ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. РОДСТВЕННАЯ ЗАЯВКА
[0001] Настоящая заявка на патент испрашивает приоритет по ранее поданной предварительной патентной заявке США № 62/802 117 поданной 06 февраля 2019 г., полное содержание которой включено в настоящий документ посредством ссылки.
2. ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится в целом к низкоконсистентному размолу и, в частности, к сегментам пластины рафинера для низкоконсистентного рафинера, выполненного с возможностью отделения, обработки и резки лигноцеллюлозного материала.
3. ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0003] Рафинеры обычно разделяют, обрабатывают и режут лигноцеллюлозный материал на волокна для получения волокон с определенными механическими и физическими свойствами, подходящими для целлюлозной массы, бумаги, картона, строительных материалов, упаковочных материалов, абсорбирующих жидкость наполнителей и других продуктов.
[0004] Рафинер обычно содержит два или более расположенных друг напротив друга узлов рафинера. Каждый рафинер имеет конфигурацию из выступающих размалывающих ножей на размалывающей поверхности. Смежные размалывающие ножи отделяются канавками. Обычно эти размалывающие узлы представляют собой либо круглые диски, кольцевые диски, либо вставленные один в другой усеченные конусы, выполненные с возможностью вращения вокруг общей оси. Каждый узел рафинера может содержать несколько кольцевых секторообразных сегментов, прикрепленных с помощью болтов к опорной конструкции для образования круглого диска рафинера, кольцевого диска рафинера или усеченного конуса. Размалывающие поверхности противоположных размалывающих узлов расположены друг напротив друга и образуют узкий зазор размола, отделяющий противоположные узлы рафинера. По меньшей мере один из размалывающих узлов представляет собой ротор, выполненный с возможностью вращения вокруг оси.
[0005] В общем рафинеры можно охарактеризовать либо как рафинер высококонсистентного размола (HCR - англ.: high-consistency refiner), либо как рафинер низкоконсистентного размола (LCR - англ.: low-consistency refiner). LCR обычно применяют для размалывания целлюлозной массы. Целлюлозная масса представляет собой смесь волокон (деревянных или не деревянных) в воде и обычно имеет консистенцию от 1,5% до 8%. Целлюлозная масса может содержать другие добавки. Дробильщики целлюлозы обычно применяют низкоконсистентный размол для механического фибриллирования и резки волокон целлюлозной массы до желаемого качества. Затем рафинированный материал обычно преобразуют в различные типы бумаги и/или добавок.
[0006] Поскольку роторный размалывающий узел вращается, дробильщики посредством насоса подают целлюлозные волокна или другой подаваемый материал в рафинер через зазор размола. Целлюлозные волокна обычно представляют собой трубкообразные структуры, содержащие ряд концентрических слоев, называемых «ламеллами» или «волокнистыми стенками». Каждая ламелла содержит тонкие структурные компоненты, называемые «фибриллы», которые связаны друг с другом, образуя ламеллы. Во время вращения ротора размалывающие ножи и канавки на противоположных узлах рафинера последовательно перекрываются. Типичный узел низкоконсистентного роторного рафинера вращается с частотой в диапазоне от около 325 оборотов в минуту (об/м) до 1000 об/м. Консистенция целлюлозной массы может составлять от около 1,5% (т. е. концентрация целлюлозной массы и других твердых веществ составляет около 1,5 единиц на каждые сто единиц воды) до около 8%.
[0007] Последовательно перекрывающиеся противоположные ножи и канавки поочередно сжимают целлюлозную массу и обеспечивают ее распространение в зазоры размола. За счет быстрого поочередного сжатия и распространения создается набивка из волокна. Размол преимущественно происходит в набивке из волокна. Трение расслаивает волокна и размочаливает фибриллы, которые содержат ламеллы, тем самым значительно увеличивая площадь поверхности волокон. Это, в свою очередь, способствует прочности бумаги или других продуктов, изготавливаемых из волокнистой целлюлозной массы. Другими словами, интенсивное движение подаваемого материала относительно смежного подаваемого материала на набивке из волокна в значительной степени способствует образованию, разделению и разрезанию волокон. Данный процесс называется «первичным размолом».
[0008] Целлюлозные заводы, сталкивающиеся с повышением спроса на продукцию, часто имеют ограниченные ресурсы для инвестирования в дополнительное оборудование. Это приводит к тому, что многие дробильщики на целлюлозных заводах эксплуатируют рафинеры в условиях, при которых превышают ограничения производительности рафинеров. Для рафинеров такими условиями являются консистенция целлюлозной массы и скорость потока лигноцеллюлозного материала через рафинеры. Поскольку консистенция целлюлозной массы обычно ограничивается системой, желание увеличить производительность, как правило, приводит к тому, что дробильщики увеличивают скорость потока лигноцеллюлозного материала через рафинер, превышая проектную производительность рафинера.
[0009] В прошлом меры по повышению скорости потока лигноцеллюлозы за счет увеличения гидравлической мощности системы пластин рафинера приводили к снижению эффективности размола. Традиционно конструкторы стремились улучшить гидравлическую мощность путем применениям двух отдельных типов подающих канавок. Первый тип подающих канавок представлял собой направленные наружу подающие канавки. Второй тип подающих канавок представлял собой расположенные под углом подающие канавки. Поскольку большинство подающих канавок имеют постоянную ширину по всей поверхности пластины, некоторые сегменты пластин рафинера имеют подающие канавки, которые сужаются к наружному диаметру с постоянной скоростью изменения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0010] Задачу снижения эффективности размола в условиях незначительного увеличения гидравлической мощности решают путем применения рафинера, имеющего сегмент пластины рафинера, содержащий подающую канавку, имеющую первую ширину на внутреннем диаметре (ID), которая больше второй ширины подающей канавки ближе к наружному диаметру (OD), чем первая ширина. Кроме того, подающая канавка имеет угол, в соответствии с которым угол является углом «подачи» или «закачки» на внутреннем диаметре, и углом «удержания» или «задерживания» вблизи наружного диаметра, при этом преобразование осуществляется через радиальную секцию между внутренним диаметром и наружным диаметром. Таким образом, предполагается, что сегменты пластины рафинера в соответствии с иллюстративными вариантами осуществления, описанными в настоящем документе, могут повысить гидравлическую мощность между противоположными узлами пластины рафинера, при этом дополнительно повышая эффективность размола.
[0011] В иллюстративном варианте осуществления угол меняется несколько раз от внутреннего диаметра к наружному диаметру. В других иллюстративных вариантах осуществления подающая канавка является криволинейной так, что угол изменяется непрерывно вдоль радиуса сегмента пластины рафинера. Кривизной или другим изменением угла можно управлять там, где величина центробежной силы является достаточной для данного диаметра пластин, которая находится за точкой нормального закупоривания целлюлозной массы.
[0012] Без привязки к какой-либо теории заявитель обнаружил, что площадь сегмента пластины рафинера в направлении внутреннего диаметра значительно меньше площади сегмента пластины рафинера в направлении наружного диаметра. Площадь представляет собой функцию радиуса сегмента пластины рафинера в квадрате. В результате внутренний диаметр представляет собой наиболее ограничивающую часть. Заявитель обнаружил, что это происходит в местах, где наиболее вероятно возникновение закупоривания, таким образом способствуя снижению гидравлической мощности.
