ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное раскрытие в целом относится к задаче создания узла пластин рафинера с низким энергопотреблением, работающего на фундаментальной концепции, сходной с "пластинами прокачки с низким энергопотреблением". В узле пластин рафинера с низким энергопотреблением использованы механические усилия для увеличения прямого потока целлюлозного материала в зазоре размалывания, при этом рафинер является реверсивным. Настоящее изобретение относится к системе размалывания лигноцеллюлозного материала, включающей в себя размалывающую зону сегмента первой статорной пластины и размалывающую зону сегмента первой роторной пластины, каждая из которых имеет канавки. Ширина канавок роторной пластины больше (шире), чем соответствующая ширина канавок статорной пластины на соответствующем расстоянии, измеряемом от внутреннего края размалывающей области (роторной или статорной пластины) до наружного края пластины рафинера (роторной или статорной).
2. УРОВЕНЬ ТЕХНИКИ
Обычно имеется необходимость разработки пластин рафинера для процессов механического измельчения, что обеспечивает сокращение потребления энергии во время размалывания. Одна из попыток такой разработки повлекла за собой использование пластин рафинера значительно более крупной зернистости, что увеличивает интенсивность размалывания, однако успех был ограниченным. Например, считается, что эти пластины производят целлюлозную массу с некачественными характеристиками, а достигаемая экономия энергии, как правило, сильно ограничена.
В 1990-х годах были разработаны направленные пластины рафинера. Существует несколько версий этих пластин, во многих из которых использовано то, что известно в данной области техники как ножевые "углы прокачки" (также иногда называемые «подающими углами" или "ножевыми углами"). Углы прокачки представляют собой углы, образованные ножами относительно центральной оси, проходящей в радиальном направлении от оси вращения к наружной периферии пластины, или относительно другой радиальной линии, при этом в дополнение к приложению размалывающих импульсов к волокнистому мату, ножи и канавки также используются для содействия прокачке волокнистого материала по сегментам пластин рафинера. Такая конструкция позволяет уменьшить время, в течение которого волокна удерживаются в рафинере (часто называемом временем удерживания), в результате чего волокнистый мат становится тоньше, а энергоэффективность повышается.
Хотя экономия энергии привлекательна, многие целлюлозные заводы не могли использовать обычные технологии энергосбережения, потому что их сырье, которое может содержать слишком много загрязняющих веществ и абразивов, является нежелательным для таких систем. Высокий уровень загрязнений или абразивов может также сократить срок службы пластины рафинера. Если пластины рафинера повреждаются (например, затупляются) в результате воздействия избыточного количества абразивных веществ или загрязняющих веществ, качество целлюлозной массы может очень быстро ухудшиться. Это заставляет часто менять пластины рафинера завода, что делает использование таких пластин экономически нецелесообразным. Для борьбы с этой проблемой износа на некоторых заводах меняют направление вращения пластин рафинера, например, каждые несколько дней, чтобы обеспечить остроту краев ножей на пластинах в течение более длительных периодов времени.
Таким образом, существует необходимость в усовершенствованной технологии, которая позволила бы заводу менять направление вращения пластин его рафинера, извлекая тем самым выгоду из технологии пластин рафинера с низким энергопотреблением, сохраняя при этом приемлемый срок износа. Настоящее изобретение направлено на удовлетворение данной и других потребностей.
3. СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение в целом относится к роторной и статорной пластинам рафинера для механического размалывания лигноцеллюлозного материала. Роторная и статорная пластины имеют рисунчатую сторону и обратную сторону, установленные так, что при работе в рафинере рисунчатые стороны роторной и статорной пластин противоположны друг другу. Как роторная, так и статорная пластины образованы сегментами роторной пластины, имеющими размалывающую область, и сегментами статорной пластины, имеющими размалывающую область соответственно.
Пара пластин рафинера, образованных сегментами пластин рафинера (роторной и статорной пластин, содержащих сегменты роторной пластины и сегменты статорной пластины соответственно), могут иметь разную ширину канавок, при этом роторная пластина имеет величину ширины канавок или величины ширины, которые больше соответствующей величины ширины канавок или величин ширины на статорной пластине на том же расстоянии от внутреннего края пластины рафинера к наружному краю пластины рафинера, также известной как размалывающая область.
В одном варианте осуществления двунаправленная пара пластин рафинера для дискового рафинера содержит роторную пластину и статорную пластину, каждая из которых имеет различную конструкцию. Как роторная, так и статорная пластина имеют рисунчатую сторону, а также обратную сторону, установленные таким образом, что при работе в рафинере рисунчатые стороны роторной и статорной пластин противоположны друг другу. Как роторная, так и статорная пластины образованы сегментами роторной и статорной пластин соответственно. Сегменты пластин рафинера (как роторной, так и статорной) имеют размалывающую область, охватывающую диапазон радиальных расстояний между внутренним краем сегмента пластины рафинера и наружным краем сегмента пластины рафинера. В одном из вариантов осуществления размалывающая область имеет длину, измеряемую от внутреннего края размалывающей области до наружного края размалывающей области, при этом один или более краев размалывающей области могут совпадать с внутренним или наружным краем сегмента пластины рафинера.
Длину размалывающей области измеряют в радиальном направлении, начиная от внутреннего края размалывающей области, который находится в месте, где рисунок, образованный ножами, выполняет размалывающую функцию, противоположную функции подачи. Длина размалывающей области заканчивается на наружном крае размалывающей области, которая продолжается до наружного края сегмента пластины. В размалывающей области, по сравнению с подающей областью, ножи становятся более узкими и более близко расположенными друг к дугу, при этом канавки между ножами становятся уже. Кроме того, рисунок, образованный ножами и канавками, может отличаться от рисунка ножей и канавок в подающей ножевой области (подающую область ножей также называют областью ножевого дробления). Иначе говоря, размалывающая область представляет собой радиальное расстояние от конца дробящих ножей до наружного края сегмента пластины рафинера.
Размалывающая область включает в себя одну или несколько размалывающих зон, каждая из которых охватывает различный радиальный диапазон расстояний между внутренним краем сегмента пластины рафинера и наружным краем сегмента пластины рафинера. В одном варианте осуществления эти зоны имеют длину размалывающей зоны, измеряемую от внутреннего края размалывающей зоны до наружного края размалывающей зоны, при этом один или несколько краев размалывающей зоны могут совпадать с внутренним или наружным краем сегмента пластины рафинера, либо внутренним или наружным краем размалывающей области. Рисунок, образованный ножами и канавками, однороден внутри каждой размалывающей зоны, но может меняться от размалывающей зоны к размалывающей зоне. Таким образом, внутренний край размалывающей зоны и наружный край размалывающей зоны для каждой размалывающей зоны определяется изменением ширины канавок между ножами.
Сегменты роторной и статорной пластин имеют по меньшей мере одну самую внутреннюю и одну самую наружную размалывающую зону в пределах размалывающей области, при этом как самая внутренняя, так и самая наружная размалывающая зона находятся в соответствующем радиальном диапазоне расстояний между внутренними краями и наружными краями сегментов роторной и статорной пластин соответственно. Каждый радиальный диапазон расстояний имеет длину. Самая внутренняя размалывающая зона размалывающей области находится наиболее близко к внутреннему краю размалывающей области сегментов пластины рафинера. По сравнению с канавками на статорной пластине соответствующие канавки роторной пластины существенно шире в соответствующей самой внутренней размалывающей зоне, при этом более широкие канавки ротора обращены к более узким канавкам статора, когда пластины обращены друг к другу в рафинере. Кроме того, в самой наружной зоне размалывающей области ширина канавок роторных пластин по существу равна ширине канавок статорных пластин. По меньшей мере одна самая внутренняя или самая наружная размалывающая зона сегмента роторной пластины имеет разный рисунок ножей и канавок по меньшей мере с одной самой внутренней или самой наружной размалывающей зоной размалывающего сегмента статора. В одном из вариантов осуществления длина самой внутренней зоны составляет по меньшей мере 20 процентов от общей длины размалывающей области при измерении в направлении от внутреннего края сегмента пластины рафинера к самому наружному краю сегмента пластины рафинера, начиная от внутреннего края размалывающей области и заканчивая в точке, где величины ширины канавок изменяются, в то время как самая наружная зона составляет не более 50 процентов от общей длины размалывающей области.
В варианте осуществления двунаправленной пластины рафинера размалывающая область сегмента роторной пластины имеет промежуточную размалывающую зону в пределах размалывающей области. Промежуточная размалывающая зона находится в диапазоне радиальных расстояний между самой внутренней и самой наружной размалывающими зонами размалывающей области, а канавки сегмента роторной пластины в промежуточной размалывающей зоне по меньшей мере на 20 процентов шире, чем канавки сегмента статорной пластины в таком же соответствующем радиальном диапазоне расстояний.
В другом варианте осуществления двунаправленной пластины рафинера сегменты пластины рафинера включают в себя ножевую зону дробления, расположенную между внутренним краем сегментов пластины рафинера и размалывающей областью.
Двунаправленные пластины рафинера могут быть использованы на плоском участке рафинера, где рафинер имеет как плоские, так и конические размалывающие секции. В одном из вариантов осуществления системы размалывания лигноцеллюлозного материала в соответствии с настоящим изобретением сегмент роторной пластины имеет размалывающую область первой роторной пластины по меньшей мере с одной размалывающей зоной в первом радиальном диапазоне расстояний между внутренним краем сегмента роторной пластины и наружной краем сегмента роторной пластины, при этом указанная по меньшей мере одна размалывающая зона имеет длину размалывающей зоны. Аналогичным образом сегмент статорной пластины имеет размалывающую область сегмента первой статорной пластины по меньшей мере с одной размалывающей зоной во втором радиальном диапазоне расстояний между внутренним краем сегмента статорной пластины и наружным краем сегмента статорной пластины, причем по меньшей мере одна размалывающая зона имеет длину размалывающей зоны.
