ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Данное изобретение относится дисковым рафинерам для лигноцеллюлозных материалов, таким как дисковые рафинеры, используемые для получения механической массы, термомеханической массы, производства древесно-волокнистой плиты средней плотности (МДФ), древесно-стружечной плиты с использованием волокнистой массы, целлюлозы, приготовления бумажной массы и различных химико-термомеханических масс (обобщенно обозначаемых как механические массы и процессы получения механической древесной массы), а также для размола при высокой, средней и низкой консистенции.
В рафинерах, используемых в процессах получения механической древесной массы, сырье, типично древесину или другой лигноцеллюлозный материал (обобщенно обозначаемый как древесная щепа), подают через середину одного из дисков рафинера и гонят наружу с помощью мощной центробежной силы, создаваемой посредством вращения одного или обоих дисков ротора. Такие рафинеры могут являться рафинерами высокой, средней или низкой консистенции. Пластины рафинера устанавливают на каждой противолежащей поверхности размалывающих дисков. Древесная щепа движется между противолежащими пластинами рафинера, в целом, в радиальном направлении от внутреннего периметра к внешнему периметру пластин и диска.
Размалывающие диски могут функционировать при скоростях вращения от 900 до 2300 оборотов в минуту (RPM) при использовании для размола при высокой консистенции и до 400 оборотов в минуту для размола при низкой консистенции. В течение времени, когда древесная щепа находится между дисками, энергия передается к материалу через пластины рафинера, прикрепленные к дискам.
Пластины рафинера в целом отличаются рисунком ножей и канавок, а также порогов, которые вместе обеспечивают цикличные сжатия и срезающие действия над лигноцеллюлозным волокнистым материалом. Сжатие и срезающие действия, воздействующие на материал, разделяют волокна лигноцеллюлозы от сырья, обеспечивая определенное количество выработки или фибрилляции материала, и генерируют некоторое разрезание волокон, которое является менее желаемым. Разделение волокна и выработка необходимы для трансформации сырьевой древесной щепы в подходящий волокнистый компонент для изготовления картона или бумаги.
В процессе получения механической древесной массы возникает большое количество трений, таких как между древесной щепой и пластинами рафинера. Данные трения сокращают энергоэффективность процесса.
Были предприняты попытки разработать пластины рафинера, которые работают с более высокой энергоэффективностью, например с меньшим трением, и типично включают в себя сокращение рабочего зазора между дисками. Известные способы улучшения энергоэффективности типично включают в себя конструктивные элементы на передней поверхности сегментов пластины размалывающего диска, которые обычно ускоряют подачу древесной щепы по зоне(ам) размола на пластинах размалывающего диска. Данные способы могут приводить к сокращению толщины волокнистой прокладки, формируемой посредством древесной щепы, проходящей между сегментами размалывающего диска. При приложении энергии пластинами рафинера к более тонкой волоконной прокладке сжимающее усилие, примененное к древесной щепе, может стать больше при заданной потребляемой энергии и может выражаться в более эффективном использовании энергии при размалывании древесной щепы.
Сокращение толщины волоконного слоя делает возможными меньшие рабочие зазоры, например расстояние между противолежащими пластинами рафинера. Сокращение зазора может привести к увеличению разрезания волокон древесной щепы, уменьшению характеристик прочности массы, производимой посредством дисков, увеличению интенсивности изнашивания пластин рафинера и уменьшению срока службы пластин рафинера.
Полагают, что энергоэффективность больше в направлении периферии дисков рафинера. Относительные скорости пластин рафинера выше в периферических областях пластин. Размалывающие ножи на пластинах рафинера пересекают друг друга на противолежащих пластинах на более высоких скоростях в периферических областях пластин рафинера. Полагают, что более высокая скорость пересечения размалывающих ножей увеличивает эффективность размола в периферических областях пластин.
Древесные волокна склонны быстро двигаться через периферическую область пластин рафинера. Движение волокон в периферической области возрастает из-за сильной центробежной силы и сил, создаваемых посредством прямого потока пара, генерируемого между дисками. Короткость периода задержки в периферической области ограничивает количество работы, которую можно осуществлять в данной наиболее эффективной части поверхности размола.
Полагают, что разработка насеченной или зазубренной геометрии пластин рафинера, как описано в патенте US № 8157195, позволяет осуществлять энергоэффективное размалывание. В данной концепции используют различные противолежащие пластины, в зависимости от процесса и желаемых свойств массы.
Известные пластины рафинеров, включая их конфигурации, описаны в патентах US №№ 8157195 и 7900862, а также патентной заявке US № 13/547144, полный объем каждой из них в явной форме включен в настоящий документ посредством ссылок.