[0013] В некоторых иллюстративных вариантах осуществления подающая канавка может проходить к наружному диаметру. Такие варианты осуществления максимально повышают гидравлическую мощность, но при этом снижают эффективность размола. В других иллюстративных вариантах осуществления подающая канавка может заканчиваться до того, как она достигает наружного диаметра так, что размалывающие ножи пересекают конец подающей канавки, тем самым устанавливая физический ограничитель для лигноцеллюлозного материала, проходящего через подающую канавку. Это позволяет разместить больше размалывающих ножей там, где размалывающие ножи имеют наибольшую окружную скорость, и, следовательно, наибольшую эффективность размола.
[0014] Без привязки к какой-либо теории полагают, что за счет увеличенной ширины подающей канавки на внутреннем диаметре наряду с изменением угла или кривизны подающей канавки от угла подачи до угла задерживания центробежная сила, приложенная к лигноцеллюлозному материалу, превышает силу закупоривания, при этом при установке на рафинере это позволяет повысить гидравлическую мощность посредством сегмента пластины рафинера без снижения эффективности размола. За счет угла подачи подающей канавки центробежная сила может обеспечить равномерную подачу целлюлозной массы и равномерное распределение по размалывающей поверхности размалывающей пластины. Наклонная подающая канавка задерживания вблизи наружного диаметра дольше удерживает лигноцеллюлозный материал в наружной секции размола, тем самым предотвращая прохождение неразмолотого лигноцеллюлозного материала через секцию размола (и тем самым сохраняется эффективность размола).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0015] Вышеупомянутое будет очевидно из последующего более детального описания иллюстративных вариантов осуществления изобретения, как показано на прилагаемых графических материалах. Графические материалы не обязательно выполнены в масштабе, вместо этого акцент сделан на проиллюстрированные описанные варианты осуществления.
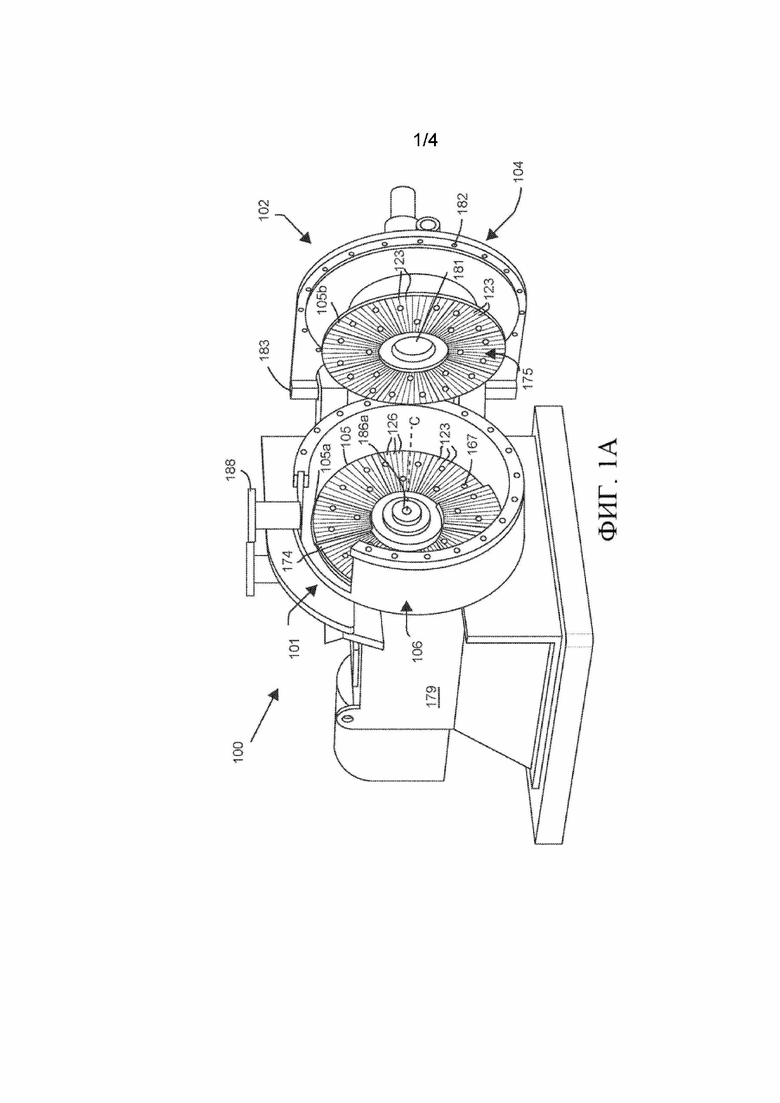
[0016] На Фиг.1A показан вид в перспективе низкоконсистентного рафинера, выполненного с возможностью применения иллюстративных сегментов пластины рафинера, как более подробно описано в настоящем документе.
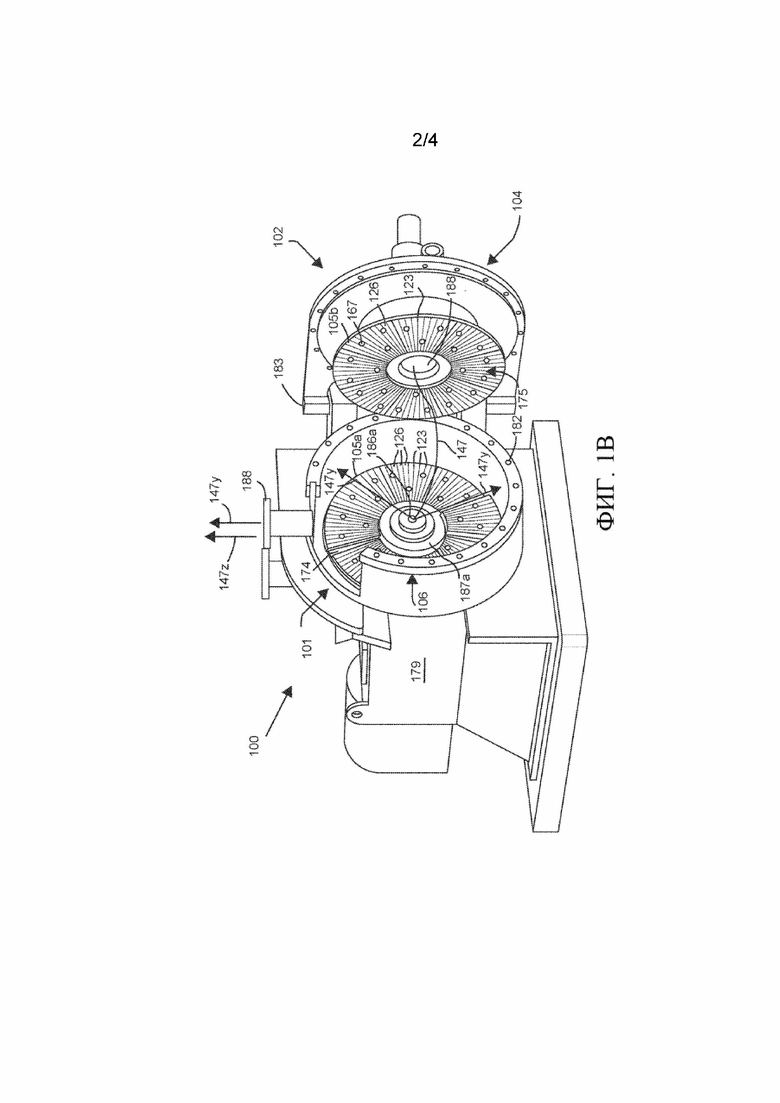
[0017] На Фиг.1B показан вид в перспективе низкоконсистентного рафинера, выполненного с возможностью применения иллюстративных сегментов пластины рафинера, как более подробно описано в настоящем документе.