В этом варианте осуществления первый радиальный диапазон расстояний и второй радиальный диапазон расстояний перекрываются. Сегменты роторной пластины и сегменты статорной пластины расположены так, чтобы образовать роторные пластины и статорные пластины. Роторные и статорные пластины установлены в рафинере так, что их рисунчатые стороны противоположны. При эксплуатации противоположные и соответствующие размалывающие области роторной и статорной пластин пересекаются или совпадают, тем самым воздействуя на лигноцеллюлозный материал, подаваемый в рафинер. Размалывающая зона сегмента первой роторной пластины дополнительно включает в себя ряд чередующихся ножей и канавок, при этом канавки имеют ширину канавок первой роторной пластины. Размалывающая зона сегмента первой статорной пластины также дополнительно содержит ряд чередующихся ножей и канавок, причем канавки имеют ширину канавок первой статорной пластины. В этом примерном варианте осуществления ширина канавок первой роторной пластины по меньшей мере на 50 процентов больше, чем ширина канавок первой статорной пластины. Размалывающая зона сегмента первой роторной пластины имеет длину, при этом длина составляет 20 процентов, 30 процентов, 35 процентов, 40 процентов или 50 процентов от расстояния между внутренним краем сегмента роторной пластины и наружным краем сегмента роторной пластины.
Кроме того, в данном примерном варианте осуществления сегмент роторной пластины дополнительно содержит размалывающую зону второй роторной пластины в третьем радиальном диапазоне расстояний между внутренним краем сегмента роторной пластины и наружным краем сегмента роторной пластины. Третий радиальный диапазон расстояний ближе к наружному краю сегмента роторной пластины, чем первый радиальный диапазон расстояний. Сегмент статорной пластины содержит размалывающую зону сегмента второй статорной пластины в четвертом радиальном диапазоне расстояний между внутренним краем сегмента статорной пластины и наружным краем сегмента статорной пластины, при этом третий радиальный диапазон расстояний и четвертый радиальный диапазон расстояний перекрываются. Размалывающая область сегмента второй роторной пластины, имеющая по меньшей мере одну размалывающую зону, содержит ряд чередующихся ножей и канавок, при этом канавки имеют ширину канавок второй роторной пластины, а размалывающая область сегмента второй статорной пластины, имеющая по меньшей мере одно размалывающую зону, также содержит ряд чередующихся ножей и канавок, причем канавки имеют ширину канавок второй статорной пластины. Ширина канавок второй роторной пластины по существу равна ширине канавок второй статорной пластины. Размалывающая зона второй роторной пластины имеет длину, при этом длина составляет по меньшей мере 10 процентов и не более 20 процентов, 30 процентов, 40 процентов или 50 процентов от расстояния между внутренним краем сегмента роторной пластины и наружным краем сегмента роторной пластины.
В другом варианте осуществления изобретения, сегмент роторной пластины имеет размалывающую зону третьей роторной пластины в пятом радиальном диапазоне расстояний между внутренним краем размалывающего сегмента роторной пластины и наружным краем сегмента роторной пластины. Размалывающая зона третьей роторной пластины также содержит ряд чередующихся ножей и канавок, при этом канавки имеют ширину канавок третьей роторной пластины. Пятый радиальный диапазон расстояний ближе к внутреннему краю сегмента роторной пластины, чем первое радиальное расстояние. Кроме того, сегмент статорной пластины содержит размалывающую зону сегмента третьей статорной пластины в шестом радиальном диапазоне расстояний между внутренним краем сегмента статорной пластины и наружным краем сегмента статорной пластины. Эта размалывающая зона сегмента третьей статорной пластины также содержит ряд чередующихся ножей и канавок, причем канавки имеют ширину канавок третьей статорной пластины.
В еще одном варианте осуществления изобретения, сегмент роторной пластины содержит подающую зону ротора в седьмом радиальном диапазоне расстояний между внутренним краем сегмента роторной пластины и наружным краем сегмента роторной пластины. Седьмой радиальный диапазон расстояний начинается с внутреннего края сегмента роторной пластины. Сегмент статорной пластины содержит подающую зону статора в восьмом радиальном диапазоне расстояний между внутренним краем сегмента статорной пластины и наружным краем сегмента статорной пластины. Седьмой радиальный диапазон расстояний и восьмой радиальный диапазон расстояний перекрываются.
Хотя величины ширины канавок варьируются в каждой из описанных размалывающих зон, фактической ширине канавок необязательно варьироваться от одной размалывающей зоны к другой размалывающей зоне в сегментах и роторной и статорной пластин, однако относительная ширина между сегментами роторной и статорной пластин в перекрывающихся или соответствующих размалывающих зонах должна быть разной. Можно, например, иметь постоянную ширину канавок статора в двух или трех размалывающих зонах статора, однако изменения ширины канавок ротора в соответствующих размалывающих зонах обеспечивают необходимое изменение соотношения ширины канавок между сегментами роторной и статорной пластин.
Данные признаки, а также другие признаки и преимущества настоящего изобретения станут более понятными специалистам в данной области техники при ознакомлении с нижеследующим подробным описанием предпочтительных вариантов в сочетании с прилагаемыми фигурами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
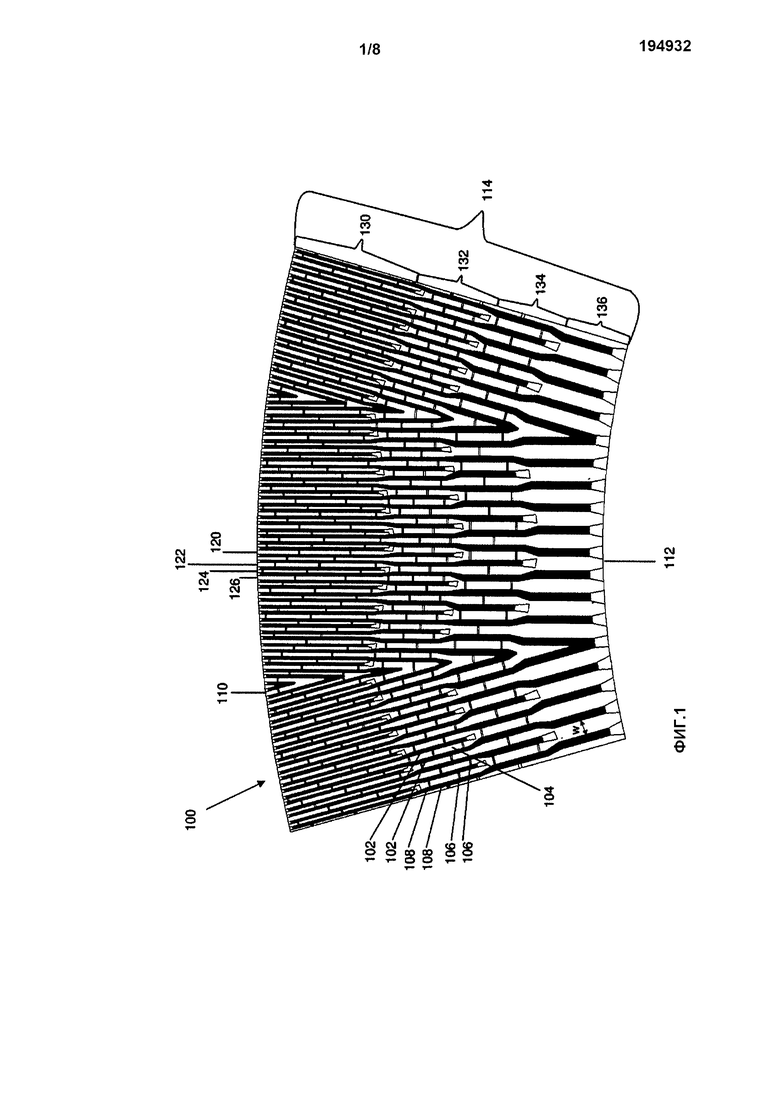
Фиг.1 является иллюстрацией варианта выполнения сегмента роторной пластины рафинера, имеющего рисунок в соответствии с настоящим изобретением.
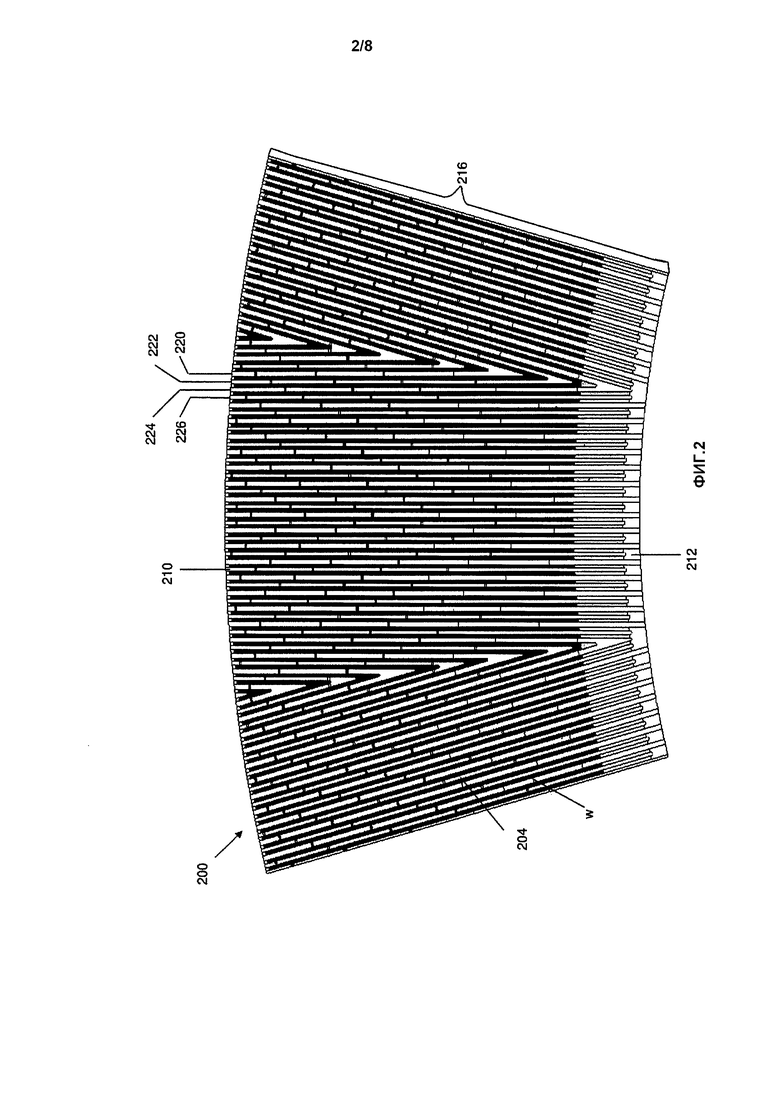
Фиг.2 является иллюстрацией варианта выполнения сегмента статорной пластины рафинера, имеющего рисунок в соответствии с настоящим изобретением, пригодного для использования в сочетании с роторной пластиной согласно фиг.1.
