Область техники, к которой относится изобретение
Изобретение относится к изготовлению шестерней и в частности к созданию прямозубых конических шестерней, используя вращающиеся дисковые фрезы.
Уровень техники
Известен способ изготовления прямозубых конических шестерней, а также косозубых конических шестерней, торцевых соединений и шлицевых частей, путем обеспечения пары наклонных вращающихся режущих инструментов, вращательные режущие лезвия которых эффективно взаимодействуют с возможностью одновременного вырезания одного и того же пространства между зубьями на заготовке. Примеры этого типа обработки могут быть рассмотрены, например, в патентах США №2,586,451 от Wildhaber; 2,567,273 и 2,775,921 от Carlsen; 2 947 062 от Spear или в корпоративной брошюре "Number 102 Straight Bevel Coniflex® Generator", опубликованной компанией The Gleason Works.
Прямозубые конические шестерни могут быть образованы с помощью безобкатного процесса, в котором наклоненные инструменты погружают в заготовку для образования впадины зуба с профильной поверхностью зуба такой же формы, как форма режущей кромки лезвия. Альтернативно, могут быть созданы поверхности зубьев, при которых наклоненные инструменты удерживаются на люльке станка, которая вращает инструмент вместе с заготовкой, совершая движение обкатки для образования обкатанной профильной поверхности на заготовке. В обоих примерах инструменты также могут включать режущие кромки, которые расположены под незначительным углом (например, 3°) к плоскости вращения фрезы. Такая наклоненная режущая кромка в сочетании с наклоном инструментов удаляет больше материала на концах впадины зуба, тем самым приводя к продольной кривизне поверхности зуба (т.е. продольной модификации) для локализации боковой поверхности зуба.
Конические и гипоидные шестерни могут быть получены в процессе одиночного деления (торцевого фрезерования) или в процессе непрерывного деления (зубонарезания зуборезной головкой). Основным параметром резания в плоскости обката или люльки будет размещение центра режущей головки в положении, которое находится на расстоянии от центра обкатываемой шестерни (оси люльки) на величину, известную как радиальное расстояние. Очертание лезвий фрезы представляет собой один зуб обкатываемой шестерни во время вращения фрезы. Общеизвестные торцевые фрезы для нарезания конических шестерней имеют несколько групп лезвий, при этом каждая группа имеет от одного до четырех лезвий. Наиболее распространены чередующиеся (дополняющие) фрезы с одним наружным и одним внутренним лезвием. Периферийные фрезерные головки для изготовления прямозубых конических шестерней согласно выше описанному способу с применением сборных фрез используют только один вид лезвий (например, наружные лезвия), которые были использованы на традиционных механических станках раньше.
На современных станках с ЧПУ, таких как станки, известные как 6-осевые станки или станки для обработки пространственных деталей и раскрытые, среди других, патентом США №6,715,566, раскрытие которого включено здесь путем ссылки, только одна фреза из выше обсуждаемой сборной пары фрез используется для вырезания первой боковой поверхности зуба в нижнем положении резания и, с помощью той же фрезы, также вырезания второй боковой поверхности зуба в верхнем положении резания в процессе одиночного деления, как раскрыто, например, в патенте США №7,364,391, раскрытие которого включено здесь путем ссылки. Вырезание первой боковой поверхности сталкивается с проблемой, заключающейся в том, что материал подлежит удалению не только на режущей кромке, но и на задней кромке лезвия. Результат -высокая температура детали, плохие характеристики резания и низкий срок службы инструмента. В объединенном процессе подачи вектора и обкатки сторона зазора лезвий во время первого щелевого резания может перемещаться от материала, который защищает заднюю сторону режущей кромки. Однако подача вектора при вырезании прямозубой конической шестерни должна использовать очень крутой угол (только несколько градусов от осевой линии лезвий), что подвергает вершину лезвия чрезмерным нагрузкам от удаления стружки. Это ведет к раннему отказу вершин лезвия и, в связи с этим, приводит к низкому сроку службы инструмента.
Подобные условия возникают, если в процессе торцевого резания используется только один вид лезвий (например, только внутренние лезвия или лезвия полного профиля). Режущие лезвия будут только оптимальными только на одной стороне для большого объема снятия стружки, что увеличивает температуру детали и уменьшает срок службы инструмента.
Раскрытие изобретения
Изобретение относится к способу обработки на заготовке зубьев конических прямозубых шестерен. Заявленный способ направлен на решение указанных выше проблем предшествующего уровня техники. Заявленный способ обеспечивает уменьшение угла обкати заготовки во время обкатки, что в свою очередь обеспечивает уменьшение или исключение режущего воздействия на заднюю сторону вращающейся дисковой фрезы.
