Уровень техники изобретения
Настоящее изобретение относится к области способов изготовления деталей путем литья. Более конкретно изобретение относится к литейной форме для изготовления монокристаллической лопатки газотурбинного двигателя с использованием восковой выплавляемой модели.
В определенных случаях и, в частности, в авиационных газотурбинных двигателях необходимо иметь металлические детали или детали из сплава, которые имеют контролируемую монокристаллическую структуру. Например, находящиеся в соплах авиационных газотурбинных двигателей лопатки должны выдерживать большие термомеханические напряжения из-за высокой температуры и центробежных сил, которым они подвергаются. Управляемая монокристаллическая структура в металлических сплавах, применяемых для изготовления лопаток, позволяет ограничить влияние таких нагрузок.
Для изготовления таких деталей применяют метод литья по выплавляемым восковым моделям. Известно, что при таком способе восковую модель изначально изготавливают по форме требуемой детали, и вокруг нее формируют керамическую оболочка для создания литейной формы. Далее расплавленный металл отливают в литейную форму, и направленная кристаллизация металла позволяет после удаления литейной формы получать литую деталь или «отливку». Этот способ является предпочтительным для изготовления металлических деталей сложных форм и позволяет получать детали с монокристаллической структурой, например, с помощью затравочного кристалла или канала-селектора зерна.
Лопатки обычно имеют хвостовик, основание с выступами торцевого лабиринтного уплотнения, рабочую часть (перо лопатки), бандажную полку с выступами лабиринтного уплотнения радиального зазора и скребки. При изготовлении монокристаллических лопаток способом, описанным выше, возникают определенные проблемы, обусловленные сложной формой лопаток.
При направленной кристаллизации расплавленного металла в литейной форме, имеющей форму лопатки, участки полости литейной формы, образующие выступы внутренней и внешней платформ, кристаллизуются немного позднее, чем внешние участки полости, например, образующие перо. Эта задержка может привести к нежелательному возникновению раковин в конечном изделии.
Кроме того, в конце термической обработки, производящейся после направленной кристаллизации, обнаруживается, что в определенных областях лопатки могут иметь рекристаллизованные зерна, и в частности, на входной и выходной кромках вблизи внутренней и внешней платформ. Когда необходимо получить монокристаллическую лопатку, это нежелательно.
Наконец, полученные лопатки могут иметь значительные расхождения размеров с восковой моделью, иногда детали могут получаться деформированными или искривленными.
Таким образом, существует необходимость иметь литейную форму для изготовления лопатки газотурбинного двигателя и способ изготовления такой лопатки, которые уменьшали бы вероятность появления вышеупомянутых дефектов.
Задача и сущность изобретения
Таким образом, основной задачей настоящего изобретения является уменьшение таких недостатков путем предложения керамической литейной формы для использования при отливке лопатки газотурбинного двигателя из расплавленного металла, причем лопатки, имеющей хвостовик, основание с выступами лабиринтного уплотнения, рабочую часть, бандажную полку с выступами лабиринтного уплотнения. Литейная форма, содержит:
- полость, имеющую форму лопатки; и
- вспомогательный канал зернения, состоящий из первого отдела и второго отдела, продолжающего первый, причем первый отдел открывается с одного конца в первый участок полости, образующий хвостовик лопатки, а с другого конца - во второй участок полости, образующий выступ внутреннюю платформу лопатки, второй же указанный отдел открывается с одного конца во второй участок полости, а с другого конца - в третий участок полости, образующий выступ внешней платформы лопатки.
Наличие вспомогательного канала зернения в литейной форме согласно изобретению служит для минимизации описанных выше дефектов. Во-первых, вспомогательный канал зернения служит для обеспечения того, что внутренняя и внешняя платформы лопатки не кристаллизуются в последнюю очередь, тем самым уменьшая вероятность появления дефектов-раковин в этих отделах лопатки.
Затем вспомогательный канал зернения выполняет роль подпорки, удерживая лопатку и придавая ей жесткость до завершения способа изготовления. Таким образом, за счет такого удержания лопатки остаточные напряжения, которые могут оставаться в детали, уменьшаются, а также уменьшается возможность появления рекристаллизованных зерен после термообработки.
Авторы обнаружили, что лопатка, полученная с помощью литейной формы согласно изобретению, имеет размеры, которые ближе к желаемым размерам, по сравнению с лопаткой, изготовленной в литейной форме, не имеющей вспомогательного канала зернения. Автор также отметили, что полученная лопатка меньше искривляется при изготовлении в литейной форме согласно изобретению.
Вспомогательный канал зернения может быть расположен напротив передней или задней кромки лопатки.
Следующие характеристики, относящиеся к вспомогательному каналу зернения, служат для дальнейшего ограничения толщины керамической оболочки, что облегчает ее разрушение и тем самым уменьшает появление рекристаллизованных зерен:
- первый отдел вспомогательного канала зернения продолжается от стенки первого участка полости в направлении, которое образует угол, лежащий в диапазоне от 54 ° до 62 ° с указанной стенкой;
- второй отдел вспомогательного канала зернения продолжается от второго участка полости в направлении, образующем угол, лежащий в диапазоне от 110 до 115 ° с указанной второй частью; и
- второй отдел вспомогательного канала зернения продолжается от третьего участка полости в направлении, образующем угол, лежащий в диапазоне от 110 до 115 ° с указанным третьим участком.