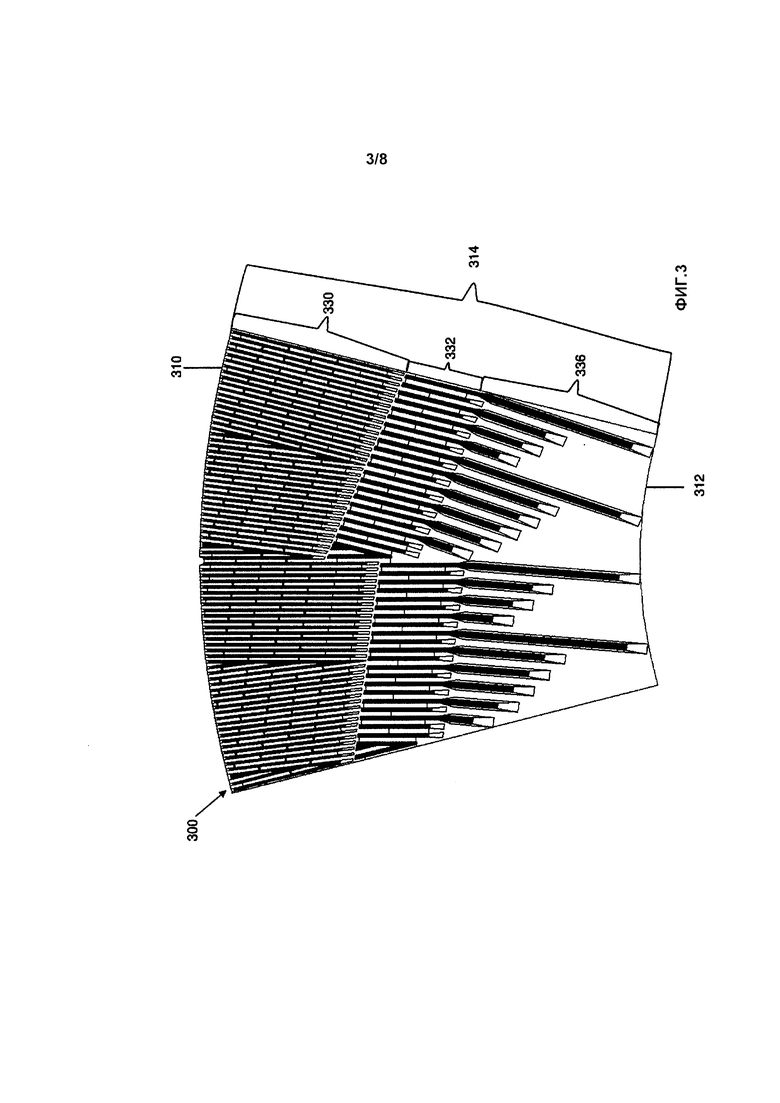
Фиг.3 является иллюстрацией обычного рисунка сегмента пластины рафинера для пластины рафинера с низким энергопотреблением, имеющего угол прокачки.
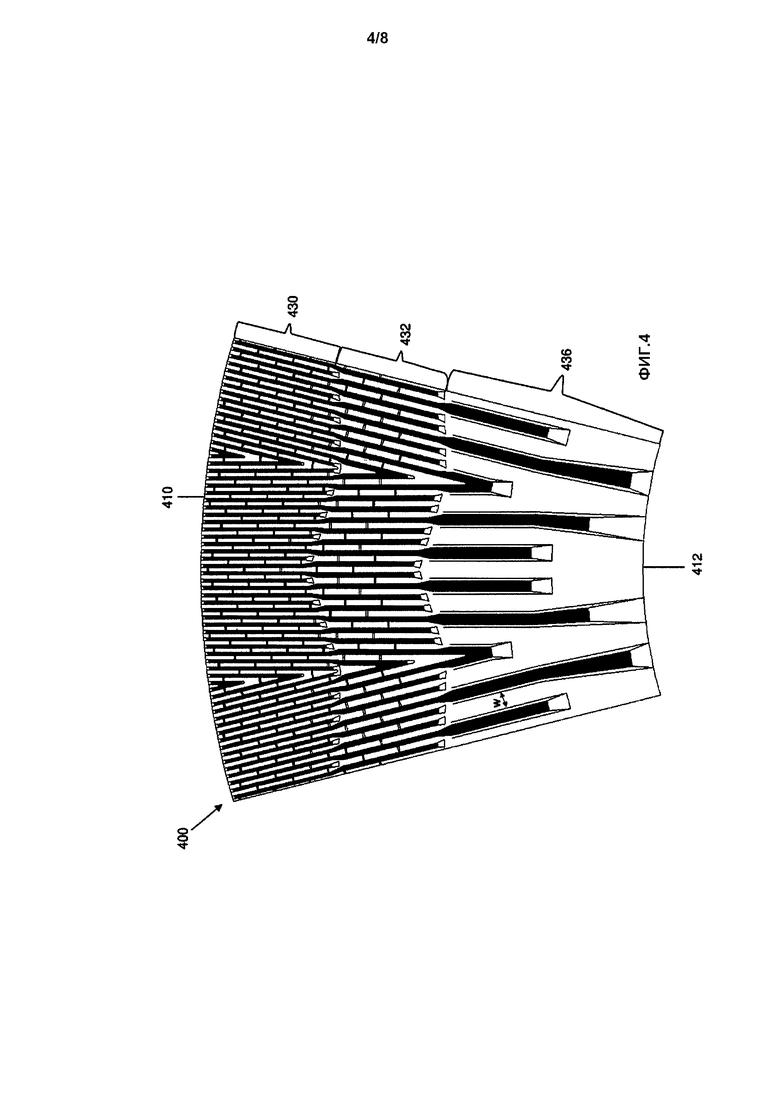
Фиг.4 является иллюстрацией обычного рисунка сегмента пластины рафинера, который не подходит для размалывания с низким энергопотреблением.
Фиг.5 является иллюстрацией альтернативного варианта выполнения рисунка сегмента роторной пластины рафинера в соответствии с настоящим изобретением.
Фиг.6 является иллюстрацией другого альтернативного варианта выполнения рисунка сегмента статорной пластины рафинера в соответствии с настоящим изобретением, пригодного для использования в сочетании с сегментом роторной пластины согласно фиг.5.
Фиг.7 является иллюстрацией другого альтернативного варианта выполнения рисунка сегмента роторной пластины рафинера в соответствии с настоящим изобретением.
Фиг.8 является иллюстрацией другого альтернативного варианта выполнения рисунка сегмента статорной пластины рафинера в соответствии с настоящим изобретением, пригодного для использования в сочетании с сегментами роторной пластины либо согласно фиг.5 либо согласно фиг.7.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Различные принципы могут быть использованы для увеличения скорости подачи лигноцеллюлозного материала с целью размалывания в размалывающей области однодискового рафинера, включающего в себя вращающийся диск (роторный диск) и стационарный диск (статорный диск). Содержание сухой массы лигноцеллюлозного материала, используемого в качестве сырья, может быть по меньшей мере 10 процентов либо, в качестве альтернативного варианта, может быть по меньшей мере 20 процентов. Варианты осуществления настоящего изобретения могут быть использованы в сочетании с плоским рафинером, рафинером с коническим диском и/или любым другим подходящим рафинером для механического размалывания лигноцеллюлозного материала и распространяются на плоские (дисковые) пластины. Конические или другие подходящие рафинеры включают в себя размалывающие области с размалывающими зонами.
Считается, что образование углов прокачки с помощью ножей поможет быстрее подавать материал и, таким образом, уменьшить время удерживания материала в размалывающих областях, что позволит сократить время размалывания материала. Более быстрая подача материала вызвана выравниванием сил трения при прохождении ножа. Такие силы трения могут способствовать направленному наружу вектору усилия, что облегчает продвижение частиц к периферии размалывающей области.
В соответствии с настоящим изобретением, роторная пластина может быть доминирующим диском, выполняющим большую часть действия прокачки. Во многих рафинерах используют роторный диск, как правило, вращающийся на скоростях около 900-2300 оборотов в минуту (RPM), в отличие от статорного диска, который не вращается. Древесную щепу или волокнистый либо лигноцеллюлозный материал, как правило, подают через центр статорного диска, а роторный диск подает этот материал в зазор путем придания вращения материалу. В конструкциях с однонаправленными подающими пластинами ножи обычно выполнены с углом прокачки, что позволяет силам трения, созданным пересечением ножей от роторной пластины и статорной пластины, вырабатывать направленную наружу силу трения. Такая сила трения действует в дополнение к центробежной силе, возникающей при вращении подаваемого материала. Это вращение может происходить в интервалах роторной пластины между ножами (в канавках), а также, в меньшей степени, в области, расположенной между верхней частью ножей роторной пластины и верхней частью ножей статорной пластины (например, "зазоре" между соответствующими поверхностями пластины). Часть размалываемого материала, которая находится в канавках статорной пластины, не вращается, поскольку на материал в канавках статорной пластины не воздействует сила вращения, при этом часть размалываемого материала стремится затянуть и увеличить среднее время удерживания материала в рафинере, что приводит к увеличению энергии, необходимой для производства целлюлозы.