Способ обработки на заготовке зубьев конических прямозубых шестерен включает в себя использование режущего инструмента, имеющего множество режущих лезвий, каждое из которых имеет режущую кромку и заднюю кромку. Указанный способ включает этапы, на которых:
вращают указанный режущий инструмент,
приводят вращающийся режущий инструмент и указанную заготовку в контакт друг с другом,
вращают указанную заготовку,
перемещают указанный режущий инструмент относительно указанной заготовки для образования движения обкатки для обработки указанного зуба шестерни,
причем заготовку вращают в первом направлении от начального положения обкатки до конечного положения обкатки на первой скорости вращения, меньшей теоретической скорости вращения при обкатке, от указанного начального положения обкатки и до указанного конечного положения обкатки, или
режущий инструмент перемещают в первом направлении от начального положения обкатки до конечного положения обкатки с первой скоростью, большей теоретической скорости движения при обкатке, от указанного начального положения обкатки и до указанного конечного положения обкатки.
Центральное положение обкатки может быть размещено между указанным начальным положением обкатки и указанным конечным положением обкатки, в котором указанную первую скорость вращения сообщают заготовке между указанным начальным положением обкатки и указанным центральным положением обкатки.
Указанную первую скорость вращения заготовки могут останавливать до указанного центрального положения обкатки.
Вслед за указанной первой скоростью вращения указанную заготовку могут вращать при указанной теоретической скорости вращения при обкатке до указанного конечного положения обкатки.
Режущее воздействие могут не выполнять указанной задней кромкой.
После достижения указанного конечного положения обкатки указанную заготовку могут вращать в противоположном направлении в контакте с указанным режущим инструментом.
Вращение заготовки в указанном противоположном направлении могут выполнять при указанной теоретической скорости при обкатке.
До вращения указанной заготовки в указанном противоположном направлении могут выполнять движение доворота режущего инструмента относительно заготовки.
Указанная первая скорость вращения может быть постоянной или переменной.
Указанный режущий инструмент может быть выполнен в виде дисковой фрезы.
Указанная дисковая фреза может содержать режущие лезвия, ориентированные под углом конуса.
Указанный режущий инструмент может быть выполнен в виде торцевой фрезы.
Краткое описание чертежей
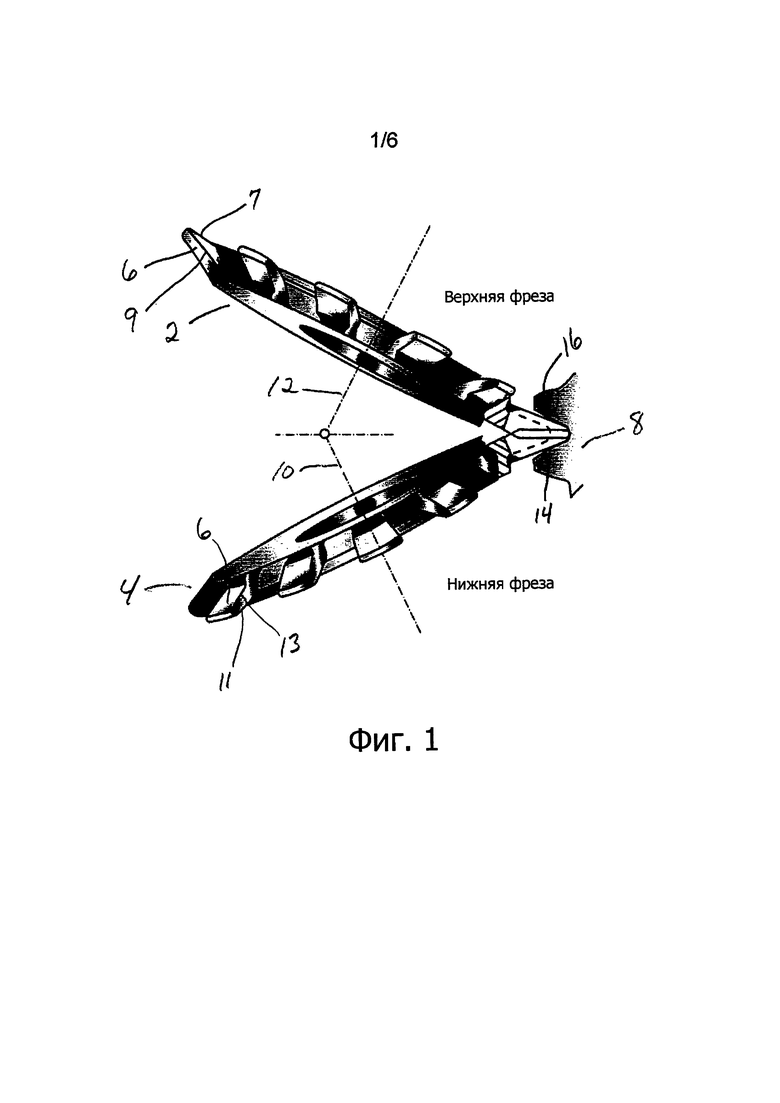
Фигура 1 показывает традиционную конструкцию сборной фрезы. Верхняя фреза имеет режущую кромку, подвергающуюся воздействию на верхней части, и оси фрез наклонены так, что режущие кромки представляют угол зацепления профиля обкатной рейки.
Фигура 2 показывает четыре вида в поперечном сечении в средней части торцевой ширины прямозубой конической шестерни с зацепленной периферийной фрезой. На Фигуре 1 показана только нижняя фреза, которая имеет горизонтальную ориентацию оси фрезы.