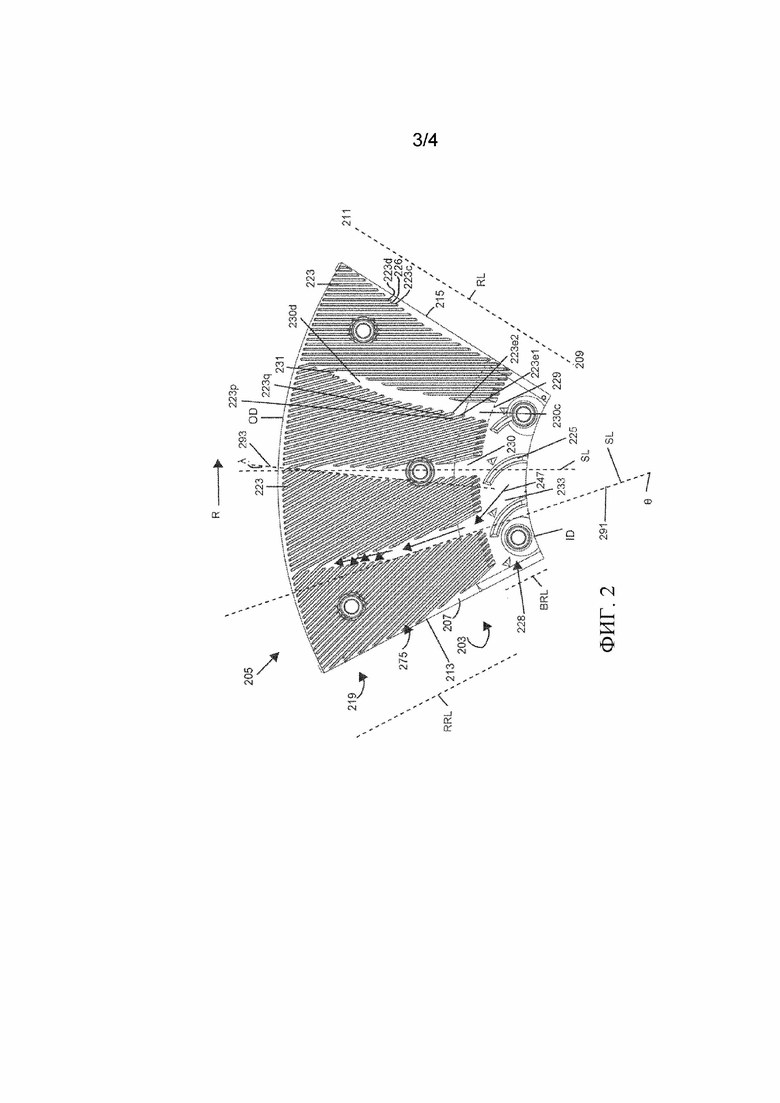
[0018] На Фиг.2 показан вид спереди иллюстративного сегмента пластины рафинера.
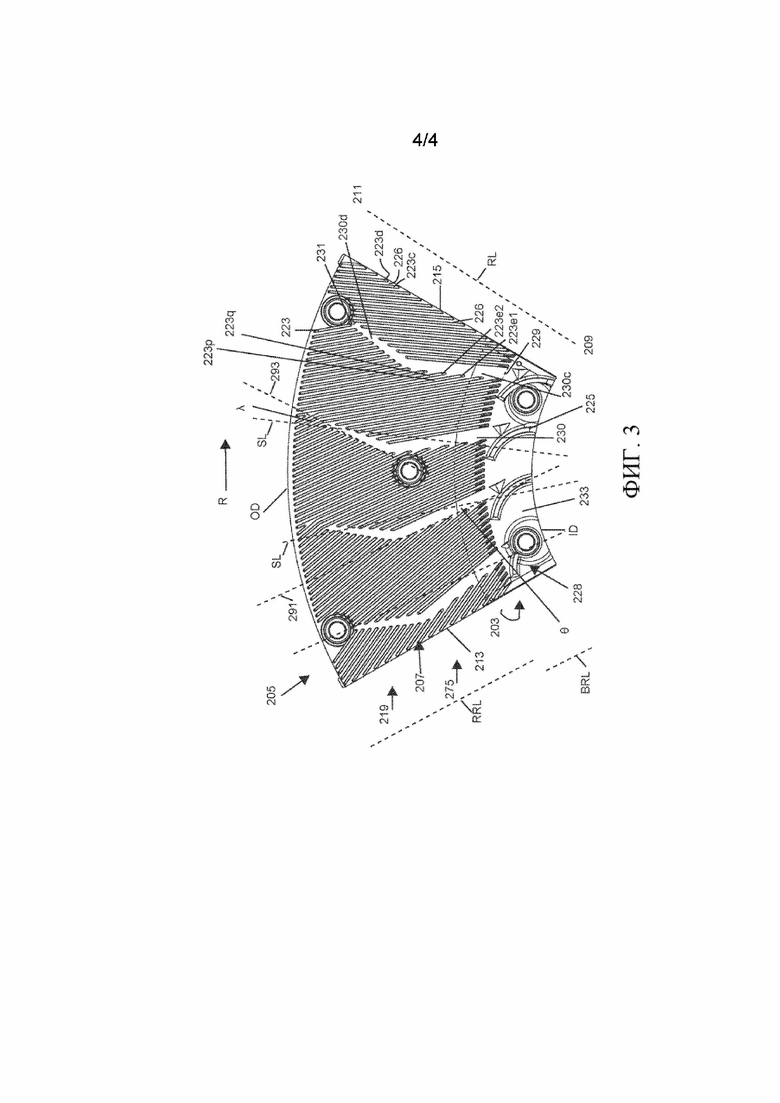
[0019] На Фиг.3 показан вид спереди иллюстративного сегмента пластины рафинера.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0020] Последующее подробное описание предпочтительных вариантов осуществления представлено исключительно в иллюстративных и описательных целях и не является исчерпывающим или ограничивающим объем и сущность настоящего изобретения. Варианты осуществления были отобраны и описаны для лучшего пояснения принципов и практического применения изобретения. Специалисту в данной области техники будет понятно, что в данном описании может быть сделано множество вариаций к описанному изобретению без отступления от объема и сущности настоящего изобретения.
[0021] Если не указано иное, одинаковые номера позиций указывают на соответствующие части на нескольких видах. Хотя графические материалы представляют варианты осуществления разных элементов и компонентов в соответствии с настоящим описанием, графические материалы не обязательно выполнены в масштабе и некоторые элементы могут быть преувеличенными, чтобы лучше проиллюстрировать варианты осуществления настоящего изобретения, причем такие иллюстративные примеры не должны рассматриваться как ограничивающие объем настоящего изобретения.
[0022] Если в настоящем документе явно не указано иное, то к этому описанию применяются следующие правила толкования: (a) все применяемые в настоящем документе слова должны толковаться как относящиеся к такому полу или числу (единственному или множественному), какого требуют обстоятельства; (b) применяемые в описании и прилагаемой формуле изобретения формы единственного числа включают множественное число, если только контекст явно не указывает иное; (c) предшествующий термин «около» применительно к указанному диапазону или значению означает приближение в пределах отклонения диапазона или величин, известных или ожидаемых из измерений в данной области техники; (d) слова «в настоящем документе», «настоящим документом» «к настоящему документу», «выше в настоящем документе» и «ниже в настоящем документе», а также слова аналогичного содержания относятся к данному описанию полностью, а не к какому-либо конкретному абзацу, пункту формулы изобретения или другому разделу, если не указано иное; (e) описательные заголовки предназначены только для удобства и не должны влиять на значение или конструкцию любой части описания; и (f) «или» и «любой» не являются исключающими, а «включать» и «включающий» не являются ограничивающими. Кроме того, термины «содержащий», «имеющий» и «включающий в себя» следует рассматривать, как неограничивающие термины (т. е. означающие «включающий, в том числе»).