КРАТКОЕ ОПИСАНИЕ
В одном из аспектов представлена пластина рафинера для механического рафинера лигноцеллюлозного материала. Пластина рафинера содержит статорную поверхность размола, прикрепленную к по существу неподвижной основе. Статорная поверхность размола содержит множество ножей и канавок, находящихся на статорной поверхности размола, где каждый нож содержит набегающую боковую стенку и сбегающую боковую стенку, которая является противоположной набегающей боковой стенке. Набегающая боковая стенка имеет неровную поверхность, которая содержит множество выступов, выступающих из неровной поверхности в направлении сбегающей боковой стенки на смежном ноже. Сбегающая боковая стенка имеет гладкую поверхность и лишена неровной поверхности на набегающих боковых стенках.
В другом аспекте представлен способ механического размола лигноцеллюлозного материала в рафинере, содержащем противолежащие пластины рафинера, включающие в себя роторную пластину рафинера и статорную пластину рафинера.
Способ включает в себя стадии: введения лигноцеллюлозного материала во впуск в одной из двух противолежащих пластин рафинера, где противолежащие пластины рафинера включают в себя роторную пластину рафинера и статорную пластину рафинера; вращения роторной пластины рафинера и сохранения статорной пластины размалывающего диска по существу стационарной таким образом, что материал движется радиально наружу через зазор между пластинами вследствие центробежных сил, создаваемых посредством вращения; при движении материала через зазор, прохождения материала через ножи в участке размола статорной пластины рафинера и через канавки между ножами, где ножи содержат набегающую боковую стенку и сбегающую боковую стенку, противоположную набегающей боковой стенке; затормаживания движения волокнистого материала через канавки посредством взаимодействия волокнистого материала с неровной поверхностью на набегающей боковой стенке ножа, смежного с канавкой, где задняя поверхность, противоположная набегающей боковой стенке, не имеет неровную поверхность; и выпуска материала через зазор на внешней периферии пластин рафинера.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
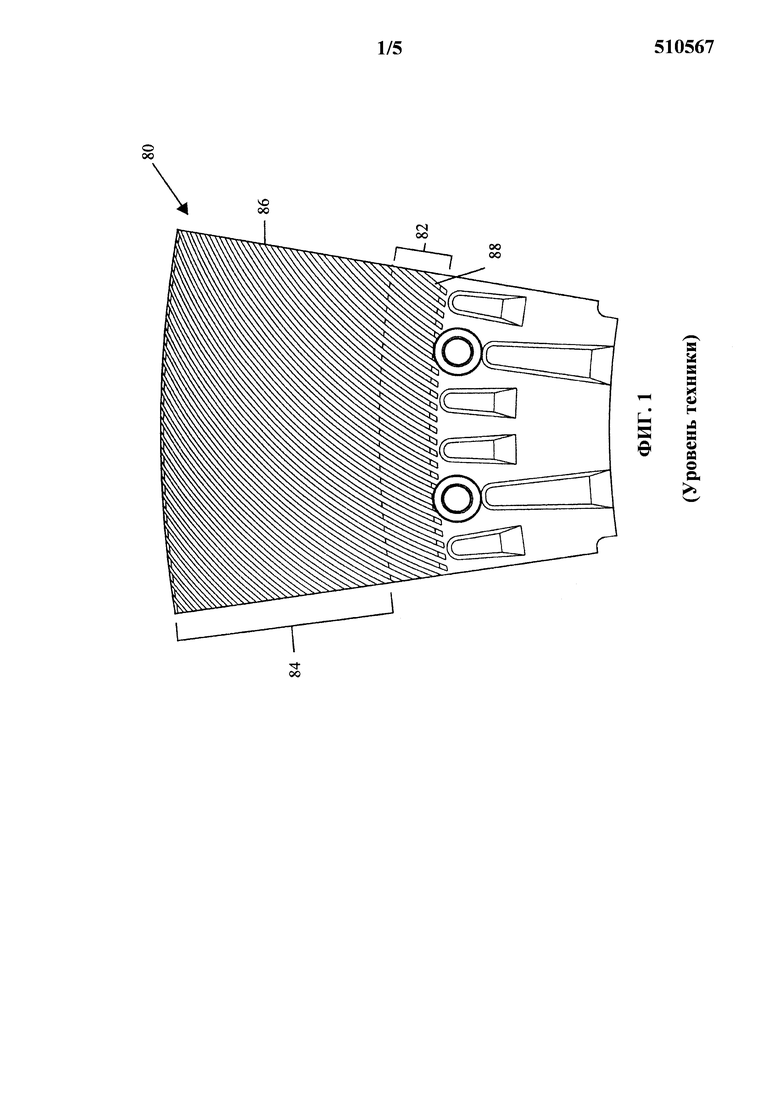
На фиг.1 представлен сегмент статорной пластины согласно известному уровню техники;
на фиг.2 схематически представлен сегмент статорной пластины в соответствии с одним из вариантов осуществления;
на фиг.3 схематически представлен профиль неровной поверхности в форме цифры 7 на набегающей боковой стенке ножа во внешней зоне размола сегмента пластины рафинера в соответствии с одним из вариантов осуществления;
на фиг.4 схематически представлен профиль неровной поверхности в форме зуба пилы на набегающей боковой стенке ножа во внешней зоне размола сегмента пластины рафинера в соответствии с одним из вариантов осуществления;
на фиг.5 схематически представлен профиль неровной поверхности вогнутой формы на набегающей боковой стенке ножа во внешней зоне размола сегмента пластины рафинера в соответствии с одним из вариантов осуществления;
на фиг.6 схематически представлен профиль неровной поверхности в форме зубьев на набегающей боковой стенке ножа во внешней зоне размола сегмента пластины рафинера в соответствии с одним из вариантов осуществления;
на фиг.7 схематически представлено поперечное сечение неровной поверхности в форме цифры 7 на набегающей боковой стенке ножа во внешней зоне размола сегмента пластины рафинера в соответствии с одним из вариантов осуществления;