Фигура 3 показывает четыре вида в поперечном сечении в средней части ширины торца прямозубой конической шестерни с зацепленной периферийной фрезой. На Фигуре 1 показана только верхняя фреза, которая имеет горизонтальную ориентацию оси фрезы.
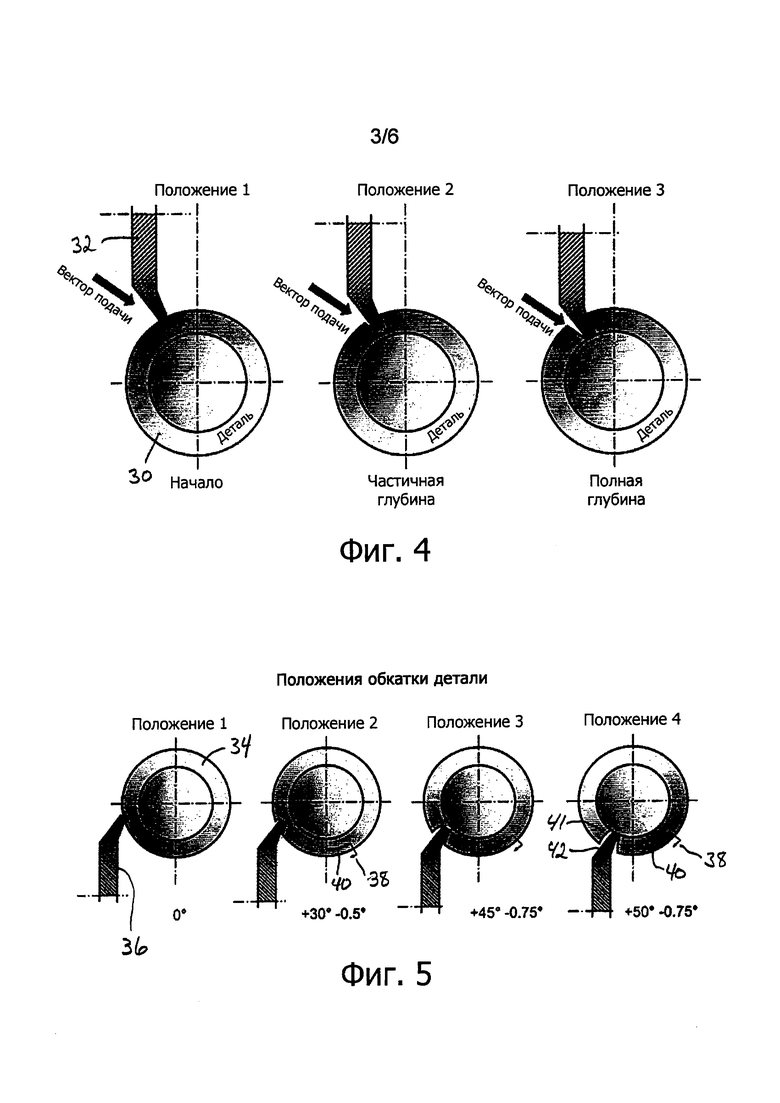
Фигура 4 показывает три вида в поперечном сечении в средней части ширины торца прямозубой конической шестерни с периферийной фрезой, начинающей зацепляться в положении 1, при этом фреза на 50% зацеплена в положении 2 и полностью зацеплена в положении 3. Помимо процесса обката, показанного на Фигурах 2 и 3, фреза подается в материал вдоль прямолинейного пути при заданном направлении вектора.
Фигура 5 показывает четыре вида в поперечном сечении в средней части ширины торца прямозубой конической шестерни с периферийной фрезой, зацепленной в нижнем положении, как на Фигуре 2. Угол обкатки детали уменьшается от начальной (положения 1) обкатки детали до положения 3, степень уменьшения пропорциональна величине обкатки детали, считая от начала.
Фигура 6 показывает четыре рисунка, которые иллюстрируют в режиме реверсивной обкатки (второй проход двойной обкатки) создание корректного эвольвентного профиля. В завершении цикла на Фигуре 5 профиль боковой поверхности не является требуемой корректной эвольвентой, которая достигается уменьшением обкатки детали.
Фигура 7 показывает поперечное сечение виртуальной цилиндрической шестерни, которая представляет собой прямозубую коническую шестерню в ее срединном сечении. Лезвие фрезы представляет собой одну сторону обкатной рейки, которая следует по пути, обозначенному SPitch (или S1) во время создания эвольвентного профиля.
Фигура 8 показывает деталь и фрезу с Фигуры 7, вращаемую в направлении по часовой стрелке на угол а для того, чтобы принимать горизонтальную ось фрезы. Фигура 8 показывает несколько радиусов и углов, которые используются в наборе предложенных формул для вычисления подреза задней стороны.