[0023] Ссылки в описании на «один вариант осуществления», «вариант осуществления», «иллюстративный вариант осуществления» и т. п. означают, что описанный вариант осуществления может включать в себя конкретный признак, структуру или характеристику, однако каждый вариант осуществления может не обязательно включать в себя конкретный признак, структуру или характеристику. Более того, такие выражения не обязательно относятся к одному и тому же варианту осуществления. Дополнительно, когда конкретный признак, структура или характеристика описаны в связи с вариантом осуществления, считается, что специалисту в данной области будет понятно, что это влияет на такой признак, структуру или характеристику в связи с другими вариантами осуществления, независимо от того, описаны они явным образом или нет.
[0024] В той мере, в какой это необходимо для обеспечения описательной поддержки, объект изобретения и/или текст прилагаемой формулы изобретения полностью включен в настоящий документ посредством ссылки.
[0025] Упоминание в настоящем документе диапазонов значений просто предназначено быть кратким способом упоминания по отдельности каждого отдельного значения, находящегося в диапазоне в пределах любых поддиапазонов между ними, если в настоящем документе явно не указано иное. Каждое отдельное значение в пределах упомянутого диапазона включено в описание или формулу изобретения, как если бы оно было упомянуто по отдельности. Когда приводится конкретный диапазон значений, следует понимать, что в настоящем документе охватывается каждое промежуточное значение с точностью до десятого знака или менее единицы нижнего предела между верхним и нижним пределами этого диапазона, а также любое другое указанное или промежуточное значение в таком указанном диапазоне или его поддиапазоне, включается в настоящий документ, если только контекст явно не указывает иное. Также включаются все поддиапазоны. Верхний и нижний пределы этих меньших диапазонов также включаются в настоящий документ с учетом любого специальным образом и явно исключенного предела в указанном диапазоне.
[0026] Следует отметить, что некоторые из терминов, используемых в настоящем документе, представляют собой относительные термины. Например, термины «верхний» и «нижний» являются относительными друг друга в некотором местоположении, т. е. верхний компонент расположен на большей высоте, чем нижний компонент в данной ориентации, но эти термины могут поменяться, если устройство перевернуто. Термины «впускное отверстие» и «выпускное отверстие» относятся к жидкости, протекающей через них относительно данной структуры, например, жидкость протекает через впускное отверстие в структуру и протекает через выпускное отверстие из структуры. Термины «вверх по потоку» и «вниз по потоку» относятся к направлению, в котором жидкость протекает через различные компоненты, т. е. поток жидкости через компонент верх по потоку проходит до его протекания через компонент ниже по потоку.
[0027] Термины «горизонтальный» и «вертикальный» применяются для указания направления относительно абсолютного начала отсчета, т.е. уровня земли. Однако эти термины не следовать толковать как требующие, чтобы структура была абсолютно параллельной или абсолютно перпендикулярной друг другу. Например, первая вертикальная структура и вторая вертикальная структура не обязательно параллельны друг другу. Термины «верх» и «низ» или «основание» применяют для указания местоположения/поверхности, где верх всегда выше низа/основания относительно абсолютного начала отсчета, т.е. поверхности Земли. Термины «вверх» и «вниз» также относятся к абсолютному началу отсчета: поток вверх всегда направлен против гравитации Земли.
[0028] На Фиг.1A показан дисковый рафинер 100, имеющий первый размалывающий узел 101, расположенный напротив второго размалывающего узла 102. Первый размалывающий узел 101 представляет собой роторный размалывающий узел, выполненный с возможность вращения вокруг оси вращения C. Второй размалывающий узел 102 представляет собой статорный размалывающий узел. Первый и второй размалывающие узлы 101, 102 расположены внутри корпуса 179. Каждый размалывающий узел 101, 102 содержит множество сегментов пластин рафинера (показаны как 105a на первом размалывающем узле 101 и 105b на втором размалывающем узле 102), расположенных на опорной конструкции 174. На Фиг.1A показана статорная сторона 104 корпуса, открытая на петлях 183, чтобы можно было лучше проиллюстрировать соответствующие размалывающие узлы 101, 102. Однако при эксплуатации статорную сторону 104 закрывают на петлях 183 и крепежные элементы (не показаны) проходят через соответствующие отверстия 182 для крепежных элементов для надежного контакта статорной стороны 104 корпуса с роторной стороной 106 корпуса. Когда второй размалывающий узел 102 и первый размалывающий узел 101 располагаются друг напротив друга, второй размалывающий узел 102 и первый размалывающий узел 101 образуют зазор между секцией 175 размола противоположных сегментов 105a, 105b пластины рафинера. В случае, когда это полезно для повышения точности при обсуждении элементов на первом размалывающем узле относительно противоположных элементов на втором размалывающем узле, заявитель будет применять и «a» для обозначения конкретных элементов на первом размалывающем узле 101 и «b» для обозначения конкретных элементов на втором размалывающем узле 102.
[0029] Болты или другие крепежные элементы (не показаны) могут проходить через отверстия 167 для крепежных элементов для контакта сегментов 105 пластины рафинера с опорной конструкцией 174 и тем самым обеспечивая надежный контакт кольцевых секторообразных сегментов 105 пластины рафинера с опорной конструкцией 174.
[0030] В действующем рафинере 100 подаваемый материал 147 (Фиг.1B), который может представлять собой лигноцеллюлозный подаваемый материал (обычно в виде целлюлозной массы или древесных стружек), проходит через отверстие 181 в центре статорного размалывающего узла 102 перед столкновением со ступицей 186a ротора или маслосъемным кольцом 187a ротора (Фиг.1B). Роторный размалывающий узел 101 обычно вращается вокруг оси вращения C в диапазоне 325-1000 об/мин и таким образом разбрасывает подаваемый материал 147 наружу в радиальном направлении и в зазор размола. Измельчающие ножи (225 на Фиг.2) могут измельчать подаваемый материал 147 перед тем, как подаваемый материал 147 проходит дальше через зазор размола и пересекает секцию 175 размола, образованную зонами чередующихся размалывающих ножей 123 и размалывающих канавок 126 на противоположных сегментах 105a и 105b пластины рафинера. Размолотый материал 147z (Фиг.1B) и частично измельченный материал 147y (Фиг.1B) выходит из рафинера 100 через выпускное отверстие 188. Дробильщики могут затем просеять желательно раздробленный материал 147z от частично измельченного материала 147y и передать частично измельченный материал 147y на рафинер второй стадии (см. 100). Дробильщики могут выполнить химическую обработку частично измельченного материала 147y вместо подвергания воздействию частично измельченного материала 147y дополнительному размолу или в дополнение к нему.
