Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству, содержащему вакуумный барабан для ободковой бумаги для сборки курительных изделий, таких как сигареты.
Уровень техники
Устройство для сборки сигарет крепит два табачных стержня к каждому концу фильтрующего стержня посредством обертывания ободковой бумаги вокруг комплекта табачных и фильтрующего стержней. Затем обернутый комплект режется по фильтрующему стержню для получения двух сигарет.
В таком устройстве полотно ободковой бумаги подается на вакуумный барабан для ободковой бумаги и разрезается на полосы. Затем отрезанные полосы переносятся на обкаточный механизм, который обертывает каждую отрезанную полосу вокруг комплекта фильтрующего и табачного стержней для образования сигарет.
Сущность изобретения
По вариантам выполнения настоящего изобретения предлагается устройство, содержащее вакуумный барабан для ободковой бумаги, выполненный с возможностью размещения полотна ободковой бумаги, которое режется на вакуумном барабане для ободковой бумаги для образования следующих друг за другом полос ободковой бумаги для обертывания курительных изделий, при этом вакуумный барабан для ободковой бумаги выполнен с возможностью вращения со скоростью, превышающей скорость, с которой полотно ободковой бумаги подается на вакуумный барабан для ободковой бумаги, так что между отрезанными полосами ободковой бумаги образуются пространства, и периферийная поверхность вакуумного барабана для ободковой бумаги содержит всасывающие отверстия, предназначенные для притягивания переднего участка полотна ободковой бумаги к периферийной поверхности вакуумного барабана для ободковой бумаги в момент между выполнением последовательных операций резки.
Устройство также может содержать поворотный режущий узел, предназначенный для резки ободковой бумаги у периферийной поверхности вакуумного барабана для ободковой бумаги. Вакуумный барабан для ободковой бумаги и режущий узел могут быть выполнены с возможностью синхронного действия, так чтобы полосы, имеющие стандартные размеры, резались на вакуумном барабане для ободковой бумаги, и отрезанные полосы были расположены на равном расстоянии друг от друга.
Устройство также может содержать компонент управления всасыванием, выполненный с возможностью деактивации всасывания посредством вышеуказанных всасывающих отверстий, когда они движутся мимо переднего края полотна ободковой бумаги.
Всасывающие отверстия могут содержать первые всасывающие отверстия для удерживания отрезанных полос ободковой бумаги и вторые всасывающие отверстия для притягивания переднего участка полотна ободковой бумаги к периферийной поверхности вакуумного барабана для ободковой бумаги в момент между выполнением последовательных операций резки.
Компонент управления всасыванием может быть адаптирован таким образом, чтобы, по меньшей мере, в определенное время во время вращения вакуумного барабана для ободковой бумаги давление всасывания прикладывалось или к первым всасывающим отверстиям или ко вторым всасывающим отверстиям.
Компонент управления всасыванием также может быть адаптирован для подачи газообразного потока к всасывающим отверстиям для выталкивания полос ободковой бумаги от периферийной поверхности вакуумного барабана для ободковой бумаги.
Каждое из первых и вторых всасывающих отверстий может быть соединено с всасывающим каналом, который продолжается ко второй поверхности вакуумного барабана для ободковой бумаги.
Каждый всасывающий канал может быть соединен с рядом всасывающих отверстий, продолжающихся через периферийную поверхность вакуумного барабана для ободковой бумаги.
Компонент управления всасыванием может быть расположен у второй поверхности для обеспечения прикладывания давления всасывания к всасывающим каналам.
В первом примере вторая поверхность может быть торцевой поверхностью вакуумного барабана для ободковой бумаги, и компонент управления всасыванием может быть расположен у торцевой поверхности вакуумного барабана для ободковой бумаги, так чтобы вакуумный барабан для ободковой бумаги вращался относительно компонента управления всасыванием.
В другом примере вторая поверхность может быть внутренней поверхностью вакуумного барабана для ободковой бумаги, например, внутренней цилиндрической поверхностью, и компонент управления всасыванием может быть расположен внутри вакуумного барабана для ободковой бумаги, например внутри внутреннего цилиндрического пространства в вакуумном барабане для ободковой бумаги, так чтобы вакуумный барабан для ободковой бумаги вращался относительно компонента управления всасыванием.
Всасывающие каналы могут быть расположены на диаметре окружности центров отверстий на торцевой поверхности вакуумного барабана для ободковой бумаги, и компонент управления всасыванием может содержать углубление, выровненное с всасывающими каналами.
Всасывающие каналы, которые соединены с первыми всасывающими отверстиями, могут быть расположены на диаметре окружности центров отверстий, который отличается от диаметра окружности центров отверстий всасывающих каналов, которые соединены со вторыми всасывающими отверстиями.
Согласно примеру вакуумный барабан для ободковой бумаги может содержать множество сегментов, которые образуют периферийную поверхность вакуумного барабана для ободковой бумаги, и сегменты могут содержать режущие края, выполненные с возможностью взаимодействия с устройством для поперечной резки полотна на вакуумном барабане для ободковой бумаги.
В этом примере каждый сегмент имеет конфигурацию всасывающих каналов, которые могут избирательно закрываться/открываться для варьирования управления всасыванием применительно к данному сегменту.
По меньшей мере, несколько всасывающих отверстий каждого сегмента могут быть соединены как с первыми всасывающими каналами, так и со вторыми всасывающими каналами, так что вышеуказанные всасывающие отверстия могут быть выполнены таким образом, чтобы действовать в качестве первых всасывающих каналов или вторых всасывающих каналов.
Всасывающие каналы могут избирательно закрываться с помощью съемного блокировочного элемента, например установочного винта, болта, заглушки, кожуха, крышки или вставки.
Согласно примеру полоса ободковой бумаги может продолжаться по двум соседним сегментам, при этом каждая последующая полоса будет отрезаться у режущего края поочередно расположенных сегментов.
В первом примере конфигурация всасывающих каналов, а именно, вторых всасывающих каналов первого сегмента может быть закрытой, в то время первые всасывающие каналы являются открытыми, так что всасывающие отверстия первого сегмента сконфигурированы с возможностью действия в качестве первых всасывающих отверстий. Кроме того, в первой конфигурации всасывающих каналов, по меньшей мере, один первый всасывающий канал второго сегмента может быть закрыт и, по меньшей мере, один второй всасывающий канал этого второго сегмента может быть открыт, так что второй сегмент сконфигурирован с возможностью содержания первых всасывающих отверстий и вторых всасывающих отверстий.
Во втором примере конфигурация всасывающих каналов, а именно, вторых всасывающих каналов второго сегмента может быть закрытой, в то время как первые всасывающие каналы открыты, так что всасывающие отверстия второго сегмента сконфигурированы с возможностью действия в качестве первых всасывающих отверстий. Кроме того, в первой конфигурации всасывающих каналов, по меньшей мере, один первый всасывающий канал первого сегмента может быть закрыт и, по меньшей мере, один второй всасывающий канал этого первого сегмента может быть открыт, так что первый сегмент сконфигурирован с возможностью содержания первых всасывающих отверстий и вторых всасывающих отверстий.
По другому аспекту изобретения предлагается модуль модульного устройства для сборки курительных изделий, содержащего вышеописанное устройство.
По другому аспекту изобретения предлагается устройство для сборки курительных изделий, содержащее описанные выше устройство или модуль.
По другому аспекту изобретения предлагается курительное изделие, которое собирается с помощью вышеуказанного устройства.
По вариантам выполнения изобретения также предлагается способ сборки курительных изделий, содержащий:
подачу полотна ободковой бумаги на вакуумный барабан для ободковой бумаги;
резку вышеуказанного полотна для образования следующих друг за другом полос;
вращение вакуумного барабана для ободковой бумаги со скоростью, превышающей скорость, с которой полотно ободковой бумаги подается на вакуумный барабан для ободковой бумаги, так что между отрезанными полосами ободковой бумаги образуются пространства;
прикладывание давления всасывания для притягивания переднего участка полотна ободковой бумаги к периферийной поверхности вакуумного барабана для ободковой бумаги в момент между выполнением последовательных операций резки; и
сборку курительного изделия, используя полосу, отрезанную от полотна.
Способ также может содержать этап деактивации всасывающих отверстий, связанных с передним участком полотна ободковой бумаги, когда они становятся открытыми.
По другому аспекту изобретения предлагается курительное изделие, которое собирается с помощью вышеописанного способа.