Осуществление изобретения
Выражения "изобретение" и "настоящее изобретение", используемые в этом описании, предназначены относиться в общем ко всей сущности этого описания и формулы изобретения ниже. Утверждения, содержащие эти выражения, не должны пониматься как ограничение сущности, описанной здесь, или ограничение значений или объема охраны формулы изобретения ниже. Более того, это описание не стремится описывать или ограничивать сущность, охваченную формулой изобретения в какой-либо особой части, параграфе, утверждении или чертеже заявки. Сущность должна быть понятна путем ссылки на все описание, все чертежи и любой пункт формулы изобретения ниже. Изобретение способно иметь и другие конструкции и осуществляться на практике различными путями. Также, понятно, что язык и терминология, используемые здесь применены в целях описания и не должны рассматриваться в качестве ограничения.
Далее подробности изобретения будут обсуждаться со ссылкой на сопровождающие чертежи, которые иллюстрируют изобретение исключительно путем примера. На чертежах одинаковые признаки или компоненты будет обозначаться одинаковыми ссылочными позициями.
Использование "включающий в себя", "имеющий" и "содержащий" и их варианты имеют значение, охватывающее элементы, перечисленные после него, и его эквиваленты, как дополнительное элементы. Использование букв для обозначения элементов способа или процесса используется просто для обозначения и не означает, что элементы должны быть выполнены в особом порядке. Хотя ссылки могут быть выполнены ниже для таких направлений, как верхний, нижний, вверх, вниз, назад, низ, верх, передний, задний и т.д. в описании чертежей, эти ссылки могут быть выполнены относительно чертежей (если смотреть в направлении нормали к чертежу) для удобства. Эти направления не предназначены приниматься буквально или ограничивать настоящее изобретение в любой форме. Дополнительно, такие выражения как "первый", "второй", "третий" и т.д. используются здесь в целях описания и не предназначены обозначать или подразумевать важность или значительность.
Фигура 1 иллюстрирует традиционную конструкцию пары наклоненных вращающихся дисковых фрез 2, 4 (часто называемых верхней и нижней фрезами, соответственно), имеющих режущие лезвия 6 для вырезания впадины зуба в заготовке 8. Верхняя фреза 2 является вращаемой вокруг оси 12, и нижняя фреза 4 является вращаемой вокруг оси 10. В процессе обкатки на традиционном механическом станке с люлькой наклоненные фрезы 2, 4 обычно подают в заготовку на заданную глубину, и движение обкатки люльки станка (не показана) начинается синхронизированным образом с вращением заготовки 8 для обкатки профильных поверхностей 14, 16 зуба.
Фрезы на Фигуре 1 имеют конструкцию сборных фрез из вращающихся дисковых фрез. Верхняя фреза 2 имеет режущие кромки 7, подвергающейся воздействию сверху. Ось 12 фрезы наклонена так, что режущие кромки 7 обеспечивают углом зацепления профиля обкатной рейки. Кромки 9 лезвия на нижней стороне верхней фрезы 2 представляют собой задние кромки, которые являются неострыми относительно удаления стружки и, в связи с этим, не пригодны для участия в процессе резания. Нижняя фреза 4 имеет режущие кромки 11, подвергающейся воздействию снизу. Ось 10 фрезы также наклонена под тем же углом, что и верхняя фреза 2, но в обратном направлении. Кромки 13 лезвия на верхней стороне нижней фрезы 4 представляют собой задние кромки, которые являются неострыми относительно удаления стружки и, в связи с этим, не пригодны для участия в процессе резания. Так как обе фрезы 2, 4 ориентированы так, чтобы обеспечивать сборную конструкцию, каждое лезвие верхний фрезы 2 (с режущей кромкой 7 наверху) следует за лезвием нижней фрезы 4 (с режущей кромкой 11 внизу). Этот тип взаимодействий лезвий обеспечивает законченный процесс с чередующимися лезвиями, который вместе вырезают обе стороны 14, 16 одной впадины зуба в заготовке 8. В процессе обкатки две фрезы 2, 4 сохраняют в ориентации друг относительно друга, при этом они поворачиваются вокруг оси обкатки шестерни, которая является такой же осью люльки, что и в более старом механическом станке с люлькой. Должно быть понятно, что для настоящего изобретения центр положения обкатки представляет собой положение, где фрезы симметрично расположены в пределах впадины зуба, как показано на Фигуре 1.
Авторы разработали способ, который уменьшает или исключает режущее воздействие задней стороны на вращающиеся дисковые фрезы, показанные позициями 2 или 4 на Фигуре 1, если одиночные вращающиеся дисковые фрезы используются, например, как в ранее отмеченном патенте США №7,364,391. В случае сборных фрез, как на Фигуре 1, две отдельные фрезы, одна с режущими кромками на нижней стороне, вторая с режущими кромками на верхней сторона, работают одновременно для удаления стружки из впадины зуба подобно чередующимся фрезам.
Однако если только одна фреза используется для того, чтобы выполнять черновую обработку впадины зуба и выполнять чистовую обкатку (т.е. обкатывать) первую боковую поверхность зуба, тогда режущее воздействие задней стороны подобно тому, как показано на Фигуре 2, или чрезмерное режущее воздействие вершины, как показано на Фигуре 4, возникает во время этапа черновой обработки цикла.