[0031] На Фиг.2 показан сегмент 205 пластины рафинера для рафинера 100 (Фиг.1A), содержащий: основание 207, имеющее: радиальную длину RL, внутренний диаметр ID, расположенный на первом конце 209 радиальной длины RL; наружный диаметр OD, расположенный на втором конце 211 радиальной длины RL, причем наружный диаметр OD расположен в радиальном направлении на расстоянии от внутреннего диаметра ID вдоль радиальной длины RL, причем наружный диаметр OD длиннее внутреннего диаметра ID; первую боковую поверхность 213, проходящую между внутренним диаметром ID и наружным диаметром OD вдоль радиальной длины RL; вторую боковую поверхность 215, проходящую между внутренним диаметром ID и наружным диаметром OD вдоль радиальной длины RL, причем вторая боковая поверхность 215 расположена дистально от первой боковой поверхности 213; и заднюю поверхность 203, расположенную напротив передней поверхности 219 по толщине, причем задняя поверхность 203 и передняя поверхность 219 проходят между наружным диаметром OD, внутренним диаметром ID, первой боковой поверхностью 213 и второй боковой поверхностью 215, причем передняя поверхность 219 дополнительно содержит область, имеющую множество чередующихся размалывающих ножей 223 и размалывающих канавок 226, причем размалывающие ножи 223 контактируют с основанием 207, и причем смежные размалывающие ножи 223c, 223d (или 223p и 223q) и основание 207 образуют размалывающую канавку 226 между смежными размалывающими ножами 223c, 223d, причем область (т.е. зона) чередующихся размалывающих ножей 223 и размалывающих канавок 226 называется «секцией размола» 275, причем секция 275 размола дополнительно содержит области, образованные подающей канавкой 230, причем подающая канавка 230 имеет первую ширину 229 ближе к внутреннему диаметру ID и вторую ширину 231 ближе ко второму диаметру OD, причем первая ширина 229 больше второй ширины 231, причем подающая канавка 230 расположена под углом θ подачи на первой ширине 229, и причем подающая канавка 230 расположена под углом λ удержания на второй ширине 231.
[0032] Иллюстративные сегменты 205 пластины рафинера могут дополнительно содержать секцию 228 измельчающих ножей, содержащую широкие измельчающие ножи 225 и широкие промежутки 233 между смежными измельчающими ножами 225. Измельчающие ножи 225 измельчают поступающий подаваемый материал 247, передавая на внутренний диаметр ID сегмента 205 пластины рафинера. Измельчающие ножи 225 могут быть криволинейными, прямыми или расположенными под множеством углов вдоль радиальной длины RL секции 228 измельчающих ножей сегмента 205 пластины рафинера. Измельчающие ножи 225 в секции 228 измельчающих ножей и промежутки 233 между смежными измельчающими ножами 225 шире размалывающих ножей 223 и размалывающих канавок 226, расположенных между смежными размалывающими ножами 223c, 223d. Наклонные или криволинейные измельчающие ножи 225, такие как показанные на Фиг.2 направляют подаваемый материал 247 для перемещения обычно к первой ширине 229 подающей канавки 230, когда сегмент 205 пластины рафинера вращается в направлении R. В показанном варианте осуществления сегмент 205 пластины рафинера выполнен с возможностью вращения против часовой стрелки. Следует понимать, что примеры вариантов осуществления, которые имеют размалывающую конфигурацию, которая является зеркальной размалывающей конфигурации, показанной на Фиг.2, может быть выполнена с возможностью вращения по часовой стрелке. Также следует понимать, что в некоторых примерах вариантов осуществления может отсутствовать секция 228 измельчающих ножей.
[0033] Подающая канавка 230 образована областью вдоль радиальной длины RL сегмента 205 пластины рафинера между основанием 207 и концами 223e размалывающих ножей 223, расположенных последовательно вдоль радиальной длины RL сегмента 205 пластины рафинера, причем первый конец 233e1 первого размалывающего ножа 223p расположен на первой радиальной длине, и при этом второй конец 233e2 второго размалывающего ножа 223q расположен на второй радиальной длине, причем вторая радиальная длина RL2 больше первой радиальной длины RL1.
[0034] Угол θ подачи (см. Фиг. 3) представляет собой угол на пересечении между кратчайшей радиальной линией SL, соединяющей наружный диаметр OD с внутренним диаметром ID, и линией 291, примыкающей к концам размалывающих ножей 223e по меньшей мере двух смежных размалывающих ножей 223p, 223q во внутренней подающей канавке 230c. Линии представляют собой воображаемые логические структуры, показанные для сравнения. Радиальная линия, как можно представить, проходит от центра вращения в радиальном направлении наружу мимо наружного диаметра OD сегмента 205 пластины рафинера. В иллюстративном варианте осуществления сегмент 205 пластины рафинера вращается в направлении R. Угол θ подачи обеспечивает расположение внутренних подающих канавок 230c ближе к внутреннему диаметру ID для выталкивания подаваемого материала 247 в радиальном направлении наружу вдоль радиальной длины RL и через сегмент 205 пластины рафинера, и в зазор размола, расположенный между противоположными сегментами пластины рафинера (см. Фиг.1B).
[0035] Иллюстративные углы θ подачи внутренних подающих канавок 230c могут находиться в диапазоне от 0 градусов до 45 градусов. В некоторых примерах вариантов осуществления углы θ подачи внутренних подающих канавок 230c могут находиться в диапазоне от 5 градусов до 20 градусов. В некоторых других иллюстративных вариантах осуществления углы θ подачи внутренних подающих канавок 230c могут находиться в диапазоне от 13 градусов до 19 градусов. Следует понимать, что угол θ подачи может варьироваться среди сегментов 205 пластины рафинера в зависимости от размеров сегмента 205 пластины рафинера, типа подаваемого материала 247, для которого сегмент 205 пластины рафинера выполнен с возможностью размола, скорости вращения пластины рафинера и скорости, с которой подаваемый материал 247 вводят в рафинер 100.
[0036] Угол λ удержания представляет собой угол, измеренный на пересечении между кратчайшей радиальной линией SL, соединяющей наружный диаметр OD с внутренним диаметром ID, и линией 293, примыкающей к концам 223e размалывающих ножей по меньшей мере двух смежных размалывающих ножей (см. 223p, 223q) в наружной подающей канавке 230d. Угол λ удержания обеспечивает расположение наружных подающих канавок 230d ближе к наружному диаметру OD для перенаправления подаваемого материала 247 в радиальном направлении наружу вдоль радиальной длины RL в большей степени радиальном направлении наружу от размалывающих канавок 226 и в зазор размола, расположенный между противоположными сегментами пластины рафинера. Таким образом, исходя из того, что угол λ удержания связан с направлением вращения R, можно подумать, что это увеличивает время, которое подаваемый материал 247 находится в секции 275 размола (по сравнению с секциями в секциях 275 размола, которые расположены под углом θ подачи).
[0037] Примеры углов λ удержания наружных подающих канавок 230d могут находиться в диапазоне от -3 градусов до -45 градусов. В некоторых примерах вариантов осуществления углы λ удержания наружных подающих канавок 230d могут находиться в диапазоне от -10 градусов до -25 градусов. Следует понимать, что угол λ удержания может варьироваться среди сегментов 205 пластины рафинера в зависимости от размеров сегмента 205 пластины рафинера, типа подаваемого материала 247, для которого сегмент 205 пластины рафинера выполнен с возможностью размола, скорости вращения пластины рафинера и скорости, с которой подаваемый материал 247 вводят в рафинер 100. Следует дополнительно понимать, что углы λ удержания имеют противоположное направление, чем углы θ подачи; таким образом если угол θ подачи указывают как имеющий положительное значение, угол λ удержания указывают как имеющий отрицательное значение и наоборот.
