмента пластины дискового рафинера, включающего в себя ножи в форме логарифмических спиралей;
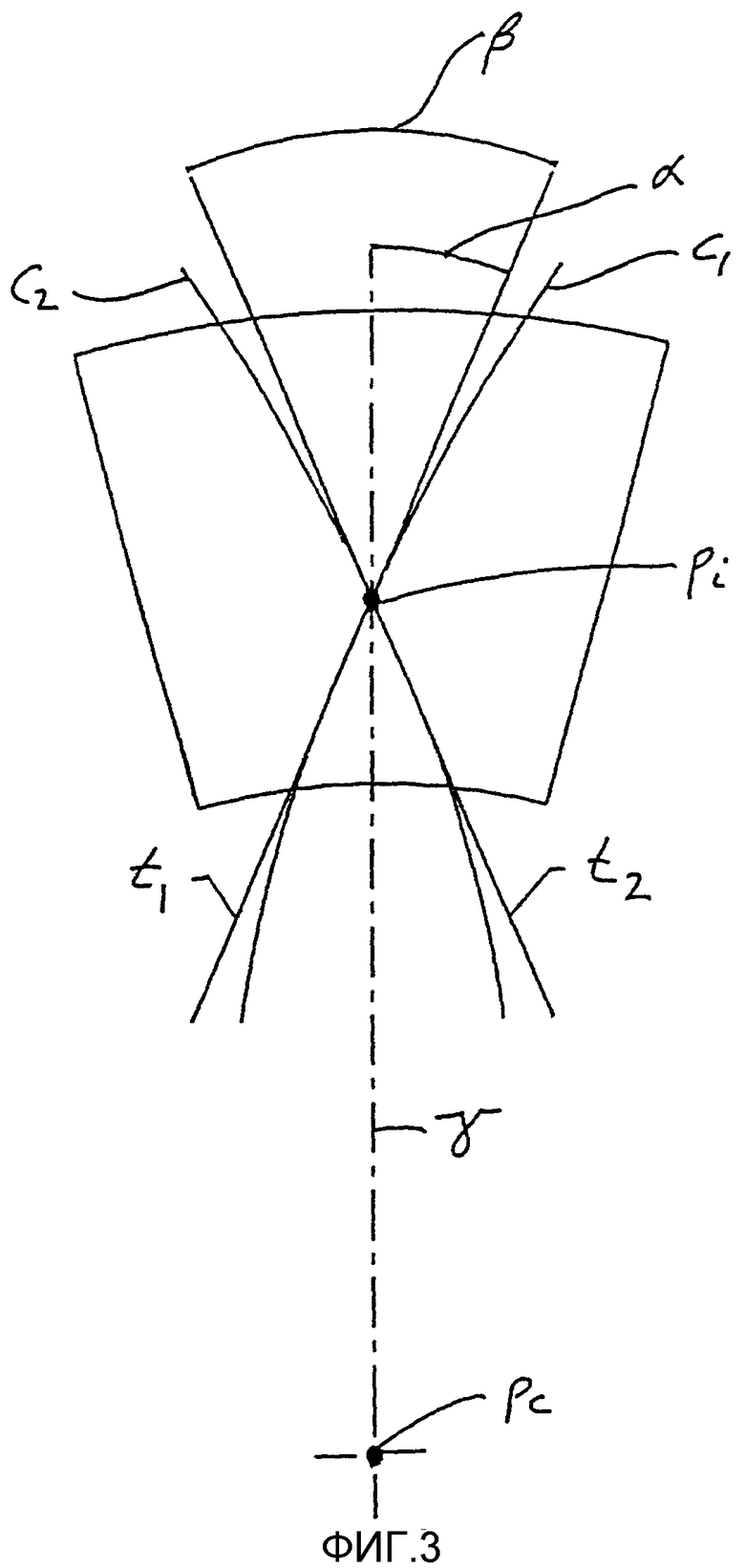
фиг.3 - схематический вид, посредством которого можно легче понять математическое представление логарифмической спирали на дисковой пластине;
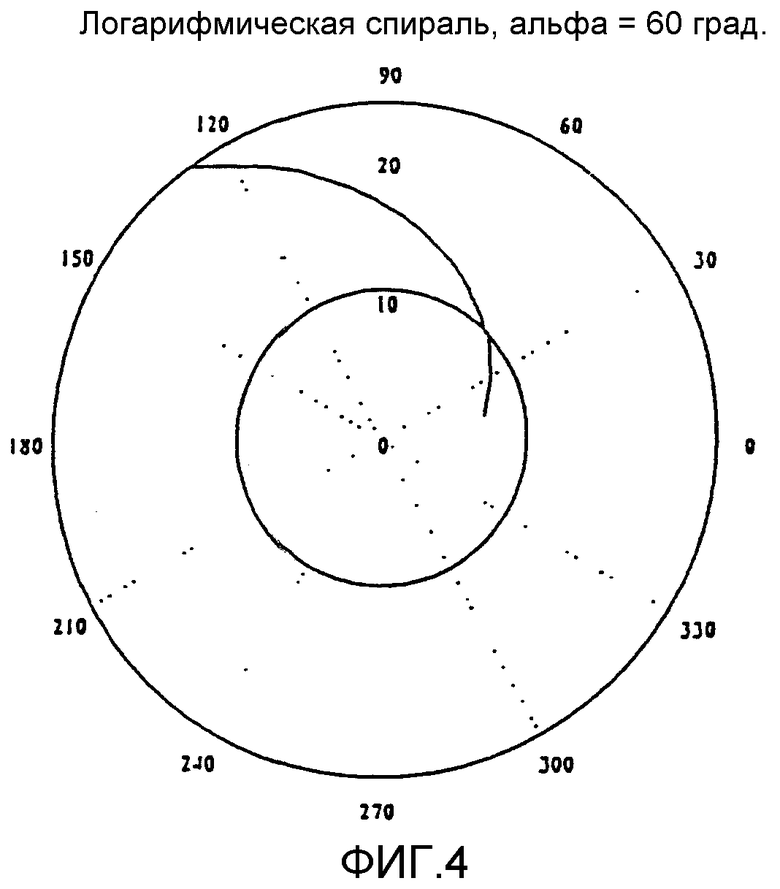
фиг.4 - схематическая иллюстрация кривизны ножа дисковой пластины для значения альфа = 60 градусов;
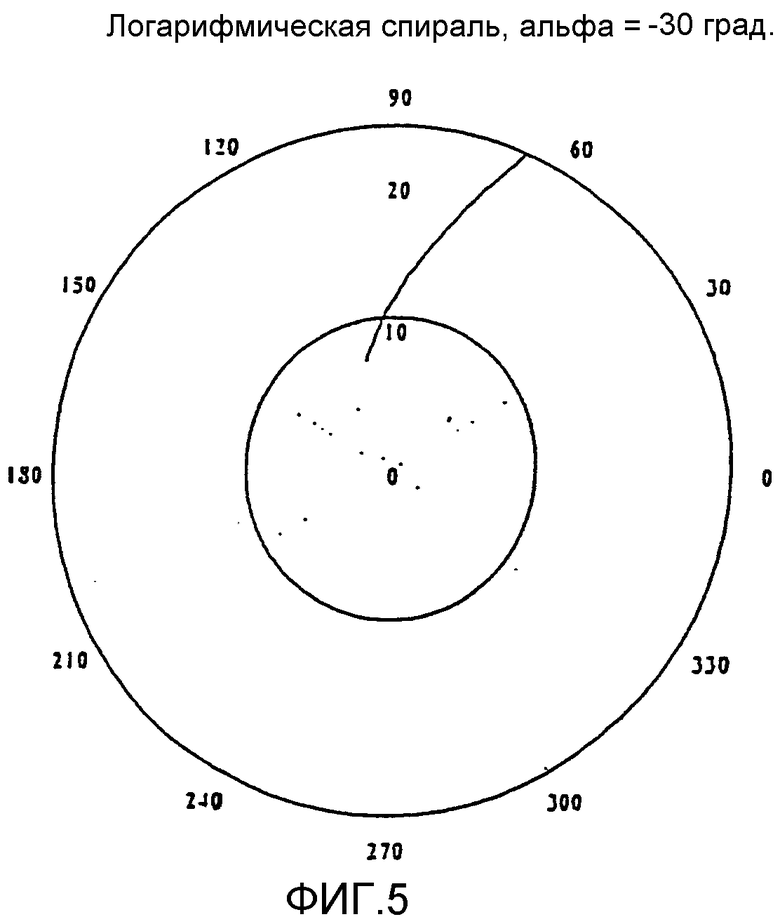
фиг.5 - схематическая иллюстрация кривизны ножа дисковой пластины для значения альфа = -30 градусов;
