Настоящее изобретение относится к способу и установке для сборки шин.
Циклы производства шины предусматривают операции по созданию и/или сборке различных компонентов шины, которые осуществляются на одной или более сборочных линиях, и затем собираемую шину подвергают процессу формования и вулканизации, который определяет конструкцию шины согласно требуемой геометрии и рисунку протектора.
Для производства компонентов шины предварительно размещают начальные компоненты, из которых получают промежуточное изделие.
Затем из одного или более промежуточных изделий собирают сырую шину, формуют ее и вулканизируют.
Сформованную и вулканизированную шину подвергают ручному визуальному контролю, после чего она отбраковывается или признается приемлемой и, следовательно, пригодной к выпуску на рынок (для производства оригинального оборудования или в качестве "запасной/сменной" шины).
Возможные модификации производственного процесса для коррекции дефектов доверены опыту оператора, который проверяет брак и основывается на типе и размере шины.
Термин "начальные компоненты" должен означать один или более их эластомерных материалов и кордов, содержащих по меньшей мере одну текстильную или металлическую нить. Множество нитей набора предпочтительно скручены друг с другом.
Термин "эластомерный материал" должен означать композицию, содержащую по меньшей мере один эластомерный полимер и по меньшей мере один армирующий наполнитель. Предпочтительно такая композиция далее содержит присадки, такие как, например, сшивающий агент и/или пластифицирующий агент. Благодаря присутствию сшивающего агента в таком материале можно создавать поперечные связи путем нагревания, чтобы получить готовое произведенное изделие.
Термин "сырая шина" означает шину, полученную в конце процесса сборки, но еще не сформованную и не вулканизированную.
Термин "шина, подвергающаяся обработке" означает комплект из одной или более детали сырой шины, собранный на формующей опоре, включая начальные компоненты, сырую шину и сформованную и вулканизированную шину, которая должна подвергнуться контролю.
Термин "промежуточное изделие" означает промежуточное изделие обычного типа, единственную деталь или обрезанную в размер, например, прокладку, подкладку, антиабразивный элемент, комплекс (комплект, содержащий прокладку, подкладку и антиабразивный элемент), сердечник крыла шины, наполнитель сердечника крыла шины, армирующую вставку, вставку боковой стенки, боковую стенку, слой каркаса, брекерный пояс, подслой, беговой пояс и т.д., или "элементарное" промежуточное изделие, т.е. в форме по меньшей мере одного из следующего: непрерывный удлиненный элемент, изготовленных из эластомерного материала; текстильный или металлический армирующий корд, предпочтительно покрытый эластомерным материалом; элемент в форме пояса, изготовленный из эластомерного материала, содержащий по меньшей мере два текстильных или металлических корда. Последний, разрезанный в размер, также называют "полосовой элемент"
Термин "параметр" означает характеристику, которая может влиять на качество шины. Параметр ассоциируется с одним или более из следующего: начальные компоненты, этапы производства промежуточных изделий, промежуточные изделия, этапы сборки сырой шины, сырая шина, вулканизация, сформованная и вулканизированная шина. Например, в случае эластомерных материалов один из параметров образован соответствующей датой истечения срока годности. В случае промежуточного изделия, и/или сырой шины, и/или сформованной и вулканизированной шины один параметр, например, образован концентрацией и/или размером пузырьков воздуха.
Термин "показатель качества" означает цифровой код, буквенно-цифровой код или визуальный код, присвоенный параметру, указывающему на уровень (т.е. приемлемый, брак или условно приемлемый), который относится к следующему: соответствующий начальный компонент, этап производства промежуточного изделия, промежуточное изделие, этап сборки сырой шины, сырая шина, вулканизация, сформованная и вулканизированная шина.
Термин "контрольная операция как функция показателей качества" означает контроль, осуществляемый для проверки эффекта возможных показателей качества, соответствующих разным уровням. Предпочтительно, соответствующих условно приемлемому уровню.
Термин "автоматический визуальный контроль" означает систему автоматического контроля сформованной и вулканизированной шины.
Термин "контрольное устройство" означает логический комплект из одного или более контрольных устройств, имеющихся на установке.
Было обнаружено, что проверки, проводившиеся до настоящего времени, исходят из предположения, что начальные компоненты, промежуточные изделия, оборудования и процессы были созданы или эксплуатируются в пределах предварительно заданных допусков.
Было обнаружено, что такое предположение является причиной большого количества брака в конце производственного процесса, т.е. после выполнения всех этапов, которые проходит шина и, следовательно, с высокими итоговыми издержками на брак.
Было также обнаружено, что введение более точного контроля для повышения качества готовых изделий влечет риск увеличения времени на изготовление шины и не ускоряет возврата информации в производственный цикл.
Заявитель понял, что выбирая конкретные параметры и присваивая им показатель качества по меньшей мере в трех уровнях, из которых по меньшей мере два соответствуют двум приемлемым уровням, можно устранить вышеописанные недостатки.
Более точно, было обнаружено, что немедленная обратная связь и/или обратная связь по окончании автоматического визуального контроля, основанная на вышеупомянутом показателе качества, позволяет повысить качество готового изделия и уменьшить количество брака во всем процессе, в частности на уровне готовых изделий, где брак влечет еще более высокие издержки.
Более точно, согласно первому аспекту настоящее изобретение относится к способу сборки шин, предварительно отбраковывая начальные компоненты.
Предпочтительно, промежуточные изделия изготавливают из одного или более начального компонента.
Предпочтительно, сырую шину собирают из одного или более промежуточного изделия.
Предпочтительно, сырую шину формуют и вулканизируют.
Предпочтительно, измеряют по меньшей мере два параметра, относящихся к изготавливаемой шине, при этом эти параметры связаны с одним или более из следующего: начальные компоненты, этапы производства промежуточных изделий, промежуточные изделия, этапы сборки сырой шины, сырая шина, вулканизация, сформованная и вулканизированная шина.