Краткое описание чертежей
Варианты настоящего изобретения будут описаны только в качестве примера со ссылкой на приложенные чертежи, на которых:
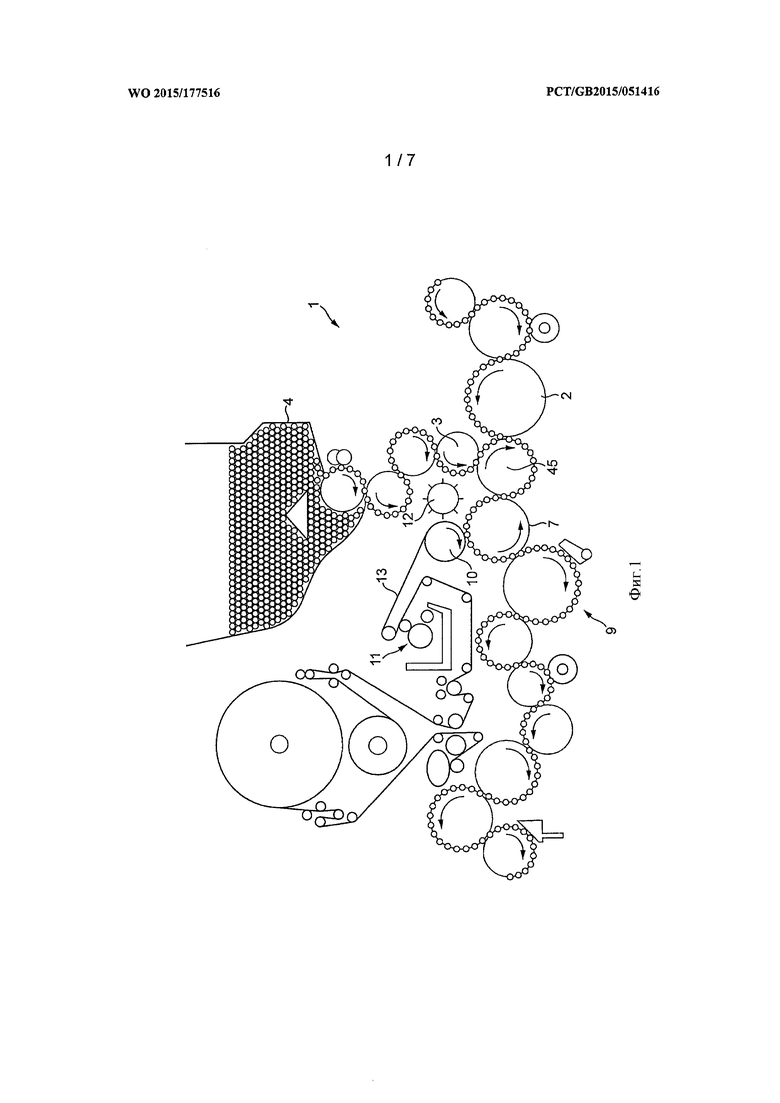
фиг. 1 - часть устройства 1 для сборки курительных изделий;
фиг. 2 - схематичное изображение сборки курительных изделий;
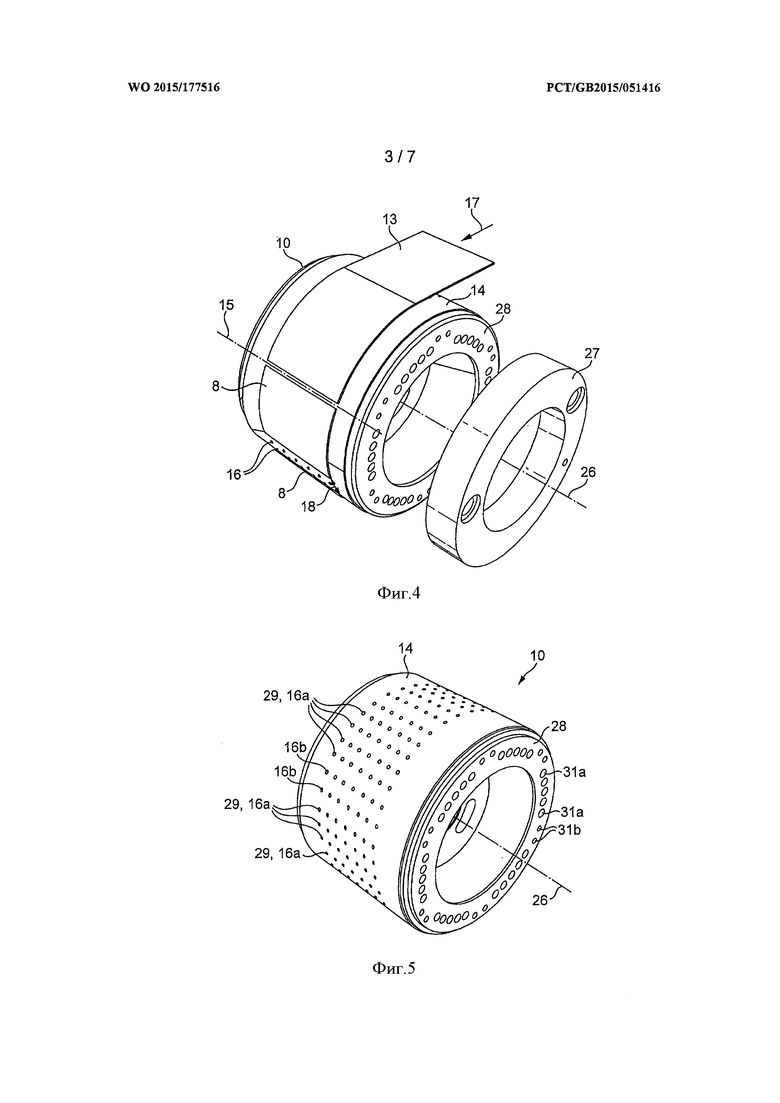
фиг. 3 - перспективный вид вакуумного барабана 10 для ободковой бумаги устройства для сборки курительных изделий из фиг. 1;
фиг. 4 - перспективный вид вакуумного барабана 10 для ободковой бумаги из фиг. 3 и компонента 27 управления всасыванием;
фиг. 5 - перспективный вид вакуумного барабана 10 для ободковой бумаги из фиг. 3;
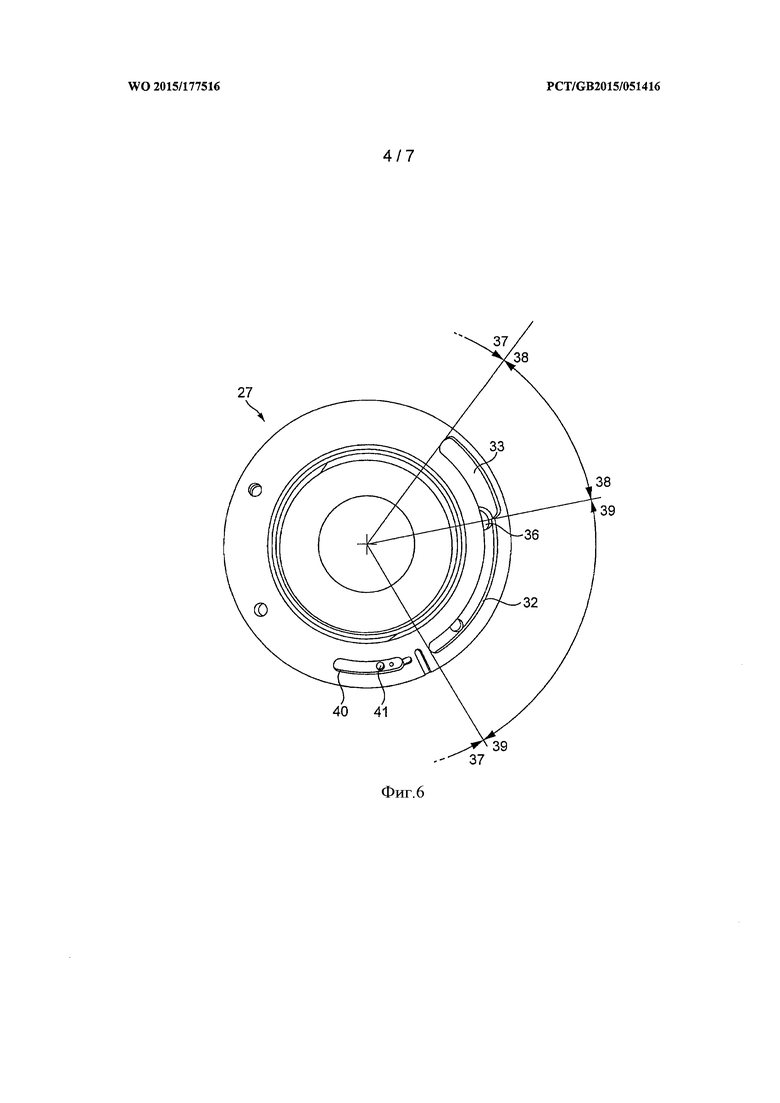
фиг. 6 - компонент управления всасыванием;
фиг. 7 - вакуумный барабан 10 для ободковой бумаги из фиг. 3 с полотном 13 ободковой бумаги, показанным в условно прозрачном состоянии;
фиг. 8 - схематичный вид сбоку вакуумного барабана 10 для ободковой бумаги, вакуумного кольца 27 и полотна 13 ободковой бумаги; и
фиг. 9 - перспективный вид вакуумного барабана 10 для ободковой бумаги, содержащего сегменты 45 для поперечной резки.