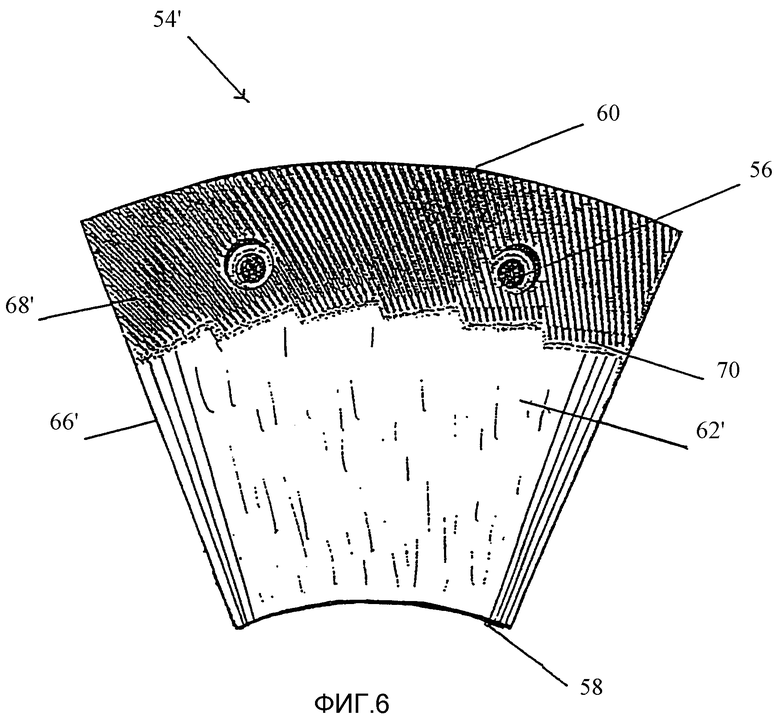
фиг.6 - схематический вид сверху, подобный виду с фиг.2, показывающий вариант осуществления, в котором только внешняя из множества зон размалывания имеет ножи в форме логарифмической спирали;
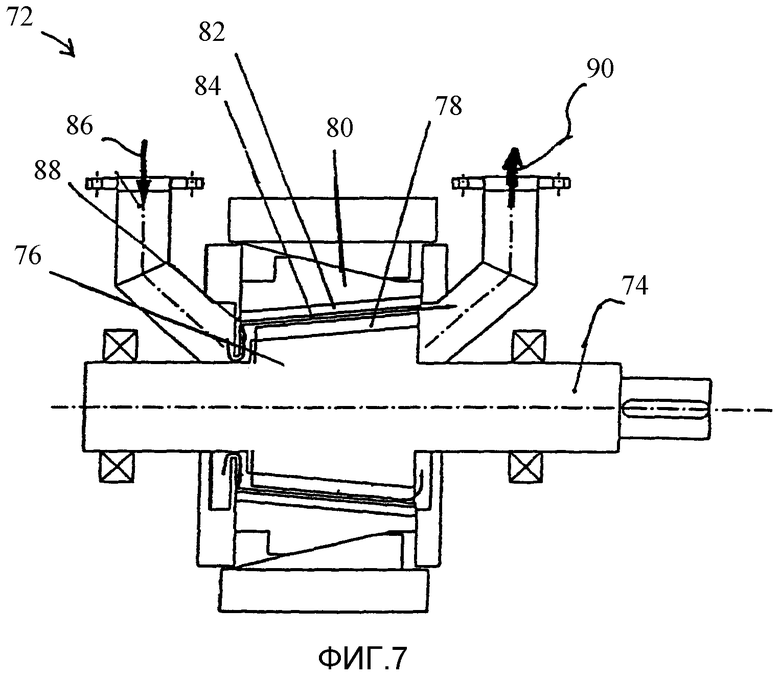
фиг.7 - схематический вид конического рафинера, имеющего внутреннюю и внешнюю конические пластины, задающие угловой зазор размалывания, через который проходит материал в направлении от меньшего диаметра к большему диаметру;