Предпочтительно, контролируют каждый из этих по меньшей мере двух параметров для присвоения каждому из них показателя качества, сравнивающего каждый параметр с по меньшей мере одним порогом отбраковки и по меньшей мере одним порогом условия, где этот по меньшей мере один порог отбраковки отделяет уровень брака от приемлемого уровня итогового показателя качества и измеряет один или более условно приемлемый уровень, приближающийся к порогу отбраковки.
Предпочтительно, изготавливаемую шину отбраковывают, когда по меньшей мере одному из этих параметров присваивают показатель качества, соответствующий уровню брака.
Предпочтительно, результат контроля по меньшей мере одного параметра используют в качестве обратной связи для проверки показателя качества этих по меньшей мере двух параметров.
Вышеописанное решение позволяет повысить качество готового изделия и снизить количество брака на предприятии по производству шин любого типа, независимо от применяемых и производимых промежуточных изделий, гибкости самих предприятий и от требуемого уровня производительности.
Согласно второму аспекту изобретение относится к установке для сборки шин, содержащей систему для управления начальными компонентами.
Предпочтительно, установка содержит систему для управления производством промежуточных изделий из одного или более начального компонента.
Предпочтительно, установка содержит систему для управления сборкой сырых шин из одного или более промежуточного изделия.
Предпочтительно, установка содержит систему для управления вулканизацией сырых шин.
Предпочтительно, установка содержит контрольное устройство, запрограммированное для:
- контроля по меньшей мере двух параметров, относящихся к изготавливаемой шине, при этом такие параметры связаны с одним или более из следующего: начальные компоненты, этапы производства промежуточных изделий, промежуточные изделия, этапы сборки сырых шин, сырые шины, вулканизация, сформованные и вулканизированные шины, для присвоения каждому из этих по меньшей мере двух параметров показателя качества, сравнивающего каждый параметр с по меньшей мере одним порогом отбраковки и по меньшей мере одним порогом условия, где этот по меньшей мере один порог отбраковки отделяет уровень отбраковки от приемлемого уровня этого показателя качества и измеряет один или более условно приемлемый уровень, приближающийся к уровню отбраковки.
Еще более предпочтительно, установка содержит контрольное устройство, запрограммированное для создания обратной связи на основе результата контроля по меньшей мере одного параметра для проверки показателя качества этих по меньшей мере двух параметров.
Настоящее изобретение по меньшей мере в одном из вышеописанных аспектов может иметь по меньшей мере один из следующих предпочтительных отличительных признаков.
Предпочтительно, эти по меньшей мере два параметра содержат по меньшей мере один начальный параметр и один дополнительный параметр.
Предпочтительно, управление каждым из по меньшей мере двух параметров включает управление присвоением соответствующего показателя качества этому начальному параметру и управление присвоением дополнительному параметру соответствующего показателя качества с учетом показателя качества, присвоенного начальному параметру.
Предпочтительно, управление каждым из этих по меньшей мере двух показателей качества включает управление присвоением начальному параметру соответствующего показателя качества, выбор дополнительного параметра, подлежащего измерению, который работает как функция показателя качества, присвоенного начальному параметру.
Предпочтительно, создание обратной связи результатов контроля по меньшей мере одного параметра включает создание обратной связи по результату контроля по меньшей мере дополнительного параметра для проверки показателя качества этого по меньшей мере одного начального параметра и дополнительного параметра.
Задание выбора и/или управления дополнительным параметром на основе показателей качества начального параметра позволяет оптимизировать качество и время цикла контроля, поскольку о возможном существовании причин, которые могут генерировать дефекты и, следовательно, возможный брак, известно заранее. Дополнительно, можно ускорить обратную связь.
Предпочтительно, по меньшей мере один из по меньшей мере двух параметров модифицируется этой обратной связью так, чтобы присваивать показатель качества, соответствующий приемлемому уровню при последующем контроле.
Предпочтительно, подвергать сформованную и вулканизированную шину автоматическому визуальному контролю.
Применение автоматического визуального контроля позволяет повысить качество готовых изделий и уменьшить количество брака.
Предпочтительно, результаты автоматического визуального контроля по меньшей мере одного из по меньшей мере двух параметров использовать в качестве обратной связи для проверки показателя качества этих по меньшей мере двух параметров.
Настройка автоматического визуального контроля на основе показателей качества позволяет прогнозировать и/или подразделять изделия на категории качества, оптимизировать время цикла системы автоматического визуального контроля, поскольку о возможном существовании причин, которые могут генерировать дефекты и, следовательно, возможный брак, известно заранее; это ускоряет обратную связь на всех уровнях процесса, в частности между автоматическим визуальным контролем и предшествующими этапами.
Предпочтительно, автоматический визуальный контроль работает как функция по меньшей мере показателя качества, присвоенного по меньшей мере одному из этих по меньшей мере двух параметров.
Предпочтительно, сформованную и вулканизированную шину подвергают по меньшей мере одному инструментальному контролю.
Предпочтительно, измеряют и контролируют параметр, связанный с начальным компонентом, и отбраковывают начальный компонент, чьему параметру присвоен показатель качества, соответствующий уровню отбраковки перед изготовлением промежуточного изделия.
Предпочтительно, измеряют и контролируют параметр, связанный с начальным компонентом, и отбраковывают начальный компонент, чьему параметру присвоен показатель качества, соответствующий уровню отбраковки, перед сборкой сырой шины.
Предпочтительно, измеряют и контролируют параметр, связанный с промежуточным изделием или этапом его производства, и отбраковывают промежуточное изделие, чьему параметру присвоен показатель качества, соответствующий уровню отбраковки, перед сборкой сырой шины.