[0038] В иллюстративном варианте осуществления иллюстративные подающие канавки 230 переходят от угла θ подачи до угла λ удержания между 20% и 80% радиальной длины RRL секции размола сегмента 205 пластины рафинера. Радиальная длина RRL секции размола представляет собой длину секции 275 размола. Радиальную длину RRL секции размола обычно можно рассчитать путем вычитания длины BRL секции измельчающих ножей из общей радиальной длины RL сегмента 205 пластины рафинера. Например, если иллюстративный сегмент 205 пластины рафинера имеет радиальную длину RL 508 миллиметров («мм»), а секция измельчающих ножей 106 мм, иллюстративные подающие канавки 230, имеющие переход на 50% радиальной длины RRL секции размола, могут переходить от угла θ подачи до угла λ удержания в пределах от 201 мм радиальной длины RRL секции размола, или 307 мм радиальной длины RL сегмента пластины рафинера (т. е. длины, которая включает в себя длину BRL секции измельчающих ножей), измеренной от внутреннего диаметра ID. В вариантах осуществления, в которых подающие канавки 230 являются криволинейными или меняют углы множество раз вдоль радиальной длины RRL секции размола, подающие канавки 230 могут переходить от угла θ подачи до угла удержания при любой длине радиальной длины секции размола, но предпочтительно, если переход происходит в верхней одной пятой радиальной длины RRL секции размола, измеренной от конца радиальной длины RRL секции размола, расположенной ближе к внутреннему диаметру ID сегмента 205 пластины рафинера, или выше нее.
[0039] В некоторых иллюстративных вариантах осуществления подающая канавка 230 может проходить к наружному OD диаметру. Такие варианты осуществления могут повысить гидравлическую мощность, но при этом снижают эффективность размола. В других иллюстративных вариантах осуществления подающая канавка 230 может заканчиваться до того, как она достигает наружного диаметра OD так, что размалывающие ножи 223 пересекают радиальный наружный конец подающей канавки 230, тем самым устанавливая физический ограничитель подаваемого материала 247, проходящего через подающую канавку 230. Эти иллюстративные варианты осуществления позволяют разместить больше размалывающих ножей 223 там, где размалывающие ножи 223 имеют наибольшую окружную скорость, и, следовательно, наибольшую эффективность размола.
[0040] Без привязки к какой-либо теории Заявитель полагает, что расположение подающей канавки 230 на сегменте 205 пластины рафинера, в котором подающая канавка 230 имеет первую ширину 229, расположенную ближе к внутреннему диаметру ID, чем вторая ширина 231, причем вторая ширина 231 расположена ближе к наружному диаметру OD, чем первая ширина 229, причем первая ширина 229 больше второй ширины 231, причем подающая канавка 230 расположена под углом θ подачи на первой ширине 229, и причем подающая канавка 230 расположена под углом λ удержания на второй ширине 231, обеспечивает направление подающей канавкой 230 подаваемого материала 247 по существу через подающую канавку 230, когда подающая канавка 230 расположена под углом θ подачи, при этом сегмент 205 пластины рафинера вращается в направлении R.
[0041] Внутренний диаметр ID короче наружного диаметра OD. По сравнению с площадью, доступной вокруг наружного диаметра OD, на сегменте 205 пластины рафинера вокруг внутреннего диаметра ID доступна меньшая площадь для размола. Например, секция 228 измельчающих ножей может прилегать к самому внутреннему диаметру ID. Секция 228 измельчающих ножей по существу не способствует размолу; скорее секция 228 измельчающих ножей предназначена для разрушения больших кусков подаваемого материала 247 и направления этих частично разрушенных кусков подаваемого материала 247 в секцию 275 размола. Секция 275 размола может начинаться непосредственно в радиальном направлении наружу от секции 228 измельчающих ножей, но промежуток на основании 207, доступный для измельчающих ножей 223 и размалывающих канавок 226, может быть дополнительно ограничен подающими канавками 230, которые традиционно рассматривались как каналы для удаления пара.
[0042] По мере уменьшения доступной площади вблизи внутреннего диаметра ID эффективность размола может ограничиваться. При применении иллюстративного сегмента 205 пластины рафинера в соответствии с данным описанием предполагается, что угол λ удержания наружной подающей канавки 230d и сужение наружной подающей канавки 230d может снижать доступную площадь наружной подающей канавки 230d и вытеснять больше подаваемого материала 247 в размалывающие канавки 226 и размалывающие ножи 223, что увеличивает заполнение секции 275 размола вблизи наружного диаметра OD. То есть, в то время как подаваемый материал перемещается наружу вдоль радиальной длины RL, площадь основания 207 увеличивается, тем самым обеспечивая размещение большего количества размалывающих ножей 223 и размалывающих канавок 226. Таким образом, площадь секции 275 размола увеличивается в наружном направлении вдоль радиальной длины RL. Предполагается, что иллюстративные подающие канавки 230, описанные в настоящем документе, направляют большее количество подаваемого материала 247 в радиальную дистальную секцию 275 размола, тем самым увеличивая гидравлическую мощность (т.е. скорость потока подаваемого материала) без потери эффективности размола.
[0043] В некоторых иллюстративных вариантах осуществления сегмент 205 пластины рафинера имеет подающую канавку 230, причем подающая канавка 230 расположена под последовательностью углов θ-λ от внутреннего диаметра ID к наружному диаметру OD. В иллюстративном варианте осуществления, в котором подающая канавка 230 является криволинейной, угол изменяется непрерывно вдоль радиальной длины RL подающей канавки 230 (например, постепенно и непрерывно от угла θ подачи до угла λ удержания). В иллюстративном варианте осуществления изменение угла или кривизны подающей канавки 230 будет направлено туда, где достигаемая величина центробежной силы является достаточной для данного диаметра смонтированных сегментов 205 пластины рафинера, которая находится за точкой нормального закупоривания целлюлозной массы.
[0044] На Фиг.3 представлен другой иллюстративный вариант осуществления в соответствии с настоящим изобретением, в котором подающие канавки 230 имеют более выраженный переход от угла θ подачи до угла λ удержания, по сравнению с вариантом осуществления, показанным на Фиг.2. В некоторых иллюстративных вариантах осуществления второй конец подающей канавки (см. 231) расположен на наружном диаметре OD. В других иллюстративных вариантах осуществления второй конец подающей канавки (см. 231) расположен в радиальном направлении внутрь наружного диаметра OD.
[0045] Следует понимать, что комбинации описанных вариантов осуществления предназначены для включения в объем настоящего изобретения. Кроме того, хотя сегменты 205 пластины рафинера, показанные на Фиг.2 и 3 выполнены с возможностью работы в дисковом рафинере 100, следует понимать, что сегменты пластины рафинера и конфигурации, описанные в настоящем документе, можно применять с коническими рафинерами, дисковыми рафинерами, цилиндрическими рафинерами, роторно-статорными рафинерами и любыми другими рафинерами, выполненными с возможностью резки, обработки и отделения волокнистого материала с помощью противоположных сегментов пластины рафинера, выполненных с возможностью образования зазора размола.
[0046] Кроме того, следует понимать, что некоторые иллюстративные сегменты 205 пластины рафинера могут содержать множество секций 275 размола, в которых подающая канавка 230 расположена на множестве секций 275 размола. Например, первая секция размола может быть расположена смежно со второй секцией размола. В качестве дополнительного примера первая секция размола может быть расположена радиальном по направлению внутрь от второй секцией размола. В качестве другого примера первая секция размола может быть расположена сбоку от второй секции размола.
[0047] Иллюстративный способ размола лигноцеллюлозного материала может включать в себя: закачку подаваемого материала в рафинер, причем рафинер имеет «сегмент пластины рафинера с подающей канавкой», содержащий: область, имеющую множество чередующихся размалывающих ножей и размалывающих канавок, в которой размалывающие ножи контактируют с основанием, и смежные размалывающие ножи и основание образуют размалывающую канавку между смежными размалывающими ножами, причем область чередующихся размалывающих ножей и размалывающих канавок известна как «секция размола», при этом секция размола дополнительно содержит области, образующие подающую канавку, которая имеет первую ширину ближе к внутреннему диаметру и вторую ширину ближе к наружному диаметру, причем первая ширина больше второй ширины, при этом подающая канавка расположена под углом подачи на первой ширине, и подающая канавка расположена под углом удержания на второй ширине; и размол подаваемого материала с помощью сегмента пластины рафинера с подающей канавкой.