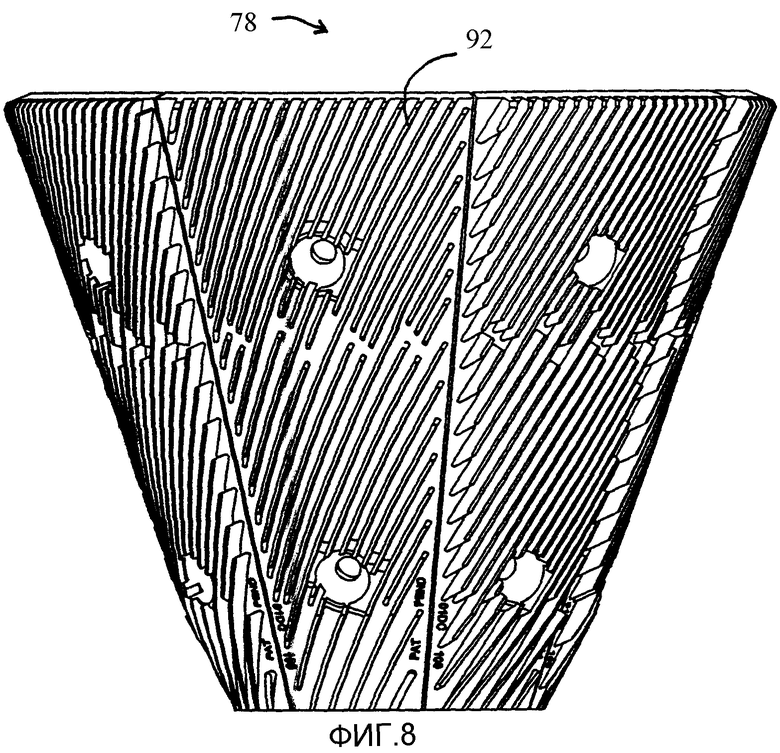
фиг.8 - вертикальная проекция внутреннего конуса ротора трехзонного конического рафинера, показывающая коническую размалывающую пластину, расположенную кромкой меньшего диаметра на горизонтальной поверхности и с осью вращения, проходящей вертикально;
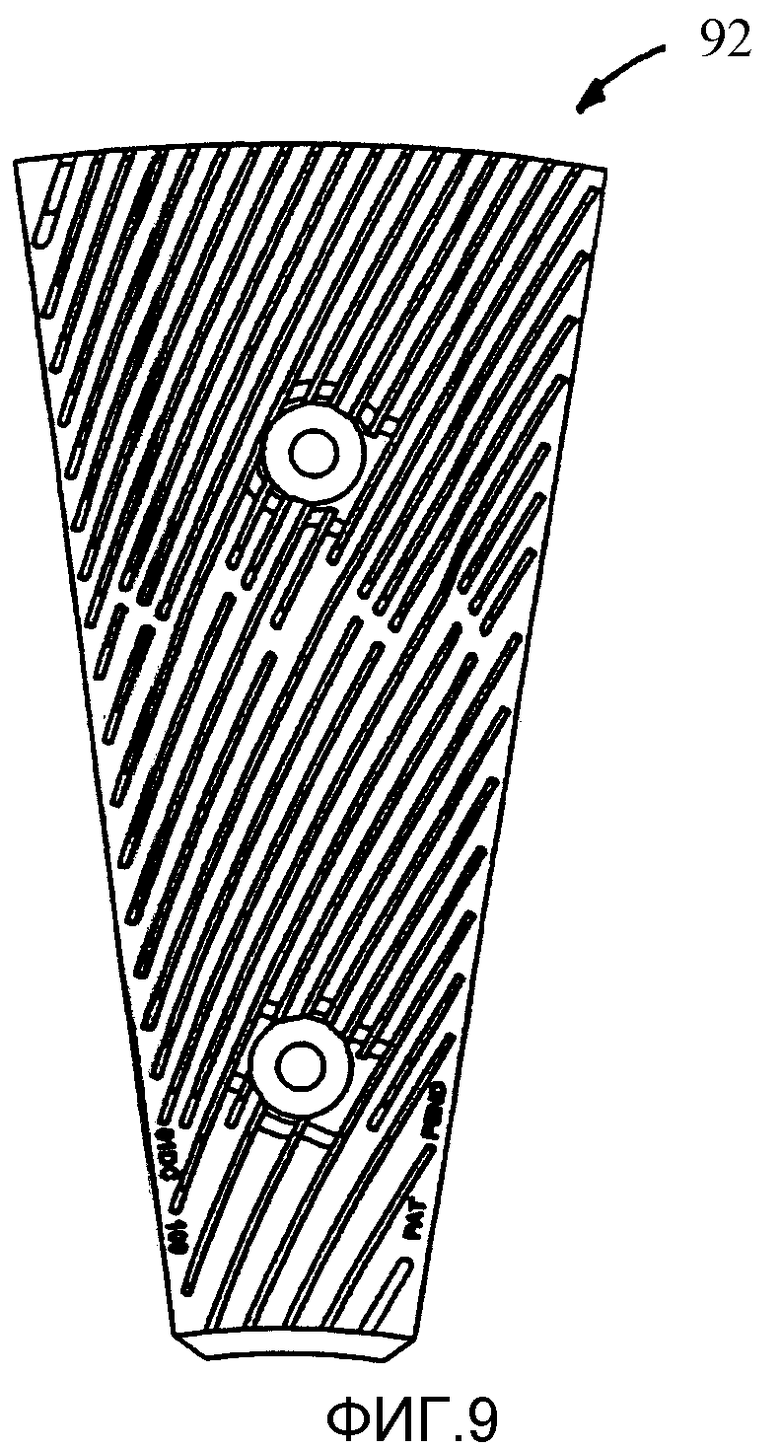
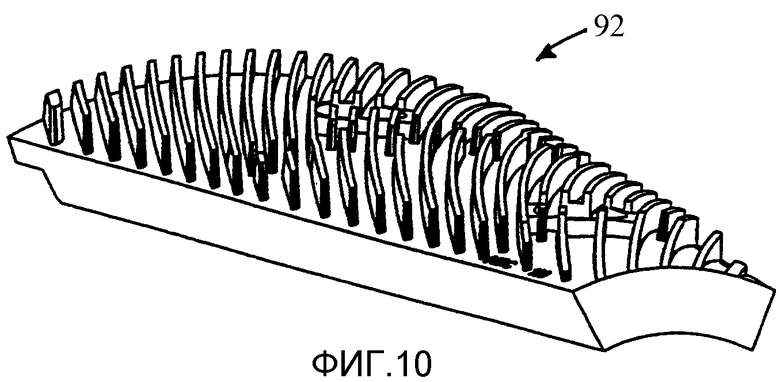
фиг.9 - вид сверху отдельного сегмента пластины из множества сегментов, которые образуют коническую пластину с фиг.8;
фиг.10 - вид в перспективе сегмента пластины с фиг.9; и