Предпочтительно измеряют и контролируют параметр, связанный с сырой шиной или с этапом ее сборки, и отбраковывают сырую шину, чьему параметру присвоен показатель качества, соответствующий уровню отбраковки до вулканизации.
Предпочтительно, измерение по меньшей мере одного из по меньшей мере двух параметров включает считывание по меньшей мере одного из этих по меньшей мере двух параметров с помощью устройства измерения.
Предпочтительно, измерение по меньшей мере одного из по меньшей мере двух параметров включает ввод по меньшей мере одного из этих по меньшей мере двух параметров.
Предпочтительно, измерение по меньшей мере одного из по меньшей мере двух параметров включает ввод по меньшей мере одного из этих по меньшей мере двух параметров в контрольное устройство.
Предпочтительно, измерение по меньшей мере одного из по меньшей мере двух параметров включает ввод по меньшей мере одного из этих по меньшей мере двух параметров в контрольное устройство системы управления соответствующим начальным компонентом (компонентами), этапами изготовления промежуточных изделий, этапами сборки сырой шины, вулканизацией, с которым связан этот по меньшей мере один параметр.
Предпочтительно, измерение по меньшей мере одного из по меньшей мере двух параметров включает ввод по меньшей мере одного из этих по меньшей мере двух параметров в контрольное устройство для автоматического визуального контроля сформованной и вулканизированной шины.
Предпочтительно, контроль по меньшей мере одного из по меньшей мере двух параметров осуществляют на уровне контрольного устройства.
Предпочтительно, контроль по меньшей мере одного из по меньшей мере двух параметров осуществляют на уровне контрольного устройства системы управления, соответственно, начальными компонентами, этапами производства промежуточных изделий, этапами сборки сырой шины, вулканизацией, когда с ними связан этот по меньшей мере один из по меньшей мере двух параметров.
Предпочтительно, контроль по меньшей мере одного из по меньшей мере двух параметров осуществляют на уровне контрольного устройства автоматического визуального контроля сформованной и вулканизированной шины.
Предпочтительно, направляют на контрольное устройство по меньшей мере один начальный параметр из по меньшей мере двух параметров или показатель качества по меньшей мере одного начального параметра из по меньшей мере двух параметров.
Предпочтительно, по меньшей мере один начальный параметр или показатель качества по меньшей мере одного начального параметра приходит от системы управления соответствующим начальным компонентом (компонентами), этапами производства промежуточного изделия, этапами сборки сырой шины, вулканизации, с которыми связан этот по меньшей мере один начальный параметр.
Предпочтительно, контрольное устройство осуществляет контроль или получает результаты контроля по меньшей мере одного дополнительного параметра из по меньшей мере двух параметров с присвоенными показателями соответствующего качества и посылает на систему управления начальным компонентом (компонентами), этапами производства промежуточного изделия, этапами сборки сырой шины, вулканизации, с которыми связан по меньшей мере один параметр, команды для изменения показателя качества по меньшей мере одного начального параметра как функцию показателя качества дополнительного параметра.
Предпочтительно, дополнительный параметр связан со сформованной и вулканизированной шиной или с сырой шиной до вулканизации.
Предпочтительно, контрольное устройство является управляющим устройством для одного или боле из:
системы управления начальным компонентом (компонентами),
системы управления этапами производства промежуточного изделия,
системы управления этапами сборки сырой шины,
системы управления вулканизацией.
Предпочтительно посылают на контрольное устройство для автоматического визуального контроля сформованной и вулканизированной шины по меньшей мере один начальный параметр из этих по меньшей мере двух параметров или показатель качества по меньшей мере одного начального параметра из этих по меньшей мере двух параметров.
Предпочтительно, по меньшей мере один начальный параметр или показатель качества по меньшей мере одного начального параметра приходит от системы управления соответствующим начальным компонентом (компонентами), этапами производства промежуточного изделия, этапами сборки сырой шины, вулканизацией, с которой этот по меньшей мере один начальный параметр связан.
Предпочтительно, контрольное устройство для автоматического визуального контроля осуществляет контроль или принимает результаты контроля по меньшей мере одного дополнительного параметра из этих по меньшей мере двух параметров и посылает на систему управления соответствующим начальным компонентом (компонентами), этапами производства промежуточного изделия, этапами сборки сырой шины, вулканизацией, с которой этот по меньшей мере один начальный параметр связан, команды для изменения показателя качества этого по меньшей мере одного начального параметра как функцию показателя качества этого дополнительного параметра.
Предпочтительно, этот дополнительный параметр связан с сформованной и вулканизированной шиной или с сырой шиной до вулканизации.
Предпочтительно, показатель качества содержит по меньшей мере три уровня, соответственно, отбраковки, приемлемый и условно приемлемый.
Предпочтительно, показатель качества содержит по меньшей мере один верхний уровень отбраковки, отделенный от приемлемого уровня посредством верхнего порога отбраковки.
Предпочтительно, показатель качества содержит по меньшей мере один нижний уровень отбраковки, отделенный от приемлемого уровня посредством нижнего порога отбраковки.
Предпочтительно, приемлемый уровень расположен центрально относительно нижнего порога отбраковки и верхнего порога отбраковки.
Предпочтительно, показатель качества содержит по меньшей мере один верхний условно приемлемый уровень, расположенный рядом с верхним уровнем отбраковки, и определенный внутри приемлемого уровня посредством верхнего порога условия.
Предпочтительно показатель качества содержит по меньшей мере один нижний условно приемлемый уровень, расположенный рядом с нижним уровнем отбраковки, и определенный внутри приемлемого уровня посредством нижнего порога условия.
Предпочтительно, приемлемый уровень расположен центрально относительно нижнего порога отбраковки и верхнего порога отбраковки, и содержит нижний условно приемлемый уровень и не примыкающий к нему верхний условно приемлемый уровень.
Предпочтительно, показатель качества содержит по меньшей мере два условно приемлемых уровня, примыкающих друг к другу.