В предложенном варианте выполнения, с целью ограничения толщины керамической оболочки и обеспечения возможности легче ее разбивать, а также, чтобы уменьшить вероятность появления рекристаллизованных зерен, второй отдел вспомогательного канала зернения может содержать по меньшей мере один участок, имеющий круглую секцию с диаметром D, причем указанный участок расположен на расстоянии L от полости, отношение R=L/D между расстоянием L и диаметром D лежит в диапазоне от 16,4 до 18,9 вдоль указанного участка.
Чтобы дополнительно уменьшить вероятность появления раковин на внутренней и внешней платформах, второй отдел вспомогательного канала зернения может включать в себя питатель на каждом его конце. Первый отдел может иметь питатель на одном конце.
Лопатка может являться лопаткой турбины для авиационного газотурбинного двигателя.
Чтобы облегчить распалубку лопатки, второй отдел вспомогательного канала зернения может иметь сужение, то есть локальное уменьшение его сечения, например, в середине указанного второго отдела. В частности, в этом сужении вспомогательный канал зернения может легче ломаться в процессе распалубки.
Изобретение также обеспечивает установку для изготовления лопатки, отлитой из расплавленного металла, причем установка содержит литейную форму, описанную выше, и средство получения монокристаллического зерна, связанное с литейной формой.
Средство для получения монокристаллического зерна может содержать монокристаллическую затравку или селектор зерна.
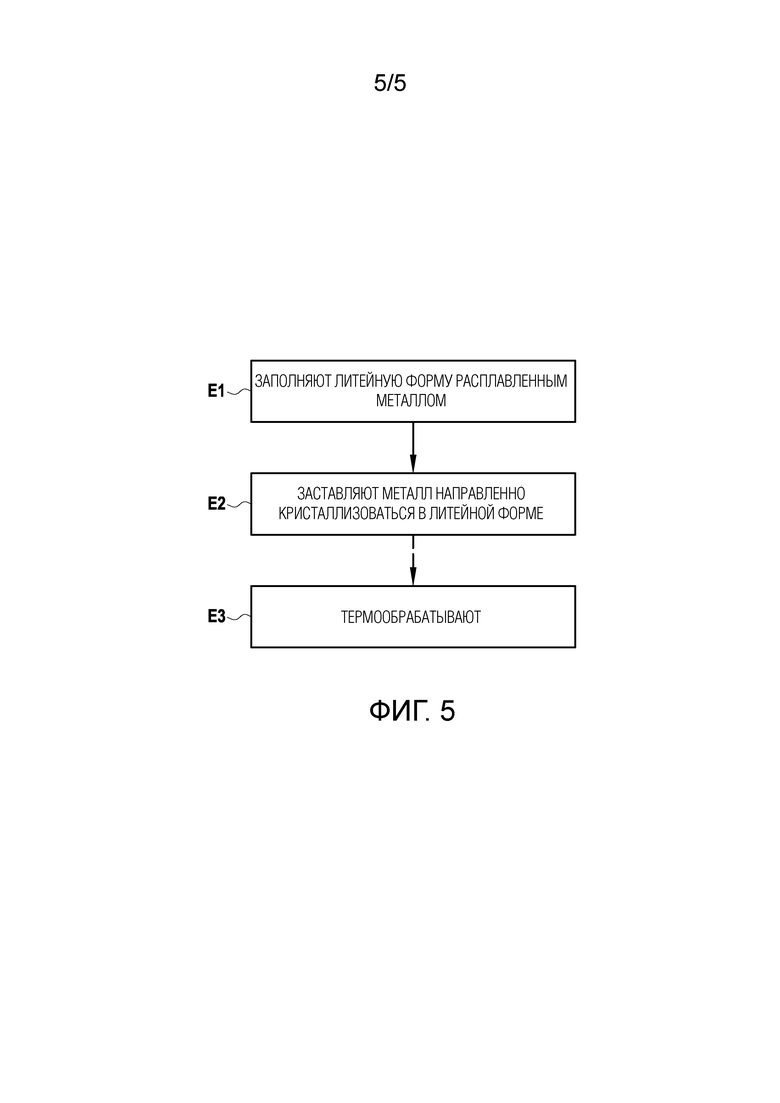
Наконец, изобретение обеспечивает способ изготовления монокристаллической лопатки газотурбинного двигателя, способ содержит следующие этапы:
- заполняют литейную форму установки, как описано выше, расплавленным металлом; и
- направленно кристаллизуют металл, находящийся в литейной форме, для получения отлитой лопатки.
Способ также может включать в себя этап, на котором применяют термическую обработку к полученной лопатке. Эта термическая обработка служит для ослабления остаточных напряжений внутри отлитой лопатки, которые могут быть обусловлены, в частности, отливкой и кристаллизацией металла, с тем, чтобы получить конечную деталь, имеющую стабильную микроструктуру и требуемые механические свойства.