Подробное описание
На фиг. 1 показан пример устройства 1 для сборки курительных изделий. Устройство содержит барабан 2 для подачи табачных стержней и барабан 3 для подачи фильтрующих стержней. Барабан 2 для подачи табачных стержней принимает обернутые табачные стержни, которые транспортируются в поперечном направлении к их длине (т.е. боком) в канавках, образованных в периферийной поверхности барабана 2 для подачи табачных стержней. Барабан 3 для подачи фильтрующих стержней принимает фильтрующие стержни из бункера 4. Барабан 3 для подачи фильтрующих стержней и барабан 2 для подачи табачных стержней подают фильтрующие стержни и табачные стержни, соответственно, на соединительный барабан 45, так что фильтрующие стержни и табачные стержни выравниваются в осевом направлении в канавках на периферийной поверхности соединительного барабана 45, так чтобы они были подготовлены к обертыванию и образованию собранного курительного изделия.
Согласно примеру со ссылкой на фиг. 2 два табачных стержня 5 расположены в каждой канавке на соединительном барабане (поз. 45, см. фиг. 1), и фильтрующий стержень 6 двойной длины расположен между двумя табачными стержнями 5 в той же самой канавке.
Со ссылкой на фиг. 1 и 2 соединительный барабан 45 также имеет стыковочный диск (не показан), который сжимает вместе табачные стержни 5 и фильтрующий стержень 6, так что один конец каждого табачного стержня 5 упирается в конец фильтрующего стержня 6. Табачные стержни 5 и фильтрующий стержень 6 затем переносятся с соединительного барабана 45 на барабан 7 для приклеивания ободков, где они снабжаются полосой 8 ободковой бумаги перед переносом на обкаточный узел 9, который обкатывает полосу 8 ободковой бумаги вокруг табачных стержней и фильтрующего стержня 5, 6 для образования двух собранных сигарет в компоновке «спина к спине». Полоса 8 ободковой бумаги подается к барабану 7 для приклеивания ободков с помощью вакуумного барабана 10 для ободковой бумаги.
Полотно 13 ободковой бумаги проходит через устройство 11 для нанесения клея, которое наносит клей на одну поверхность полотна 13 ободковой бумаги. Полотно 13 ободковой бумаги затем поступает на вакуумный барабан 10 для ободковой бумаги, который использует всасывание для удерживания полотна 13 ободковой бумаги у периферийной поверхности вакуумного барабана 10 для ободковой бумаги. Режущий узел 12 режет полотно 13 на полосы 8 на вакуумном барабане 10 для ободковой бумаги, после чего полосы переносятся к табачным и фильтрующему стержням 5, 6 на барабане 7 для приклеивания ободков.
Согласно примеру режущий узел 12 содержит режущий инструмент для резки раздавливанием. В этом случае режущий узел 12 содержит ротационный нож, и вакуумный барабан 10 для ободковой бумаги действует в качестве контрножа, на котором полотно 13 ободковой бумаги режется ротационным ножом в поперечном направлении (т.е. поперек полотна 13) для образования полос 8 ободковой бумаги. Режущий узел 12 может иметь несколько ротационных ножей, которые выступают от вала в радиальном направлении, так что при вращении вала ротационные валы последовательно приходят в контакт с периферийной поверхностью вакуумного барабана 10 для ободковой бумаги и режут полотно в поперечном направлении (т.е. в осевом направлении вакуумного барабана 10 для ободковой бумаги и режущего узла 12).
В другом варианте выполнения режущий узел 12 использует устройство для поперечной разрезки полотна 13. Этот вариант выполнения подробно описан со ссылкой на фиг. 9.
Отрезанные полосы 8 ободковой бумаги на вакуумном барабане 10 для ободковой бумаги уже содержат клей, нанесенный на их обращенную наружу поверхность, поэтому в положении, где вакуумный барабан 10 для ободковой бумаги вращается наиболее близко к барабану 7 для приклеивания ободков, всасывание, действующее на полосы ободковой бумаги, прекращается, и полосы 8 переносятся с вакуумного барабана 10 для ободковой бумаги на барабан 7 для приклеивания ободков, а именно, на табачные и фильтрующий стержни 5, 6. Клей прикрепляет полосы 8 ободковой бумаги к табачным и фильтрующему стержням 5, 6.
Далее барабан 7 для приклеивания ободков переносит табачные и фильтрующие стержни 5, 6 и полосу ободковой бумаги в обкаточный узел 9, который обкатывает полосу 8 ободковой бумаги вокруг табачных и фильтрующих стержней 5, 6 для образования сигарет. Затем обкатанные сигареты транспортируются на операцию упаковывания.
На фиг. 2 схематично показан процесс сборки сдвоенной сигареты, кратко описанный выше. Этапы этого процесса последовательно показаны в направлении справа налево. На первой операции два табачных стержня 5 и фильтрующий стержень 6 размещаются в канавке соединительного барабана (поз. 45, см. фиг. 1). После размещения этих стержней 5, 6 в канавке стыковочный диск прижимает их друг к другу, так что конец каждого табачного стержня 5 упирается в конец фильтрующего стержня 6, и комплект центрируется на соединительном барабане (поз. 45, см. фиг. 1) и соответствующим образом выравнивается по расположенному ниже по потоку устройству. Выровненные и примыкающие друг к другу табачные и фильтрующий стержни 5, 6 затем переносятся на барабан для приклеивания ободков (поз. 7, см. фиг. 1).
Далее, с помощью вакуумного барабана для ободковой бумаги (поз. 10, см. фиг. 1) выполняется подача полосы 8 ободковой бумаги. Полоса 8 ободковой бумаги перекрывает весь фильтрующий стержень 6 и концевой участок каждого табачного стержня 5. Как описано со ссылкой на фиг. 1, полоса 8 ободковой бумаги содержит клей, нанесенный на одну поверхность, которая контактирует с табачными и фильтрующим стержнями 5, 6, так что полоса 8 ободковой бумаги прикрепляется к табачным и фильтрующему стержням 5, 6 с помощью клея.
Далее, комплект, состоящий из табачных стержней 5, фильтрующего стержня 6 и полосы 8 ободковой бумаги обкатывается обкаточным узлом (поз. 9, см. фиг. 1), так что полоса 8 ободковой бумаги обертывается вокруг табачных и фильтрующего стержней 5, 6, и образуются две сигареты, соединенные в компоновке «спина к спине». «Сдвоенная» сигарета позже может быть разрезана по фильтрующему стержню 6 для образования двух сигарет. Соответствующий обкаточный узел может быть известен специалисту, знакомому с устройством для сборки сигарет.
На фиг. 3 и 4 показан пример вакуумного барабана 10 для ободковой бумаги, описанного со ссылкой на устройство 1 для сборки курительных изделий из фиг. 1. Полотно 13 ободковой бумаги подается на вакуумный барабан 10 для ободковой бумаги в направлении стрелки 17 и принимается у периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги и режется режущим узлом (поз. 12, см. фиг. 1) в положении, показанном линией 15, для образования следующих одна за другой полос 8, которые удерживаются на вакуумном барабане 10 для ободковой бумаги перед переносом на барабан для приклеивания ободков (поз. 7, см. фиг. 1). К всасывающим отверстиям 16 на периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги подается давление всасывания для натяжения полотна 13 и резки полос 8 ободковой бумаги на периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги.
Как показано на фиг. 4, компонент 27 управления всасыванием предусмотрен для обеспечения подачи давления всасывания к всасывающим отверстиям 16 вакуумного барабана 10 для ободковой бумаги во время некоторой части вращения вакуумного барабана 10 для ободковой бумаги, так чтобы нарезанные полосы 8 удерживались на периферийной поверхности 14 во время некоторой части вращения вакуумного барабана 10 для ободковой бумаги и затем освобождались. Компонент 27 управления всасыванием может быть выполнен с возможностью деактивации всасывающих отверстий 16, когда полосы 8 ободковой бумаги достигают положения, в котором они освобождаются для переноса на барабан для приклеивания ободков (поз. 7, см. фиг. 1).
На фиг. 3 и 4 также показано пространство 18, образованное между каждыми двумя отрезанными полосами 8 на вакуумном барабане 10 для ободковой бумаги.