Предпочтительно, контрольное устройство запрограммировано на контроль каждого из этих по меньшей мере двух параметров, содержащих по меньшей мере один начальный параметр и один дополнительный параметр.
Предпочтительно, контрольное устройство запрограммировано для контроля дополнительного параметра с учетом показателя качества, присвоенного начальному параметру, и для создания обратной связи по результатам контроля этого по меньшей мере одного дополнительного параметра для проверки показателя качества этого по меньшей мере одного начального параметра и одного дополнительного параметра.
Предпочтительно, контрольное устройство запрограммировано для контроля начального параметра, присваивая ему соответствующий показатель качества, при этом выбор дополнительного измеряемого параметра осуществляется как функция показателя качества, присвоенного этому начальному параметру, и для создания обратной связи по результатам контроля по меньшей мере этого дополнительного параметра для проверки показателя качества этого по меньшей мере одного начального параметра и дополнительного параметра.
Предпочтительно, имеется по меньшей мере одна система автоматического визуального контроля сформованной им вулканизированной шины.
Предпочтительно, контрольное устройство запрограммировано для создания обратной связи по результатам автоматического визуального контроля относительно по меньшей мере одного из этих по меньшей мере двух параметров для проверки показателя качества этих по меньшей мере двух параметров.
Предпочтительно система автоматического визуального контроля сформованной и вулканизированной шины, работает как функция по меньшей мере показателя качества, присвоенного по меньшей мере одному из этих двух параметров.
Предпочтительно, контрольное устройство содержит контрольное устройство для системы автоматического визуального контроля.
Предпочтительно, контрольное устройство запрограммировано для приема по меньшей мере одного параметра от одной или более из систем управления.
Предпочтительно, имеется по меньшей мере одна система инструментального контроля.
Предпочтительно, имеется система ручного визуального контроля.
Предпочтительно, имеется линия брака для отбраковки начального компонента, параметру которого присвоен показатель качества, соответствующий уровню отбраковки.