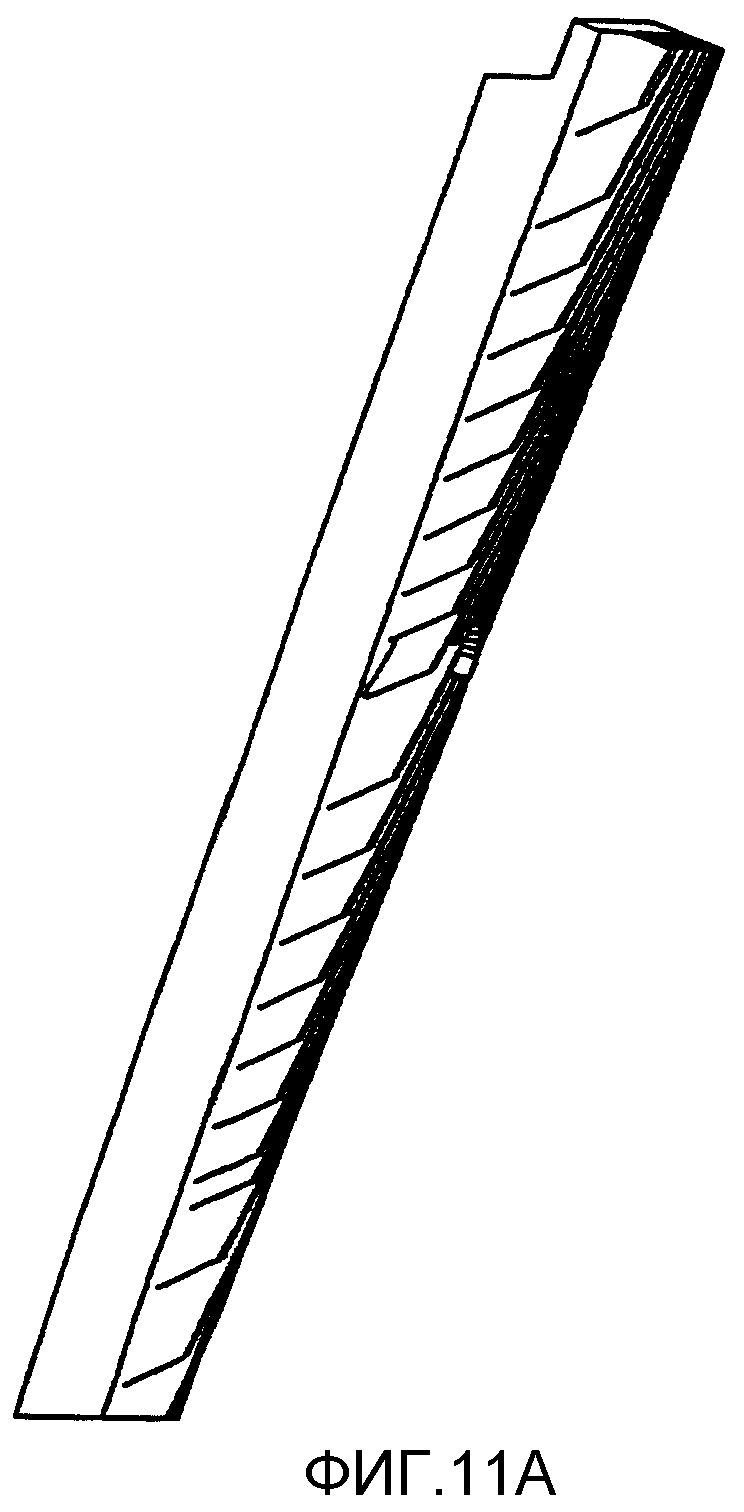
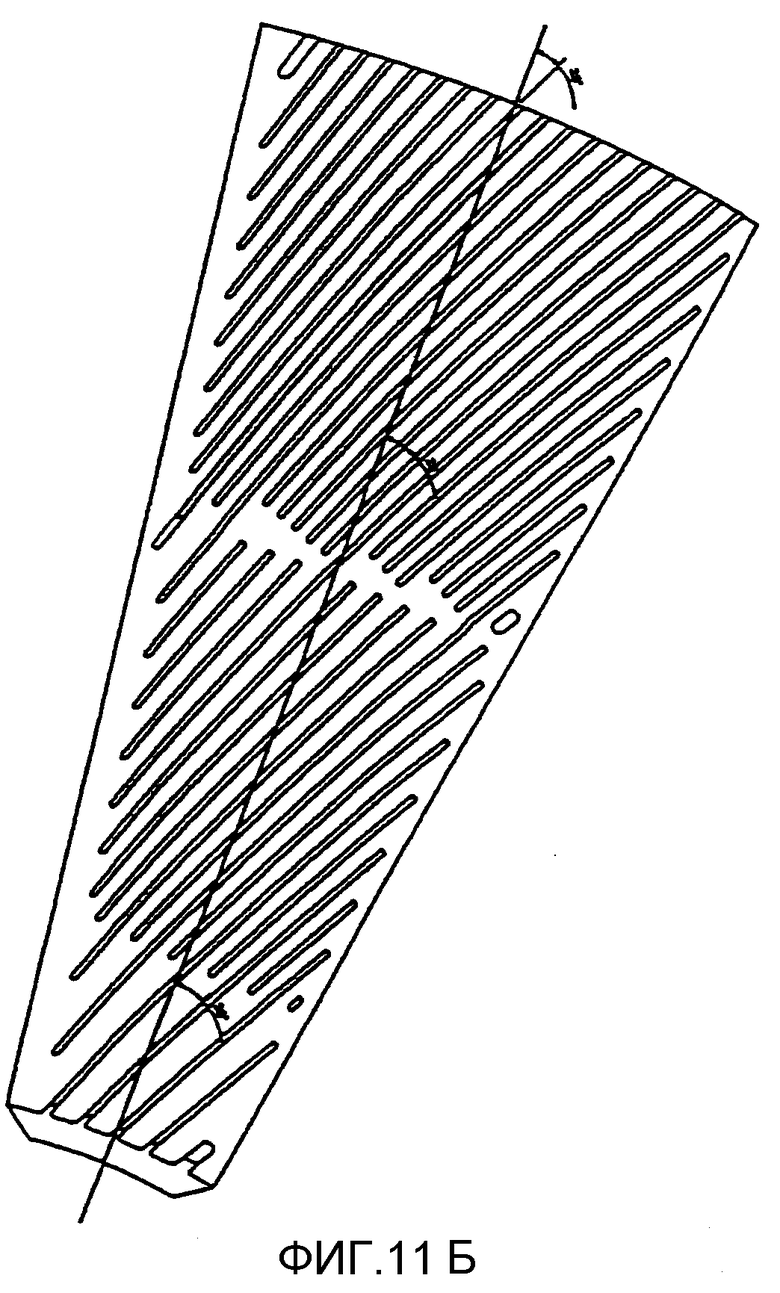
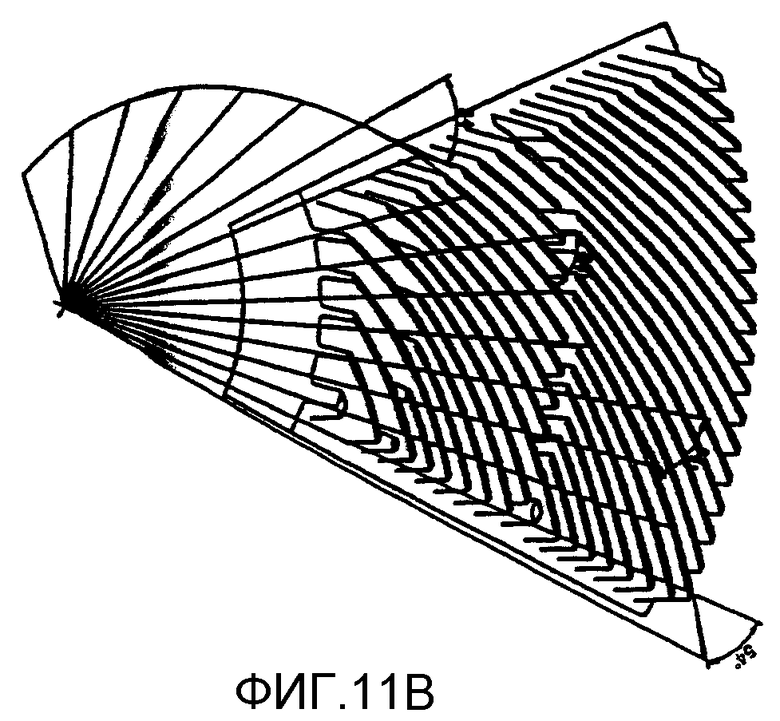
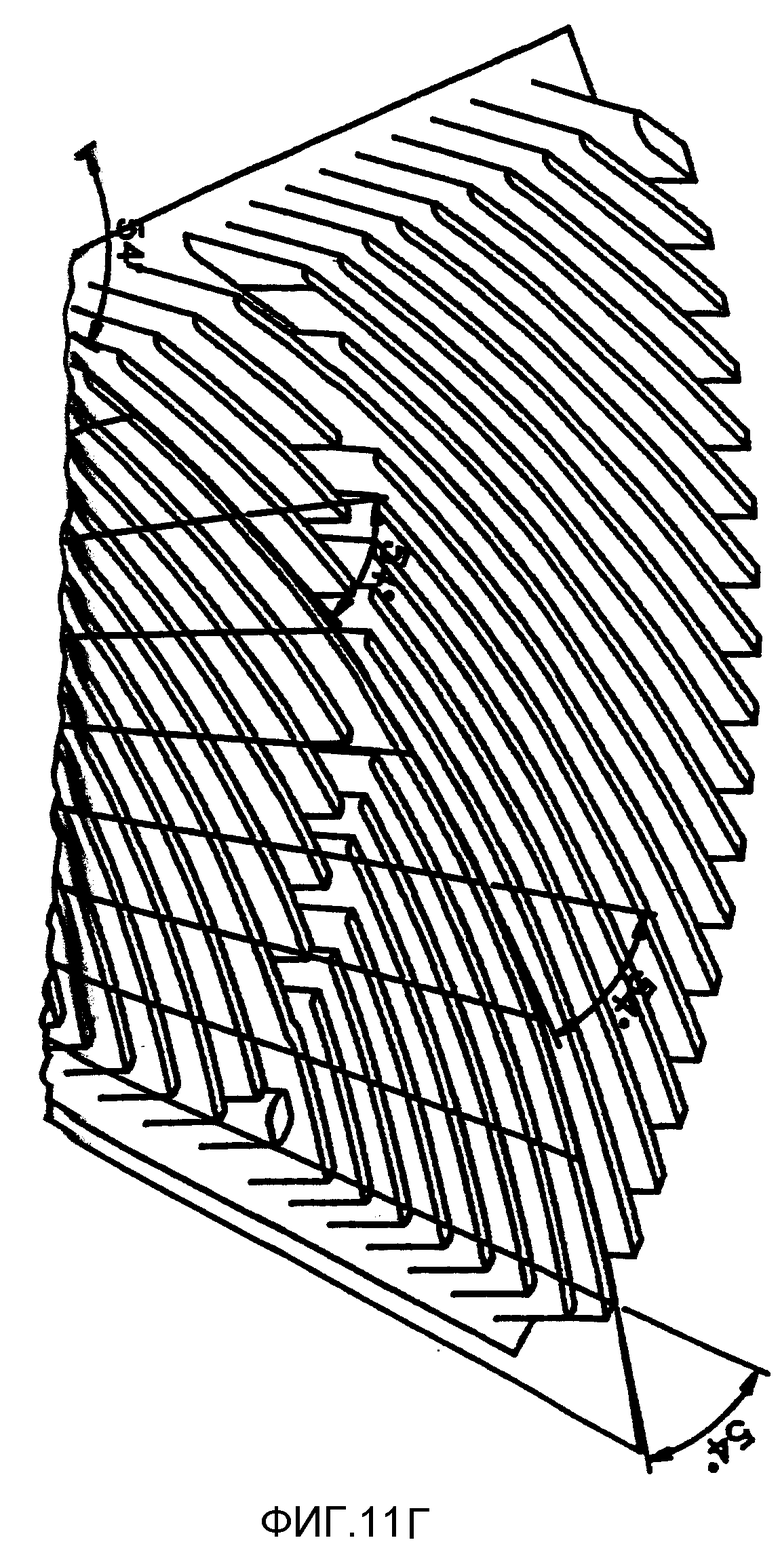
фиг.11А и 11Б - группа ножей, образованных с помощью математического выражения на первом этапе настоящего способа, и фиг.11 В и 11Г - иллюстрация того, как такая же группа ножей могла бы проецироваться на трехмерную (X-Y-Z) коническую поверхность, если смотреть перпендикулярно к поверхности, для выполнения рисунка из ножей, как показано на фиг.9.