Пространство 18 между каждыми двумя полосами 8 достигается посредством вращения вакуумного барабана 10 для ободковой бумаги со скоростью, превышающей скорость, с которой полотно 13 ободковой бумаги подается на вакуумный барабан 10 для ободковой бумаги, так что между следующими друг за другом нарезанными полосами ободковой бумаги образуется пространство 18. Точнее говоря, линейная скорость периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги больше линейной скорости полотна 13. Таким образом, когда каждая полоса 8 отрезается режущим узлом (поз. 12, см. фиг. 1), вакуумный барабан 10 для ободковой бумаги переносит эту полосу 8 от переднего края 19 полотна 13. Периферийная поверхность 14 вакуумного барабана 10 для ободковой бумаги будет скользить относительно полотна 13, и режущий узел поз. 12, см. фиг. 1) будет отрезать каждую полосу 8 в соответствующий момент времени, так чтобы нарезанные полосы 8 оставались на вакуумном барабане 10 для ободковой бумаги на расстоянии друг от друга, как показано на фиг. 3 и 4.
Как показано на фиг. 4, компонент управления всасыванием содержит вакуумное кольцо 27, предназначенное для подачи давления всасывания к всасывающим отверстиям 16 вакуумного барабана 10 для ободковой бумаги, как подробно описано со ссылкой на фиг. 5-9. Для ясности на фиг. 4 вакуумное кольцо 27 показано на некотором расстоянии от вакуумного барабана 10 для ободковой бумаги, но во время использования вакуумное кольцо 27 будет расположено рядом с торцевой поверхностью 28 вакуумного барабана 10 для ободковой бумаги или примыкать к ней, как можно будет понять из приведенного ниже описания. Вакуумный барабан 10 для ободковой бумаги вращается вокруг оси 26, и вакуумное кольцо 27 установлено неподвижно, так что вакуумный барабан 10 для ободковой бумаги вращается относительно вакуумного кольца 27. Вакуумное кольцо 27 и/или вакуумный барабан 10 для ободковой бумаги могут быть снабжены уплотнением (не показано) для обеспечения герметичности на границе между вакуумным барабаном 10 для ободковой бумаги и вакуумным кольцом 27 во время вращения вакуумного барабана 10 для ободковой бумаги относительно вакуумного кольца 27.
На фиг. 5 показан вакуумный барабан 10 для ободковой бумаги из фиг. 3 и 4, при этом всасывающие отверстия 16 расположены в виде группы рядов, продолжающихся поперек периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги. В этом примере ряды всасывающих отверстий 16 распределены равномерно, т.е. каждый ряд расположен на одном и том же расстоянии от следующего ряда. Однако предусматривается, что в других вариантах выполнения ряды всасывающих отверстий 16 могут быть расположены не на равном расстоянии друг от друга. Всасывающие отверстия 16 делятся на ряды первых всасывающих отверстий 16а и ряды вторых всасывающих отверстий 16b.
Первые всасывающие отверстия 16а предназначены для удерживания нарезанных полос (поз. 8, см. фиг. 3 и 4) ободковой бумаги на периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги и их транспортирования в то место, где они переносятся на барабан для приклеивания ободков (поз. 7, см. фиг. 1).
Первые всасывающие отверстия 16а расположены в виде нескольких расположенных на расстоянии друг от друга групп 29 первых всасывающих отверстий 16а, при этом каждая группа 29 соответствует положению, в котором полоса 8 удерживается после резки. Режущий узел (поз. 12, см. фиг. 1) и вакуумный барабан 10 для ободковой бумаги сконфигурированы с возможностью синхронного действия, так что каждая полоса 8 отрезается в тот момент, когда она выровнена с соответствующей группой 29 первых всасывающих отверстий 16а. Таким образом, группа 29 первых всасывающих отверстий 16а закрывается одной полосой 8, и эта полоса 8 остается на периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги.
Вторые всасывающие отверстия 16b предназначены для натяжения переднего краевого участка 21 полотна 13 ободковой бумаги на периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги в момент между выполнением последовательных операций резки.
Вакуумный барабан 10 для ободковой бумаги имеет группу всасывающих каналов 31, которые соединены с всасывающими отверстиями и продолжаются к торцевой поверхности 28 вакуумного барабана 10 для ободковой бумаги. Всасывающие каналы 31 расположены таким образом, что один всасывающий канал 31 соединен с рядом всасывающих отверстий 16, продолжающихся в осевом направлении через периферийную поверхность 14 вакуумного барабана 10 для ободковой бумаги.
Всасывающие каналы 31 делятся на первые всасывающие каналы 31а и вторые всасывающие каналы 31b. Каждый первый всасывающий канал 31а соединен с рядом первых всасывающих отверстий 16а на периферийной поверхности вакуумного барабана 10 для ободковой бумаги. Каждый второй всасывающий канал 31b соединен с рядом вторых всасывающих отверстий 16b на периферийной поверхности вакуумного барабана 10 для ободковой бумаги.
Как подробно описано со ссылкой на фиг. 6-9, конфигурация вакуумного кольца 27 обуславливает, когда давление всасывания прикладывается к первым всасывающим каналам 31а и вторым всасывающим каналам 31b и, следовательно, когда давление всасывания прикладывается к первым всасывающим отверстиям 16а и вторым всасывающим отверстиям 16b во время вращения вакуумного барабана 10 для ободковой бумаги.
Как показано на фиг. 5, первые всасывающие каналы 31а расположены на диаметре окружности центров отверстий (относительно оси 26 вращения вакуумного барабана 10 для ободковой бумаги), который отличается от диаметра окружности центров отверстий вторых всасывающих каналов 31b.
Вторые всасывающие каналы 31b и вторые всасывающие отверстия 16b расположены между находящимися на расстоянии друг от друга группами 29 первых всасывающих каналов 31а и всасывающих отверстий 16а. В этом примере вторые всасывающие каналы 31b образованы на диаметре окружности центров отверстий, который больше диаметра окружности центров отверстий первых всасывающих каналов 31а на торцевой поверхности 28 вакуумного барабана 10 для ободковой бумаги.
Как описано ниже, расположение первых всасывающих каналов 31а на диаметре окружности центров отверстий, который отличается от диаметра окружности центров отверстий вторых всасывающих каналов 31b, позволяет активировать и деактивировать давление всасывания, прикладываемое к первым и вторым всасывающим отверстиям 16а, 16b в различных точках вращения вакуумного барабана 10 для ободковой бумаги. Это позволяет прикладывать давление всасывания к переднему краевому участку (поз. 21, см. фиг. 3) полотна (поз. 13, см. фиг. 3) в момент между выполнением последовательных операций резки.
Предусматривается, что в альтернативном примере вторые всасывающие каналы 31b могли быть расположены на диаметре окружности центров отверстий, который меньше диаметра окружности центров отверстий первых всасывающих каналов 31а.
На фиг. 7 показан вакуумный барабан 10 для ободковой бумаги, при этом полотно 13 ободковой бумаги подается на вакуумный барабан 10 для ободковой бумаги в направлении стрелки 17, и положение, в котором выполняется резка полотна 13, обозначено линией 15. Как объясняется выше, между каждыми двумя отрезанными полосами 8 ободковой бумаги на вакуумном барабане 10 для ободковой бумаги образовано пространство 18 перед переносом полосы на барабан для приклеивания ободков (поз. 7, см. фиг. 1).
На фиг. 7 также показана компоновка первых и вторых всасывающих каналов 31а, 31b и первых и вторых всасывающих отверстий 16а, 16b относительно положения 15 резки и пространства 18, образованного между следующими друг за другом полосами 8.
Первые всасывающие отверстия 16а расположены группами 29, где нарезанные полосы 8 ободковой бумаги находятся на периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги. Вторые всасывающие отверстия 16b расположены между группами 29 первых всасывающих отверстий 16а. Следовательно, как показано на фиг. 7, вторые всасывающие отверстия 16b натягивают передний краевой участок 21 полотна 13 на периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги в момент между выполнением последовательных операций резки.
Точнее говоря, на фиг. 7 показано состояние вскоре после резки для образования полосы 8а. Как показано, в этом состоянии два ряда 35 вторых всасывающих отверстия 16b выровнены с передним краевым участком 21 полотна 13 ободковой бумаги для притягивания переднего краевого участка 21 полотна 13 к периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги.
Однако, когда вакуумный барабан 10 для ободковой бумаги вращается с большей скоростью по сравнению со скоростью подачи ободковой бумаги, эти два ряда 35 вторых всасывающих отверстий 16b становятся открытыми перед выполнением резки следующей полосы. Как будет описано ниже, вакуумное кольцо 27, показанное на фиг. 4 и 6, выполнено с возможностью деактивации давления всасывания, прикладываемого к двум этим рядам 35 вторых всасывающих отверстий 16b перед их открыванием.