Фигура 2 показывает четыре вида в плоскости в поперечном сечении в средней части ширины торца прямозубой конической шестерни 20 с зацепленной периферийной фрезой 22. Показана только одна фреза (например, нижняя фрезы 4 из двух фрез на Фигуре 1), здесь имеющая горизонтальную ориентацию оси фрезы. Здесь представлена ориентация в станке для обработки пространственных деталей (например, ранее обсуждаемом в US 6,712,566 и US 7,364,391) с горизонтальной осью фрезы и горизонтальной осью детали, которая представляет собой конфигурацию осей, требуемую для достижения процесса обкатки между инструментом и деталью с такой же относительной ориентацией между инструментом и деталью, как в механическом станке со сборными фрезами. Станок для обработки пространственных деталей с одиночным фрезерным шпинделем не обладает способностью работать с парой сборных фрез. В связи с этим возникает проблема в том, что всего одна фреза только с острыми режущими кромками на одной стороне 24 (т.е. правой стороне на Фигуре 2) должна выполнять черновую обработку впадины зуба (резание на обеих сторонах лезвий) и выполнять чистовое резание (например, с помощью движения обкатки) первой боковой поверхности зуба. Это требует режущее воздействия методом копирования на заднюю сторону 26 лезвий. Фигура 2 показывает, как левая сторона лезвий после начального положения обкатки детали (положение 1) до конечного положения обкатки детали (положение 4) непрерывно участвует в процессе удаления стружки. Режущие кромки на правой стороне лезвий образованы острыми под боковым передним углом, например, 4-12°. Левая сторона лезвий, в связи с этим, является тупой за счет бокового переднего угла от -4° до 12°. Левые стороны лезвий плохо подходят для удаления стружки, что приводит к плохим характеристикам резания с высокой температурой детали и низким сроком службы инструмента. Первоначальный (т.е. теоретический) угол поворота обкатки детали равен углу поворота обкатываемой шестерни, помноженному на передаточное число цепи обката (количество зубьев на обкатываемой шестерни/количество зубьев на заготовке).
Фигура 3 показывает четыре вида в плоскости в поперечном сечении в средней части ширины торца прямозубой конической шестерни 20 с зацепленной периферийной фрезой 28 (например, верхней фрезой 2 из двух фрез на Фигуре 1), но теперь с горизонтальной ориентацией оси фрезы. Она может быть такой же фрезой (т.е. фрезой 22), которая использовалась для резания в нижнем положении на Фигуре 2, это может быть осуществлено на станке для обработки пространственных деталей для того, чтобы также вырезать и образовывать вторую боковую стенку. Проблема режущего воздействия на заднюю сторону режущих лезвий, как замечено в нижнем положении резания, не возникает в верхнем положении, показанном на Фигуре 3. Так как черновая обработка впадины уже выполнена в нижнем положении резания, этот процесс в верхнем положении ограничен для чистовой обработки обкаткой второй боковой стенки. Понятно, что верхнее и нижнее положения могут быть поменяны. В таком случае нижнее положение будет ограничено для чистовой обработки обкаткой.
Фигура 4 показывает три вида в плоскости в поперечном сечении в средней части ширины торца прямозубой конической шестерни 30 с периферийной дисковой фрезой 32, начинающей зацепляться в положении 1, при этом фреза на 50% зацеплена в положении 2 и полностью зацеплена в положении 3. Помимо процесса обката, показанного на Фигурах 2 и 3, фреза подается в материал вдоль прямолинейного пути при заданном направлении вектора. Направление вектора выбирают с возможностью принимать силу резания на расстоянии от тупой кромки лезвия задней стороны и передавать эту силу резания острой режущей кромке. Процесс погружения, показанный на Фигуре 4, пригоден только для черновой обработки впадины. После погружения обкатка и образование боковой стенки с помощью той же фрезы проводится и в нижнем, и в верхнем положении. Погружение с подачей вектора может смещать часть силы резания от задней кромки, однако, оно также направляет более высокую величину силы резания к вершинам лезвий. Черновая обработка погружением вектора по сравнению с процессом "одной лишь обкатки" ведет к высокому износу вершины лезвия и по-прежнему не способно исключать режущее воздействие на кромку лезвия задней стороны.
Авторы обнаружили, что в случае процесса "одной лишь обкатки" (без черновой обработки погружением, но с черновой обработкой впадины обкаткой) режущее воздействие задней стороны может быть исключено уменьшением величины угла (вращения) обкатки детали. Уменьшение угла обкатки детали предпочтительно достигается уменьшением скорости вращения заготовки (уменьшенной относительно первоначальной теоретической величины) от начального положения обкатки до конечного положения обкатки, предпочтительно не за пределами центрального положения обкатки. Уменьшение обкатки детали за пределами центрального положения обкатки будет вызывать нарушение функции эвольвентной боковой поверхности, что создает трудности для второго прохода обкатки (двойной обкатки) для доводки эвольвентной поверхности боковой стенки с небольшим доворотом. Оптимальные результаты могут быть достигнуты с использованием уменьшенной скорости вращения детали (т.е. уменьшенной относительно первоначальной теоретической скорость вращения детали) от начального положения обкатки до центрального положения обкатки, предпочтительно до положения Δϕi перед центральным положением обкатки. Уменьшенная скорость вращения детали является предпочтительно постоянной от положения начальной обкатки до центрального положения обкатки, но может быть изменена в этом интервале. После конечного положения обкатки детали первоначальная, не уменьшенная, скорость вращения детали является предпочтительно используемой. Наиболее предпочтительно, если Δϕi представляет собой величину между 0° и (конечное положение обкатки - центральное положение обкатки)/2.