на фиг.8 схематически представлен вид спереди неровной поверхности в форме цифры 7 на набегающей боковой стенке ножа во внешней зоне размола сегмента пластины рафинера в соответствии с одним из вариантов осуществления;
на фиг.9 представлен увеличенный вид примера неровной боковой стенки ножа на сегменте пластины рафинера; и
на фиг.10 представлен вид спереди сегмента пластины рафинера с внутренней и внешней зонами размола, которые содержат неровные поверхности на набегающих боковых стенках ножей.
ПОДРОБНОЕ ОПИСАНИЕ
В рафинере две противолежащие поверхностности размола (пластины) могут быть расположены таким образом, что по меньшей мере одна пластина рафинера вращается по отношению к другой пластине рафинера. В этом отношении, одну пластину рафинера удерживают по существу неподвижно; ее обычно называют "статор". Другую пластину рафинера, которую вращают, обычно называют "ротор".
Полагают, что при использовании подающих элементов статора, обращенных в сторону элемента ротора, имеющего тупой угол удержания и зазубренные кромки, износ может являться неравномерным, может приводить к быстрому износу подающего элемента статора и может ограничивать срок службы комбинации пластин размалывающего диска.
Комбинируя зазубренные кромки ротора из патента US № 8157195 с элементом статора, используя подобные конструктивные элементы, можно обеспечивать экономию энергии, которая относится к комбинации пластин, и можно значительно улучшить срок службы пластин рафинера.
Таким образом, данное изобретение предлагает особую геометрию статорной пластины рафинера для обеспечения низкого потребления энергии в процессе размола, при значительном сокращении неравномерного износа между роторной и статорной пластинами, таким образом увеличивая срок службы пластин рафинера.
В процессе размола применяют циклическое сжатие к волокнистому слою, формируемому из древесной щепы, движущейся в рабочем зазоре между дисками механического рафинера. Энергоэффективность процесса размола можно улучшать посредством увеличения сжимающего усилия на волокнистый слой и сокращения процентной доли энергии размола, прилагаемой при более слабых сжимающих усилиях, например на радиально внутренних частях зоны размола. Увеличенного сжимающего усилия можно достигать с помощью конструктивного исполнения пластин, описанных в настоящем документе, без обязательного сокращения рабочего зазора, в аналогичных случаях выполняемого со стандартными более энергоэффективными пластинами рафинера.
Относительно широкий рабочий зазор между роторной и статорной пластинами в рафинере (по сравнению с узким зазором в высокоэнергоэффективных рафинерах) может являться результатом более толстого слоя волокнистой массы, формируемой между пластинами. Высокую степень сжатия можно достигать с толстым слоем волокнистой массы, используя значительно более укрупненные пластины рафинера по сравнению со стандартными пластинами, используемыми в подобных высокоэнергоэффективных приложениях.
Укрупненная пластина рафинера имеет сравнительно меньше ножей по сравнению с мелкоэлементными пластинами рафинера, типично использующимися в рафинерах. Меньшее количество ножей в укрупненной пластине рафинера может сократить количество применяемых циклов сжатия, так как ножи на роторе проходят по ножам на статоре. Энергия, переносимая в меньшее количество циклов сжатия, может увеличить интенсивность каждого сжатия и срезающего события и может увеличить энергоэффективность.
