(54) ФОРМА ПО ВШЛАВЛЯЕМЬМ МОДЕЛЯМ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ПОГРУЖЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 1991 |
|
RU2021876C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКИ ДЛЯ ОТЛИВОК С УЗКИМИ РАЗВИТЫМИ ВНУТРЕННИМИ ПОЛОСТЯМИ ПРИ ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2277452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ | 2013 |
|
RU2531335C1 |
| Способ изготовления керамической оболочки для литья по выплавляемым моделям | 2018 |
|
RU2685827C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2302311C1 |
| ЛИТЕЙНАЯ ФОРМА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ ФОРМЫ | 2001 |
|
RU2192937C1 |
| Способ изготовления керамических форм для литья по выплавляемым моделям | 2018 |
|
RU2697678C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2297302C2 |
| Суспензия для изготовления промежуточного слоя многослойной оболочковой формы | 1981 |
|
SU1014625A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ВЫСОКООГНЕУПОРНЫХ КЕРАМИЧЕСКИХ ФОРМ | 2015 |
|
RU2625859C2 |
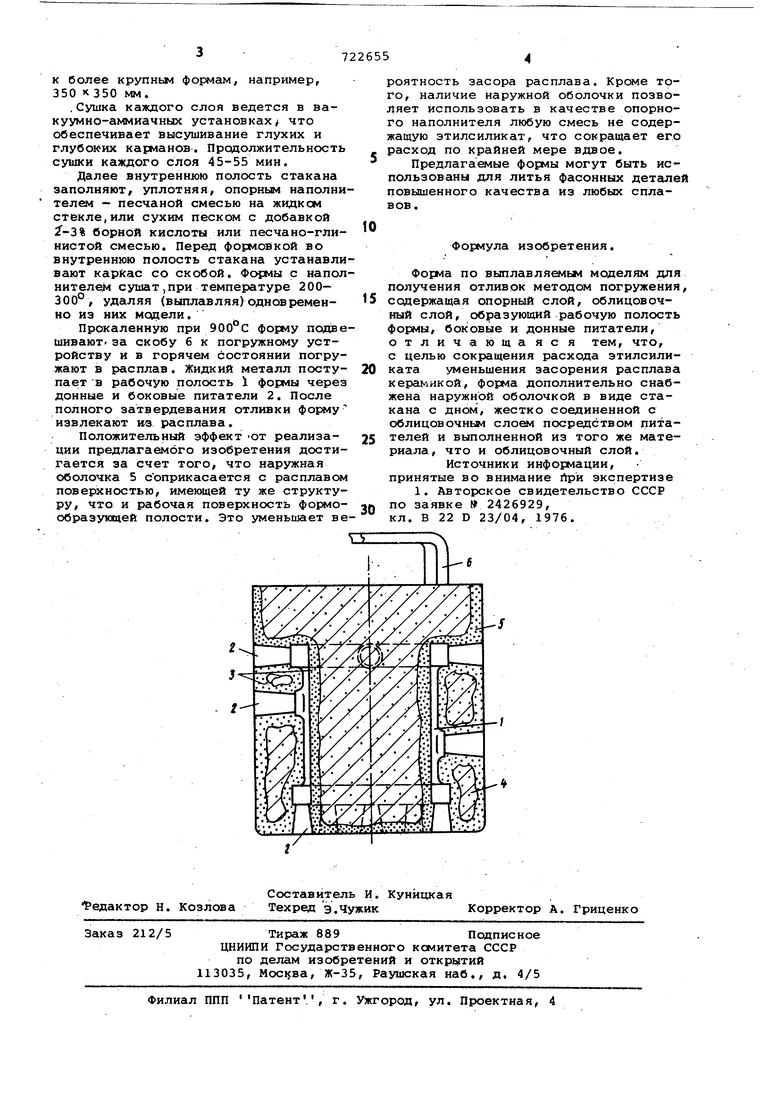
Изобретение относится к литейному производству, а именно к формам, изготовленным по выплавляемые моделям и предназначенньм для литья методом погружения в расплав. Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемому изобретению является форма по выплавляи«1ьм моделям для получения литья метсдсм погружения, содержащая опорный слой, облицовочный слой, образующий рабочую полость формы, боковые и донные питатели 1. Б известном техническом решении опорный наполнитель выполнен из этил силикатной смеси по методу Шоу и внешней своей поверхностью соприкасается с расплавом, засоряя его при погружении. Целью изобретения является сокраще щение расхода этилсиликата и уменьше ние засорения расплава керамикой. Это достигается тем, что форма по описываемому изобретению, дополнительно снабжена наружной оболочкой в виде стакана с дном, жестко соединен ной с облицовочным слоем посредством питателей и выполненной из того же материала, что и облицовочный слой. На чертеже показана форма по выплавляемым моделям для литья методом погружения. Форма содержит рабочую полость 1, боковые и донные питатели 2, облицовочный слой 3, опорный наполнитель 4, наружную оболочку 5 и скобу 6. Наружная оболочка-5 жестко соединена с облицовочньм слоем 3 посредством питателей 2. изготовляется следукяцим образсзм. Выплавляемую модель или блок моделей, с боковыми и донными питателями устанавливают в стакан из Модельной массы так, чтобы донные питатели встали на дно стакана, а боковые касались его стенок. В таксм положении модель припаивают к стенкам стакана с тем, чтобы она прочно удерживалась в нем. На модель и внутреннюю полость стакана наносят послойно суспензии дистенсиллиманита-или электрокорунда в гидролизованнсм растворе этилсиликата. Все слои, включая последний, обсыпают электрокорундом. Количество слоев оболочки 6-10. Большее количеетэвь слое относится