Уменьшенная скорость обкатки детали приводит к задней стороне фасонной формы, как показано на Фигуре 5, которая обеспечивает достаточный зазор для предотвращения любого режущего воздействия задней стороны. Величина уменьшения скорости обкатки детали предпочтительно вычисляется так, чтобы по-прежнему присутствовало достаточное количество материала на задней стороне фасонной формы для того, чтобы образовать вторую боковую стенку с корректной шириной впадины на втором этапе резания (верхний), как показано на Фигуре 3.
Фигура 5 показывает четыре вида в плоскости в поперечном сечении в средней части ширины торца прямозубой конической шестерни 34 с периферийной фрезой 36, зацепленной в нижнем положении как на Фигуре 2. Разница между Фигурой 5 и Фигурой 2 заключается в уменьшении 38 угла 40 обкатки детали от начального (положения 1) обкатки детали до положения 3, при этом величина уменьшения предпочтительно пропорциональна величине обкатки детали, считая от начала, хотя непропорциональные величины уменьшения обкатки детали также возможны. Например, на Фигуре 5 показана скорость уменьшения обкатки детали -0,25 градусов на 15 градусов движения обкатки, хотя изобретение этим ограничено. Таким образом, в положении 3 угол уменьшения обкатки детали -0,75 градусов достигается для угла обкатки детали 45 градусов. В положении 3 (которое находится вблизи центрального положения обкатки) уменьшение обкатки детали завершается, это значит, что между положением 3 и положением 4 изменение обкатки детали равно точному значению, вычисленному (т.е. первоначальной или теоретической величине) из вращения (люльки) обкатываемой шестерни, умноженному на передаточное число цепи обката.
Обкатка за пределами центрального положения обкатки (от положения 3 до положения 4) при переходе к уменьшенной скорости вращения детали будет вероятно приводить к подрезанию области ножки и таким образом должно быть исключено. Уменьшение обкатки детали между положением 1 и положением 4 вращает левую сторону 41 впадины зуба от задней стороны 42 пластины 36 так, что задняя сторона не имеет режущего контакта во время всей обкатки первой боковой стенки. Угол 38 уменьшения обкатки детали должен быть достаточно большим, чтобы предотвращать резание на задней стороне 42 пластины 36. Однако угол 38 уменьшения обкатки детали, который является слишком большим, будет раскрывать впадину за пределы возможности образования корректной эвольвенты и достижения подходящей ширины впадины (без доводки на следующем этапе).
После черновой обработки обкаткой (где лезвия достигают ножки первой боковой стенки) доворот относительно боковой стенки выполняется для того, чтобы обеспечивать припуск для финишной обкатки от ножки до вершины, как показано на Фигуре 6.
Фигура 6 показывает четыре двухмерных изображения, которые показывают режим обратной обкатки (второй проход двойной обкатки) для изготовления корректного эвольвентного профиля. После последовательности на Фигуре 5 профиль боковой поверхности, получающийся вследствие уменьшения 38 обкатки детали, не является требуемой корректной эвольвентой. Используется доворот (который представляет собой небольшое вращение Δε детали по часовой стрелке) по направлению к обкатанной боковой стенке, который следует за обратной обкаткой (положение 5 - положение 8), которая образует корректный профиль снизу вверх. Величина доворота имеет значение между нулем и небольшим количеством (например, около 10% от всего угла уменьшения обкатки детали) для обеспечения доводки поверхности. Альтернативно, величина доворота может быть фиксированной величиной (т.е. толщиной) припуска, дополнительно удаляемого с поверхности зуба, такого как, например, 0,1 мм.
Должно быть понятно, что "положения" показаны на Фигурах для иллюстративных и пояснительных целей, и изобретение не ограничивается показанными количеством или размещением этих положений.
Фигура 7 показывает поперечное сечение виртуальной цилиндрической шестерни 50, которая представляет собой прямозубую коническую шестерню в ее срединном сечении. Дисковая фреза 52 представляет одну сторону обкатной рейки 54 (показанную в центре положения обкатки), которая следует по пути, обозначенному SPitch (или S1) во время создания эвольвентного профиля. В примере на Фигуре 7 дисковая фреза 52 имеет режущие кромки 56, которые перпендикулярны оси вращения фрезы. Так как угол боковых стенок обкатной рейки равен а, и обкатная рейка является горизонтальной, ось фрезы должна быть наклонена на а для того, чтобы имитировать одну боковую стенку обкатной рейки. Расстояния S1 и SPitek на Фигуре 7 предпочтительно идентичны.