Теперь настоящее изобретение будет описано со ссылкой на наше предыдущее изобретение, относящееся к пластинам рафинера, имеющим конфигурации ножей и бороздок в форме логарифмической спирали, как описано в публикации заявки на патент США №2004/0149844, описание которого включено здесь посредством ссылки. По существу, общая идея изобретения состоит в постоянном угле ножа и, таким образом, постоянном угле пересечения ножей независимо от углового положения или положения пересечения, по меньшей мере, одной зоны по линии, направленной от внутренней к внешней кромке поверхности пластины. Ножи на плоской дисковой пластине действительно подчиняются форме кривых, заданных математическим выражением для логарифмической спирали, тогда как для конической пластины ножи не обязательно подчиняются форме истинной логарифмической спирали, но выводятся из истинной логарифмической спирали.
Для конических пластин конфигурация логарифмической спирали сначала задается в плоской поверхности (на воображаемой X-Y плоскости), и затем указанная спираль проецируется на трехмерную поверхность в X-Y-Z пространстве. Ножи, образованные согласно первому утверждению, являются истинными логарифмическими спиралями, тогда как ножи, сформированные согласно последнему, представляют собой искаженные формы истинных логарифмических спиралей, но тем не менее могут упоминаться здесь как ножи "логарифмической спирали". Они не только выводятся из истинных логарифмических спиралей, но также сохраняют постоянный угол ножа и постоянный угол пересечения ножей в пространстве.
Сначала, для лучшего понимания конических пластин, будет описана логарифмическая спираль для дисковых пластин.
На Фиг.1 схематически показан рафинер 10 с плоскими дисками и с корпусом 12, в котором поддерживаются противоположные диски, каждый из которых несет кольцевую или круговую пластину, состоящую из множества сегментов пластин. Корпус 12 имеет по существу плоский ротор 14, расположенный в нем, причем ротор несет первую кольцевую пластину, образующую первую поверхность 16 дефибрирования, и вторую кольцевую пластину, задающую вторую поверхность 18 дефибрирования. Ротор 14 является по существу параллельным вертикальной плоскости, обозначенной ссылочной позицией 20, и симметричным с любой стороны. Вал 22 проходит горизонтально вокруг оси 24 вращения и приводится в движение на одном или обоих концах (не показано) известным способом.
Питательный трубопровод 26 доставляет накачанную суспензию лигноцеллюлозного загружаемого материала через впускное отверстие 30 на любой стороне корпуса 12. На роторе материал перенаправляется радиально наружу через область 32 крупного дробления, после чего он перемещается по первой поверхности 16 дефибрирования и третьей поверхности 34 дефибрирования, смежной с первой поверхностью так, чтобы образовать между ними правостороннюю зону 38 размалывания. Аналогично на левой стороне ротора 14 материал проходит через левую зону 40 размалывания, образованную между второй поверхностью 18 дефибрирования и смежной поверхностью 36 дефибрирования.
Перегородка 42 проходит от корпуса 12 к периферии, то есть к окружности 44 ротора 14, таким образом поддерживая разделение между размолотыми волокнами, выходящими из зоны 38 размалывания, относительно размолотых волокон, выходящих из зоны 40 размалывания. Волокна из правой зоны размалывания выпускаются из корпуса через разгрузочное отверстие 46 вдоль разгрузочного потока или линии 56, тогда как волокна из левой зоны 40 размалывания выпускаются из корпуса через отверстие 48 вдоль разгрузочной линии 48.
Таким образом, материал, подлежащий размалыванию, вводится вблизи центра диска, так что материал проходит радиально наружу в пространстве между противоположными пластинами размалывания, где на материал влияет последовательность структуры бороздок и ножей на "частоте биения", которая зависит от размеров бороздок и ножей, а также от относительной скорости вращения диска. Материал стремится двигаться наружу, но форма ножей и бороздок специально рассчитана так, чтобы производить эффект стапелирования и эффект замедления, посредством чего материал удерживается в зоне размалывания между пластинами для оптимизированного времени удержания.
Хотя зазор между пластинами, где происходит действие размалывания, обычно называется "зоной размалывания", противоположные пластины часто имеют два или несколько рисунков из ножей и бороздок, которые различаются как радиально внутренние, средние и внешние области пластины; при этом они также часто упоминаются как внутренние, средние и внешние "зоны".
Согласно основной идее настоящего изобретения дополнительная переменная угла пересечения ножей поддерживается по существу постоянной. Это осуществляется посредством ножей, по существу подгоняемых по кривизне к математическим выражениям для логарифмической спирали. В частности, при работе рафинера каждый из ножей на первом диске будет пересекаться в пространстве размалывания множеством ножей на втором диске, образуя тем самым мгновенные углы пересечения, и для каждого из ножей на первом диске угол пересечения является по существу постоянным номинальным углом.
На фиг.2 показан размалывающий сегмент 54, располагающийся на внутренней стороне размалывающего диска и предназначенный для совместного действия с такими же или отличающимися размалывающими сегментами на смежном размалывающем диске на другой стороне зазора размалывания. Несколько сегментов, показанных на фиг.2, обычно прикрепляются бок о бок к основанию (например, ротору или статору) для образования по существу круговой (например, круговой или кольцевой) размалывающей пластины. Сегмент имеет общую форму усеченного сектора круга. Каждый сегмент может быть установлен на поверхность держателя пластины основания посредством мелких крепежных винтов, вставленных через ответные болтовые отверстия 56. Некоторые конструкции рафинеров могут обеспечить скрепление пластин сзади, что позволяет избежать использования болтовых отверстий с лицевой стороны пластины. Вообще говоря, сегменты устанавливаются на дисках, вращающихся друг относительно друга, что может быть достигнуто за счет наличия одного ротора и одного статора (однодисковый рафинер) или посредством одного ротора, сегментированного на обеих сторонах и действующего относительно двух статоров (двухдисковый рафинер) или посредством нескольких роторов, действующих друг против друга, и пары статоров (многодисковый рафинер), или посредством дисков двухстороннего вращения.