Как описано в патенте US № 8157195, полагают, что роторный элемент создает очень сильное удерживающее воздействие на подаваемый материал. Вершины ножей и их ведущие кромки покрываются большим количеством волокон слоя. С другой стороны, статорные элементы обычно размещают, используя крепкие подающие ножи с гладкой набегающей кромкой, которая может позволить волокнистому слою с легкостью скользить вдоль и поперек ее поверхности. Это может проявиться в ускоренном износе статорной пластины по сравнению с роторной пластиной, которая, как полагают, является защищенной плотным слоем волокна.
В одном из вариантов осуществления пластина рафинера является узлом из сегментов статорной пластины, имеющих внешнюю зону размола, с ножами, которые содержат по меньшей мере внешний радиальный участок с изогнутой продольной формой и набегающими боковыми стенками с поверхностями стенок, которые имеют зубцы, зазубрины или искривленными иным образом. Изогнутые ножи и обусловленные ими изогнутые канавки между ножами подают подаваемый материал древесной щепы в направлении внешней зоны.
В другом варианте осуществления пластина размола предложена с поверхностью размола, обращенной ко второй пластине рафинера. Поверхность размола содержит множество ножей, выступающих вверх от поверхности. Ножи протянуты вовне в направлении внешней периферийной кромки пластины и имеют зазубренную или неровную поверхность на по меньшей мере набегающей боковой стенке ножей. Ножи также являются изогнутыми, например, в виде экспоненциальной или инволютивной дуги.
В предпочтительном варианте осуществления пластина рафинера является статором, который по существу постоянно удерживают без вращения во время эксплуатации.
Иллюстративный сегмент пластины размола для механического рафинера лигноцеллюлозного материала может содержать поверхность размола на основе. Поверхность размола может быть выполнена с возможностью быть обращенной к поверхности размола противолежащей пластины рафинера, и поверхность размола содержит ножи и канавки, которые расположены между ножами.
Угол каждого ножа по отношению к радиальной линии, соответствующей ножу, можно увеличивать по меньшей мере на от 10 до 15 градусов по радиально внешнему направлению. Угол каждого ножа является углом подачи и может находиться в любом диапазоне от 5 до 70 градусов, от 10 до 65 градусов и от 15 до 60 градусов на периферии поверхности размола (и всех любых углах подачи более 5 градусов и вплоть до 70 градусов). Каждый нож содержит набегающую боковую стенку с неровной поверхностью, на которой неровная поверхность содержит выступы, выступающие наружу от боковой стенки в направлении боковой стенки смежного ножа, и неровная поверхность выступает либо у внешней периферии поверхности размола, либо рядом с внешней периферией поверхности размола в направлении радиально внутрь вдоль ножей, не достигая впуска поверхности размола.
Каждый из ножей может иметь изогнутую продольную форму по отношению к радиусу пластины, причем продольная форма проходит по всей длине ножа. Углы могут увеличиваться непрерывно и постепенно по радиально внешнему направлению на ноже или могут возрастать с шагом по радиально внешнему направлению. На радиально внутреннем впуске поверхности размола каждый из ножей может быть размещен под углом в пределах 10, 15 или 20 градусов к радиальной линии, соответствующей ножу. Кроме того, размалывающий сегмент пластины может быть выполнен с возможностью действовать как стационарный размалывающий диск и быть обращенным к вращающемуся размалывающему диску, при установке в рафинер.
Поверхность размола может содержать множество зон размола, например первую зону размола и вторую зону размола. Первая зона размола может иметь относительно широкие ножи и широкие канавки, и, в сравнении, вторая зона размола может иметь относительно узкие ножи и узкие канавки. Вторую зону размола можно располагать на внешнем радиальном участке на сегменте пластины от первой зоны размола, и угол подачи для второй зоны размола может находиться в любом диапазоне от 5 до 70 градусов, от 10 до 65 градусов и от 15 до 60 градусов.
Неровная поверхность на набегающей боковой стенке ножей может содержать ряды скосов, каждый их которых имеет нижнюю кромку на основании каждой канавки, выступающих по меньшей мере частично кверху набегающей боковой стенки.
В одном из аспектов настоящее изобретение относится к добавлению зазубренных набегающих кромок на статорном элементе, которые отличаются углом подачи. Статорный элемент имеет средний угол подачи по меньшей мере 5 градусов в сравнении с радиальной линией, пересекающей сегмент пластины рафинера. Угол подачи может составлять по меньшей мере 10 или 15 градусов и угол подачи может возрастать от внутреннего радиуса зоны размола к внешнему радиусу (выброса) зоны размола. Углы подачи от 0 градусов и до 70 градусов включительно могут являться подходящими в некоторых вариантах осуществления.