Краткое описание чертежей
Другие характеристики и преимущества настоящего изобретения представлены в нижеследующем описании, сделанном со ссылкой на прилагаемые чертежи, на которых показаны варианты выполнения, не имеющие ограничительного характера. На Фигурах:
Фиг. 1 представляет собой вид в перспективе установки согласно изобретению;
Фиг. 2 представляет собой вид в сечении литейной формы в варианте выполнения изобретения;
фиг. 3 и 4 - виды в разрезе форм в различных вариантах осуществления изобретения; а также
Фиг. 5 представляют собой блок-схему основных этапов способа изготовления монокристаллической лопатки в процессе реализации изобретения.
Подробное описание изобретения
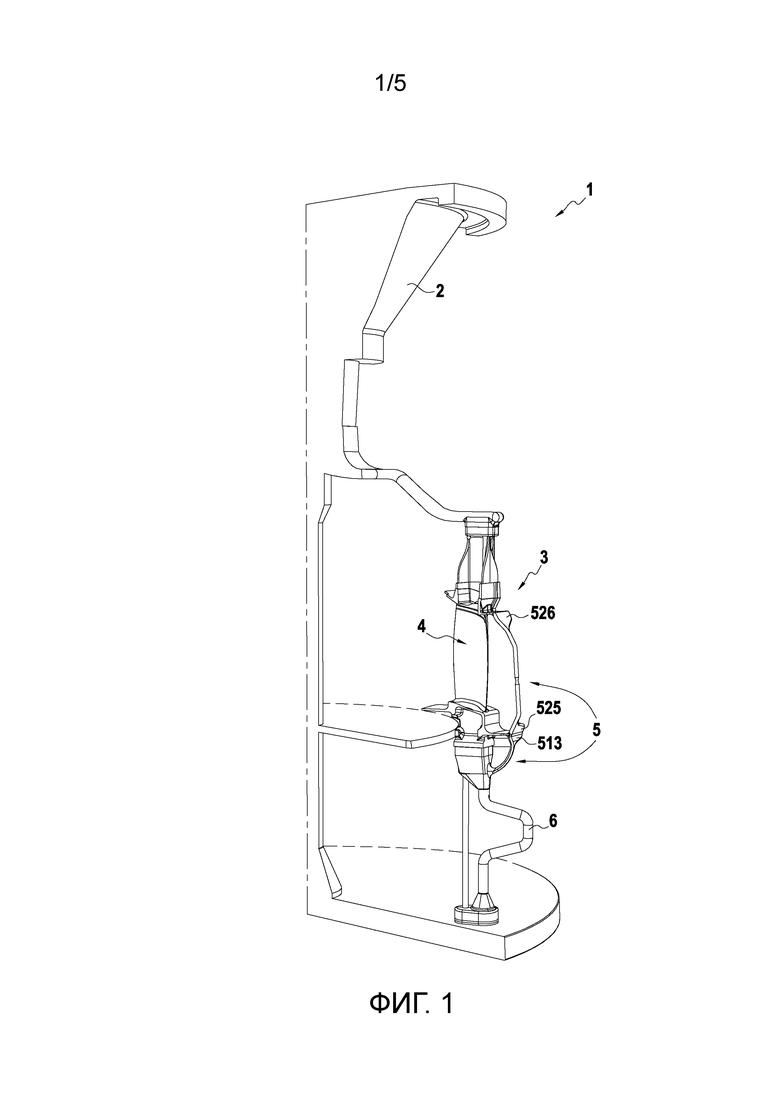
На фиг. 1 показана установка 1 согласно изобретению для изготовления монокристаллической лопатки турбины для авиационного газотурбинного двигателя путем литья. Установка 1 содержит втулку 2 для заливки расплавленного металла, причем втулка 2 выполнена с возможностью заполнения литейной формы 3 этим металлом, причем литейная форма в этом примере имеет полость 4 в форме лопатки турбины для авиационного газотурбинного двигателя. В соответствии с изобретением литейная форма 3 включает в себя вспомогательный канал 5 зернения. Литейная форма 4 расположена выше и соединена с селектором 6 зерен, который позволяет получать монокристаллическую лопатку после направленной кристаллизации металла, присутствующего в литейной форме 3. Следует заметить, что хотя установка, показанная на фиг. 1, предназначена для изготовления одной лопатки, естественно, можно предусмотреть установку для изготовления множества лопаток.