Каждый сегмент размалывающего диска может рассматриваться как имеющий радиально внутренний торец 58, радиально внешний торец 60 и рабочую поверхность между ними, причем рабочая поверхность включает в себя множество ножей 62, разделенных по бокам промежуточными бороздками и проходящих в основном наружу к наружному торцу через поверхность. Предпочтительно все или, по меньшей мере, большинство ножей изогнуто в форме логарифмической спирали.
Обычно как для низкой, так и для высокой консистенции размалываемых древесных стружек или вторсырья ножи на пластине, образованные сегментами с фиг.2, располагаются в трех радиально различных зонах 64, 66, 68 размалывания между внутренним и внешним торцами 58, 60. Переходная зона 70 в форме Z осуществляет переход между отдельными зонами размалывания. В данном варианте осуществления ножи в каждой зоне соответствуют форме логарифмической спирали. Частный параметр формы (альфа) может отличаться для каждой зоны, но параметр формы для каждой встречной зоны на противоположной пластине предпочтительно должен быть одинаковым.
Указанная частная и уникальная форма обеспечивает преимущество независимости угла ножа от местоположения ножа на пластине в конкретной зоне размалывания. Поскольку конкретная форма логарифмической спирали обеспечивает постоянный угол пересечения ножей с линиями через центр пластины, то в ходе относительного движения сегментов ротора и статора не возникает изменения ни угла ножа, ни угла пересечения. Поскольку угол ножа имеет значительное влияние на действие размалывания и на способность перекрывания ножа, любое изменение ножа и угла пересечения будет приводить к изменению действия размалывания. Изобретение достигает максимальной однородности действия размалывания путем минимизации изменения угла ножа.
Ширина бороздки между двумя смежными логарифмическими спиралями может изменяться и увеличивается с радиальным расстоянием за счет самой кривой. Таким образом, ширина бороздки на участке ID зоны 68 меньше, чем на участке OD зоны, в данном случае участок OD внешней кромки 60 пластины. Следовательно, открытая область, доступная для потока сырья, увеличивается обратно пропорционально с увеличением радиуса. Указанный признак обеспечивает увеличенное сопротивление к засорению по сравнению с параллельными рисунками из ножей, где не происходит изменение ширины бороздки.
Как показано на фиг.3, угол β пересечения представляет собой угол пересечения между касательными t1 и t2 для двух кривых c1 и c2 (то есть искривленные передние кромки пересекающихся ножей) в точке пересечения pi. Угол β между касательными остается постоянным, причем в каждой возможной точке пересечения. Каждый нож имеет угол ∞ относительно образующей γ, проходящей через центральную точку pc.
На Фиг.4 и 5 схематично проиллюстрирована кривизна ножа для двух различных значений альфа. На Фиг.4 показана кривизна для альфа = 60 градусов, а на фиг.5 показана кривизна для альфа = -30 градусов. Конструктор имеет гибкость выбора угла между углами от плюс 90 градусов до минус 90 градусов.
Математическое выражение для формы ножа логарифмической спирали определяет любой заданный нож, который в пределе представляет собой линию бесконечно малой толщины, так что местоположение любой заданной точки на линии является функцией углового положения (фи) точки относительно эталонного радиуса или диаметра через центр (вдоль образующей системы координат) и угла пересечения (альфа) между касательной к кривизне ножа в точке и образующей. Упомянутая математическая зависимость используется в практическом смысле для выполнения функциональных рисунков из ножей.
Обычно указанная процедура выполняется в системе автоматизированного проектирования (CAD), которая легко программируется для встраивания математической модели; причем система имеет выход, который может переносить математическое моделирование сегмента в оборудование для производства материальной ответной части из заготовки сегмента. За этим последовало бы наличие одной спиральной кривой, вычисленной в радиальных приращениях, тем самым устанавливая «материнский» образец для всех остальных ножей, определяя начальный радиус, а также начальный угол (достигаемый путем прибавления постоянной к результату вычисления). Одна полная кривая (представляющая переднюю кромку «материнского» ножа) будет расположена где-то на сегменте. В системе автоматизированного проектирования кривая не обязательно должна быть математически непрерывной полной логарифмической спиралью, а скорее должна быть аппроксимирована с помощью сплайн-функций. Точность сплайн-функций зависит от выбранных радиальных приращений. Более того, первые несколько точек на сплайн-функции, близкие к внутреннему диаметру сегмента, могут точно не совпадать с теоретической логарифмической спиралью, хотя это искажение системы автоматизированного проектирования имеет небольшое вредное последствие, если ограничиваться до малого радиуса на внутреннем диаметре. Тогда обычная система автоматизированного проектирования (например, AutoCad ®) позволяет пользователю смещать заднюю кромку «материнского» ножа, тем самым придавая ножу выбранную толщину, которая устанавливается от внутреннего к внешнему радиусу сегмента. Далее, «материнский» нож может копироваться и поворачиваться для заполнения сегмента. Например, пользователь может задавать: ширину ножа на заданном радиусе, число ножей для сегмента или минимальную желательную ширину бороздки на заданном радиусе, и т.д.
Следует отметить, что с точки зрения современных технологий производства используемый здесь термин "логарифмическая спираль" хотя и базируется на математическом выражении, на практике может быть только приблизительным математическим выражением через последовательность прямых или кривых линий, каждая из которых является относительно короткой по сравнению с полной длиной кривой от внутреннего до внешнего радиуса сегмента или от внутреннего радиуса до внешнего радиуса заданной зоны в сегменте. Аналогично, приемлемая степень свободы могла бы позволить изобретателю распознать термин "логарифмическая спираль" на форме искривленных ножей, согласно которой специалист распознал бы попытку поддержать сохранение угла пересечения ножей в радиальном направлении на заданном сегменте или в пределах зоны заданного сегмента. Выгода настоящего изобретения может быть реализована в значительной степени относительно уровня техники, даже если логарифмическая спираль просто аппроксимируется, например, если угол пересечения поддерживается в пределах +/-10 градусов от радиально внутреннего торца до радиально внешнего торца данного ножа.
Варианты изобретения можно легко понять без ссылки на другие чертежи. Например, согласно кода настоящего изобретения, реализованного в рафинере, первый размалывающий диск обращен ко второму вращающемуся относительно него диску с пространством размалывания между ними. Либо оба, либо только один из указанных первого и второго дисков имеет форму и поверхность с внутренним торцом и внешним торцом, включающую множество ножей, проходящих, как правило, через поверхность наружу к внешнему торцу, с множеством ножей, изогнутых в форме логарифмической спирали. Если оба диска имеют сегменты с изогнутыми ножами, соответствующими по форме одинаковой логарифмической спирали, то будут достигнуты постоянные углы пересечения ножей. Если противоположные друг другу диски имеют кривизну ножей в форме логарифмической спирали, но с различными параметрами альфа, то может быть достигнуты некоторые изменения конструкции для специальных целей. Если только один диск имеет кривизну ножей в форме логарифмической спирали, а ответный диск имеет обычный рисунок ножей, то результат все равно преимущественно снизит изменение угла пересечения ножей относительно двух противоположных друг другу дисков, имеющих одинаковый обычный рисунок.