Как показано на фиг. 4-7, вакуумное кольцо 27 содержит первое углубление 32, которое продолжается в окружном направлении вокруг вакуумного кольца 27. Первое углубление 32 образовано на диаметре окружности центров отверстий, равном диаметру окружности центров отверстий первых всасывающих каналов 31а в вакуумном барабане 10 для ободковой бумаги. Первое углубление 32 содержит первое отверстие 36 подачи давления всасывания, которое соединено с всасывающим насосом или источником низкого давления для прикладывания давления всасывания к первому углублению 32. Следовательно, к первым всасывающим каналам 31а, которые выровнены с первым углублением 32, будет прикладываться давление всасывания. При вращении вакуумного барабана 10 для ободковой бумаги первые всасывающие каналы вакуумного барабана 10 для ободковой бумаги 31а будут выравниваться и смещаться от выровненного состояния с первым углублением 32, и всасывание через первые всасывающие отверстия 16а будет последовательно активироваться и затем деактивироваться.
Вакуумное кольцо 27 содержит второе углубление 33, которое в этом варианте выполнения соединено с первым углублением 32, так что второй углубление 33 является увеличенной областью первого углубления 32. Однако, как станет понятно из приведенного ниже описания, второе углубление 33 может быть выполнено отдельно от первого углубления 32. В любом случае ко второму углублению 33 прикладывается давление всасывания с помощью отверстия 36 подачи давления всасывания первого углубления или дополнительного отверстия подачи давления всасывания.
Второе углубление 33 продолжается частично вокруг вакуумного кольца 27 в окружном направлении на диаметре окружности центров отверстий, эквивалентном вторым всасывающим каналам 31b в вакуумном барабане 10 для ободковой бумаги. Следовательно, ко вторым всасывающим каналам 31b, которые выровнены со вторым углублением 33, будет подаваться давление всасывания. При вращении вакуумного барабана 10 для ободковой бумаги вторые всасывающие каналы 31b будут выравниваться и смещаться от выровненного состояния со вторым углублением 33, и всасывание через вторые всасывающие отверстия 16b будет последовательно активироваться и затем деактивироваться.
Первое углубление 32 и второе углубление 33 образованы на разных диаметрах окружностей центров отверстий и продолжаются частично вокруг вакуумной секции 17 в окружном направлении. Следовательно, вакуумный барабан 10 для ободковой бумаги содержит три области вращения:
1. первую область 37, где первые всасывающие каналы 31а не выровнены с первым углублением 32, и вторые всасывающие каналы 31b не выровнены со вторым углублением 33, поэтому ни к первым, ни ко вторым всасывающим отверстиям 16а, 16b не прикладывается никакого давления всасывания;
2. вторую область 38, где первые и вторые всасывающие каналы 31а, 31b выравниваются с первым и вторым углублениями, соответственно, так что давление всасывания прикладывается как к первым, так и ко вторым всасывающим отверстиям 16а, 16b; и
3. третью область 39, где первые всасывающие каналы 31а выравниваются с первым углублением 32, так что давление всасывания прикладывается к первым всасывающим отверстиям 16а, и вторые всасывающие каналы 31b не выравниваются со вторым углублением 33, так что ко вторым всасывающим отверстиям 16b не прикладывается никакого давления всасывания.
Предусматривается, что первые и вторые всасывающие отверстия 16а, 16b чередуются вокруг периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги, поэтому в положении, где одно из первых всасывающих отверстий 16а расположено внутри первой области 37, другое из первых всасывающих отверстий 16а может быть в то же самое время расположено внутри второй области 38 или третьей области 39.
Согласно вышеприведенному описанию при вращении вакуумного барабана 10 для ободковой бумаги первые и вторые всасывающие каналы 31а, 31b выравниваются и смещаются от выровненного состояния с первым и вторым углублениями 32, 33, соответственно, и давление всасывания приводится в действие или деактивируется применительно к первым и вторым всасывающим отверстиям.
Вакуумное кольцо 27 также содержит третье углубление 40, содержащее отверстие 41 подачи сжатого воздуха, которое соединяет третье углубление 40 с источником давления, например резервуаром со сжатым воздухом и/или насосом. Третье углубление 40 лежит на том же самом диаметре окружности центров отверстий, как и первое углубление 32, так что при вращении первых всасывающих каналов 31а в области третьего углубления 40 через первые всасывающие каналы 31а и первые всасывающие отверстия 16а проходит образующийся газовый поток, который выталкивает полосы 8 ободковой бумаги от периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги. Газообразный поток, обеспечиваемый третьим углублением 40, может использоваться для способствования переносу полос 8 ободковой бумаги с вакуумного барабана 10 для ободковой бумаги на барабан для приклеивания ободков (поз. 7, см. фиг. 1).
На фиг. 8 показан схематичный вид вакуумного барабана 10 для ободковой бумаги и вакуумное кольцо 27, так что могут быть определены относительные положения первого углубления 32, второго углубления 33, третьего углубления 40 и первых и вторых всасывающих каналов 31а, 31b. Согласно описанию всасывающие каналы 31а, 31b выравниваются с всасывающими отверстиями (поз. 16а, 16b, см, фиг. 5 и 7), которым они соответствуют, так что можно считать, что всасывающие отверстия выравниваются с всасывающими каналами 31а, 31b, показанными на фиг. 8.
Первые всасывающие каналы 31а расположены на торцевой поверхности 28 вакуумного барабана 10 для ободковой бумаги на первом диаметре окружности центров отверстий, и вторые всасывающие каналы 31b расположены между группами 29 первых всасывающих каналов 31а и на другом, в данном случае большем, диаметре окружности центров отверстий по сравнению первыми всасывающими каналами 31а. Следовательно, первые всасывающие каналы 31а будут выравниваться и смещаться от выровненного состояния с первым углублением 32, когда вакуумный барабан 10 для ободковой бумаги вращается относительно вакуумного кольца 27. Между тем вторые всасывающие каналы 31b будут выравниваться и смещаться от выровненного состояния со вторым углублением 33, когда вакуумный барабан 10 для ободковой бумаги вращается относительно вакуумного кольца 27. Кроме того, первые всасывающие каналы 31а будут выравниваться и смещаться от выровненного состояния с третьим углублением, когда вакуумный барабан 10 для ободковой бумаги вращается относительно вакуумного кольца 27.
На фиг. 8 также показано полотно 13 ободковой бумаги и направление его перемещения, обозначенное стрелкой 17, положение 15 резки и нарезанные полосы 8, которые расположены на вакуумном барабане 10 для ободковой бумаги. Как показано, два из вторых всасывающих каналов 31b, обозначенные ссылочным номером 35, и, следовательно, соответствующие вторые всасывающие отверстия выравниваются с передним краевым участком 21 полотна 13 ободковой бумаги после выполнения реки. Затем, когда вакуумный барабан 10 для ободковой бумаги вращается быстрее, чем полотно 13 подается на вакуумный барабан 10 для ободковой бумаги, эти вторые всасывающие каналы 35 будут настигать передний край 19 полотна 13. В результате эти вторые всасывающие каналы 35 и соответствующие вторые всасывающие отверстия будет расположены в пространстве 18 между двумя отрезанными полосами 8. В качестве примера это состояние показано на фиг. 8 по отношению к следующей паре вторых всасывающих каналов 31b на вакуумном барабане 10 для ободковой бумаги, обозначенной ссылочным номером 42.
Второе углубление 33 выполнено с возможностью активации вторых всасывающих каналов 31b и вторых всасывающих отверстий в момент между выполнением последовательных операций резки.
Второе углубление 33 выполнено таким образом, что всасывание во вторых всасывающих каналах 31b и вторых всасывающих отверстиях деактивируется, когда или непосредственно перед тем как передняя кромка 19 полотна 13 настигается этими вторыми всасывающими отверстиями 31b, т.е. перед тем как вторые всасывающие отверстия становятся открытыми.
С этой целью второе углубление 33 продолжается частично вокруг вакуумного кольца 27 от первого конца 43, который расположен перед (т.е. выше по технологическому потоку) положением 15 резки, до второго конца 44, который расположен после (т.е. ниже по потоку) положения 15 резки, так что передний краевой участок 21 полотна 13 ободковой бумаги всегда закрывает любые вторые всасывающие отверстия (поз. 16b, см. фиг. 7) в этом расположении. Следовательно, давление всасывания, прикладываемое ко вторым всасывающим каналам 31b и вторым всасывающим отверстиям (поз. 16b, см. фиг. 7), деактивируется до того, как эти вторые всасывающие отверстия (поз. 16b, см. фиг. 7) проходят или настигают передний край 19 полотна 13 ободковой бумаги и становятся открытыми. Деактивация всасывания вторых всасывающих отверстий (поз. 16b, см. фиг. 7) в соответствующий момент перед тем, как они становятся открытыми, препятствует непроизводительному всасыванию, которое может быть причиной недостаточного давления всасывания в других всасывающих отверстиях, увеличенного расхода энергии и повышенного шума.
На фиг. 8 показана первая область 37, вторая область 38 и третья область 39 вращения вакуумного барабана 10 для ободковой бумаги, как описано со ссылкой на фиг. 6.