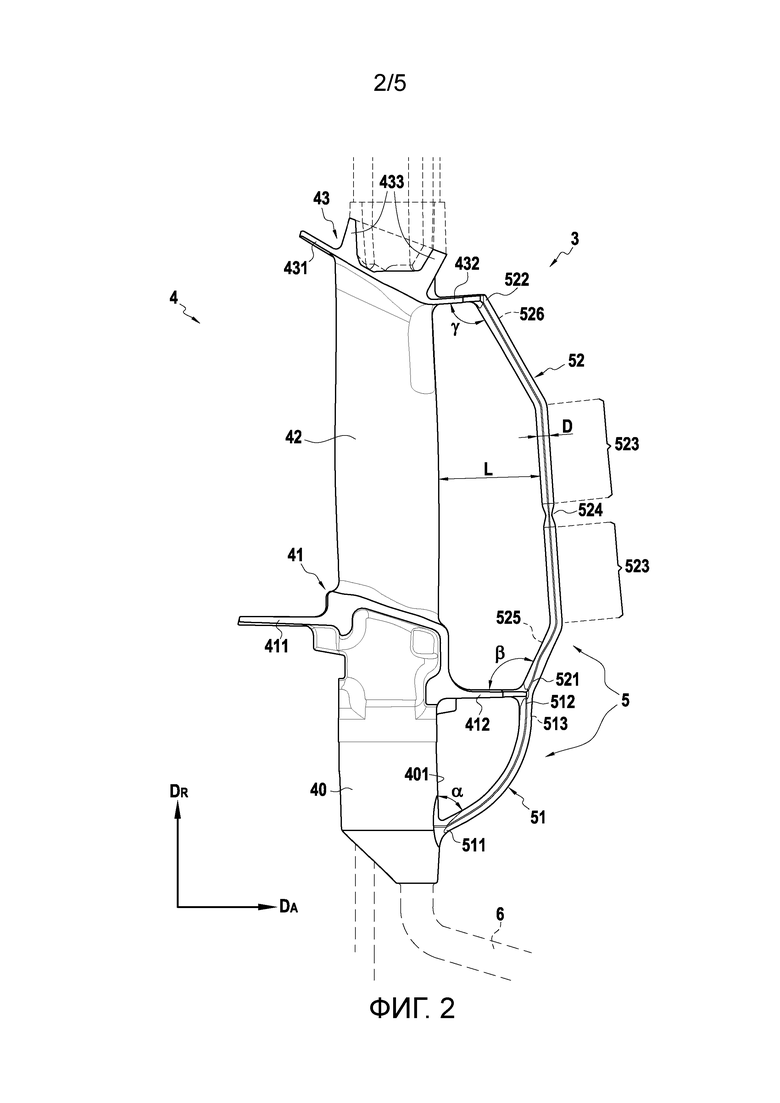
На фиг. 2 показан вид в сечении полости 4 литейной формы 3, к которой присоединен вспомогательный канал 5 зернения. Следует отметить, что на фиг. 1 и 2, чтобы сделать их более читаемыми, керамическая стенка установки 1 и литейной формы 3 не показана; другими словами, эти цифры показывают только внутренние части установки 1 или литейной формы 3, в которые может быть помещен расплавленный металл.
На протяжении описания термины «нижний» и «верхний» определяют относительно направления DR, причем стрелка направления DR указывает наружу. Термины "задний" и "передний" определяют относительно направления DA, причем стрелка направления DA направлена вперед. Другими словами, "передний" и "задний" определяют относительно направления газового потока вокруг лопатки, когда она установлена в газотурбинном двигателе.
Полость 4 имеет форму лопатки турбины для авиационного газотурбинного двигателя и содержит: участок 40, образующий хвостовик лопатки; участок 41, образующий внутреннюю платформу лопатки; участок 42, образующий перо лопатки; и участок 43, образующий внешнюю платформу лопатки. Участок 40, образующий хвостовик, соединен через его дно с селектором 6 зерен. Известным образом, лопатка продолжается продольно между хвостовиком и наконечником. В литой лопатке внутренняя платформа расположена рядом с нижним концом пера, между хвостовиком и пером, а внешняя платформа расположена на верхнем конце пера, то есть на кончике лопатки. Внутренняя платформа продолжается поперечно между передним концом, также называемым входным выступом, и задним концом, также называемым выходным выступом. Внешняя платформа продолжается поперечно между задним концом, также называемым выходным выступом, и передним концом, также называемым входным выступом. Внутренняя и внешняя платформы служат, в частности, для направления потока газа через турбину. Перо продолжается продольно между внутренней и внешней платформами и поперечно между передней кромкой и задней кромкой.
Участок 41 полости 4, образующий внутреннюю платформу, имеет подучасток 411, образующий передний выступ платформы и подучасток 412, образующий задний выступ платформы. Подучастки 411 и 412, образующие выступы по существу имеют плоскую форму и они продолжаются по существу вдоль направления DA.
Участок 43 полости 4, образующий внешнюю платформу, обеспечивают подучастком 431, образующим передний выступ платформы (или первый конец платформы), и подучастком 432, образующим задний выступ платформы (или второй конец платформы). Подучастки 431 и 432, образующие выступы, по существу, имеют плоскую форму. Подучасток 432, образующий переднюю кромку бандажной полки, продолжается вперед, по существу, вдоль направления DA, в то время как подучасток 431, образующий заднюю кромку, продолжается назад и полого спускается относительно направления DA. Участок 43 также имеет подучастки 433, которые продолжаются в общем в направлении DR, чтобы образовать скребки лопатки. Полость 4 заполняют из ее верхнего участка через участок 43, причем канал заполнения от втулки 2 установки 1 изображен на фиг. 2 пунктирными линиями.