Предпочтительно, имеется линия брака для отбраковки промежуточного изделия, параметру которого присвоен показатель качества, соответствующий уровню отбраковки.
Предпочтительно, имеется линия брака для отбраковки собранной сырой шины, параметру которой присвоен показатель качества, соответствующий уровню отбраковки.
Предпочтительно, имеется линия брака для отбраковки сформованной и вулканизированной шины, параметру которой присвоен показатель качества, соответствующий уровню отбраковки.
Предпочтительно, имеются устройства измерения для измерения по меньшей мере одного из по меньшей мере двух выбранных параметров.
Предпочтительно, имеются устройства интерфейса для ввода по меньшей мере одного из по меньшей мере двух параметров.
Предпочтительно, системы управления содержат устройства интерфейса для ввода по меньшей мере одного из этих по меньшей мере двух параметров.
Предпочтительно, контрольное устройство имеет устройства интерфейса для ввода по меньшей мере одного из этих по меньшей мере двух параметров.
Предпочтительно, имеется коммуникационная сеть, соединяющая управляющие системы и контрольное устройство.
Другие признаки и преимущества изобретения будут понятны из нижеследующего описания нескольких примеров способов и установок для сборки шин согласно настоящему изобретению, приведенных как не ограничивающий пример со ссылками на приложенные чертежи, на которых:
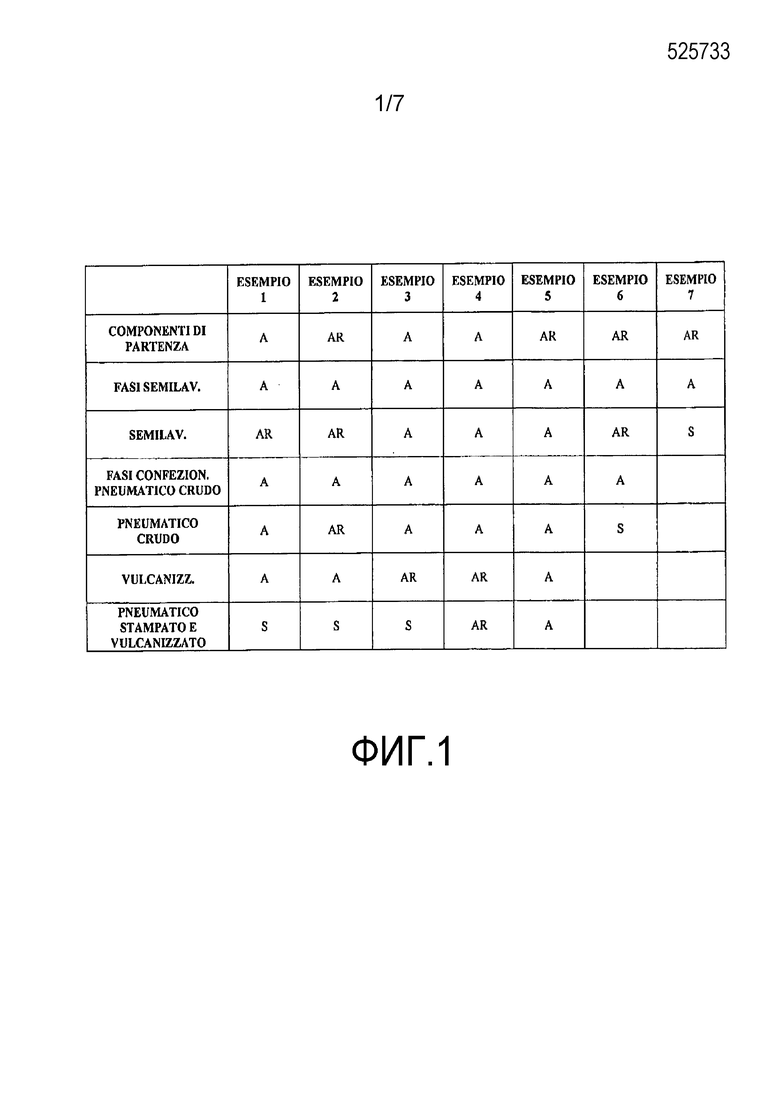
Фиг. 1 - иллюстрация схемы нескольких примеров способа сборки шин согласно изобретению;
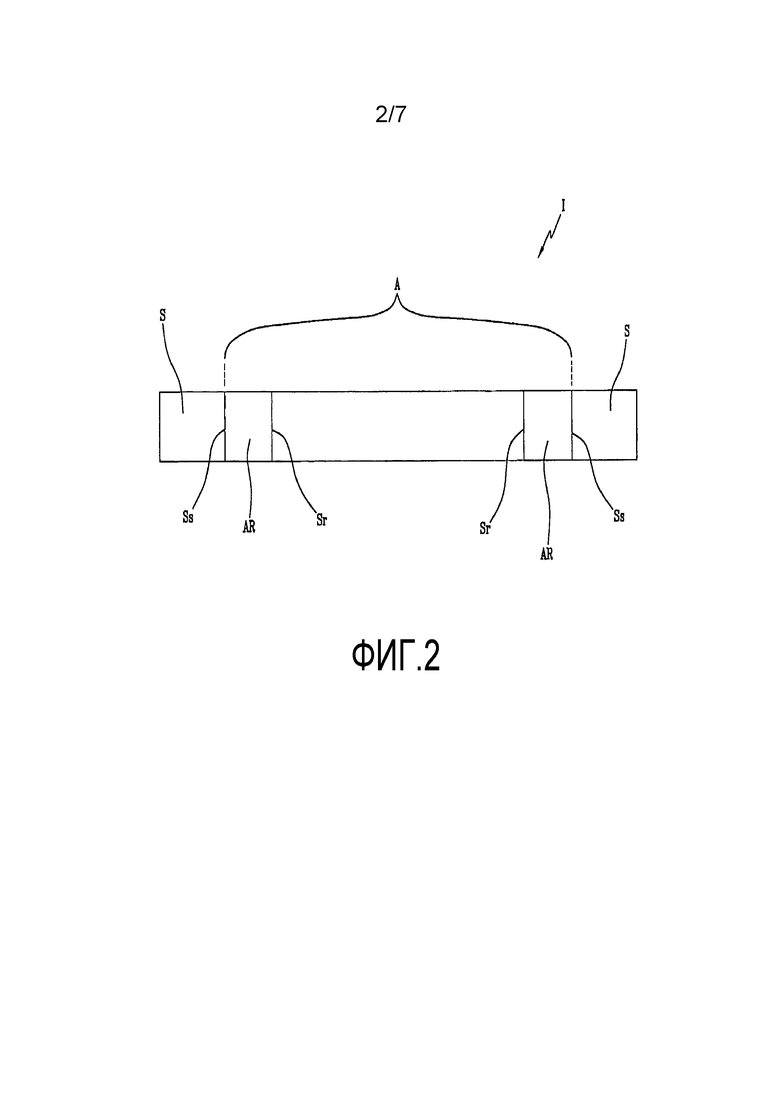
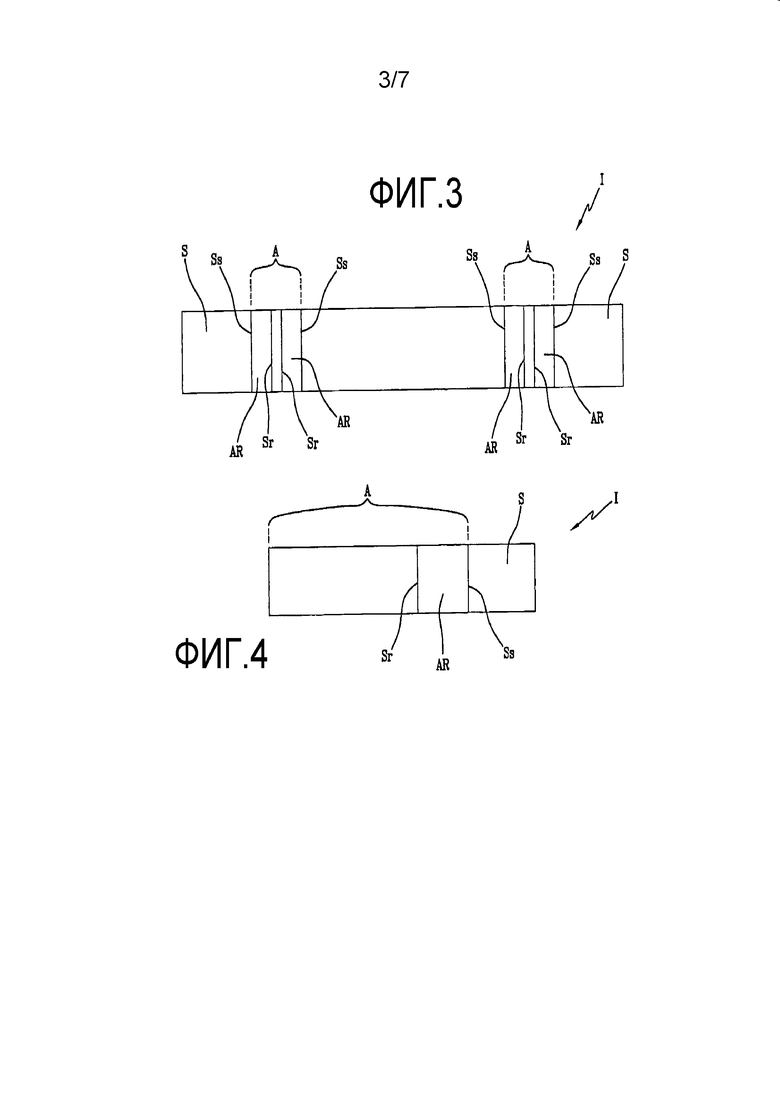
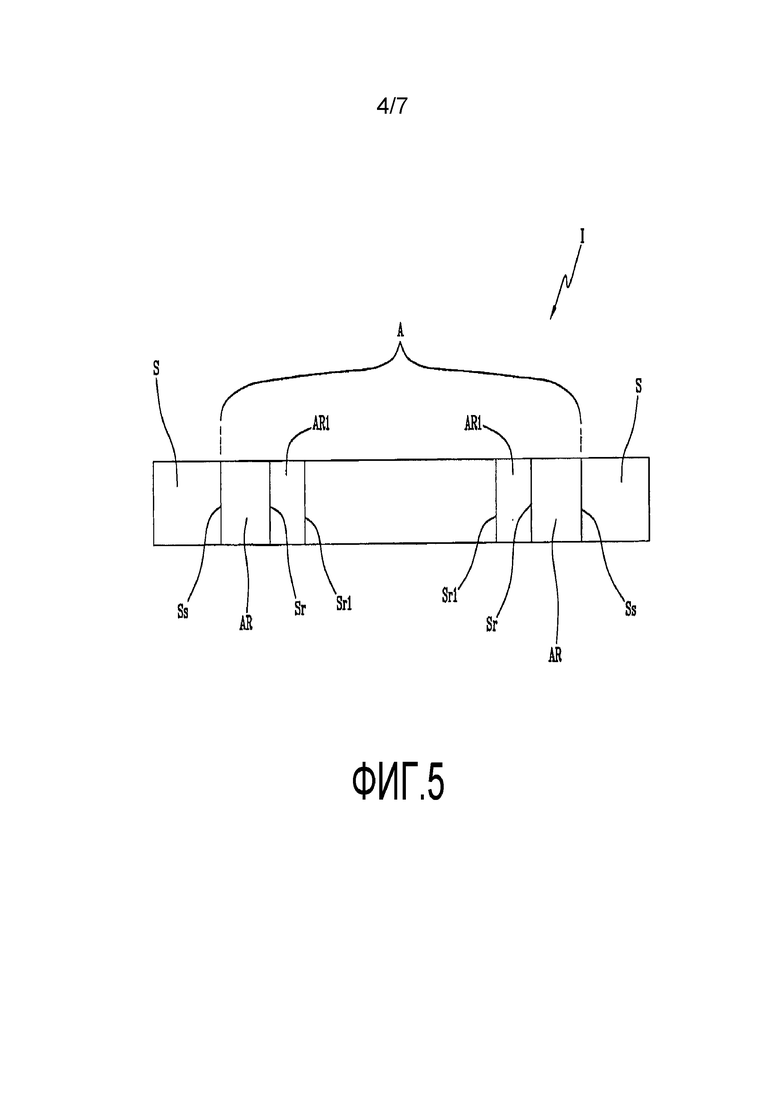
Фиг. 2-5 - схематические иллюстрации примеров показателя качества, применяемого в способе согласно изобретению;
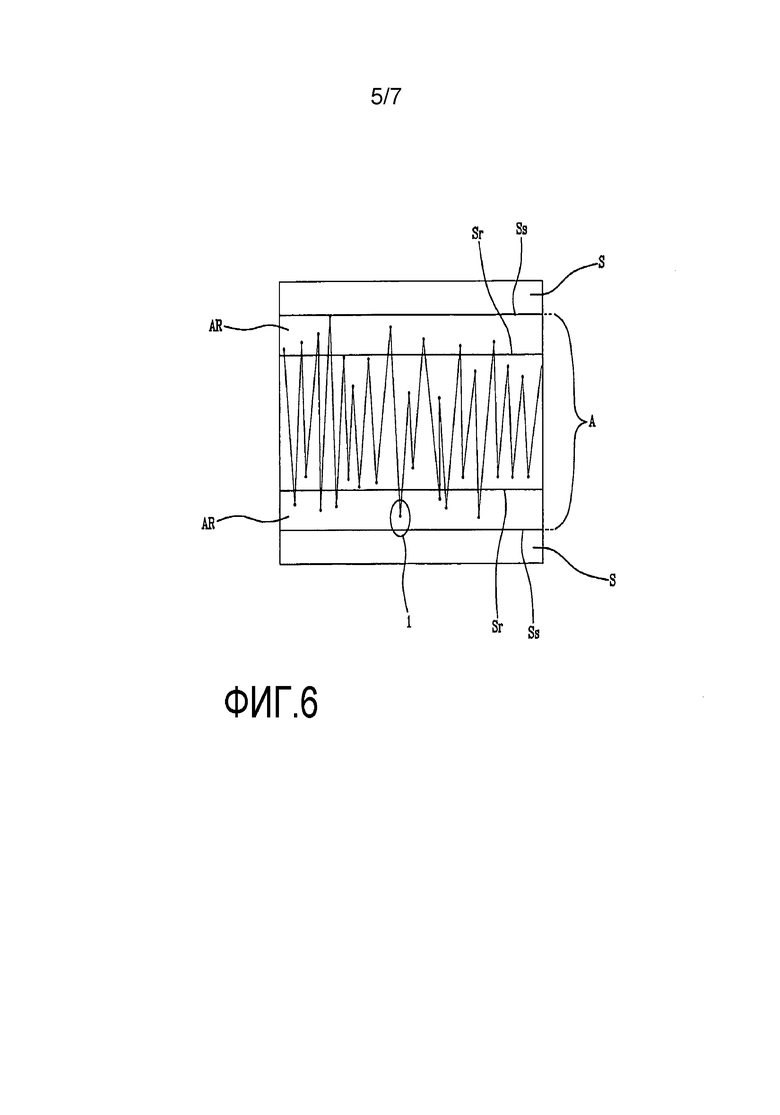
Фиг. 6 - схематическая диаграмма считывания параметра, применяемого в способе согласно изобретению, и соответствующий показатель качества;
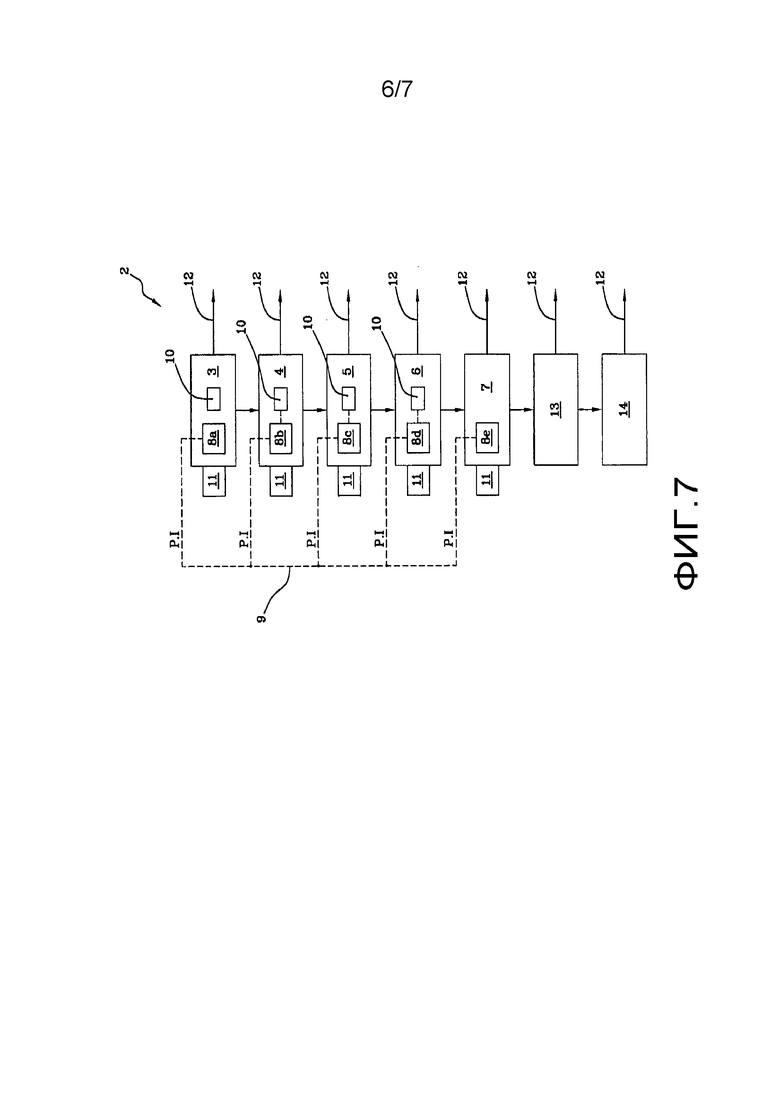
Фиг. 7 - схематическая иллюстрация возможного варианта установки для сборки шин согласно изобретению; и
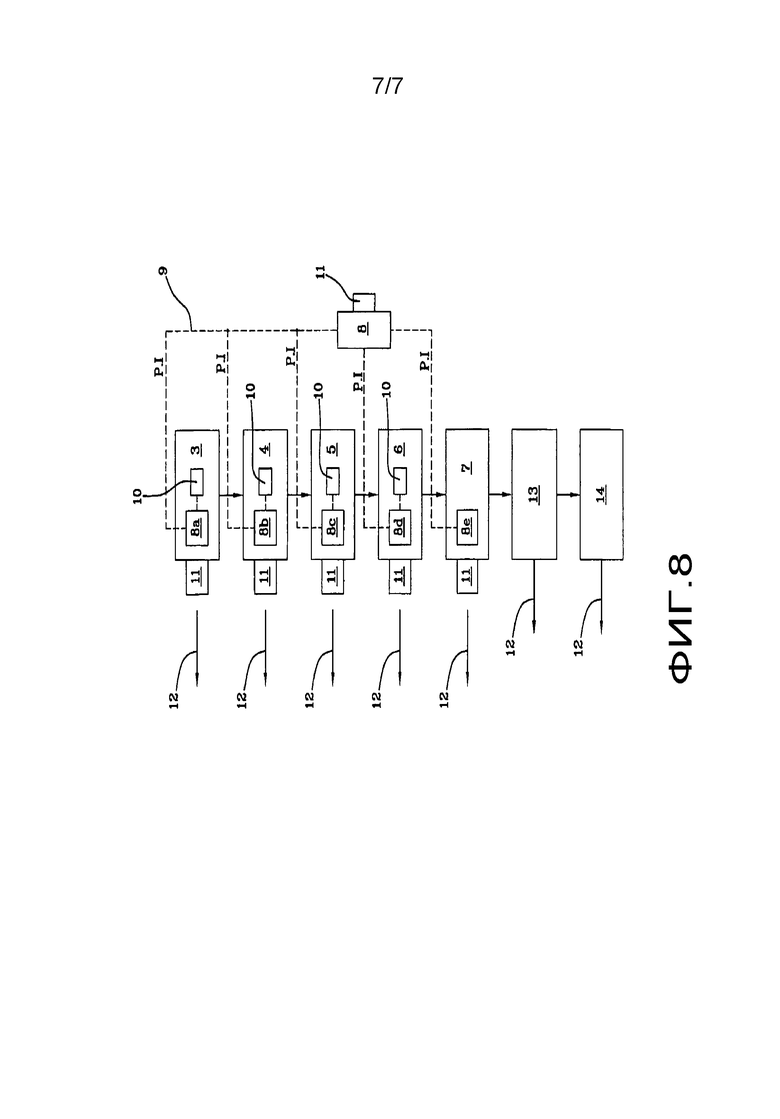
Фиг. 8 - схематическая иллюстрация другого возможного варианта установки для сборки шин согласно изобретению.