В зазоре между ножами ротора и статора материал пропускают между статическим элементом и вращающимся элементом. Волокнистая масса является динамическим целым, которое постоянно разделяется на части и образуется заново. Когда волокна отделяются от волокнистой массы, они могут переместиться либо в канавку роторной пластины, либо в канавку статорной пластины. Те волокна, что попадают в канавку роторной пластины, могут быть ускорены до полной скорости вращения рафинера и, таким образом, получить значительный импульс, направленный к периферии размалывающей области. Волокна, попадающие в канавки статорной пластины, будут простаивать на месте, поскольку на них больше не воздействует центробежная сила. Волокна, попадающие в канавки статорной пластины, будут транспортироваться потоком пара в рафинер, однако считается, что волокна, попадающие в канавки статорной пластины, будут оставаться в размалывающей области в течение значительно более длительного периода времени, чем те, что попали в канавки роторной пластины.
Увеличение вероятности того, что волокна, отрывающиеся от волокнистой массы, в конечном итоге окажутся в канавках роторной пластины, противоположных канавкам статорной пластины, может сократить общее время удержания материала в рафинере и тем самым уменьшить уровни энергии, необходимые для рафинера. В одном аспекте настоящее изобретение относится к производству целлюлозы при низких уровнях энергии, с использованием пластины рафинера, которая может быть перевернута, при этом может быть сохранено общее время удержания материала. Для достижения размалывания с низким энергопотреблением с использованием двунаправленных пластин рафинера (пластин рафинера, направление вращения которых может быть изменено на обратное), основным принципом является совмещение роторных и статорных пластин с различными величинами ширины канавок. Например, при использовании широких канавок на роторной пластине, вероятность перемещения волокон из зазора между роторными и статорными пластинами в канавки роторной пластины намного больше, чем вероятность того, что материал переместится из зазора между роторными и статорными пластинами в канавки статорной пластины. Это увеличивает количество волокон в канавках роторной пластины по сравнению с канавками статорной пластины и, таким образом, увеличит производительность подачи и сократит время удержания при одинаковом результате в обоих направлениях вращения.
Вышеизложенное подробное описание предпочтительных вариантов представлено только в целях иллюстрации и не может быть исчерпывающим либо ограничивать сущность и объем изобретения. Выбранные и описанные варианты осуществления представлены для лучшего пояснения принципов изобретения и его практического применения. Специалисту в данной области техники должно быть понятно, что в изобретение, раскрытое в данном описании в пределах объема и сущности изобретения, могут быть внесены многие изменения.
Иллюстративные варианты выполнения реверсивной или двунаправленной пластины рафинера в соответствии с настоящим изобретением показаны на фиг.1-2 и 5-8. Настоящее изобретение представляет собой реверсивную пластину рафинера, которая при использовании приводит к малому расходу энергии по сравнению с обычными реверсивными пластинами рафинера. В настоящее время существует необходимость в усовершенствованной пластине рафинера, которая позволила бы целлюлозному заводу инвертировать направление вращения пластин своего рафинера, извлекая тем самым выгоду из технологии пластин с низким энергопотреблением, сохраняя при этом приемлемый срок износа.
Обратимся теперь к фиг.1, на которой проиллюстрирован сегмент 100 роторной пластины, имеющий четыре размалывающие зоны (130, 132, 134 и 136), содержащие размалывающую область 114, при этом центральные размалывающие зоны 132 и 134 имеют рисунок ножей 102 и канавок 104 для более крупного дробления по сравнению с соответствующим расположением на дополнительном сегменте 200 статорной пластины (фиг.2). Ножи 102 чередуются с канавками 104, при этом в канавках 104 могут содержаться перегородки 106 и 108. Перегородки 106 и 108 могут иметь полную высоту, частичную высоту или любое другое сочетание высот, что затрудняет передвижение волокон в канавках 104 к наружному краю 110 сегмента 100 роторной пластины. Как роторная пластина рафинера, так и статорная пластина рафинера образованы двунаправленными (реверсивными) сегментами, т.е. сегментами 100 роторной пластины и сегментами 200 статорной пластины.
Сегмент 100 роторной пластины включает в себя четыре размалывающие зоны (130, 132, 134 и 136) в размалывающей области 114, которая может содержать различные величины ширины ножей и величины ширины W канавок. Сегмент 100 роторной пластины обычно используют в крупных рафинерах, которые, как правило, имеют отдельное ножевое кольцо для крупного дробления (не показано). Ножевое кольцо для крупного дробления расположено смежно к внутреннему краю 112 сегмента 100 роторной пластины рафинера вблизи оси вращения пластины. Ножевое кольцо для крупного дробления, который находится на сегментах пластин рафинера самых маленьких, обычных рафинеров, может включать в себя одну или несколько ножевых зон для крупного дробления. В крупных рафинерах ножевая зона для крупного дробления часто выполнена на отдельном сегменте рафинера из концентрических колец сегментов, расположенных внутри главной размалывающей области.
Ножевые зоны для крупного дробления обычно имеют очень большие промежутки между ножами при наличии нескольких твердых ножей для крупного дробления и обычно имеют величины ширины канавок более 10 мм в большинстве случаев, а зачастую и более 20 мм. Расстояние между вершинами роторных ножей для крупного дробления и статорными ножами для крупного дробления, как правило, значительно больше, чем расстояние между ножами в размалывающей области во время работы рафинера. Последнее, как правило, составляет 0,2-1,5 мм, в то время как первое обычно превышает 3 мм. Следует понимать, что любой тип ножей для крупного дробления может быть использован в связи с данным изобретением.
В одном примерном варианте осуществления размалывающая область 114 ротора в идеале содержит по меньшей мере две из четырех размалывающих зон (например, 130, 132, 134 и 136) и может содержать три, четыре или более таких размалывающих зоны (например, 130, 132, 134 и 136 и более), при этом одна или несколько таких размалывающих зон (например, 130, 132, 134 и 136) имеет разный интервал между ножами 102 (либо ширину W канавок). В данном примерном варианте осуществления на фиг.1 показаны четыре размалывающие зоны 136, 134, 132 и 130. Дополнительный статор 200 (фиг.2) может иметь, например, только одну размалывающую зону 216 или нескольких размалывающих зон (не показано). Самая наружная размалывающая зона (самые наружные размалывающие зоны) (например, размалывающая зона 130) покрывает до 50 процентов размалывающей области 114 (например, 40 процентов, 30 процентов, 25 процентов и т.д.) или, предпочтительно, максимум 40 процентов размалывающей области 114. Средняя ширина W канавок может быть равна или быть примерно равна средней ширине канавок статорной пластины 200, при этом время удерживания лигноцеллюлозного материала в самой наружной размалывающей зоне 130 практически такое же, что и у обычных пластин, что позволяет максимально увеличить загрузку рафинера и получить волокна с нужными свойствами. Термин "по существу, аналогичен" в данном случае может относиться к разнице в 15 процентов или менее, предпочтительно в диапазоне от 10 до 5 процентов или менее. Роторные канавки 104 предпочтительно не более чем на 15 процентов шире, чем статорные канавки 204 (например, 220, 222, 224 и 226 на фиг.2), или, предпочтительно, не более чем от 10 процентов до 5 процентов шире, чем статорные канавки 204 на сегменте 200 статорной пластины, противоположном соответствующему сегменту 100 роторной пластины.
Напротив, самая внутренняя размалывающая зона (самые внутренние размалывающие зоны), например, размалывающая зона 136, или сочетание размалывающей зоны 136 и размалывающей зоны 134 размалывающей области 114 на сегменте 100 роторной пластины может иметь величины ширины W канавок значительно большие (например, 50 процентов или более, например, 60 процентов, 75 процентов, 90 процентов, 100 процентов, 125 процентов, 150 процентов, 200 процентов или более), чем на противоположной размалывающей зоне 216 на сегменте 200 статорной пластины. В этом варианте осуществления величины ширины W канавок сегмента 100 роторной пластины по меньшей мере на 50 процентов больше, чем величины ширины W канавок сегмента 200 статорной пластины. В предпочтительном варианте осуществления ширина канавок на 75 процентов больше, либо на 100 или более процентов больше, чем противоположные статорные канавки 204. Эта самая внутренняя размалывающая зона (например, 136), имеющая значительно более широкие канавки 104 сегмента 100 роторной пластины по сравнению с канавками 204 сегмента 200 статорной пластины, охватывает по меньшей мере 20 процентов размалывающей области 114 и предпочтительно охватывает более 25 процентов и еще более предпочтительно охватывает 30 или более процентов от общей размалывающей области 114. В качестве альтернативного варианта длина самой внутренней размалывающей зоны составляет по меньшей мере 20 процентов от длины общей протяженности размалывающей области и, предпочтительно, составляет более 25 процентов от общей длины размалывающей области и более предпочтительно составляет 30 или более процентов от общей длины размалывающей зоны.
В этом варианте осуществления центральный участок размалывающей области 114, расположенной между самой внутренней размалывающей зоной 136 и самой наружной размалывающей зоной 130 (например, промежуточная размалывающая зона 132, потенциально включающая в себя размалывающую зону 134) имеет канавки 104, которые по меньшей мере на 20 процентов шире, чем статорные канавки 204, при этом канавки 104 предпочтительно на 30 процентов шире или более (например, 20 или более процентов, например, 25 процентов, 30 процентов, 35 процентов, 40 процентов, 50 процентов, 60 процентов, 75 процентов, 90 процентов, 100 процентов или более). Промежуточная размалывающая зона (например, 132 или 132 и 134) является опциональной и может отсутствовать, если самая внутренняя размалывающая зона (например, 136 или 136 и 134) сегмента 100 роторной пластины пролегает по всему пути до наружной размалывающей зоны (например, 130) сегмента 100 роторной пластины, как описано выше.