В соответствии с изобретением литейная форма 3 имеет вспомогательный канал 5 зернения, имеющий первый отдел 51 и второй отдел 52, продолжающий первый отдел 51. Первый и второй отделы 51 и 52 канала 5 сообщаются друг с другом по текучей среде. Первый отдел 51 открывается на нижнем конце 511 в участок 40 полости 3, образующий хвостовик, и на верхнем конце 512 в подучасток 412, образующий передний выступ внутренней платформы. Второй отдел 52 открывается на нижнем конце 521 в подучасток 412, в этом примере в том же месте, что и первый отдел 51, и на верхнем конце 522 в подучасток 432, образующий передний выступ внешней платформы.
На своем нижнем конце 511 первый отдел 51 канала 5 продолжается от передней стенки 401 участка 40 полости 4. В показанном примере первый отдел 51 продолжается от передней стенки 401, образуя с ней угол α около 60°, этот угол α может находиться в диапазоне от 54° до 62°. Первый отдел 51 описывает кривую или изгиб между участком 40 и подучастком 412.
На своем верхнем конце 521 второй отдел 52 канала 5 продолжается от подучастка 412, образующего передний выступ внутренней платформы. В показанном примере второй отдел 52 продолжается от подучастка 412, образуя угол β с ним около 115°, этот угол β может находиться в диапазоне от 110° до 115°. На своем верхнем конце 522 второй отдел 52 продолжается от подучастка 432, образующего передний выступ внешней платформы. В показанном примере второй отдел 54 продолжается от подучастка 432, образуя с ни угол γ около 115°, этот угол γ также может находиться в диапазоне от 110° до 115°.
По меньшей мере часть второго отдела 52 может представлять круглую секцию с диаметром D. В показанном примере второй отдел 52 представляет собой участки 523, которые расположены на расстоянии L от формирующего перо лопатки участка 42 полости 3. В этом примере участки 523 являются по существу прямолинейными. Отношение R=L/D вдоль этих участков 523 может находиться в диапазоне от 16,4 до 18,9.
В показанном примере средняя часть второго отдела 52 представляет собой сужение 524, соответствующее локальному уменьшению диаметра второго отдела 52. Это сужение может служить впоследствии, чтобы облегчить разбивание второго отдела 52 канала 5 после направленной кристаллизации металла, чтобы уменьшить напряжения, возникающие в отлитой лопатке.