[0048] Иллюстративный сегмент пластины рафинера может содержать: основание, имеющее: радиальную длину; внутренний диаметр, расположенный на первом конце радиальной длины; наружный диаметр, расположенный на втором конце радиальной длины, причем наружный диаметр расположен в радиальном направлении на расстоянии от внутреннего диаметра вдоль радиальной длины, причем наружный диаметр длиннее внутреннего диаметра; первую боковую поверхность, проходящую между внутренним диаметром и наружным диаметром вдоль радиальной длины; вторую боковую поверхность, проходящую между внутренним диаметром и наружным диаметром вдоль радиальной длины, причем вторая боковая поверхность расположена дистально от первой боковой поверхности; и заднюю поверхность, расположенную напротив передней поверхности по толщине, причем задняя поверхность и передняя поверхность проходят между наружным диаметром, внутренним диаметром, первой боковой поверхностью и второй боковой поверхностью, причем передняя поверхность дополнительно содержит область, имеющую множество чередующихся размалывающих ножей и размалывающих канавок, в которой размалывающие ножи контактируют с основанием, и смежные размалывающие ножи и основание образуют размалывающую канавку между смежными размалывающими ножами, причем область чередующихся размалывающих ножей и размалывающих канавок известна как «секция размола», при этом секция размола дополнительно содержит области, образующие подающую канавку, которая имеет первую ширину ближе к внутреннему диаметру и вторую ширину ближе к наружному диаметру, причем первая ширина больше второй ширины, при этом подающая канавка расположена под углом подачи на первой ширине, и подающая канавка расположена под углом удержания на второй ширине.
[0049] В иллюстративном варианте осуществления подающая канавка расположена под последовательностью углов от внутреннего диаметра к наружному диаметру. В иллюстративном варианте осуществления подающая канавка является криволинейной так, что угол изменяется непрерывно вдоль радиальной длины подающей канавки.
[0050] В иллюстративном варианте осуществления изменение угла или кривизны подающей канавки расположено в месте, где величина центробежной силы является достаточной для данного диаметра сегментов пластины рафинера, которая находится за точкой нормального закупоривания целлюлозной массы. В иллюстративном варианте осуществления подающая канавка дополнительно содержит внутреннюю подающую канавку и наружную подающую канавку, причем внутренняя подающая канавка имеет первую ширину, расположенную ближе к внутреннему диаметру сегмента пластины рафинера, а наружная подающая канавка имеет вторую ширину, расположенную ближе к наружному диаметру сегмента пластины рафинера.
[0051] В иллюстративном варианте осуществления угол подачи представляет собой угол между радиальной линией и линией, примыкающей к концам размалывающих ножей по меньшей мере двух смежных размалывающих ножей во внутренней подающей канавке. В иллюстративном варианте осуществления угол удержания представляет собой угол между радиальной линией и линией, примыкающей к концам размалывающих ножей по меньшей мере двух смежных размалывающих ножей в наружной подающей канавке.
[0052] В иллюстративном варианте осуществления угол подачи находится в диапазоне от 0 градусов до 45 градусов. В иллюстративном варианте осуществления угол подачи находится в диапазоне от 5 градусов до 20 градусов. В иллюстративном варианте осуществления угол удержания находится в диапазоне от -3 градусов до -45 градусов. В иллюстративном варианте осуществления угол удержания находится в диапазоне от -10 градусов до -25 градусов.
[0053] В иллюстративном варианте осуществления подающая канавка переходит от угла подачи к углу удержания между 20% и 80% радиальной длины секции размола сегмента пластины рафинера, измеренной от точки секции размола, расположенной ближе всего к внутреннему диаметру.
[0054] Иллюстративная конфигурация сегмента пластины рафинера может содержать: область, имеющую множество чередующихся размалывающих ножей и размалывающих канавок, в которой размалывающие ножи контактируют с основанием, и смежные размалывающие ножи и основание образуют размалывающую канавку между смежными размалывающими ножами, причем область чередующихся размалывающих ножей и размалывающих канавок известна как «секция размола», при этом секция размола дополнительно содержит области, образующие подающую канавку, которая имеет первую ширину ближе к внутреннему диаметру и вторую ширину ближе к наружному диаметру, причем первая ширина больше второй ширины, при этом подающая канавка расположена под углом подачи на первой ширине, и подающая канавка расположена под углом удержания на второй ширине.
[0055] В иллюстративной конфигурации подающая канавка расположена под последовательностью углов от внутреннего диаметра к наружному диаметру. В иллюстративной конфигурации подающая канавка является криволинейной так, что угол изменяется непрерывно вдоль радиальной длины подающей канавки. В иллюстративной конфигурации изменение угла или кривизны подающей канавки расположено в месте, где величина центробежной силы является достаточной для данного диаметра сегментов пластины рафинера, которая находится за точкой нормального закупоривания целлюлозной массы.
[0056] В иллюстративной конфигурации подающая канавка дополнительно содержит внутреннюю подающую канавку и наружную подающую канавку, причем внутренняя подающая канавка имеет первую ширину, расположенную ближе к внутреннему диаметру сегмента пластины рафинера, а наружная подающая канавка имеет вторую ширину, расположенную ближе к наружному диаметру сегмента пластины рафинера.
[0057] В иллюстративной конфигурации угол подачи представляет собой угол между радиальной линией и линией, примыкающей к концам размалывающих ножей по меньшей мере двух смежных размалывающих ножей во внутренней подающей канавке. В иллюстративной конфигурации угол удержания представляет собой угол между радиальной линией и линией, примыкающей к концам размалывающих ножей по меньшей мере двух смежных размалывающих ножей в наружной подающей канавке.
[0058] В иллюстративной конфигурации угол подачи находится в диапазоне от 0 градусов до 45 градусов. В иллюстративной конфигурации угол подачи находится в диапазоне от 5 градусов до 20 градусов. В иллюстративной конфигурации угол удержания находится в диапазоне от -3 градусов до -45 градусов. В иллюстративной конфигурации угол удержания находится в диапазоне от -10 градусов до -25 градусов.
[0059] В иллюстративной конфигурации подающая канавка переходит от угла подачи к углу удержания между 20% и 80% радиальной длины секции размола сегмента пластины рафинера, измеренной от точки секции размола, расположенной ближе всего к внутреннему диаметру.
[0060] В то время как изобретение было описано в связи с тем, что в настоящий момент рассматривается как самый практический и предпочтительный вариант осуществления, необходимо понимать, что изобретение не должно быть ограничено раскрытым вариантом осуществления, но напротив, предназначено включать различные модификации и эквивалентные компоновки, включенные в пределы сущности и объема изобретения.