Как описано со ссылкой на фиг. 3-8, вторые всасывающие отверстия 16b действуют таким образом, что они притягивают передний краевой участок 21 полотна 13 ободковой бумаги к периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги в момент между выполнением последовательных операций резки. Это происходит во второй области 38 вращения вакуумного барабана 10 для ободковой бумаги. Однако, когда вакуумный барабан 10 для ободковой бумаги вращается быстрее, чем перемещается полотно 13, вторые всасывающие отверстия 16b будут проходить мимо переднего края 19 полотна 13, т.е. будет настигать его. В этом случае вторые всасывающие каналы 31b достигают второго конца 44 второго углубления 33 и движутся в третью область 39 вращения вакуумного барабана 10 для ободковой бумаги, где деактивируется давление всасывания, прикладываемое ко вторым всасывающим каналам 31b и вторым всасывающим отверстиям 16b.
Как показано на фиг. 8, как только полоса 8 ободковой бумаги входит в третью область 39 вращения вакуумного барабана 10 для ободковой бумаги, она удерживается на периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги первыми всасывающими отверстиями (поз. 16а, см. фиг. 7), к которым прикладывается давление всасывания с помощью первых всасывающих каналов 31а и первого углубления 32. Затем, когда эти первые всасывающие каналы 31а проходят конец первого углубления 32, всасывание деактивируется, и полоса 8 ободковой бумаги больше не удерживается на вакуумном барабане 10 для ободковой бумаги и переносится на барабан для приклеивания ободков (поз. 7, см. фиг. 1).
Кроме того, вскоре после прохождения конца первого углубления 32 эти первые всасывающие каналы 31а выравниваются с третьим углублением 40, которое обеспечивает прохождение газообразного потока через первые всасывающие каналы 31а и первые всасывающие отверстия (поз. 16а, см. фиг. 7) для выталкивания полосы 8 ободковой бумаги от вакуумного барабана 10 для ободковой бумаги и на барабан для приклеивания ободков (поз. 7, см. фиг. 1).
Следовательно, полосы 8 ободковой бумаги быстро и точно переносятся с вакуумного барабана 10 для ободковой бумаги на барабан для приклеивания ободков (поз. 7, см. фиг. 1).
На фиг. 9 показан вариант выполнения вакуумного барабана 10 для ободковой бумаги, который выполняет поперечную резку полотна 13 ободковой бумаги в отличие от варианта выполнения посредством вышеописанной резки раздавливанием.
Как показано, вакуумный барабан 10 для ободковой бумаги имеет группу сегментов 45, которые образуют периферийную поверхность 14 вакуумного барабана 10 для ободковой бумаги, у которой расположено полотно 13 ободковой бумаги. Между соседними сегментами 45, которые содержат режущие края 47, образованы пространства 46.
Сегменты 45 содержат первые сегменты 45а и вторые сегменты 45b, которые поочередно расположены вокруг вакуумного барабана 10 для ободковой бумаги.
В этом варианте выполнения режущий узел 12 (см. фиг. 1) содержит ножи, которые взаимодействуют с режущими краями 47 первых сегментов 45а при вращении вакуумного барабана 10 для ободковой бумаги. Ножи режущего узла 12 (см. фиг. 1) скользят по режущим краям 47 первых сегментов 45а в пространствах 46, так что ножи и режущие края 47 перекрываются для выполнения поперечной резки полотна 13 ободковой бумаги.
На фиг. 9, показано полотно 13 ободковой бумаги, которое принимается на периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги, и одна отрезанная полоса 8 ободковой бумаги. Полоса 8 ободковой бумаги, показанная на фиг. 9, отрезана от полотна 13 по линии 15 резки, так что передняя кромка 19 полотна 13 ободковой бумаги образуется на линии 15 резки.
Таким же образом, как объясняется со ссылкой на варианты выполнения на фиг. 3 -8, вакуумный барабан 10 для ободковой бумаги вращается со скоростью, которая превышает скорость, с которой полотно 13 ободковой бумаги подается на вакуумный барабан 10 для ободковой бумаги, так что между отрезаемыми друг за другом полосами 8 образуется пространство.
Точнее говоря, линейная скорость периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги больше линейной скорости полотна 13. Таким образом, когда каждая полоса 8 отрезается режущим узлом (поз. 12, см. фиг. 1), вакуумный барабан 10 для ободковой бумаги перемещает эту полосу 8 от переднего края 19 полотна 13. Периферийная поверхность 14 вакуумного барабана 10 для ободковой бумаги скользит относительно полотна 13, и режущий узел (поз. 12, см. фиг, 1) расположен с возможностью резки каждой полосы 8 в соответствующий момент, так чтобы отрезанные полосы 8 оставались на вакуумном барабане 10 для ободковой бумаги на некотором расстоянии друг от друга.
Как объясняется выше, сегменты 45 содержат первые сегменты 45а и вторые сегменты 45b, которые поочередно расположены вокруг вакуумного барабана 10 для ободковой бумаги, так что между каждыми соседними сегментами 45а, 45b образуются пространства 46. Таким образом, задний край каждого из первых сегментов 45а образует режущий край 47, у которого полотно 13 ободковой бумаги подвергается поперечной резке с помощью режущего узла 12 (см. фиг. 1).
Как показано, когда режется первая полоса 8, передний край 19 полотна 13 ободковой бумаги выравнивается с режущим краем 47 первого сегмента 45а и полотно 13 ободковой бумаги перекрывает расположенный выше по потоку второй сегмент 45b. Однако, поскольку периферийная поверхность 14 вакуумного барабана 10 для ободковой бумаги движется быстрее, чем полотно 13 ободковой бумаги, при резке следующей полосы 8 передний край 19 полотна 13 ободковой бумаги будет расположен частично на втором сегменте 45b, как показано на чертеже, за счет расположения переднего края 48 отрезанной полосы 8.
Следовательно, каждая отрезанная полоса 8 ободковой бумаги продолжается по первому сегменту 45а, по пространству 46 между соседними первым и вторым сегментами 45а, 45b и частично по соседнему второму сегменту 45b.
Как показано на фиг. 9, первые сегменты 45а содержат первые всасывающие отверстия 16а, которые действуют аналогичным образом с первыми всасывающими отверстиями 16а, описанными со ссылкой на фиг. 3-8, при этом первые всасывающие отверстия 16а предназначены для удерживания отрезанных полос 8 ободковой бумаги у периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги и их транспортирования в то место, где они переносятся на барабан для приклеивания ободков (поз. 7, см. фиг. 1).
Вторые сегменты 45b содержат первые всасывающие отверстия 16а и вторые всасывающие отверстия 16b. Вторые всасывающие отверстия 16b предназначены для притягивания переднего краевого участка 21 полотна 13 ободковой бумаги к периферийной поверхности 14 вакуумного барабана 10 для ободковой бумаги в момент между выполнением последовательных операций резки.
Как показано на фиг. 9, по меньшей мере, часть всасывающих отверстий 16а, 16b в каждом сегменте 45а, 45b может быть соединена как с первыми всасывающими каналами 31а, так и со вторыми всасывающими каналами 31b.
Первые и вторые всасывающие каналы 31а, 31b продолжаются к торцевой поверхности 28 вакуумного барабана 10 для ободковой бумаги, и вакуумное кольцо, схожее с вакуумным кольцом 27, описанным со ссылкой на фиг. 6, выполнено с возможностью подачи давления всасывания к первым и вторым всасывающим каналам 31а, 31b при вращении вакуумного барабана 10 для ободковой бумаги.
В этом примере первые всасывающие каналы 31а расположены вокруг большего диаметра окружности центров отверстий на торцевой поверхности 28 вакуумного барабана 10 для ободковой бумаги по сравнению со вторыми всасывающими каналами 31b. Следовательно, предусматривается, что вакуумное кольцо 27, показанное на фиг. 6, адаптировано надлежащим образом.
Как описано выше, вакуумное кольцо 27 (см. фиг. 6) обуславливает, когда давление всасывания прикладывается к первым всасывающим каналам 31а и вторым всасывающим каналам 31b при вращении вакуумного барабана 10 для ободковой бумаги. Вакуумное кольцо 27 (см. фиг. 6) выполнено с возможностью подачи давления всасывания ко вторым всасывающим каналам 31b в момент между выполнением последовательных операций резки.
Вакуумное кольцо 27 (см. фиг. 6) также выполнено с возможностью деактивации давления всасывания, прикладываемого ко вторым всасывающим каналам 31b, когда соответствующие вторые всасывающие отверстия 16b движутся мимо переднего края 19 полотна 13 ободковой бумаги.