На своем верхнем конце 512 первый отдел 51 может иметь питатель 513, который можно увидеть на фиг. 1. На своих нижнем и верхнем концах 521 и 522 второй отдел 52 может иметь два соответствующих питателя 525 и 526 (фиг. 1). Питатели соответствуют расширениям отделов 51 и 52 канала 5 на уровне выступов 412 и 432. Как упомянуто выше, эти питатели 513, 525 и 526 могут служить для уменьшения появления раковин на выступах отлитой лопатки. В частности, питатели служат для улучшения подачи жидкого металла в участки полости 4, которые образуют выступы лопатки, тем самым изменяя изотермы охлаждения в этих частях и уменьшая образование раковин во время кристаллизации.
В показанном примере следует отметить, что канал 5 расположен на передней стороне полости 4 (то есть, в частности, он соединен с подучастками 412 и 432, которые образуют передние выступы), но, тем не менее, можно предусмотреть его расположение на задней стороне, при этом он будет связан, в частности, с подучастками 411, 431, которые образуют задние выступы.
Следует также отметить, что предпочтительные характеристики, относящиеся к углам α, β и γ, а также к соотношению R, показаны на одной литейной форме 3, но они могут не применяться одновременно.
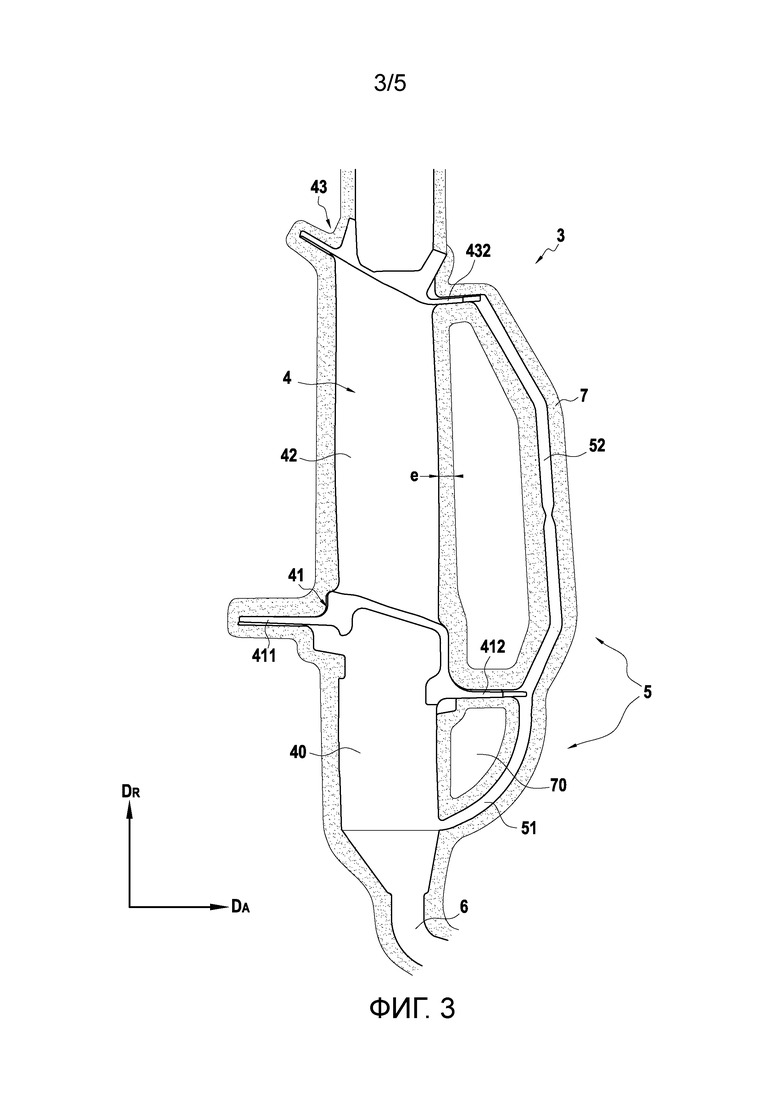
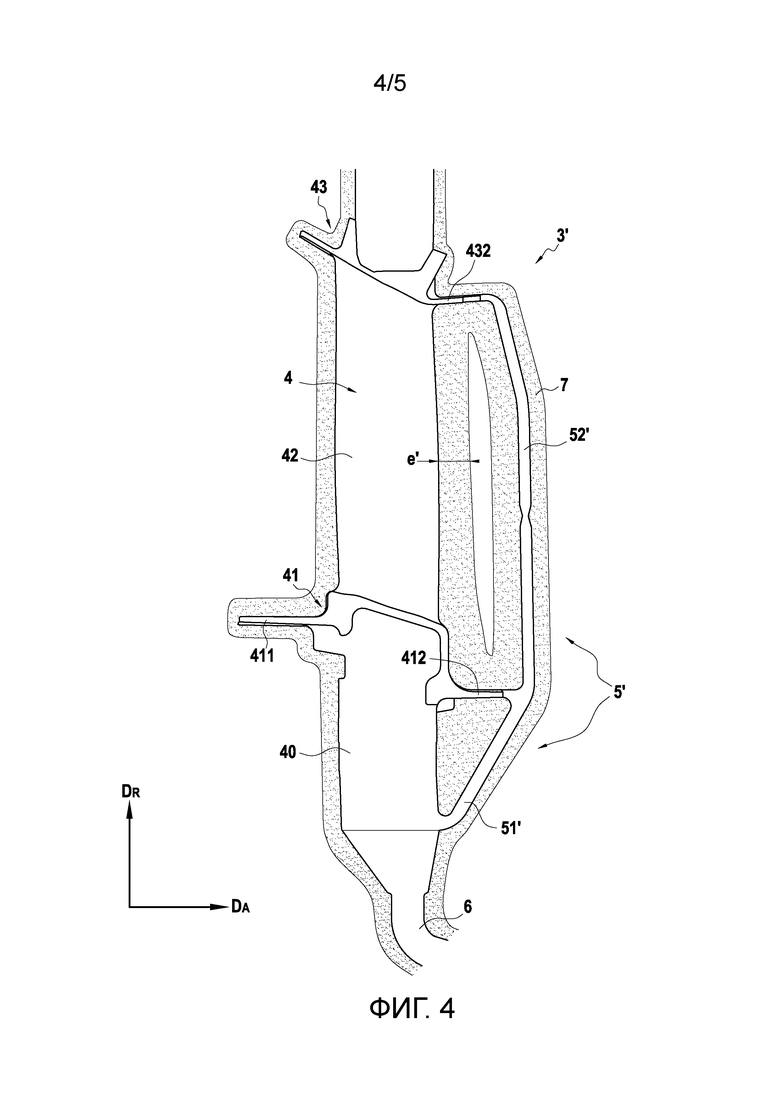
На фиг. 3 и 4 показана соответственно литейная форма 3, как описано выше, и литейная форма 3' в другом варианте выполнения изобретения. На этих фигурах литейные формы 3 и 3' показаны со своими керамическими оболочками 7. Керамические оболочки литейных форм 3 и 3' изготовлены с использованием одних и тех же технологий, так что и их можно сравнивать.
Вспомогательный канал 5' зернения литейной формы 3' содержит первый отдел 51', который является прямым и продолжается под углом строго меньше 54° относительно участка 40, причем в данном примере этот угол составляет около 45°. Канал 5' представляет второй отдел 52', который продолжает первый отдел 51' и который продолжается от подучастка 412, образующего передний выступ внутренней платформы под углом около 90°.