В одном из вариантов осуществления настоящего изобретения, на фиг.1 и 2 показаны сегмент 100 роторной пластины и сегмент 200 статорной пластины, которые могут быть использованы в сочетании друг с другом. В одном варианте осуществления сегмент 100 роторной пластины имеет две размалывающие зоны (например, две или более 130, 132, 134 или 136), а противоположный сегмент 200 статорной пластины имеет одну размалывающую зону 216. В других вариантах осуществления сегмент 100 роторной пластины имеет более двух размалывающих зон (например, три или более 130, 132, 134 или 136), а противоположный сегмент статорной пластины 200 имеет только одну размалывающую зону 216. В качестве альтернативного варианта сегмент 100 роторной пластины и сегмент 200 статорной пластины имеют больше зон, в этом случае предпочтительно выдерживать геометрию относительной ширины W канавки между сегментами роторной и статорной пластин 100 и 200. В данном варианте осуществления предпочтительно, чтобы: (1) ширина W канавок 104 на сегменте 100 роторной пластины в самой наружной размалывающей зоне 130 была как минимум по существу аналогична ширине W канавки противоположных канавок 204 на сегменте 200 статорной пластины, и чтобы (2) по меньшей мере одна внутренняя размалывающая зона (136 или 136 и 134) на сегменте 100 роторной пластины имела канавки 104 с шириной W канавок существенно большей, чем канавки 204 на сегменте 200 статорной пластины в аналогичном радиальном местоположении между нижним краем 112 и наружным краем 110 сегмента 100 роторной пластины.
В одном из вариантов осуществления сегменты 100 и 200 роторной и статорной пластин являются двунаправленными (или реверсивными), что означает, что каждый рисунок имеет одинаковую геометрию при работе либо по часовой стрелке, либо против часовой стрелки. В целом, двунаправленность может быть достигнута при наличии обеих половин рисунка на сегменте пластины, разделенным на две зеркально равные части осевой линией сегмента пластины, однако специалист в разработке пластин рафинера может представить себе конструкцию сегмента пластины, которая является двунаправленной или реверсной, не имея такой симметрии по центральной оси.
В другом альтернативном варианте осуществления роторная размалывающая область 114 образована четырьмя размалывающими зонами 130, 132, 134 и 136, каждая из которых имеет различный уровень зернистости (ширины W канавок). Величины ширины W канавок сегмента 100 роторной пластины в самых наружных размалывающих зонах 130 по существу аналогичны величинам ширины W канавок сегмента 200 статорной пластины, при этом больший процент общей энергии приложен вблизи периферии пластин.
В этом варианте осуществления самая наружная размалывающая зона 130 сегмента 100 роторной пластины имеет неравномерные интервалы между ножами 102 и канавками 104, при этом ширина W канавок отличается и/или чередуется от канавки к канавке (например, 120, 122, 124 и 126).
Например, канавки 120 и 124 роторной пластины (которые могут иметь одинаковую ширину или разную ширину) могут иметь разную ширину по сравнению с канавками 122 и 126 (которые также могут иметь одинаковую или разную ширину в сравнении друг с другом). В этом варианте осуществления конфигурация величин ширины W канавок сегмента 100 роторной пластины может быть сходной с конфигурацией величин ширины W на сегменте 200 статорной пластины, например, как проиллюстрировано канавками 220, 222, 224 статорной пластины и 226 сегмента 200 статорной пластины. Эта самая наружная размалывающая зона 130 сегмента 100 роторной пластины относительно короткая, ее длина в целом в направлении от внутреннего края 112 до наружного края 110 составляет от 30 до 120 мм, в зависимости от требуемого качества целлюлозы и требуемого снижения энергопотребления, а также диаметра рафинера.
Обычно считается, что самая наружная зона 130 находится там, куда приложена значительная доля размалывающей энергии при использовании сочетаний пластин рафинера с низким потреблением энергии и при использовании по существу аналогичных величин ширины W канавок и на сегментах 100 роторной пластины и на сегментах 200 статорной пластины. В одном варианте осуществления самая наружная размалывающая зона 130 составляет менее чем 50 процентов (например, 40 процентов, 30 процентов, 25 процентов, 10 процентов и т.д.) от всей размалывающей области 114.
В одном из вариантов осуществления от входа размалывающей области 114, расположенной на внутреннем крае 112 сегмента 100 роторной пластины, канавки 104 роторной пластины являются существенно более широкими по сравнению с противоположными канавками 204 статорной пластины. В этом варианте осуществления существенно более широкие канавки 104 роторной пластины имеют различные и разнообразные рисунки ножей и канавок в самых внутренних размалывающих зонах 134 и 136 сегмента 100 роторной пластины, при этом внутренние размалывающие зоны 134 и 136 должны содержать как минимум 20 процентов (например, 25 процентов, 30 процентов, 40 процентов, 50 процентов и т.д.) от общей размалывающей области 114 (что измеряют, например, радиальным расстоянием от внутреннего края 112 до наружного края 110).
В другом варианте осуществления промежуточная размалывающая зона 132 сегмента 100 роторной пластины имеет величины ширины W канавок, которые по меньшей мере на 20 процентов больше (например, 25 процентов, 30 процентов, 50 процентов, 60 процентов, 75 процентов, 100 процентов и т.д.), чем величины ширины W канавок противоположного сегмента 200 статорной пластины. Эта промежуточная размалывающая зона 132 присутствует опционально, в зависимости от требуемых уровней энергии и качества для данного применения.
Соотношение величин ширины W канавок между сегментом 100 роторной пластины 100 и сегментом 200 статорной пластины в данной размалывающей области 114 и 216 может определить увеличение производительности подачи. Если канавки 104 сегмента роторной пластины гораздо шире, чем канавки 204 сегмента статорной пластины, производительность подачи значительно возрастает. В некоторых вариантах осуществления предпочтительно иметь канавки 104 в самых внутренних размалывающих зонах 134 и 136, которые по меньшей мере на 50 процентов больше, чем канавки 204 на сегментах 200 статорной пластины. В других вариантах осуществления предпочтительно иметь более широкие канавки 204, например, на 75 процентов, 100 процентов или 150 процентов шире, на сегментах 100 роторной пластины. Чем выше соотношение между шириной сегмента W канавок роторной пластины и шириной сегмента W канавок статорной пластины, тем значительнее возрастает производительность подачи.
Как указано в настоящем документе, сравнение средней ширины W канавок сегмента 100 роторной пластины и сегмента статорной пластины 200 может быть использовано в качестве аналога для относительных величин ширины W канавок в пластинах с различными величинами ширины W канавки. Можно сравнить среднее (например, выраженное средним арифметическим, медианой или формой) из относительных величин ширины W канавок сегментов (100 и 200) роторной и статорной пластины. В одном из вариантов осуществления имеется более одной размалывающей зоны 130, 132, 134 и/или 136 с различными конфигурациями ножей 102 и канавок 104 в размалывающей области 114.
В одном из вариантов осуществления имеется более одной размалывающей зоны (130, 132, 134 и/или 136) с промежуточными размалывающими зонами (132 и 134). Промежуточные размалывающие зоны 132 и 134 могут иметь различные конфигурации за тем исключением, что канавки 104 сегмента 100 роторной пластины в таких вариантах осуществления должны быть шире, чем соответствующие канавки 204 на сегменте статорной пластины 200. В предпочтительном варианте осуществления величины ширины W роторных канавок в размалывающих зонах, которые не являются наружной размалывающей зоной (132, 134 или 136), должны быть по меньшей мере на 20 процентов больше, чем величины ширины W статорных канавок, поскольку имеется самая внутренняя размалывающая зона (136) с величинами ширины W канавок, которые по меньшей мере на 50 процентов, 75 процентов, 100 процентов, 150 процентов (или на процентное соотношение, которое является другим кратным от 25 процентов, превышающим 50 процентов) больше, чем величины ширины W канавок сегментов 200 статорной пластины, противоположных этим сегментам 100 роторной пластины.
На фиг.3 показан обычный, но не реверсивный, сегмент 300 пластины рафинера с низким энергопотреблением, в котором использованы углы прокачки при переходах между размалывающими зонами 336, 332 и 330. Лигноцеллюлозный материал подают вблизи внутреннего края 312, и он перемещается к наружному краю 310 во время процесса размалывания. Эти роторные пластины могут быть противоположными статорной пластине, имеющей аналогичный рисунок, либо противоположные роторная и статорная пластины могут иметь различные конфигурации конструкции, как правило, с аналогичными ножами и величинами ширины канавок. Такие конструкции работают совершенно по-разному в одном направлении вращения по сравнению с другим, так что такие конструкции не являются реверсивными. В обычном размалывающем оборудовании с низким энергопотреблением могут быть использованы статорные и/или роторные пластины, имеющие рисунок, сходный с изображенным на фиг.3, предпочтительно с величинами ширины W канавок ротора, по существу равными или превышающими соответствующие величины ширины W канавок статора. Увеличенная производительность подачи этой существующей технологии опирается на угол прокачки на ножах, которые выравнивают силы трения в зазоре с целью сокращения времени удержания волокон в размалывающей области 314.
На фиг.4 показан обычный двунаправленный или реверсивный сегмент 400 пластины рафинера, который не подходит для размалывания с низким энергопотреблением. Двунаправленный сегмент 400 пластины рафинера содержит ножевую зону 436 дробления и две размалывающие зоны: 432 и 430. Лигноцеллюлозный материал подают вблизи внутреннего края 412, и он перемещается к наружному краю 410 во время процесса размалывания. Этот сегмент 400 пластины рафинера не обеспечивает низкого потребления энергии, поскольку время удержания подаваемого материала имеет тенденцию быть относительно большим, что может привести к увеличению энергии трения и меньшей эффективности. Этот тип сегмента 400 пластины рафинера, как правило, работает и на роторе, и на статоре, при этом нет доминирующего элемента или диска между статорными и роторными дисками. В одном из вариантов осуществления настоящего изобретения такой сегмент 400 пластины рафинера сочетается с сегментом роторной пластины, имеющим самую внутреннюю размалывающую зону 432 с существенно более крупной зернистостью, либо сочетает ее с сегментом статорной пластины, имеющей самую внутреннюю размалывающую зону 432 с существенно более мелкой зернистостью. В любом случае, рисунок самой наружной размалывающей зоны 430 будет практически одинаковым.