В этом варианте выполнения, по меньшей мере, часть всасывающих каналов 31а, 31b может быть избирательно закрыта, так что всасывающие отверстия каждого сегмента 45а, 45b могут быть сконфигурированы в виде первых всасывающих отверстий 16а или вторых всасывающих отверстий 16b. Это означает, что первые и вторые сегменты 45а, 45b являются взаимозаменяемыми, и режущий узел 12 (см. фиг. 1), выполняющий резку в поперечном направлении, может взаимодействовать с режущими краями 47 первых сегментов 45а или режущими краями 47 вторых сегментов 45b, в зависимости от выбранной конфигурации.
Следовательно, когда режущие края 47 первых сегментов 45а изнашиваются, вакуумный барабан 10 для ободковой бумаги может быть переконфигурирован на резку полотна 13 ободковой бумаги с использованием вторых сегментов 45b. Это увеличивает операционное время между необходимостью замены или ремонта сегментов 45а, 45b вакуумного барабана 10 для ободковой бумаги.
В первой конфигурации всасывания, когда режущие края 47 первых сегментов 45а используются для резки полотна 13 ободковой бумаги, вторые всасывающие каналы 31b, связанные с первыми сегментами 45а, закрыты, и, по меньшей мере, некоторые из первых всасывающих каналов 31а, связанных со вторыми сегментами 45b, закрыты. Точнее говоря, как показано на фиг. 9, первые всасывающие каналы 49 и вторые всасывающие каналы 50 закрыты.
Следовательно, в этой конфигурации всасывающие отверстия 16 первых сегментов 45а сконфигурированы с возможностью действовать в качестве первых всасывающих отверстий 16а, и вторые сегменты 45b сконфигурированы таким образом, что они имеют несколько всасывающих отверстий 16, которые действуют в качестве первых всасывающих отверстий 16а, и несколько всасывающих отверстий 16, которые действуют в качестве вторых всасывающих отверстий 16b. Таким образом, давление всасывания прикладывается к переднему краевому участку 21 полотна 13 ободковой бумаги через вторые всасывающие отверстия 16b во вторых сегментах 45b в момент между выполнением последовательных операций резки.
Во второй конфигурации всасывания, когда режущие края 47 вторых сегментов 45b используются для резки полотна 13 ободковой бумаги, по меньшей мере, некоторые из первых всасывающих каналов 31а, связанные с первыми сегментами 45а, закрыты, и вторые всасывающие каналы 31b, связанные со вторыми сегментами 45b, закрыты.
Следовательно, в этой конфигурации всасывающие отверстия 16 вторых сегментов 45b сконфигурированы с возможностью действовать в качестве первых всасывающих отверстий 16а, и первые сегменты 45а сконфигурированы таким образом, что они имеют несколько всасывающих отверстий 16, которые действуют в качестве первых всасывающих отверстий 16а, и несколько всасывающих отверстий 16, которые действуют в качестве вторых всасывающих отверстий 16b. Таким образом, давление всасывания прикладывается к переднему краевому участку 21 полотна 13 ободковой бумаги через вторые всасывающие отверстия 16b в первых сегментах 45b в момент между выполнением последовательных операций резки.
Для изменения первой конфигурации всасывания (см. фиг. 9) вакуумного барабана 10 для ободковой бумаги на вторую конфигурацию всасывания каналы 31а, 31b избирательно открываются/закрываются согласно требуемой конфигурации. Вакуумный барабан 10 для ободковой бумаги в этом случае может вращаться в соответствии с эквивалентом одного сегмента 45 относительно режущего узла 12, так что ножи теперь взаимодействуют с режущими краями 47 вторых сегментов 45b.
Соответствующие всасывающие каналы 31а, 31b могут избирательно закрываться с помощью блокировочного элемента, например, установочного винта, болта, заглушки, кожуха, крышки или вставки.
В альтернативном варианте выполнения, который не показан на чертежах, компонент управления всасыванием может содержать барабан управления всасыванием, который неподвижно расположен внутри цилиндрического отверстия в вакуумном барабане для ободковой бумаги. Барабан управления всасыванием может содержать группу первых и вторых углублений на окружной поверхности, и при вращении вакуумного барабана для ободковой бумаги относительно барабана управления всасыванием первые и вторые всасывающие отверстия будут выравниваться и смещаться от выровненного состояния с первыми и вторыми углублениями в барабане управления всасыванием. В этом случае первые и вторые всасывающие отверстия и, таким образом, соответствующие первые и вторые углубления в барабане управления всасыванием должны быть смещены друг от друга в осевом направлении. Кроме того, барабан управления всасыванием может содержать третье углубление, снабжаемое газообразным потоком, например сжатым воздухом, и первые всасывающие отверстия могут выравниваться и смещаться от выровненного состояния с третьим углублением при вращении вакуумного барабана для ободковой бумаги.
Также следует принять во внимание, что в других вариантах выполнения всасывающие отверстия могут быть расположены иначе. Например, могут быть предусмотрены только первые всасывающие отверстия, которые выравниваются с краевыми участками полос ободковой бумаги. В других примерах один, два, три или больше рядов вторых всасывающих отверстий могут быть расположены между каждой группой первых всасывающих отверстий в зависимости от размера полос ободковой бумаги и необходимого пространства между каждой парой полос.
Следует принять во внимание, что давление всасывания, прикладываемое к первым и вторым углублениям компонента управления всасыванием (вакуумного кольца или управляющего барабана), может обеспечиваться с помощью вакуумного насоса, резервуара низкого давления или каких-либо других средств для создания давления ниже окружающего давления. Кроме того, газообразный поток, подаваемый к третьему углублению компонента управления всасыванием, может обеспечиваться с помощью пневматического насоса, резервуара или другого источника газообразного потока.
Вторые всасывающие отверстия выполнены с возможностью управления передним краевым участком полотна ободковой бумаги непосредственно после резки полотна. В частности, передний краевой участок полотна удерживается у вакуумного барабана. Такое удерживание переднего краевого участка способствует предотвращению ослабления переднего краевого участка в момент между выполнением последовательных операций резки, что в ином случае может иметь место и ведет к изготовлению дефектных курительных изделий, особенно в случае, когда требуются полосы ободковой бумаги большей длины, чем обычно.
Преимущественно, вторые всасывающие отверстия могут деактивироваться перед их открыванием, что препятствует непроизводительному всасыванию, которое может быть причиной увеличенного расхода энергии, недостаточного давления всасывания в других всасывающих отверстиях и повышенного шума.
Полосы 8 ободковой бумаги, отрезаемые на вакуумном барабане 10 для ободковой бумаги, могут иметь длину, достаточную для обертывания полосы 8 ободковой бумаги, по меньшей мере, дважды вокруг фильтрующего и табачных стержней 5, 6 при образовании курительных изделий.
Если длина полос 8 ободковой бумаги увеличивается, длина переднего краевого участка 21 полотна 13 ободковой бумаги также увеличивается Следовательно, еще большим преимуществом является обеспечение наличия всасывающих отверстий 16b для управления передним краевым участком 21 полотна 13 ободковой бумаги в момент между выполнением последовательных операций резки.
В данном контексте термин «курительное изделие» включает в себя изделия, образующие дым, такие как сигареты, сигары и тонкие сигарки, на основе табака, производных табака, экспандированного табака, восстановленного табака или заменителей табака, а также изделия с нагревом табака без горения. Курительное изделие может быть снабжено фильтром для фильтрации дыма, вдыхаемого курильщиком.
В данном контексте термин «ободковая бумага» включает в себя любой материал, пригодный для крепления фильтра к стержню из материала, образующего дым, и, следовательно, включает в себя бумагу, металлическую фольгу или другой листовой материал любого пригодного типа.