Вдоль набегающих кромок ножей статора, по меньшей мере 25% их поверхности и по большей мере 95% их поверхности, ножи характеризуются некоторым видом конструктивного исполнения зазубренной кромки с целью содействия предотвращению свободного скольжения волокна вдоль и поперек указанных ножей статора. Зазубренные кромки могут являться зигзагообразными, комбинацией углублений или выступов, имеющих форму 7, или Z-, или V-, или C-образную форму, или даже форму прямоугольных вырезов или разрезов. Углубления могут проходить от верхней поверхности (верх ножей) по всей длине к нижней поверхности (низ канавок), по части длины, или также могут увеличивать или сокращать глубину профиля при переходе к нижней поверхности. Сегменты пластины также могут характеризоваться скосами или порогами, которые могут проходить часть длины или всю длину по ширине канавки или нет.
Расстояние между каждым выступом или каждым углублением может изменяться от 3 мм до 18 мм, предпочтительно от 4 мм до 12 мм.
В одном из аспектов настоящее раскрытие может относиться к конструктивному исполнению статорной пластины рафинера, отличающейся углом подачи, который создает эффект сопутствующего насоса (в направлении периферии сегмента пластины рафинера). Статорная пластина рафинера также может отличаться зазубренной ведущей кромкой на по меньшей мере части поверхности размола с тем, чтобы волокна не скользили свободно вдоль и поперек указанных ведущих кромок ножей пластины рафинера, таким образом сокращая износ.
На фиг.1 представлен вид спереди сегмента 80 роторной пластины согласно известному уровню техники, содержащей внутреннюю зону 82 размола и внешнюю зону 84 размола. Все внешние ножи 86 на внешней зоне 84 размола размещены параллельно соответствующей радиальной линии или размещены под небольшим углом подачи, как, например, в пределах 10 или 5 градусов к радиальной линии. Внешние ножи 86 являются изогнутыми таким образом, что на их внешних радиальных концах они формируют угол подачи от 10 до 70 градусов.
Внутренние ножи 88 внутренней зоны 82 размола имеют входной угол от нуля до, максимум, 50 градусов. Внутренние ножи 88 могут являться прямыми или изогнутыми для постепенного формирования небольшого угла подачи, например 5-15-градусного угла подачи, на переходе между внутренней и внешней зонами размола. Как проиллюстрировано, статор известного уровня техники содержит гладкие ножи, как, например, описано в патенте US № 8157195.
На фиг.2 проиллюстрирован вариант выполнения сегмента 10 статорной пластины. Сегмент пластины имеет внутреннюю периферию 12 и внешнюю периферию 13. На главной поверхности сегмента 10 статорной пластины находятся ряды ножей 20 и канавок 16. Канавки 16 размещены между ножами и определены посредством сбегающей боковой стенки 30 и набегающей боковой стенки 28. Набегающая боковая стенка 28 может представлять собой скошенную кромку от гребня 26 ножей так, что конструктивный элемент в виде зубцов является наиболее выступающим на кромке верхнего угла ножа, где выполняется большая часть процесса размола, и менее выступающим вглубь ножа, в частности глубоко в канавку.
Конструктивный элемент в виде неровной поверхности набегающих боковых стенок 28 может быть ограничен внешними радиальными частями ножа, но может проходить по всей длине наиболее удаленной зоны размола или всей зоне размола на главной поверхности сегмента 10 пластины рафинера.
На фиг.3-6 схематически представлен вид сверху вниз каждого иллюстративного гребня 126, в частности профиль неровной поверхности набегающей боковой стенки ножа на внешней зоне размола сегмента пластины рафинера. Верхний гребень 126 каждого ножа 120 содержит профиль верхнего угла набегающей боковой стенки 128 и сбегающей боковой стенки 130. Набегающая боковая стенка 128 имеет неровную поверхность, например зазубренный конструктивный элемент, который может являться наиболее явным на верхнем угле набегающей боковой стенки 128. Неровная поверхность содержит ряды выступов 176, которые определяют каждый из зазубренных конструктивных элементов на набегающей боковой стенке 128.
Конструктивные элементы неровной поверхности могут иметь различные формы, включая ряды "7", представленные на фиг.3, элемент в виде зуба пилы, представленный на фиг.4, ряды вогнутых канавок в набегающей боковой стенке, представленные на фиг.5, и ряды зубов, например прямоугольных зубов, представленные на фиг.6. Форма неправильных элементов является вопросом предпочтений конструктивного исполнения. Форма, подлежащая использованию, может зависеть от подаваемого материала и композиции сегмента пластины, факторов, которые необходимо учитывать при изготовлении и формовании.