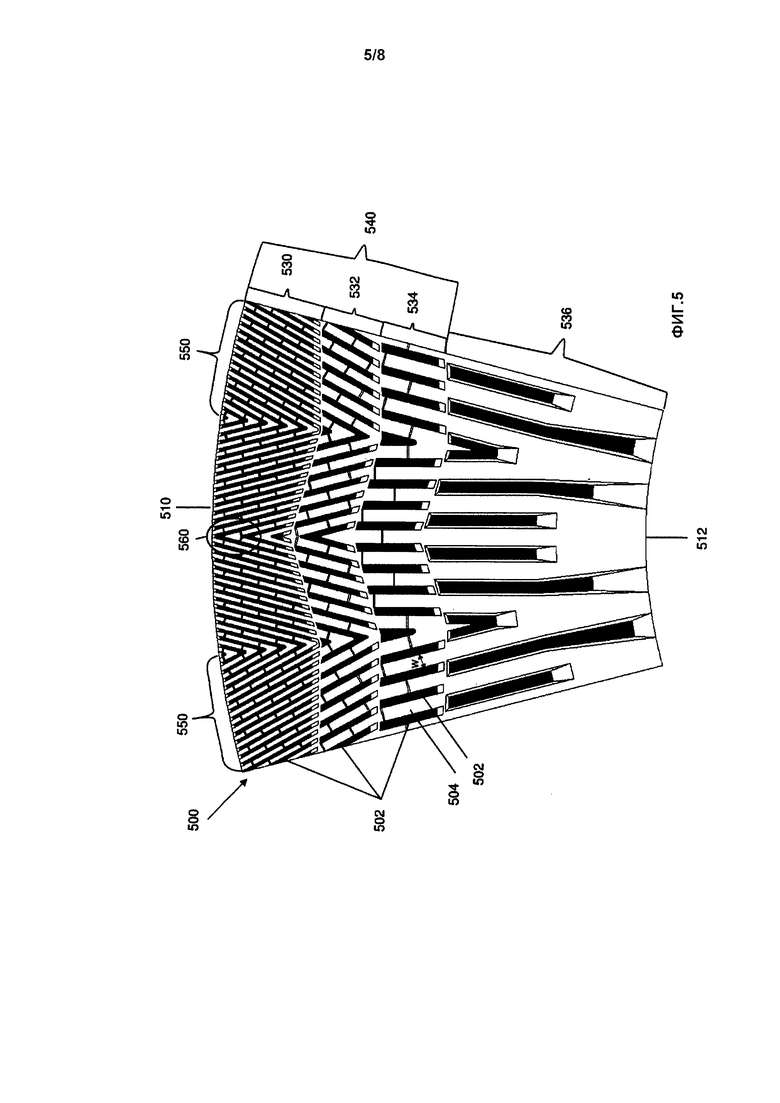
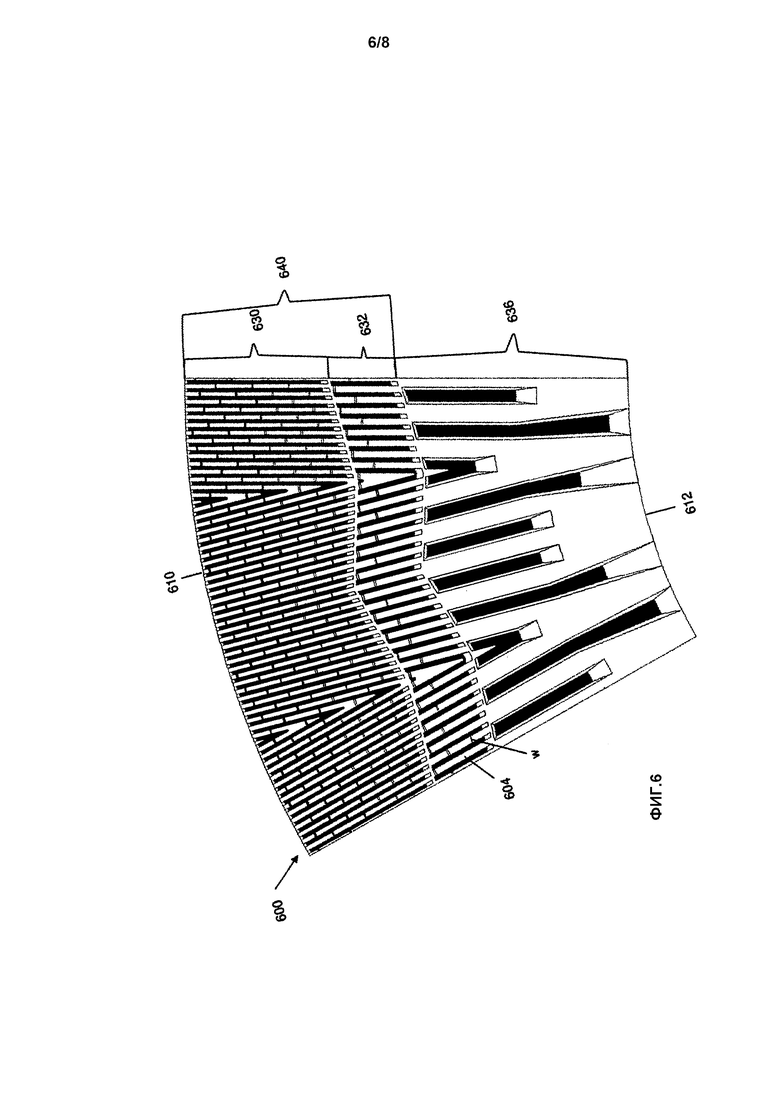
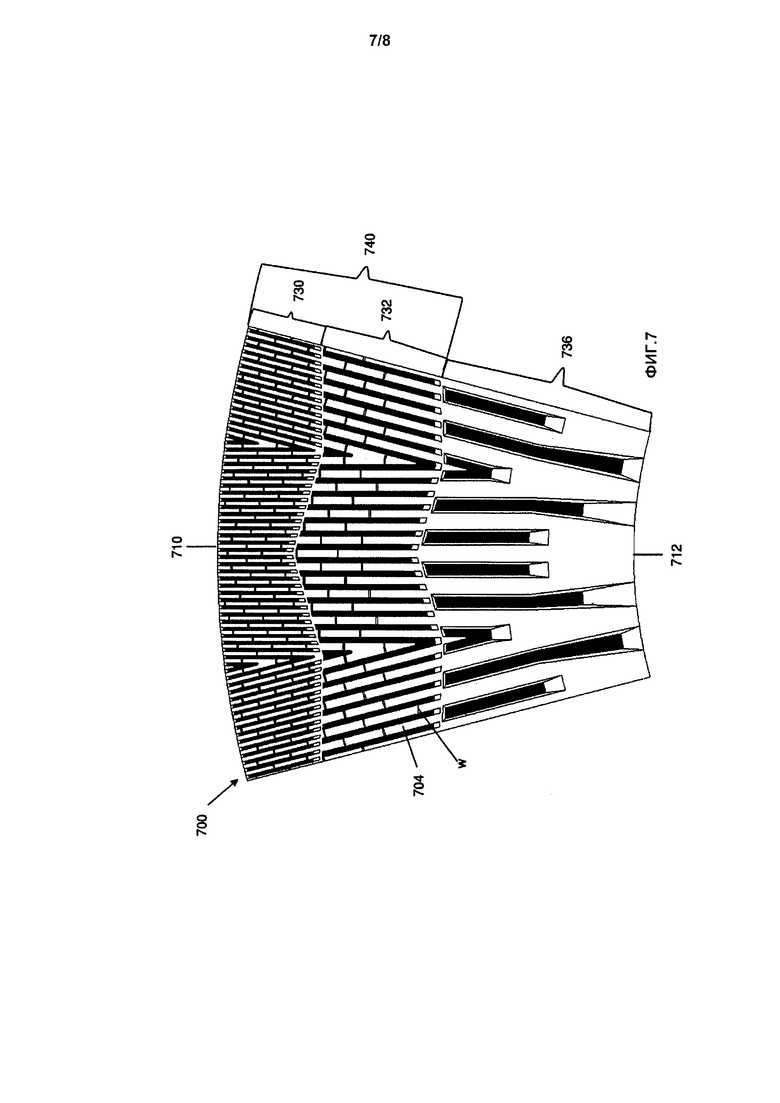
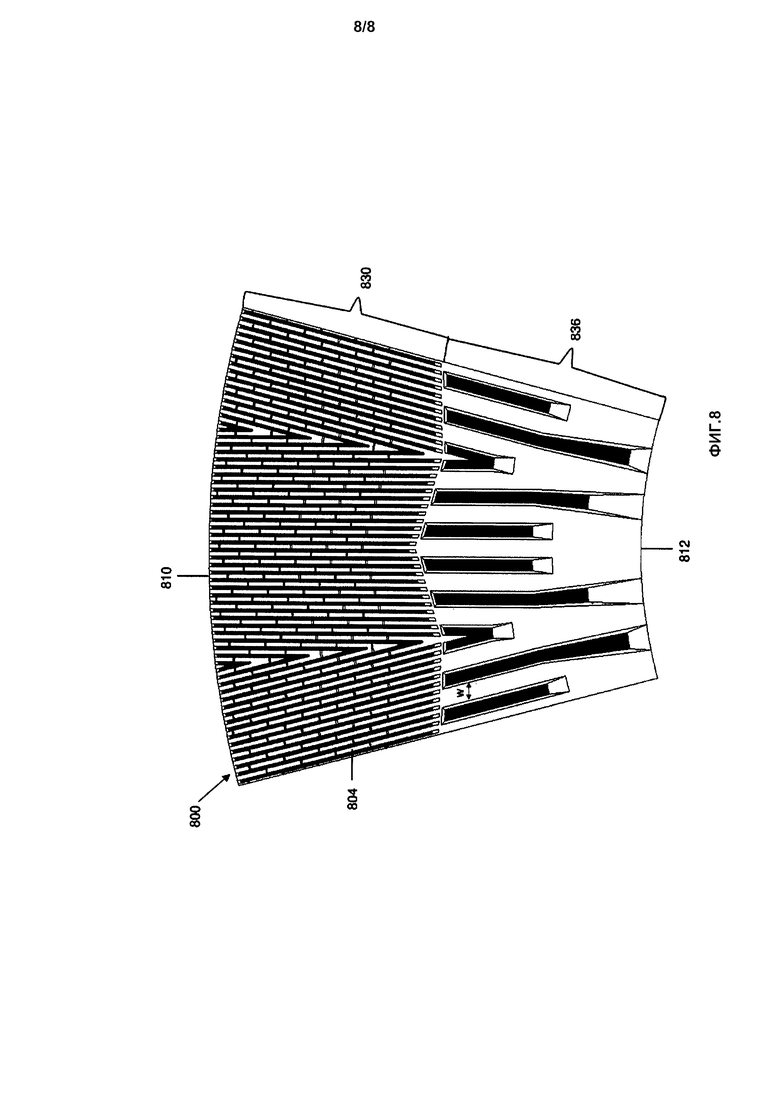
На фиг.5, 6, 7 и 8 показаны альтернативные варианты осуществления настоящего изобретения. На фиг.5 показан сегмент 500 роторной пластины, имеющий три размалывающих зоны: 530, 532, 534, а также ножевую зону 536 дробления. Лигноцеллюлозный материал подают вблизи внутреннего края 512, и он перемещается к наружному краю 510 во время процесса размалывания. На фиг.6 показан сегмент 600 статорной пластины 600 с двумя размалывающими зонами: 630 и 632, а также ножевой зоной 636 дробления. Лигноцеллюлозный материал подают вблизи внутреннего края 612, и он перемещается к наружному краю 610. На фиг.7 показан сегмент 700 роторной пластины с двумя размалывающими зонами: 730 и 732, а также ножевая зона 736 дробления. Лигноцеллюлозный материал подают вблизи внутреннего края 712, и он перемещается к наружному краю 710. На фиг.8 показан сегмент 800 статорной пластины с одной размалывающей зоной 830 и ножевой зоной 836 дробления. Лигноцеллюлозный материал подают вблизи внутреннего края 812, и он перемещается к наружному краю 810.