Фигура 8 показывает деталь и фрезу с Фигуры 7, вращаемую в направлении по часовой стрелке на угол а для того, чтобы принимать горизонтальную ось фрезы. Фигура 8 показывает несколько радиусов и углов, которые используются в наборе предпочтительных уравнений для вычисления подреза задней стороны. Угол ϕInt обозначает угол подреза между материалом детали на задней стороне (корректно срезанным вершиной лезвия). ϕIn вычисляется из вращения обкатки детали (первой точки разделения с вершиной задней стороны) и положения задней точки лезвий на внешнем диаметре в центральном положении обкатки. Угол подреза используется для уменьшения обкатки детали между левым положением лезвия и правым положением лезвия на Фигуре 8.
Фигура 8 показывает одну возможность для вычисления угла ϕInt подреза. Угол подреза представляет собой угловое количество материала сверху задней стороны впадины зуба, которая приводит к подрезу на заднюю сторону лезвия. Фигура 7 и Фигура 8 представляют виртуальную цилиндрическую шестерню прямозубой конической шестерни или шестерни, которая вычисляется из критического сечения (вдоль ширины торца). Критическое сечение находится на срединной поверхности или на опорной части. Показанное вычисление основывается на поперечном сечении срединной поверхности. Виртуальная цилиндрическая шестерня приближенно определяет профильные отношения реальной прямозубой конической шестерни и позволяет отслеживать профили в двухмерной плоскости. Это вычисление принято точным для отслеживаний профилей и известно из Е. Buckingham, Analytical Mechanics of Gears, McGraw-Hill Book Company Inc., 1949, стр. 324-328. Ссылаясь на углы, обозначенные на Фигуре 8, может быть применена следующая формула:
Дано:
d0 … средний диаметр делительной окружности
γ … угол делительного конуса
hK … высота головки реальной конической шестерни
hF … высота ножки реальной конической шестерни
RPitch … радиус делительной окружности на срединной поверхности
RTop … внешний радиус на срединной поверхности
RRoot … радиус ножки на срединной поверхности
α … угол зацепления прямозубой конической шестерни
Δq … движение обкатки от начальной обкатки до центральной обкатки
RA … Передаточное число цепи обката между обкатываемой шестерней и рабочей шестерней



Из отношения на Фигуре 8:


Подставляем формулу (5) в (4):

из геометрического отношения на Фигуре 8:

Согласно теореме зацепления возникает смещение трапецеидальной обкатной рейки тангенциально делительной окружности заготовка шестерни (смотри Фигуру 7) для того, чтобы изготавливать эвольвентный профиль зуба. Вращение рабочие шестерни равно s/d0 [рад] для того, чтобы достигать обкатки без боксования между делительной окружностью рабочей шестерни и делительной линией обкатной рейки. Вращение детали и дисковой фрезы, изображенных на Фигуре 7, в направлении по часовой стрелке под углом α, приводит к отношению фреза-деталь на Фигуре 8.
S1 - в направлении сдвига обкатываемой шестерни. S1 относится к ϕWorkRoll от начальной обкатки до центральной обкатки, так как оно равно SPitch.
угол обкатки детали от начальной обкатки до центральной обкатки:




Угол подреза из отношения на Фигуре 8, с использованием (6) и (11):

Угол подреза на ϕWorkRoll от начальной обкатки до центральной обкатки приводит к коэффициенту скольжения:

Коэффициент скольжения может быть использован для вычисления преобразования угла обкатки детали в зависимости от теоретического угла обкатки детали:

Коэффициент скольжения также может быть использован для вычисления передаточного числа цепи обката, которое будет включать в себя новое вращение со скольжением в рабочей шестерни:



В сущности, возможно добавлять Δϕ к углам обкатки детали по мере развития процесса, или использовать RA* от начальной обкатки до центральной обкатки. Вычисленный угол Δϕ будет исключать жесткий подрез, но не будет создавать зазор между задней стороной лезвий и материалом заготовки. Для того чтобы исключать контакт режущей кромки в зазоре на дополнительную величину, Δϕ0 должен быть добавлено к Δϕ. Предпочтительные значения для Δϕ0 равны 5%-15% от Δϕ (Δϕ ⋅ 0,05<Δϕ0<Δϕ ⋅ 0,15)

Шестерня, показанная на Фигурах 7 и 8, представляет собой виртуальную цилиндрическую шестерню обсуждаемой прямозубой конической шестерни. Виртуальная цилиндрическая шестерня показывает в двухмерном изображении те же геометрические свойства, что и реальная прямозубая коническая шестерня будет показывать в профильном сечении (которое, разумеется, будет трехмерным изображением). Двухмерный профиль виртуальной цилиндрической шестерни позволяет применять тригонометрические выражения для того, чтобы создавать проблему подреза на задней стороне лезвий фрезы видимой и чтобы позволять определять поправочный угол (т.е. поправочное передаточное число цепи обката).