На фиг.7 в поперечном сечении представлен нож 120, имеющий гладкие сбегающие боковые стенки 130 и неровную поверхность, например ряды "7" на набегающей боковой стенке 128. На фиг.8 представлен вид спереди такого же конструктивного элемента в виде неровной поверхности на набегающей боковой стенке ножа, как представлено на фиг.7, от угла выступа 176. Конструктивный элемент в виде неровной поверхности может являться более явным на боковой стенке ножа рядом с гребнем 126 ножа, на котором происходит большая часть размола. Конструктивный элемент в виде неровной поверхности и выступы 176 могут становиться все в меньшей мере явными на набегающей боковой стенке 128 в направлении основания 122 пластины. Выступы 176 неровной поверхности склонны тормозить движение подаваемого материала через канавки и тем самым увеличивать время удержания подаваемого материала в зоне (зонах) размола пластин. Выступы 176 могут являться сужающимися от гребня 126 к основанию 122. Рядом с основанием 122 пластины выступы 176 можно плавно переводить в гладкую нижнюю поверхность 178 набегающей боковой стенки 128. И на фиг.7, и на фиг.8 представлен сходящий на конус конструктивный элемент в виде неровной поверхности от гребня 126 и верхушки выступов 176 к основанию 122, формирующему гладкую нижнюю поверхность 178.
На фиг.9 представлен вариант выполнения неровной поверхности на набегающей боковой стенке 128 ножа 20. Неровная поверхность может быть сформирована из повторяющихся выступов, имеющих первую прямую боковую стенку 164, вторую прямую боковую стенку 166 и изогнутую боковую стенку 168 между первой прямой боковой стенкой 164 и второй прямой боковой стенкой 166. Срезанный скос 172 может проходить вверх от основания 122 (на дне канавки 16) в нижней кромке второй боковой стенки 166. Верхняя кромка второй боковой стенки 166, внутренний угол, который может быть сформирован изогнутой боковой стенкой 168, и первая боковая стенка 164 находятся на гребне 26 на верху ножа 20. Первая боковая стенка 164 и вторая боковая стенка 166 могут быть по существу перпендикулярны друг другу или могут формировать угол в диапазоне от 45 градусов до 120 градусов. Альтернативы скосу 172 включают в себя: скос 172, проходящий к гребню 26 ножа 20, причем скос 172 может иметь нижнюю кромку над основанием 122 на дне канавки 16, или данная конструкция может не включать в себя скос 172.
Срезанный скос 172, выступающий от основания 122, может собирать или поднимать волокно из канавки 16 и перемещать волокно к вышележащим областям ножа 20, где, как полагают, выполняется большая часть размола. Длина и угол поверхности 172 с уклоном могут зависеть от желаемой протяженности неровной поверхности и также могут зависеть от угла и длины, выбираемых для поверхности с уклоном.
На фиг.10 представлен вид спереди иллюстративного сегмента 10 пластины, имеющего внутреннюю зону 92 размола и внешнюю зону 90 размола. Ножи 20 на внешней зоне 90 размола могут быть параллельны соответствующей радиальной линии или могут быть размещены под малым углом подачи или задержания, например в пределах 10 или 5 градусов от радиальной линии. Ножи 20 могут быть изогнуты так, что на их внешнем радиальном конце они формируют угол задержания от 10 до 45 градусов. Впуск в ножи 20 на внешней зоне 90 размола может формировать Z-образный рисунок, и радиально внутренняя часть каждой неровной поверхности на набегающей боковой стенке 128 может формировать ступенчатый рисунок групп из трех ножей.
Ножи 20 внутренней зоны 92 размола могут иметь нулевой входной угол и могут являться прямыми или изогнутыми для постепенного размола небольшого угла задержания, например от 5 до 15 градусов на переходе между внутренней зоной 92 размола и внешней зоной 90 размола. Неровная поверхность на набегающей боковой стенке 128 ножа 20 на внутренней зоне 92 размола может являться необязательной и может являться по существу более укрупненной, чем неровная поверхность на радиально внешней части ножа 20 на внешней зоне 90 размола. Альтернативно, крупность неровной поверхности может быть одинаковой по всей пластине. Кроме того, неровная поверхность может являться более мелкоэлементной на внешней зоне 90 размола, чем на внутренней зоне 92 размола. Полувысокий порог 18 может быть расположен в канавке 16 внутренней зоны 90 размола или в канавке 16 внешней зоны 90 размола.
Несмотря на то, что настоящее изобретение было описано с использованием варианта осуществления, который рассматривается наиболее практичным и предпочтительным вариантом осуществления, следует понимать, что изобретение не ограничено раскрытым вариантом осуществления, а напротив, предназначено покрывать различные модификации и эквивалентные конструкции, которые включены в сущность и объем приложенной формулы изобретения.