Для решения различных проблем и повышения существующего уровня техники в настоящем описании в пояснительных целях представлены различные варианты выполнения, посредством которых заявленное изобретение (изобретения) может быть осуществлено на практике, и предлагается высококачественное устройство, содержащее вакуумный барабан для ободковой бумаги. Преимущества и отличительные признаки изобретения являются только репрезентативным образцом вариантов выполнения и не являются исчерпывающими и/или исключительными. Они представлены только для способствования пониманию и изучению заявленных отличительных признаков. Следует принять во внимание, что преимущества, варианты выполнения, примеры, функции, отличительные признаки, структуры и/или другие аспекты изобретения не должны рассматриваться как ограничения изобретения, определяемого формулой изобретения, или ограничения эквивалентов формулы изобретения, и что могут использоваться другие варианты выполнения, и могут быть выполнены модификации без отклонения от объема и/или сущности изобретения. Различные варианты выполнения могут соответственно содержать, состоять или, по существу, состоять из различных комбинаций описанных элементов, компонентов, отличительных признаков, частей, этапов, средств и т.д. Кроме того, изобретение включает в себя другие изобретения, которые не заявлены в настоящее время, но могут быть заявлены в дальнейшем.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ОБКАТОЧНОГО БАРАБАНА ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ ИЗГОТОВЛЕНИИ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2649261C1 |
| ФИЛЬТРУЮЩИЙ БЛОК ДЛЯ ИЗДЕЛИЯ ДЛЯ КУРЕНИЯ | 2018 |
|
RU2746453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2018 |
|
RU2772166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2018 |
|
RU2772196C1 |
| ПОЛОТНО ОБОДКОВОЙ БУМАГИ | 2015 |
|
RU2672941C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ РАЗЛИЧНЫХ ТИПОВ | 2015 |
|
RU2675139C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2013 |
|
RU2643606C2 |
| КОРОБКА С КУРИТЕЛЬНЫМИ ИЗДЕЛИЯМИ | 2018 |
|
RU2695973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАГРЕВАЕМОГО СИГАРЕТНОГО ИЗДЕЛИЯ | 2019 |
|
RU2775317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАГРЕВАЕМОГО КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2018 |
|
RU2761947C1 |




Изобретение относится к устройству, содержащему вакуумный барабан для ободковой бумаги для сборки курительных изделий, таких как сигареты. Устройство содержит вакуумный барабан для ободковой бумаги и режущий узел, при этом вакуумный барабан для ободковой бумаги выполнен с возможностью размещения полотна ободковой бумаги, режущий узел выполнен с возможностью резки полотна ободковой бумаги на вакуумном барабане для образования следующих друг за другом полос ободковой бумаги для обертывания курительных изделий, и вакуумный барабан выполнен с возможностью вращения со скоростью, превышающей скорость, с которой полотно ободковой бумаги подается на вакуумный барабан, так что между отрезанными полосами ободковой бумаги образуются пространства, периферийная поверхность вакуумного барабана содержит всасывающие отверстия, предназначенные для притягивания переднего участка полотна ободковой бумаги к периферийной поверхности вакуумного барабана в момент между выполнением последовательных операций резки, при этом устройство содержит компонент управления всасыванием, выполненный с возможностью деактивации всасывания через вышеуказанные всасывающие отверстия, когда они проходят мимо переднего края полотна ободковой бумаги. Техническим результатом изобретения является усовершенствование устройства, содержащего вакуумный барабан для ободковой бумаги. 4 н. и 11 з.п. ф-лы, 9 ил.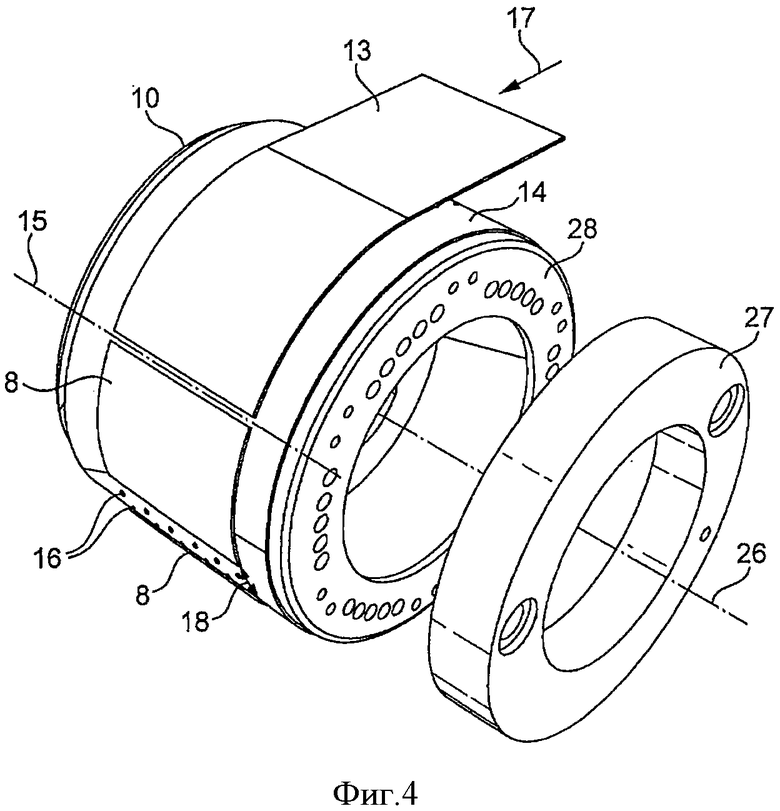
1. Устройство, содержащее вакуумный барабан для ободковой бумаги и режущий узел, при этом вакуумный барабан для ободковой бумаги выполнен с возможностью размещения полотна ободковой бумаги, режущий узел выполнен с возможностью резки полотна ободковой бумаги на вакуумном барабане для образования следующих друг за другом полос ободковой бумаги для обертывания курительных изделий, и вакуумный барабан выполнен с возможностью вращения со скоростью, превышающей скорость, с которой полотно ободковой бумаги подается на вакуумный барабан, так что между отрезанными полосами ободковой бумаги образуются пространства, периферийная поверхность вакуумного барабана содержит всасывающие отверстия, предназначенные для притягивания переднего участка полотна ободковой бумаги к периферийной поверхности вакуумного барабана в момент между выполнением последовательных операций резки,
при этом устройство содержит компонент управления всасыванием, выполненный с возможностью деактивации всасывания через вышеуказанные всасывающие отверстия, когда они проходят мимо переднего края полотна ободковой бумаги.
2. Устройство по п. 1, в котором всасывающие отверстия содержат первые всасывающие отверстия для удерживания отрезанных полос ободковой бумаги и вторые всасывающие отверстия для притягивания переднего участка полотна ободковой бумаги к периферийной поверхности вакуумного барабана в момент между выполнением последовательных операций резки.
3. Устройство по п. 2, в котором компонент управления всасыванием выполнен так, что, по меньшей мере, в определенное время вращения вакуумного барабана давление всасывания создается или на первых всасывающих отверстиях, или на вторых всасывающих отверстиях.
4. Устройство по п. 3, в котором каждое из первых и вторых всасывающих отверстий соединено с всасывающим каналом, который продолжается ко второй поверхности вакуумного барабана.
5. Устройство по п. 4, в котором каждый всасывающий канал соединен с рядом всасывающих отверстий, продолжающихся через периферийную поверхность вакуумного барабана.
6. Устройство по п. 4 или 5, в котором компонент управления всасыванием расположен у второй поверхности для создания давления всасывания к всасывающим каналам.
7. Устройство по п. 6, в котором вторая поверхность является торцевой поверхностью вакуумного барабана и компонент управления всасыванием расположен у торцевой поверхности вакуумного барабана с возможностью его вращения относительно компонента управления всасыванием.
8. Устройство по п. 7, в котором всасывающие каналы расположены на диаметре окружности центров отверстий на торцевой поверхности вакуумного барабана и компонент управления всасыванием содержит углубление, выровненное с всасывающими каналами.
9. Устройство по п. 8, в котором всасывающие каналы, которые соединены с первыми всасывающими отверстиями, расположены на диаметре окружности центров отверстий, который отличается от диаметра окружности центров отверстий всасывающих каналов, которые соединены со вторыми всасывающими отверстиями.
10. Устройство по любому из пп. 2-9, в котором вакуумный барабан содержит множество сегментов, которые образуют периферийную поверхность вакуумного барабана, при этом сегменты содержат режущие края, выполненные с возможностью взаимодействия с устройством для поперечной резки полотна на вакуумном барабане.
11. Устройство по п. 10, в котором каждый сегмент имеет конфигурацию всасывающих каналов, которые могут избирательно закрываться/открываться для варьирования управления всасыванием применительно к данному сегменту.
12. Устройство по п. 11, в котором, по меньшей мере, несколько всасывающих отверстий каждого сегмента соединены как с первыми всасывающими каналами, так и со вторыми всасывающими каналами, так что вышеуказанные всасывающие отверстия функционируют в качестве первых всасывающих каналов или вторых всасывающих каналов.
13. Модуль модульного устройства для сборки курительных изделий, содержащего устройство по любому предыдущему пункту.
14. Устройство для сборки курительных изделий, содержащее устройство по любому из пп. 1-12 или модуль по п. 13.
15. Способ сборки курительных изделий, содержащий:
подачу полотна ободковой бумаги на вакуумный барабан для ободковой бумаги;
резку вышеуказанного полотна для образования следующих друг за другом полос;
вращение вакуумного барабана со скоростью, превышающей скорость, с которой полотно ободковой бумаги подается на вакуумный барабан, так что между отрезанными полосами ободковой бумаги образуются пространства;
создание давления всасывания для притягивания переднего участка полотна ободковой бумаги к периферийной поверхности вакуумного барабана в момент между выполнением последовательных операций резки;
сборку курительного изделия с использованием полосы, отрезанной от полотна; и
деактивацию всасывающих отверстий, связанных с передним участком полотна ободковой бумаги, когда они становятся открытыми.
| US 3348552 A, 24.10.1967 | |||
| US 4334449 A, 15.06.1982 | |||
| WO 2012164067 A2, 06.12.2012. |