Вращающиеся дисковые фрезы для вырезания прямозубых конических шестерней в общем используют угол конуса. В случае угла конуса режущие кромки не перпендикулярны оси фрезы. Фреза на Фигурах 7 и 8 изображена без угла конуса. Так как наличие угла конуса изменяет угол зацепления α, используемый на Фигурах 7 и 8, изображение будет автоматически регулироваться под введение любого угла конуса. Это также значит, что формулы (1)-(16) применяют для всех углов конуса, включая 0°.
Вычисление, показанное для определения поправочного уменьшения обкатки детали, представляет собой только один возможный метод определения угла уменьшения, который предотвращает подрез задней стороны. Более сложные вычисления (например, изготовление всей поверхности впадины задней стороны, когда она будет изготавливаться задними кромками лезвий и сравнение этой поверхности с задней стороной впадины, когда она образуется всей задней стороной лезвий (Фигура 2, положение 4)) может давать более точные результаты. Однако более точное вычисление не будет приводить к улучшенному суммарному результату, так как некоторое процентное содержание Δϕ (отмеченное как Δϕ0 выше) должно быть добавлены для того, чтобы достигать зазор без нежелательного контакта.
Представленный способ также может быть применен к процессу нарезания конический шестерни торцевыми фрезерными головками в тех случаях, где только один вид лезвий используется для черновой обработки впадины и доводки одной боковой стенки.
Хотя изобретение объяснено и проиллюстрировано в отношении к уменьшению угла обкатки заготовки во время изготовления впадины зуба, следует понимать, что изобретение также может быть достигнуто увеличением величины движения обкатки вращающейся дисковой фрезы (увеличенного относительно первоначальной теоретической величины) во время этапа изготовления впадины зуба.
Тогда как изобретение описано со ссылкой на предпочтительные варианты выполнения, должно быть понятно, что изобретение не ограничивается особыми вариантами выполнения. Настоящее изобретение предназначено включать в себя преобразования, которые будут очевидны специалисту в области техники, к которой относится сущность изобретения, без отклонений от замысла и объема охраны приложенной формулы изобретения.




Способ включает нарезание методом обкатки конических шестерен с использованием одиночной вращающейся дисковой фрезы (36), в которых часть способа нарезания методом обкатки по существу включает в себя уменьшение (38) угла (40) обкатки заготовки во время обкатки. Достигается уменьшение или исключение режущего воздействия на заднюю сторону (42) фрезы. 12 з.п. ф-лы, 8 ил.
1. Способ обработки на заготовке зубьев конических прямозубых шестерен, включающий использование режущего инструмента, имеющего множество режущих лезвий, каждое из которых имеет режущую кромку и заднюю кромку, при этом указанный способ включает этапы, на которых
вращают указанный режущий инструмент,
приводят вращающийся режущий инструмент и указанную заготовку в контакт друг с другом,
вращают указанную заготовку,
перемещают указанный режущий инструмент относительно указанной заготовки для образования движения обкатки для обработки указанного зуба шестерни,
причем заготовку вращают в первом направлении от начального положения обкатки до конечного положения обкатки на первой скорости вращения, меньшей теоретической скорости вращения при обкатке, от указанного начального положения обкатки и до указанного конечного положения обкатки,
или
режущий инструмент перемещают в первом направлении от начального положения обкатки до конечного положения обкатки с первой скоростью, большей теоретической скорости движения при обкатке, от указанного начального положения обкатки и до указанного конечного положения обкатки.
2. Способ по п. 1, в котором центральное положение обкатки размещают между указанным начальным положением обкатки и указанным конечным положением обкатки и в котором указанную первую скорость вращения сообщают заготовке между указанным начальным положением обкатки и указанным центральным положением обкатки.
3. Способ по п. 2, в котором указанную первую скорость вращения заготовки останавливают до указанного центрального положения обкатки.
4. Способ по п. 2, в котором вслед за указанной первой скоростью вращения указанную заготовку вращают при указанной теоретической скорости вращения при обкатке до указанного конечного положения обкатки.
5. Способ по п. 1, в котором не используют указанную заднюю кромку для режущего воздействия.
6. Способ по п. 1, в котором после достижения указанного конечного положения обкатки указанную заготовку вращают в противоположном направлении в контакте с указанным режущим инструментом.
7. Способ по п. 6, в котором вращение заготовки в указанном противоположном направлении выполняют при указанной теоретической скорости при обкатке.
8. Способ по п. 6, в котором до вращения указанной заготовки в указанном противоположном направлении выполняют движение доворота режущего инструмента относительно заготовки.
9. Способ по п. 1, в котором указанная первая скорость вращения является постоянной.
10. Способ по п. 1, в котором указанная первая скорость вращения является переменной.
11. Способ по п. 1, в котором указанный режущий инструмент выполнен в виде дисковой фрезы.
12. Способ по п. 11, в котором указанная дисковая фреза включает режущие лезвия, ориентированные под углом конуса.
13. Способ по п. 1, в котором указанный режущий инструмент выполнен в виде торцевой фрезы.
| WO 2007044403 A1, 19.04.2007 | |||
| Способ нарезания конических зубчатых колес | 1960 |
|
SU138135A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| АВТОПОЕЗД | 2008 |
|
RU2372241C1 |
| US 7364391 B1, 29.04.2008. | |||