Группа изобретений относится к дисковым рафинерам и может быть использована при измельчении лигноцеллюлозных материалов. Статорная пластина рафинера содержит статорную поверхность размола, множество ножей и канавок, находящихся на статорной поверхности размола. Каждый нож имеет набегающую и сбегающую боковые стенки. Набегающая боковая стенка по меньшей мере одного из ножей имеет неровную поверхность со множеством выступов, занимающих по меньшей мере 25% набегающей боковой стенки, а сбегающая боковая стенка имеет гладкую поверхность и не имеет неровной поверхности. Ножи изогнуты по отношению к радиальной линии пластины, проходящей через статорную пластину рафинера для определения угла подачи, причем угол подачи увеличивается непрерывно и постепенно вдоль радиально внешнего участка статорной поверхности размола по меньшей мере на 10-30 градусов в указанном радиально внешнем участке. Способ механического размола заключается в том, что лигноцеллюлозный материал вводят во впуск рафинера, содержащего вышеописанную статорную пластину. Использование статорной пластины обеспечивает снижение потребления энергии при размоле. 2 н. и 22 з.п. ф-лы, 10 ил.
1. Статорная пластина рафинера для механического рафинера лигноцеллюлозного материала, содержащая:
статорную поверхность размола, прикрепленную к основе;
множество ножей и канавок, находящихся на статорной поверхности размола, где каждый из ножей имеет набегающую боковую стенку и сбегающую боковую стенку, которая является противоположной набегающей боковой стенке;
неровную поверхность на набегающей боковой стенке по меньшей мере одного из ножей; и
множество выступов, выступающих из неровной поверхности набегающей боковой стенки по меньшей мере одного из ножей в направлении сбегающей боковой стенки на смежном ноже;
при этом сбегающая боковая стенка имеет гладкую поверхность и не имеет неровную поверхность, а неровная поверхность и множество выступов занимают по меньшей мере 25% длины набегающей боковой стенки;
ножи изогнуты по отношению к радиальной линии пластины, проходящей через статорную пластину рафинера для определения угла подачи, причем угол подачи увеличивается непрерывно и постепенно вдоль радиально внешнего участка статорной поверхности размола, и
угол подачи ножей расположен в указанном радиально внешнем участке и увеличивается по меньшей мере на 10-30 градусов в указанном радиально внешнем участке.
2. Статорная пластина рафинера по п.1, в которой статорная поверхность размола выполнена с возможностью быть обращенной к роторной поверхности размола противолежащей пластины рафинера, которая является ротором.
3. Статорная пластина рафинера по п.1, при этом статорная пластина рафинера состоит из по меньшей мере одного сегмента пластины, который включает главную поверхность размола.
4. Статорная пластина рафинера по п.1, в которой ножи и канавки имеют изогнутую продольную форму по отношению к радиальной линии пластины, где указанная продольная форма проходит по длине ножа.
5. Статорная пластина рафинера по п.4, в которой ножи имеют по меньшей мере внешний радиальный участок, имеющий угол подачи в любом диапазоне от 5 до 70 градусов на внешней периферии ножей.
6. Статорная пластина рафинера по п.4, в которой ножи включают радиально внешний участок, в котором сбегающие боковые стенки имеют гладкую поверхность и не имеют неровную поверхность.
7. Статорная пластина рафинера по п.4, в которой угол каждого ножа по отношению к радиальной линии, соответствующей ножу, возрастает по меньшей мере от 10 до 15 градусов вдоль радиально внешнего направления.
8. Статорная пластина рафинера по п.4, в которой каждый из ножей на радиально внутреннем впуске поверхности размола размещен под углом в пределах 20 градусов к радиальной линии, соответствующей ножу.
9. Статорная пластина рафинера по п.1, в которой выступы неровной поверхности имеют ряд форм из по меньшей мере одного из семерки, зуба пилы, углубления и зуба.
10. Статорная пластина рафинера по п.1, в которой неровная поверхность включает выступы, выступающие наружу из набегающей боковой стенки в направлении сбегающей боковой стенки на смежном ноже, и неровная поверхность проходит от или рядом с внешней периферией поверхности размола вдоль ножей, не достигая впуска поверхности размола.
11. Статорная пластина рафинера по п.10, в которой расстояние между выступами на неровной поверхности находится в диапазоне от 3 мм до 18 мм.
12. Статорная пластина рафинера по п.1, дополнительно содержащая ряды скатов на неровной поверхности на набегающей боковой стенке, причем каждый скат имеет нижнюю кромку на основании каждой канавки и выступает по меньшей мере частично к верху набегающей боковой стенки.
13. Статорная пластина рафинера по п.1, дополнительно содержащая первую зону размола и вторую зону размола, где первая зона размола имеет относительно широкие ножи и широкие канавки по сравнению со второй зоной размола, которая содержит относительно узкие ножи и узкие канавки.