Можно видеть, что форма канала 5 литейной формы 3 (фиг. 3) позволяет получить керамическую оболочку 7, имеющую толщину e стенки участка 42, расположенного напротив канала 5, которая меньше толщины e', полученной в литейной форме 3' (фиг. 4). Такое различие в толщине становится возможным благодаря форме вышеописанного канала 5, которая оптимизирована по сравнению с формой канала 5 '. Кроме того можно видеть, что в литейной форме 3 форма первого канала 51 позволяет получить пустое пространство 70 между первым каналом 51 и участком 40; тогда как в литейной форме 3' форма первого канала 51' может привести к заполнению этого пространства керамикой, чтобы сформировать более толстую керамическую оболочку. Как объяснено выше, уменьшение толщины керамической оболочки позволяет дополнительно уменьшить напряжения, которые воздействуют на отлитую лопатку, и, таким образом, уменьшить потенциальную возможность появления рекристаллизованных зерен после термообработки.
Вышеописанная установка 1 может быть полностью выполнена из керамического материала, например, методом литья по выплавляемой восковой модели. Известно, что первоначально необходимо изготовить восковую модель установки 1. После этого восковую модель покрывают керамической оболочкой путем последовательного погружения в соответствующую суспензию (погружение/покрытие). Затем керамику обжигают, а воск удаляют, чтобы получить установку 1 из керамического материала.
На фигуре 5 показаны основные этапы способа изготовления литой детали из расплавленного металла с использованием установки 1, как описано выше. Первый этап E1 способа состоит в заполнении литейной формы 3, 3' установки 1 путем заливки расплавленного металла в установку. Для этой цели можно вливать металл непосредственно во втулку 2 установки 1, и металл может течь под действием силы тяжести, чтобы заполнить литейную форму 3, 3'.
Второй этап E2 состоит в осуществлении направленной кристаллизации металла, присутствующего в литейной форме, для получения отлитой лопатки. Направленная кристаллизация проводится в соответствующей печи, в которой размещают установку. Печь служит для регулирования роста кристаллических зерен, полученных с помощью селектора 6 зерен или затравочного кристалла, с целью получения монокристаллической лопатки. Оболочка может уже начать разрушаться окончанием направленной кристаллизации. Как только деталь закристаллизуется, ее можно выбить. После этого участки, соединенные с лопаткой, в частности, вспомогательный канал 5 или 5' зернения, могут быть обрезаны.
Наконец, можно выполнить последний этап E3, состоящий в термообработке, который служит, в частности, для рассеивания остаточных напряжений в отлитой детали. Для лопаток, изготовленных из суперсплава типа AM1, термическая обработка может, например, состоять в нагреве лопатки до температур, лежащих в диапазоне от 1270°C до 1330°C, в течение времени, лежащего в диапазоне от 18 часов (ч) до 23 ч. При использовании литейной формы 3, 3' по изобретению, было обнаружено, что после этого этапа происходит уменьшение появления рекристаллизованных зерен.
Во всем описании термин «лежащий в диапазоне... до...» следует понимать как включающий границы.