В другом варианте осуществления кривизна ножей в форме логарифмической спирали меньше, чем во всех радиальных зонах. На Фиг.6 схематически показан вид сверху, подобный фиг.2, иллюстрирующий вариант осуществления сегмента 54', в котором только внешняя зона 68' из множества зон размалывания на рабочей поверхности 62' имеет ножи в форме логарифмической спирали. В двух- или трехзонной пластине радиально самая дальняя от центра зона могла бы предпочтительно иметь ножи в форме логарифмической спирали, так как число обработок волокон увеличивается с радиусом диска согласно третьей степени радиуса. В таком случае внутренняя зона(зоны) 66' могла бы предпочтительно соответствовать так называемой конфигурации "постоянного угла", как определено «рисунком 079/080» от Durametal Corp. для рафинера Andritz Twin-Flo, что схематично показано на Фиг.6.
На Фиг.7-11 показано, как описанная ранее идея осуществляется в коническом рафинере. На Фиг.7 показан конический рафинер 72 с вращательным валом 74, несущим ротор 76 с соответствующей конической пластиной 78, и статор с соответствующей конической пластиной 82, образуя тем самым зазор 84 размалывания между ними. Загружаемый материал поступает в питательный трубопровод 86, проходит в зазор размалывания в точке 88 и выходит через разгрузочный трубопровод 90.
При этом изобретение можно описать математически.
(1): Конструкция логарифмической спирали на плоской базовой поверхности
Используя полярные координаты r и φ, можно было бы применить функцию преобразования в декартовы координаты:
x=r·cosφ
y=r·sinφ
r2=x2+y2
Основная форма ножа логарифмической спирали представляется выражением:
r=a·ek·φ
k=cotα
k=0→circle
где a - масштабный коэффициент для r, и α (альфа) - угол пересечения между любой касательной к кривой и линией (образующей), проходящей через центр системы координат.
В случае альфа = 90 град. или -90 град. касательная к кривой в любой точке была бы ортогональна образующей, и, следовательно, кривая является кругом с радиусом a.
Указанная уникальная форма ножа обеспечивает идентичность не только для углов отдельных ножей, поскольку так называемый угол резания или пересечения предполагает такую же идентичность по всей зоне размалывания.
(2): Проектирование логарифмической спирали из плоскости, ортогональной к оси конуса, на конические поверхности
Описанная логарифмическая спираль хорошо задается для двумерной x-y плоскости. Настоящее изобретение использует сущность постоянного угла такой спиральной кривой и проецирует ее из плоскости, ортогональной к оси конуса, на его поверхность.
В указанном процессе кривая предполагает трехмерную форму в x-y-z континууме. Наклон и кривизна конической поверхности делают длину проекции отличной от исходной в x-y плоскости. Это приводит к изменению значения углов ножа/пересечения, ширины ножей, ширины бороздок и длин кромок от исходных значений в x-y плоскости. Тем не менее, сущность постоянного угла кривой относительно образующей конуса остается неизменной в данном процессе. Это составляет основу для термина «логарифмическая спираль».
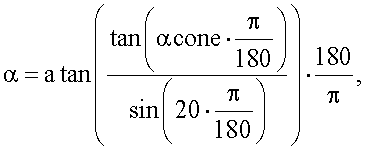
Функции преобразования для углов спирали описываются выражением:
В указанной формуле половина угла конуса к его оси устанавливается равной 20 градусам (проявляется в синусоидальной части). В ней проявилось бы какое-либо отклонение угла конуса. Переменная αcone означает плановое задание угла ножа для кривой типа логарифмической спирали на конусе, тогда как α обозначает плановое задание угла ножа логарифмической спирали в исходной x-y плоскости.
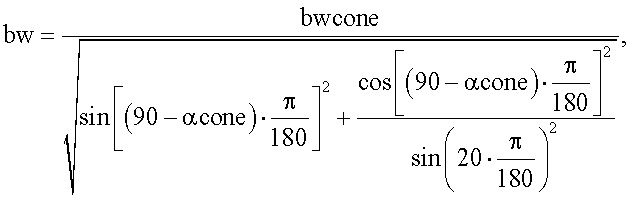
Длины, включенные в данное преобразование, разлагаются согласно следующей формуле:
Как и выше, предполагается, что угол конуса составляет 20 градусов, появляясь в формуле синусов. Параметр bwcone обозначает ширину ножа, которая должна быть достигнута на конусе после проекции, тогда как параметр bw дает плановое задание ширины ножа для логарифмической спирали в x-y плоскости. Такое же логическое обоснование относится к параметрам gw1cone и gw1.
На Фиг.8-10 показан подробный вид одного из вариантов осуществления конической пластины 78 и соответствующего сегмента 92. На Фиг.11А-Г показано образование логарифмической спирали в X-Y плоскости, наложенной на проекцию X-Y
плоскости сегмента пластины рафинера. В этом случае постоянный угол равен 54 градусам. Указанный угол изменяется, когда он проецируется на коническую поверхность (до 25 градусов), при этом новый угол остается постоянным на конической поверхности по отношению к лучу на данной конической поверхности.
Изобретение включает в себя также способ изготовления набора противолежащих пластин, при котором формируют рисунок из ножей и бороздок, которые по существу удовлетворяют предшествующим математическим выражениям. Как показано на фиг.7, коническая внутренняя пластина 78, связанная с ротором 76, имеет рисунок из ножей и бороздок вокруг выпуклой внешней поверхности. Один вариант осуществления пластины и соответствующих сегментов показан на фиг.8-10. Следует отметить, что встречная внешняя коническая пластина 82, прикрепленная к статору 80, могла бы иметь комплементарную вогнутую внутреннюю кривизну. Таким образом, при изготовлении набора пластин для конического рафинера одна совокупность сегментов, имеющая выпуклую внешнюю поверхность, могла бы быть выбрана и скоординирована для расположения бок о бок для образования первой внутренней конической пластины, а другое множество вогнутых сегментов могло бы быть выбрано и скоординировано для расположения бок о бок для образования второй внешней конической пластины, причем пластины, таким образом, ставятся соответственно как набор для установки противолежащего рисунка в коническом рафинере.
Хотя изобретение было описано со ссылкой на конкретный предпочтительный вариант осуществления, следует понимать, что указанные варианты осуществления являются просто иллюстрациями принципов и применений настоящего изобретения. Следовательно, должно быть понятно, что к иллюстративным вариантам осуществления могут быть сделаны многочисленные модификации и могут быть разработаны другие компоновки, не отклоняясь от сущности и не выходя из объема настоящего изобретения.
Изобретение относится к размалывающим конусам и сегментам пластин для размалывающих конусов и к форме ножей, которые образуют размалывающие элементы конусов или конических сегментов. Размалывающий конус содержит рабочую поверхность, радиально внутренний торец и радиально внешний торец, при этом рабочая поверхность включает в себя множество ножей, разделенных по бокам промежуточными бороздками и проходящих через упомянутую коническую поверхность в основном наружу к внешнему торцу, причем упомянутое множество ножей изогнуто в форме логарифмической спирали. Изобретение позволяет повысить качество размола материала и снизить затраты на очистку дисков рафинера. 4 н. и 18 з.п. ф-лы, 11 ил.
1. Размалывающий конус, имеющий рабочую поверхность, радиально внутренний торец и радиально внешний торец, при этом рабочая поверхность включает в себя множество ножей, разделенных по бокам промежуточными бороздками и проходящих через упомянутую коническую поверхность в основном наружу к упомянутому внешнему торцу, причем упомянутое множество ножей изогнуто в форме логарифмической спирали.