В этих вариантах осуществления сегменты 500 и 700 роторной пластины, а также сегменты 600 и 800 статорной пластины включают в себя ножевую зону (например, 536, 636, 736 и 836) дробления во внутренней части пластин. Эта конфигурация особенно полезна применительно к рафинерам с меньшим диаметром, в то время как более крупные рафинеры, как правило, имеют ножевую зону дробления на отдельном сегменте пластины рафинера, расположенном концентрически внутри основной пластины рафинера (например, как на фиг.1 и 2).
Настоящее изобретение относится к размалывающей области 540, 640, 740 и размалывающей зоне 830, которая в данном случае является наружной половиной сегмента. Сочетания сегмента 500 роторной пластины согласно фиг.5 с сегментом 600 статорной пластины согласно фиг.6, а также сегмента 700 роторной пластины согласно фиг.7 с сегментом 800 статорной пластины согласно фиг.8, представляют собой дополнительные альтернативные варианты осуществления настоящего изобретения. Кроме того, сочетания сегмента 500 роторной пластины согласно фиг.5 и сегмента 800 статорной пластины согласно фиг.8 также является альтернативным вариантом осуществления.
В соответствии с настоящим изобретением, ножи во всех размалывающих зонах могут быть параллельны друг другу, или они могут сходиться к периферии пластины, расходиться или быть расположенными радиально. В некоторых вариантах осуществления ножи имеют средний угол по отношению к осевой линии сегмента пластины рафинера, который равен нулю. Поэтому пластина может вращаться либо по часовой стрелке, либо против часовой стрелки, а динамическая геометрия пластины будет одинаковой в обоих направлениях, что позволяет рафинеру менять направление вращения с равной производительностью. Конструкция пластины может быть зеркальной относительно осевой линии сегмента пластины рафинера (хотя можно иметь двунаправленную или реверсивную конструкцию, которая не является зеркальной относительно средней линии, и это будет все тот же принцип). Выравнивание ножей на двунаправленном или реверсивном сегменте пластины зачастую выполнено параллельными ножами 502, идущими параллельно центральной оси сегмента и имеющими потенциально одно или нескольких полей 550 параллельных ножей 502, собирающихся вместе в V-образной форме 560 на стыке полей 550. В других вариантах осуществления ножи 502 расположены под большим углом относительно осевой линии сегмента и встречаются в двух направлениях, образуя формы "W" (не показаны), а не формы "V", например, такие, как показаны в наружных размалывающих областях на фиг.5. Такая конструкция также является двунаправленной.
Сегмент 800 статорной пластины может быть выполнен с одной размалывающей зоной 830 и может дополнительно иметь ножи 836 дробления, например, такие, как показаны на фиг.8. Сегмент 600 статорной пластины, согласно другому варианту осуществления изобретения, может иметь несколько размалывающих зон 630 и 632, при этом ширина W канавок самой внутренней зоны (самых внутренних зон) 532 или 532 и 534 сегмента 500 роторной пластины по сравнению с шириной W канавок размалывающей области сегмента 600 статорной пластины, противоположной этой самой внутренней зоне (этим самым внутренним зонам) 532 или 532 и 534 по меньшей мере на 50 процентов, 75 процентов, 100 процентов или 150 процентов (или в процентном соотношении, которое является другим кратным от 25 процентов и превышающим 50 процентов) больше. В этом варианте осуществления самая наружная зона (самые наружные зоны) 530 сегмента 500 роторной пластины имеет по существу одинаковые величины ширины W канавки по сравнению с самой наружной зоной (самыми наружными зонами) 630 сегмента 600 статорной пластины.
Хотя изобретение было описано применительно к тому, что в настоящее время считается наиболее практичным и предпочтительным вариантом осуществления, следует понимать, что изобретение не ограничено раскрытым вариантом осуществления, а наоборот, предназначено для охвата различных модификаций и эквивалентных конструкций в пределах сущности и объема прилагаемой формулы изобретения.
Группа изобретений относится к средствам дробления и измельчения и может быть использована в системах размалывания лигноцеллюлозного материала. Система размалывания лигноцеллюлозного материала содержит двунаправленный сегмент роторной пластины с размалывающей областью первой роторной пластины по меньшей мере с одной размалывающей зоной в первом радиальном диапазоне расстояний между внутренним и наружным краями сегмента роторной пластины, и двунаправленный сегмент статорной пластины с размалывающей областью сегмента первой статорной пластины по меньшей мере с одной размалывающей зоной во втором радиальном диапазоне расстояний между внутренним и наружным краями сегмента статорной пластины. Размалывающая зона сегмента первых роторной и статорной пластин содержит каждая ряд чередующихся ножей и канавок, при этом ширина канавок первой роторной пластины по меньшей мере на 50% больше ширины канавок первой статорной пластины. Сегмент роторной пластины содержит размалывающую зону второй роторной пластины в третьем радиальном диапазоне расстояний между внутренним и наружным краями сегмента роторной пластины, причем третий радиальный диапазон расстояний расположен ближе к наружному краю сегмента роторной пластины, чем первый радиальный диапазон расстояний. Сегмент статорной пластины также включает в себя размалывающую зону сегмента второй статорной пластины в четвертом радиальном диапазоне расстояний между внутренним и наружным краями сегмента статорной пластины, причем третий и четвертый радиальный диапазоны расстояний перекрываются, а размалывающая область сегмента второй роторной пластины имеет по меньшей мере одну размалывающую зону, содержащую ряд чередующихся ножей и канавок, где канавки имеют ширину канавок второй роторной пластины, а размалывающая область сегмента второй статорной пластины имеет, по меньшей мере, одну размалывающую зону, содержащую ряд чередующихся ножей и канавок, где канавки имеют ширину канавок второй статорной пластины, причем ширина канавок второй роторной пластины по существу равна ширине канавок второй статорной пластины. Двунаправленный узел пластины рафинера для диска рафинера содержит роторную и статорную пластины, каждая из которых имеет рисунчатую и обратную стороны. Рисунчатые стороны роторной и статорной пластин противоположны друг другу. Каждая из роторных и статорных пластин содержит выполненные в соответствии с вышеописанным сегменты роторной и статорной пластин с размалывающими областями. Система размалывания и двунаправленный узел обеспечивают возможность изменения направления вращения пластин рафинера, сохраняя при этом приемлемый срок износа. 2 н. и 24 з.п. ф-лы, 8 ил.
1. Система размалывания лигноцеллюлозного материала, содержащая: двунаправленный сегмент роторной пластины, содержащий размалывающую область первой роторной пластины по меньшей мере с одной размалывающей зоной в первом радиальном диапазоне расстояний между внутренним краем сегмента роторной пластины и наружным краем сегмента роторной пластины, при этом указанная по меньшей мере одна размалывающая зона имеет длину размалывающей зоны, а также двунаправленный сегмент статорной пластины, содержащий размалывающую область сегмента первой статорной пластины по меньшей мере с одной размалывающей зоной во втором радиальном диапазоне расстояний между внутренним краем сегмента статорной пластины и наружным краем сегмента статорной пластины, причем указанная по меньшей мере одна размалывающая зона имеет длину размалывающей зоны,
при этом первый радиальный диапазон расстояний и второй радиальный диапазон расстояний перекрываются, причем размалывающая зона сегмента первой роторной пластины содержит ряд чередующихся ножей и канавок, где канавки имеют ширину канавок первой роторной пластины, а размалывающая зона сегмента первой статорной пластины содержит ряд чередующихся ножей и канавок, где канавки имеют ширину канавок первой статорной пластины, причем ширина канавок первой роторной пластины по меньшей мере на 50% больше ширины канавок первой статорной пластины,
при этом сегмент роторной пластины содержит размалывающую зону второй роторной пластины в третьем радиальном диапазоне расстояний между внутренним краем сегмента роторной пластины и наружным краем сегмента роторной пластины, причем третий радиальный диапазон расстояний расположен ближе к наружному краю сегмента роторной пластины, чем первый радиальный диапазон расстояний, и
сегмент статорной пластины включает в себя размалывающую зону сегмента второй статорной пластины в четвертом радиальном диапазоне расстояний между внутренним краем сегмента статорной пластины и наружным краем сегмента статорной пластины, причем третий радиальный диапазон расстояний и четвертый радиальной диапазон расстояний перекрываются, причем размалывающая область сегмента второй роторной пластины имеет по меньшей мере одну размалывающую зону, содержащую ряд чередующихся ножей и канавок, где канавки имеют ширину канавок второй роторной пластины, а размалывающая область сегмента второй статорной пластины имеет по меньшей мере одну размалывающую зону, содержащую ряд чередующихся ножей и канавок, где канавки имеют ширину канавок второй статорной пластины, причем ширина канавок второй роторной пластины по существу равна ширине канавок второй статорной пластины.