Группа изобретений относится к обработке лигноцеллюлозного материала. Сегмент пластины рафинера содержит основание, имеющее радиальную длину, внутренний и наружный диаметр, боковые поверхности, заднюю поверхность. Передняя поверхность дополнительно содержит область, имеющую множество чередующихся размалывающих ножей и размалывающих канавок, в которой размалывающие ножи контактируют с основанием, и смежные размалывающие ножи и основание образуют размалывающую канавку между смежными размалывающими ножами. Область чередующихся размалывающих ножей и размалывающих канавок известна как секция размола, которая содержит области, образующие подающие канавки. Каждая подающая канавка проходит от области, смежной с внутренним диаметром основания, в направлении внешнего диаметра основания. Каждая подающая канавка имеет первую ширину ближе к внутреннему диаметру и вторую ширину ближе к наружному диаметру, причем первая ширина больше второй ширины. Подающая канавка расположена под углом подачи на первой ширине и под углом удержания на второй ширине. Закачивают материал в рафинер и размалывают с помощью сегмента пластины рафинера с подающей канавкой. Повышается эффективность размола. 3 н. и 14 з.п. ф-лы, 3 ил.
1. Сегмент пластины рафинера для рафинера, содержащий: основание, имеющее: радиальную длину; внутренний диаметр, расположенный на первом конце радиальной длины; наружный диаметр, расположенный на втором конце радиальной длины, причем наружный диаметр расположен в радиальном направлении на расстоянии от внутреннего диаметра вдоль радиальной длины, и наружный диаметр длиннее внутреннего диаметра; первую боковую поверхность, проходящую между внутренним диаметром и наружным диаметром вдоль радиальной длины; вторую боковую поверхность, проходящую между внутренним диаметром и наружным диаметром вдоль радиальной длины, причем вторая боковая поверхность расположена дистально от первой боковой поверхности; и заднюю поверхность, расположенную напротив передней поверхности по толщине, причем задняя поверхность и передняя поверхность проходят между наружным диаметром, внутренним диаметром, первой боковой поверхностью и второй боковой поверхностью, при этом передняя поверхность дополнительно содержит область, имеющую множество чередующихся размалывающих ножей и размалывающих канавок, в которой размалывающие ножи контактируют с основанием, и смежные размалывающие ножи и основание образуют размалывающую канавку между смежными размалывающими ножами, причем область чередующихся размалывающих ножей и размалывающих канавок известна как секция размола, и секция размола содержит области, образующие подающие канавки, причем каждая подающая канавка проходит от области, смежной с внутренним диаметром основания, в направлении внешнего диаметра основания, и каждая подающая канавка имеет первую ширину ближе к внутреннему диаметру и вторую ширину ближе к наружному диаметру, причем первая ширина больше второй ширины, при этом подающая канавка расположена под углом подачи на первой ширине, и подающая канавка расположена под углом удержания на второй ширине.
2. Сегмент пластины рафинера по п.1, в котором подающая канавка расположена под последовательностью углов от внутреннего диаметра к наружному диаметру.
3. Сегмент пластины рафинера по п.1 или 2, в котором подающая канавка является криволинейной, так что угол изменяется непрерывно вдоль радиальной длины подающей канавки.
4. Сегмент пластины рафинера по любому из пп.1-3, в котором изменение угла или кривизны подающей канавки расположено в месте, где величина центробежной силы является достаточной для данного диаметра сегментов пластины рафинера, которая находится за точкой нормального закупоривания целлюлозной массы.
5. Сегмент пластины рафинера по любому из пп.1-3, в котором подающая канавка дополнительно содержит внутреннюю подающую канавку и наружную подающую канавку, причем внутренняя подающая канавка имеет первую ширину, расположенную ближе к внутреннему диаметру сегмента пластины рафинера, а наружная подающая канавка имеет вторую ширину, расположенную ближе к наружному диаметру сегмента пластины рафинера.
6. Сегмент пластины рафинера по п.5, в котором угол подачи представляет собой угол между радиальной линией и линией, примыкающей к концам размалывающих ножей по меньшей мере двух смежных размалывающих ножей во внутренней подающей канавке.
7. Сегмент пластины рафинера по п.5, в котором угол удержания представляет собой угол между радиальной линией и линией, примыкающей к концам размалывающих ножей по меньшей мере двух смежных размалывающих ножей в наружной подающей канавке.
8. Сегмент пластины рафинера по любому из пп.1-7, в котором угол подачи находится в диапазоне от 0 градусов до 45 градусов.
9. Сегмент пластины рафинера по любому из пп.1-7, в котором угол подачи находится в диапазоне от 5 градусов до 20 градусов.
10. Сегмент пластины рафинера по любому из пп.1-7, в котором угол удержания находится в диапазоне от -3 градусов до -45 градусов.
11. Сегмент пластины рафинера по любому из пп.1-7, в котором угол удержания находится в диапазоне от -10 градусов до -25 градусов.
12. Сегмент пластины рафинера по любому из пп.1-11, в котором подающая канавка переходит от угла подачи к углу удержания между 20% и 80% радиальной длины секции размола сегмента пластины рафинера, измеренной от точки секции размола, расположенной ближе всего к внутреннему диаметру.
13. Сегмент пластины рафинера, конфигурация которого содержит: область, имеющую множество чередующихся размалывающих ножей и размалывающих канавок, в которой размалывающие ножи контактируют с основанием, и смежные размалывающие ножи и основание образуют размалывающую канавку между смежными размалывающими ножами, причем область чередующихся размалывающих ножей и размалывающих канавок известна как секция размола, при этом секция размола содержит области, образующие подающие канавки, причем каждая подающая канавка проходит от области, смежной с внутренним диаметром основания, в направлении внешнего диаметра основания, и каждая подающая канавка имеет первую ширину ближе к внутреннему диаметру и вторую ширину ближе к наружному диаметру, причем первая ширина больше второй ширины, при этом подающая канавка расположена под углом подачи на первой ширине, и подающая канавка расположена под углом удержания на второй ширине.
14. Сегмент пластины рафинера по п.13, в конфигурации которого подающая канавка расположена под последовательностью углов от внутреннего диаметра к наружному диаметру.
15. Сегмент пластины рафинера по п.13 или 14, в конфигурации которого подающая канавка является криволинейной, так что угол изменяется непрерывно вдоль радиальной длины подающей канавки.
16. Сегмент пластины рафинера по любому из п.13-15, в конфигурации которого изменение угла или кривизны подающей канавки расположено в месте, где величина центробежной силы, которая находится за точкой нормального закупоривания целлюлозной массы, является достаточной для данного диаметра сегментов пластины рафинера.
17. Способ размола лигноцеллюлозного материала, включающий: закачку подаваемого материала в рафинер, причем рафинер имеет сегмент пластины рафинера с подающей канавкой, содержащий: область, имеющую множество чередующихся размалывающих ножей и размалывающих канавок, в которой размалывающие ножи контактируют с основанием, и смежные размалывающие ножи и основание образуют размалывающую канавку между смежными размалывающими ножами, причем область чередующихся размалывающих ножей и размалывающих канавок известна как секция размола, при этом секция размола содержит области, образующие подающие канавки, причем каждая подающая канавка проходит от области, смежной с внутренним диаметром основания, в направлении внешнего диаметра основания, и каждая подающая канавка имеет первую ширину ближе к внутреннему диаметру и вторую ширину ближе к наружному диаметру, причем первая ширина больше второй ширины, при этом подающая канавка расположена под углом подачи на первой ширине, и подающая канавка расположена под углом удержания на второй ширине; и размол подаваемого материала с помощью сегмента пластины рафинера с подающей канавкой.
| US 20180327970 A1, 15.11.2018 | |||
| US 20080191078 A1, 14.08.2008 | |||
| US 3910511 A, 07.10.1975 | |||
| US 6325308 B1, 04.12.2001 | |||
| ПЛАСТИНА РАФИНЕРА С ПОСТЕПЕННО ИЗМЕНЯЮЩЕЙСЯ ГЕОМЕТРИЕЙ | 2013 |
|
RU2636165C2 |