14. Статорная пластина рафинера по п.13, в которой вторая зона размола может находиться на радиально внешнем участке на сегменте пластины по сравнению с первой зоной размола, и угол подачи для второй зоны размола находится в любом диапазоне от 5 до 70 градусов.
15. Статорная пластина рафинера по п.1, в которой на по меньшей мере от 25% до 95% статорной поверхности размола имеются ножи, которые характеризуются набегающей боковой стенкой с неровной поверхностью, которая включает выступы.
16. Статорная пластина рафинера по п.1, в которой поверхность размола включает внешнюю поверхность размола, имеющую более высокую плотность ножей, чем плотность ножей на внутреннем участке размола.
17. Статорная пластина рафинера по п.1, в которой неровная поверхность включает по меньшей мере один выступ, содержащий:
первую боковую стенку, вторую боковую стенку и изогнутую боковую стенку между первой боковой стенкой и второй боковой стенкой;
скошенный скат, выступающий вверх от низа канавки к нижней кромке второй боковой стенки; и
верхнюю кромку второй боковой стенки, внутренний угол, сформированный посредством изогнутой боковой стенки, и первую боковую стенку, находящиеся на гребне на вершине ножа.
18. Статорная пластина рафинера по п.17, в которой первая боковая стенка и вторая боковая стенка являются по существу перпендикулярными друг к другу.
19. Статорная пластина рафинера по п.17, в которой первая боковая стенка и вторая боковая стенка формируют угол в диапазоне от 45 градусов до 120 градусов.
20. Способ механического размола лигноцеллюлозного материала в рафинере, содержащем противолежащие пластины рафинера, включая роторную пластину рафинера и статорную пластину рафинера, при этом способ включает в себя:
введение лигноцеллюлозного материала во впуск по меньшей мере одной из противолежащих пластин рафинера, где противолежащие пластины рафинера включают в себя роторную пластину рафинера и статорную пластину рафинера;
вращение роторной пластины рафинера и сохранение статорной пластины рафинера относительно неподвижной таким образом, что материал движется радиально наружу через зазор между пластинами вследствие центробежных сил, создаваемых посредством вращения ротора;
прохождение материала через ножи в участке размола статорной пластины рафинера и через канавки между ножами, где ножи содержат набегающую боковую стенку и сбегающую боковую стенку, противоположную набегающей боковой стенке;
затормаживание движения волокнистого материала через канавки посредством взаимодействия волокнистого материала и неровной поверхности на набегающей боковой стенке ножа, смежного с канавкой, где сбегающая боковая стенка, противоположная набегающей боковой стенке, не имеет неровной поверхности,
причем неровная поверхность и множество выступов занимают по меньшей мере 25% длины набегающей боковой стенки,
ножи изогнуты по отношению к радиальной линии пластины, проходящей через статорную пластину рафинера для определения угла подачи, причем угол подачи увеличивается непрерывно и постепенно вдоль радиально внешнего участка статорной поверхности размола, а
угол подачи ножей расположен в указанном радиально внешнем участке и увеличивается по меньшей мере на 10-30 градусов в указанном радиально внешнем участке; и
выпуск материала из зазора на внешней периферии пластин рафинера.
21. Способ по п.20, в котором прохождение материала через ножи происходит на внешних участках статорной пластины рафинера.
22. Способ по п.20, в котором неровная поверхность содержит выступы, которые выступают от набегающей боковой стенки в направлении сбегающей боковой стенки смежного ножа.
23. Способ по п.20, в котором ножи содержат по меньшей мере внешний радиальный участок с углом подачи в любом диапазоне от 5 до 70 градусов.
24. Способ по п.20, дополнительно включающий в себя подачу лигноцеллюлозного материала с использованием рядов скатов, которые ведут в выступы на неровных поверхностях на набегающих стенках ножей в зоне размола.
По доверенности
| ПЛАСТИНА РАФИНЕРА ДЛЯ ПОЛУЧЕНИЯ МЕХАНИЧЕСКОЙ ДРЕВЕСНОЙ МАССЫ, ИМЕЮЩАЯ ИСКРИВЛЕННЫЕ РАЗМАЛЫВАЮЩИЕ НОЖИ, ИМЕЮЩИЕ ПЕРЕДНИЕ БОКОВЫЕ СТЕНКИ С ЗАЗУБРИНАМИ, И СПОСОБ ВЫПОЛНЕНИЯ ПЛАСТИН | 2008 |
|
RU2452805C2 |
| US 8157195 B2, 17.04.2012 | |||
| US 5425508 A1, 20.06.1995 | |||
| WO 00/56459 A1, 28.09.2000 | |||
| US 6402071 B1, 11.06.2002. | |||