2. Система по п. 1, в которой длина размалывающей зоны второй роторной пластины составляет по меньшей мере 10% и не более 50% от расстояния между внутренним краем сегмента роторной пластины и наружным краем сегмента роторной пластины.
3. Система по п. 1, в которой длина размалывающей зоны второй роторной пластины составляет по меньшей мере 10% и не более 40% от расстояния между внутренним краем сегмента роторной пластины и наружным краем сегмента роторной пластины.
4. Система по п. 1, в которой длина размалывающей зоны второй роторной пластины составляет по меньшей мере 10% и не более 30% от расстояния между внутренним краем сегмента роторной пластины и наружным краем сегмента роторной пластины.
5. Система по п. 1, в которой длина размалывающей зоны второй роторной пластины составляет по меньшей мере 10% и не более 20% от расстояния между внутренним краем сегмента роторной пластины и наружным краем сегмента роторной пластины.
6. Система по п. 1, в которой длина размалывающей зоны сегмента первой роторной пластины составляет по меньшей мере 20% от расстояния между внутренним краем сегмента роторной пластины и наружным краем сегмента роторной пластины.
7. Система по п. 1, в которой длина размалывающей зоны сегмента первой роторной пластины составляет по меньшей мере 30% от расстояния между внутренним краем сегмента пластины ротора и наружным краем сегмента роторной пластины.
8. Система по п. 1, в которой длина размалывающей зоны сегмента первой роторной пластины составляет по меньшей мере 40% от расстояния между внутренним краем сегмента пластины ротора и наружным краем сегмента роторной пластины.
9. Система по п. 1, в которой длина размалывающей зоны сегмента первой роторной пластины составляет по меньшей мере 50% от расстояния между внутренним краем сегмента роторной пластины и наружным краем сегмента роторной пластины.
10. Система по п. 1, в которой ширина канавок первой роторной пластины по меньшей мере на X процентов больше, чем ширина канавок первом статорной пластины, где X кратно 25 и больше или равно 50.
11. Система по п. 1, в которой ширина канавок второй роторной пластины не более чем на 10% больше, чем ширина канавок второй статорной пластины.
12. Система по п. 1, в которой ширина канавок второй роторной пластины не более чем на 15% превышает ширину канавок второй статорной пластины.
13. Система по п. 1, в которой сегмент роторной пластины содержит размалывающую зону третьей роторной пластины в пятом радиальном диапазоне расстояний между внутренним краем сегмента роторной пластины и наружным краем сегмента роторной пластины, причем пятый радиальный диапазон расстояний находится между первым радиальным диапазоном расстояний и третьим радиальным диапазоном расстояний, и
в которой сегмент статорной пластины содержит размалывающую зону сегмента третьей статорной пластины в шестом радиальном диапазоне расстояний между внутренним краем сегмента статорной пластины и наружным краем сегмента статорной пластины, причем пятый радиальный диапазон расстояний и шестой радиальный диапазон расстояний перекрываются,
при этом размалывающая зона сегмента третьей роторной пластины содержит ряд чередующихся ножей и канавок, где канавки имеют ширину канавок третьей роторной пластины,
и размалывающая зона сегмента третьей статорной пластины содержит ряд чередующихся ножей и канавок, где канавки имеют ширину канавок третьей статорной пластины, причем ширина канавок третьей роторной пластины по меньшей мере на 20% шире, чем ширина канавок третьей статорной пластины.
14. Система по п. 10, в которой канавка третьей роторной пластины по меньшей мере на 30% шире, чем ширина канавок третьей статорной пластины.
15. Система по п. 10, в которой канавка третьей роторной пластины по меньшей мере на 40% шире, чем ширина канавок третьей статорной пластины.
16. Система по п. 10, в которой ширина канавок первой, второй или третьей роторной пластины содержит две или более ширины канавок.
17. Система по п. 1, в которой ширина канавок второй и четвертой статорной пластины по существу одинакова.
18. Система по п. 10, в которой ширина канавок сегмента статорной пластины является одинаковой в двух или трех размалывающих зонах.
19. Система по п. 10, в которой канавка пятой роторной пластины по существу равна ширине канавок первой роторной пластины.
20. Система по п. 10, в которой ширина канавок первой, второй или третьей статорной пластины содержит две или более ширины канавок.
21. Система по п. 1, в которой сегмент роторной пластины содержит подающую зону ротора в седьмом радиальном диапазоне расстояний между внутренним краем сегмента роторной пластины и наружным краем сегмента роторной пластины, при этом седьмой радиальный диапазон расстояний начинается с внутреннего края сегмента роторной пластины, и
в которой сегмент статорной пластины содержит подающую зону статора в восьмом радиальном диапазоне расстояний между внутренним краем сегмента статорной пластины и наружным краем сегмента статорной пластины, при этом седьмой радиальный диапазон расстояний и восьмой радиальный диапазон расстояний перекрываются.
22. Система по п. 1, дополнительно содержащая коническую размалывающую зону.
23. Двунаправленный узел пластины рафинера для дискового рафинера, содержащий роторную пластину и статорную пластину, каждая из которых имеет рисунчатую сторону и обратную сторону, установленные таким образом, что рисунчатые стороны роторной и статорной пластин противоположны друг другу, при этом каждая из роторных и статорных пластин содержит сегменты роторной пластины, имеющей размалывающую область, и сегменты статорной пластины, имеющей размалывающую область, соответственно, причем размалывающая область имеет длину, а роторная пластина и статорная пластина имеют внутренний край размалывающей области и наружный край размалывающей области, при этом сегмент роторной пластины имеет по меньшей мере самую внутреннюю и самую наружную размалывающую зону в размалывающей области на рисунчатых сторонах, каждая из которых находится в радиальном диапазоне расстояний между краями внутренней размалывающей области и краями наружной размалывающей области сегмента роторной пластины, и каждый радиальный диапазон расстояний имеет длину,
при этом сегмент статорной пластины имеет по меньшей мере самую внутреннюю и самую наружную размалывающую зону в размалывающей области на рисунчатой стороне, причем каждая из них находится в соответствующем радиальном диапазоне расстояний между краями внутренней размалывающей области и краями наружной размалывающей области сегмента статорной пластины, и каждый соответствующий радиальный диапазон расстояний имеет длину,
указанная по меньшей мере одна из самых внутренних или самых наружных размалывающих зон сегмента роторной пластины имеет рисунок ножей и канавок, отличный от рисунка указанной по меньшей мере одной из самых внутренних или самых наружных размалывающих зон сегмента статорной пластины,
самая внутренняя размалывающая зона сегмента роторной пластины и самая внутренняя размалывающая зона сегмента статорной пластины находятся ближе всего к краям внутренней размалывающей области сегмента роторной пластины и сегмента статорной пластины, и при этом канавки сегмента роторной пластины в радиальном диапазоне расстояний значительно шире или равны канавкам сегмента статорной пластины в соответствующем радиальном диапазоне расстояний, так что более широкие канавки роторной пластины противоположны более узким канавкам статорной пластины, и
длина самой внутренней размалывающей зоны сегмента роторной пластины составляет по меньшей мере 20 процентов от длины размалывающей области, в то время как самая наружная зона составляет не более 50% от длины размалывающей области.
24. Узел по п. 23, в котором размалывающая область сегмента роторной пластины имеет промежуточную размалывающую зону в пределах размалывающей области, при этом промежуточная размалывающая зона находится в радиальном диапазоне расстояний между самой внутренней и самой наружной размалывающими зонами размалывающей области, и канавки сегмента роторной пластины в промежуточной размалывающей зоне по меньшей мере на 20% шире, чем канавки сегмента статорной пластины в том же радиальном диапазоне расстояний.
25. Узел по п. 23, в котором сегменты пластины рафинера дополнительно содержат ножевую зону дробления, расположенную между внутренним краем сегмента пластины рафинера и размалывающей областью.
26. Узел по п. 23, который используется на плоском участке рафинера, содержащего дополнительную размалывающую секцию, имеющую коническую размалывающую часть.
| Устройство для разделения непрерывно движущихся плоских изделий на два поперечных противоположно направленных потока | 1983 |
|
SU1088932A1 |
| US 5695136 A, 09.12.2007 | |||
| ПЛАСТИНЫ РАФИНЕРА С НОЖАМИ В ФОРМЕ ЛОГАРИФМИЧЕСКОЙ СПИРАЛИ | 2003 |
|
RU2304022C2 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| US 6276622 B1, 21.08.2001 | |||
| РАЗМАЛЫВАЮЩИЙ КОНУС, СЕГМЕНТ ПЛАСТИНЫ ДЛЯ КОНУСА ВРАЩАТЕЛЬНОГО РАФИНЕРА, КОНИЧЕСКИЙ РАФИНЕР, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ НАБОРА ПРОТИВОЛЕЖАЩИХ ПЛАСТИН ДЛЯ КОНИЧЕСКОГО РАФИНЕРА | 2006 |
|
RU2390379C2 |