2. Размалывающий конус по п.1, в котором большинство ножей из множества ножей находится на рабочей поверхности.
3. Размалывающий конус по п.1, который имеет рисунок из ножей и бороздок, расположенных, по меньшей мере, в двух радиально различных зонах, при этом, по существу, все ножи в самый дальней от центра зоне, по существу, изогнуты в форме логарифмической спирали.
4. Размалывающий конус по п.1, который образован, по существу, коническим основанием и размалывающей пластиной, прикрепленной к основанию, причем пластина образована множеством сегментов пластины, каждый из которых имеет рабочую поверхность, включающую множество ножей, изогнутых в форме логарифмической спирали.
5. Размалывающий конус по п.1, в котором форма упомянутых ножей, по существу, соответствует математическому выражению в полярных координатах в исходной х-у плоскости, ортогональной оси конуса:
r=а·ek·φ,
где  и
и
указанная кривая, спроецированная на рабочую поверхность, имеет изменение формы согласно следующим формулам:
где r - радиальное положение вдоль центральной линии ножа; а - масштабный коэффициент для r, и α - угол пересечения между любой касательной к кривой и образующей системы координат х-у, φ - угловое положение любой заданной точки относительно эталонного радиуса, gw1cone и bwcone - ширина ножа и бороздки на конусе, gw1 и bw - ширина ножей и бороздок в исходной х-у плоскости, угол αcone - угол кривой логарифмической спирали на рабочей поверхности между касательной к кривой и образующей конуса.
6. Размалывающий конус по п.5, в котором угол (α) находится в диапазоне от +90 до -90°.
7. Сегмент пластины для конуса вращательного конического рафинера, содержащий рабочую поверхность, включающую в себя множество ножей, разделенных по бокам промежуточными бороздками, причем упомянутое множество ножей изогнуто в форме логарифмической спирали.
8. Сегмент пластины по п.7, который имеет более длинную внешнюю кромку и более короткую внутреннюю кромку, рабочая поверхность имеет рисунок из ножей и бороздок, установленных в первой зоне, расположенной ближе к внутренней кромке, и во второй зоне, расположенной ближе к внешней кромке, и, по существу, все ножи во второй зоне изогнуты в форме логарифмической спирали.
9. Сегмент пластины по п.7, который имеет форму усеченного сектора конуса и промежутки последовательных бороздок между последовательными ножами на одинаковом радиусе сектора изменяются между относительно длинными и относительно короткими промежутками.
10. Сегмент пластины по п.7, который имеет форму усеченного сектора конуса и ширины последовательных ножей между последовательными бороздками на одинаковом радиусе сектора изменяются между относительно длинными и относительно короткими ширинами.
11. Сегмент пластины по п.7, который имеет форму усеченного сектора конуса и промежутки последовательных бороздок между последовательными ножами на одинаковом радиусе сектора изменяются от относительно глубоких до относительно мелких промежутков.
12. Сегмент пластины по п.7, в котором для данного ножа и соответствующей бороздки, по меньшей мере, один из размеров ширины ножа, ширины бороздки и глубины бороздки изменяется с увеличением радиуса.
13. Сегмент пластины по п.7, содержащий, по меньшей мере, одну из перегородок подповерхности или поверхности в бороздках между смежными ножами.
14. Конический рафинер, включающий в себя первый и второй противоположные вращающиеся относительно друг друга конусы, которые образуют пространство размалывания между ними, причем каждый из упомянутого первого и второго конусов имеет коническую пластину с радиально внутренней кромкой и радиально внешней кромкой, и коническую рабочую поверхность, включающую в себя множество ножей, проходящих через упомянутую рабочую поверхность в основном наружу к упомянутому внешнему торцу, причем упомянутое множество ножей, по меньшей мере, на первом конусе изогнуто в форме логарифмической спирали.
15. Конический рафинер по п.14, в котором при работе рафинера каждый из упомянутого множества ножей, находящихся на первом конусе, пересекается в упомянутом пространстве размалывания с множеством упомянутых ножей, находящихся на втором конусе, образуя, тем самым, мгновенные углы пересечения, при этом для каждого из упомянутого множества ножей, находящихся на первом конусе, угол пересечения является, по существу, постоянным номинальным углом.
16. Конический рафинер по п.15, в котором для каждого из множества ножей на первом конусе все мгновенные углы пересечения находятся в диапазоне +/-5° от упомянутого номинального угла пересечения.
17. Конический рафинер по п.14, в котором рабочая поверхность каждой пластины имеет рисунок из ножей и бороздок, установленных в первой зоне, расположенной ближе к внутренней кромке, и во второй зоне, расположенной ближе к внешней кромке, при этом, по существу, все ножи во второй зоне первого конуса изогнуты в форме логарифмической спирали.
18. Конический рафинер по п.17, в котором, по существу, все ножи во второй зоне второго конуса изогнуты в форме логарифмической спирали.
19. Конический рафинер по п.18, в котором первая зона каждого из конусов имеет рисунок из ножей и бороздок, в котором ножи имеют постоянный угол кривизны.
20. Конический рафинер по п.17, в котором ножи во вторых зонах первого и второго конуса имеют форму такой же логарифмической спирали.
21. Конический рафинер по п.17, в котором упомянутое множество ножей второго конуса изогнутого в форме логарифмической спирали.
22. Способ изготовления набора противолежащих пластин для конического рафинера, при котором:
выбирают множество металлических заготовок, подлежащих формированию в виде конических сегментов пластин;
формируют рисунок из множества ножей и бороздок на каждой из упомянутых заготовок, производя, тем самым, множество сегментов пластин, каждый из которых имеет рабочую поверхность, включающую в себя, по меньшей мере, одну зону одинаково изогнутых ножей, причем упомянутые ножи в упомянутой зоне формируют в виде логарифмической спирали, удовлетворяющей математическим условиям:
(а) математическое выражение в планарной системе полярных координат:
r=а·ek·φ,
где  и
и
где r - радиальное положение вдоль центральной линии ножа, а - масштабный коэффициент для r, и α - угол пересечения между любой касательной к кривой и образующей системы координат х-у, φ - угловое положение любой заданной точки относительно эталонного радиуса;
(б) кривая согласно (а) проецируется на коническую поверхность и испытывает следующие преобразования:
где gw1cone и bwcone - ширина ножа и бороздки на конусе, gw1 и bw - такие же параметры в исходной плоскости, и угол αcone - угол кривой логарифмической спирали на конической поверхности между касательной к кривой и образующей конуса,
при этом значение альфа одинаково для каждого упомянутого множества одинаково искривленных ножей;
выбирают множество упомянутых сегментов, которые установленные бок о бок, образуют первую, по существу, коническую внутреннюю пластину;
выбирают другое множество упомянутых сегментов, которые, установленные бок о бок, образуют вторую, по существу, коническую внешнюю пластину; и
присоединяют упомянутые первую и вторую пластины в виде набора для установки напротив друг друга в коническом рафинере.
| US 6276622 B1, 21.08.2001 | |||
| Измельчитель кормов | 1990 |
|
SU1790339A3 |
| Размалывающая гарнитура рафинера для облагораживания целлюлозы | 1979 |
|
SU965363A3 |
| Размалывающая гарнитура дисковой мельницы | 1978 |
|
SU730916A1 |
| Размалывающая гарнитура дисковой мельницы | 1979 |
|
SU878847A1 |
| US 5354005 A, 11.10.1994 | |||
| US 4023737 A, 17.05.1977. | |||