Изобретение относится к области литейного производства и может быть использовано при изготовлении лопаток газотурбинных двигателей. Лопатка содержит хвостовик, внутреннюю платформу, перо и внешнюю платформу. Литейная форма содержит полость (4), имеющую форму лопатки, и вспомогательный канал (5) зернения, содержащий первый отдел (51) и продолжающий его второй отдел (52). Один конец (511) первого отдела (51) сообщен с первым участком (40) полости литейной формы, образующим хвостовик лопатки, а другим концом (512) – со вторым участком (412) полости, образующим выступ внутренней платформы лопатки. Второй отдел (52) сообщается одним концом (521) со вторым участком (412) полости, а другим концом (522) с третьим участком (432) полости, образующим выступ внешней платформы лопатки. Обеспечивается снижение образования раковин и рекристаллизованных зерен в отливках, снижается деформирование отливок. 3 н. и 4 з.п. ф-лы, 5 ил.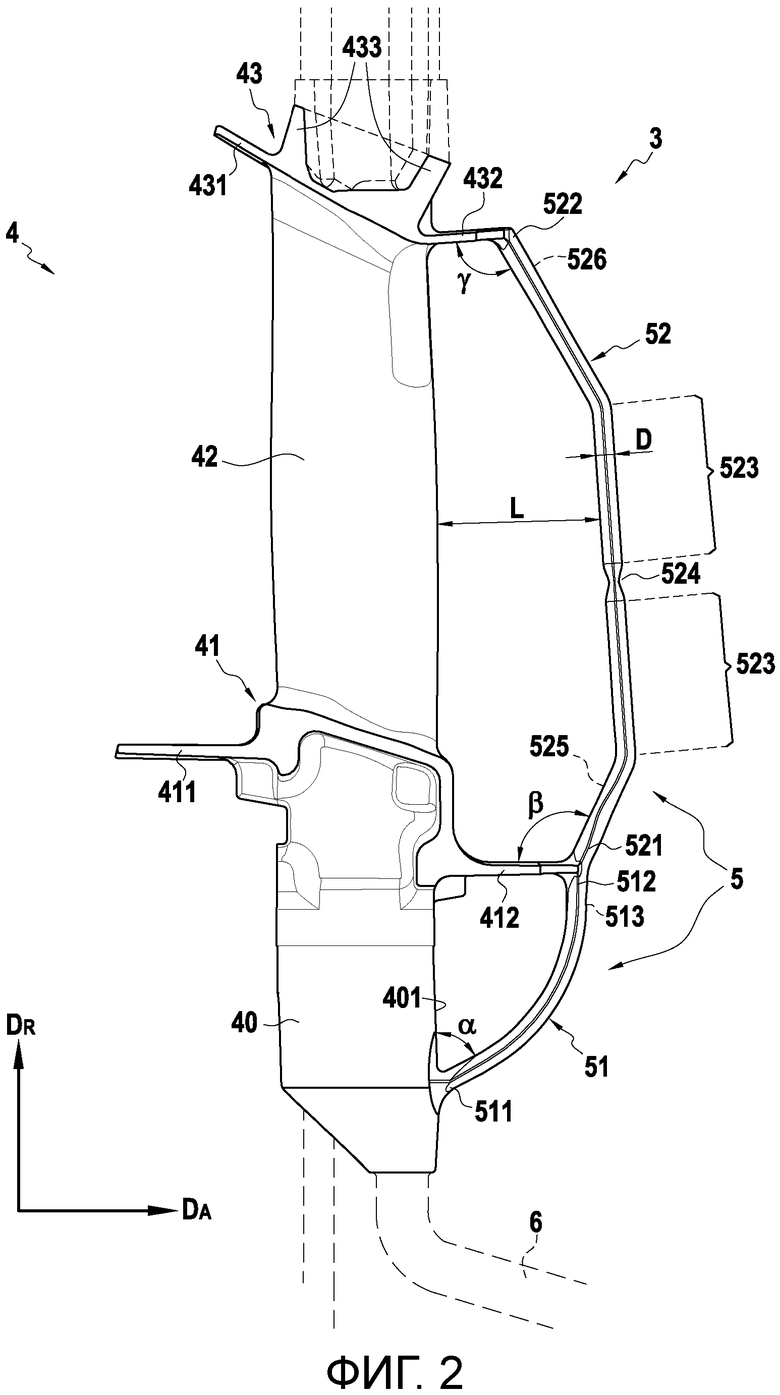
1. Форма из керамического материала для использования при отливке лопатки газотурбинного двигателя из расплавленного металла, причем лопатка содержит хвостовик, внутреннюю платформу, перо и внешнюю платформу, причем литейная форма содержит:
- полость, имеющую форму лопатки; и
- вспомогательный канал зернения, содержащий первый отдел и второй отдел, продолжающий первый отдел, причем первый отдел открывается одним концом в первый участок полости, образующий хвостовик лопатки, а другим концом во второй участок полости, образующий выступ внутренней платформы, причем второй отдел открывается одним концом во второй участок полости, а другим концом в третий участок полости, образующий выступ внешней платформы лопатки;
при этом первый отдел вспомогательного канала зернения продолжается от стенки первого участка полости в направлении, которое образует угол от 54° до 62° с указанной стенкой;
при этом второй отдел вспомогательного канала зернения продолжается от второго участка полости в направлении, образующем угол от 110° до 115°, со вторым участком; и
при этом второй отдел вспомогательного канала зернения продолжается от третьего участка полости в направлении, образующем угол от 110° до 115° с третьим участком.
2. Литейная форма по п. 1, в которой второй отдел вспомогательного канала зернения содержит по меньшей мере один участок, имеющий круглое сечение диаметром D, причем указанный участок расположен на расстоянии L от полости, при этом отношение R=L/D между расстоянием L и диаметром D, лежит в диапазоне от 16,4 до 18,9 вдоль указанного участка.
3. Литейная форма по п. 1, в которой второй отдел вспомогательного канала зернения содержит питатель на каждом его конце.
4. Литейная форма по п. 1, в которой лопатка представляет собой лопатку турбины для авиационного газотурбинного двигателя.
5. Установка для изготовления лопатки, отлитой из расплавленного металла, причем установка содержит:
- литейную форму по п. 1; и
- средство получения монокристаллической структуры, связанное с литейной формой.
6. Установка по п. 5, в которой средство получения монокристаллической структуры содержит затравочный монокристалл или канал-селектор зернения.
7. Способ изготовления монокристаллической лопатки газотурбинного двигателя, причем способ включает в себя этапы, на которых:
- заполняют литейную форму установки по п. 5 расплавленным металлом; и
- направленно отверждают металл, находящийся в литейной форме, для получения отлитой лопатки.
| СПОСОБ СЕЛЬСКОХОЗЯЙСТВЕННОГО ИСПОЛЬЗОВАНИЯ ВРЕМЕННО ПЕРЕУВЛАЖНЯЮЩИХСЯ ПОЧВ | 1994 |
|
RU2092996C1 |
| WO 2014195634 A1, 11.12.2014 | |||
| WO 2014135782 A1, 11.09.2014 | |||
| DE 10033688 A1, 24.01.2002 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК С НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2009 |
|
RU2490088C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ МОНОКРИСТАЛЛИЧЕСКОЙ ТУРБИННОЙ ЛОПАТКИ | 2003 |
|
RU2239520C1 |