На фиг. 1 схематически представлены семь возможных примеров способа сборки шин согласно настоящему изобретению. По существу, такой метод предусматривает предварительное размещение одного или боле начального компонента, изготовление одного или более промежуточного изделия из одного или боле начального компонента на одном или более этапе изготовления промежуточного изделия, сборку сырой шины из одного или более промежуточного изделия на одном или боле этапе сборки сырой шины, и формование и вулканизацию сырой шины.
Способ по настоящему изобретению дополнительно предусматривает измерение по меньшей мере двух параметров, относящихся к изготавливаемой шине. Такие параметры могут быть связаны с одним или более из следующего: начальные компоненты, этапы производства промежуточных изделий, промежуточные изделия, этапы сборки сырой шины, сырая шина, сформованная и вулканизированная шина, как показано в первой колонке на фиг. 1.
Каждый учитываемый параметр контролируется и ему присваивается показатель I качества. Для присвоения показателя I качества, каждый параметр сравнивается с по меньшей мере одним порогом отбраковки Ss и по меньшей мере одним порогом условия Sr.
Каждый порог отбраковки Ss отделяет уровень отбраковки S от приемлемого уровня А в показателе I качества. Порог условия Sr соответствует приемлемому уровню А показателя I качества (т.е. он включен в приемлемый уровень А) и измеряет один или более условно приемлемый уровень AR, примыкающий к порогу отбраковки Ss.
В частности, показатель качества содержит по меньшей мере три уровня, соответственно, отбраковки S, приемлемый А и условно приемлемый АR. Условно приемлемый уровень AR находится внутри приемлемого уровня А.
Фиг. 4 соответствует примеру показателя I качества и иллюстрирует порог Ss отбраковки, порог Sr условия и три уровня, соответственно, отбраковки S, приемлемый А и условно приемлемый AR. Левый предел на фиг. 4 не существенен для оценки соответствующего параметра.
Показатель качества с фиг. 4, например, применяется в случае начальных компонентов, для которых измеренным параметром может быть дата применения. Сравнивая дату применения с предельной датой хранения, которая образует порог Ss отбраковки, можно присвоить показатель I качества начальному компоненту, аналогично показателю по фиг. 4, как функцию близости предельной даты хранения. Порог Sr условия (т.е. период времени, в который этот компонент все еще остается приемлемым, но условно, поскольку срок хранения истекает) определен как функция типа начального компонента.
Показатель качества по фиг. 4, например, применяется в случае наличия пузырьков воздуха в одном или более промежуточном изделии или на соответствующем этапе производства, или в сырой шине, или на соответствующем этапе сборки, или в сформованной и вулканизированной шине. Параметр, соответствующий наличию пузырьков воздуха, например, представленному их концентрацией и/или размером, считывают, например, посредством измерительных устройств, сравнивают с порогом Ss отбраковки и присваивают показатель I качества промежуточному изделию, сырой шине, сформованной и вулканизированной шине или соответствующему этапу производства/сборки.
Согласно другому примеру, показатель I качества содержит по меньшей мере один верхний уровень S отбраковки, отделенный от приемлемого уровня А верхним порогом Ss отбраковки. Такой показатель I качества может содержать по меньшей мере один верхний условно приемлемый уровень AR, примыкающий к верхнему порогу Ss отбраковки и определенный внутри приемлемого уровня А посредством верхнего порога Sr условия. Альтернативно или дополнительно, этот показатель качества содержит по меньшей мере один нижний уровень S отбраковки, отделенный от приемлемого уровня нижним порогом Ss отбраковки. Этот показатель I качества может содержать по меньшей мере один условно приемлемый уровень AR, примыкающий к нижнему порогу Ss отбраковки и определенный внутри приемлемого уровня А нижним порогом Sr условия.
Один пример показателя I качества, содержащего и верхний уровень S отбраковки, и нижний уровень S отбраковки, показан ан фиг. 2. Приемлемый уровень А расположен центрально относительно нижнего порога Ss отбраковки и верхнего порога Ss отбраковки. Предпочтительно, к каждому порогу Ss отбраковки примыкает порог Sr условия приемлемого уровня А, который определяет ответствующий условно приемлемый уровень AR. Фиг. 2, таким образом, относится к показателю I качества, в котором показано следующее: верхний условно приемлемый уровень AR, примыкающий к верхнему порогу Ss отбраковки, а также нижний условно приемлемый уровень AR, примыкающий к нижнему порогу Ss отбраковки. Нижний условно приемлемый уровень AR и верхний условно приемлемый уровень AR не примыкают друг к другу. Пример по фиг. 2 соответствует показателю I качества, содержащему пять уровней: приемлемый уровень А, два уровня S отбраковки и, внутри приемлемого уровня А, два условно приемлемых уровня AR.
Показатель качества по фиг. 2, например, применяется в случае измерения ширины бегового пояса на самом промежуточном изделии, и параметр ширины представлен числовой величиной, рассчитанной по одному из двух краев бегового пояса, взятому за точку отсчета.
На фиг. 3 показан еще один пример показателя I качества, соответствующий удвоенному показателю качества по фиг. 2. В этом случае показатель I качества содержит девять уровней: два приемлемых уровня А два условно приемлемых уровня AR в каждом из приемлемых уровней А, и три уровня S отбраковки (верхний уровень отбраковки, промежуточный уровень отбраковки и нижний уровень отбраковки). Показатель I качества, показанный на фиг. 3, например, применяется в случае считывания ширины бегового пояса на самом промежуточном изделии, и параметром ширины является расстояние каждой из двух краев бегового пояса от центральной линии, являющейся точкой отсчета.
На фиг. 5 показан еще один пример показателя I качества, содержащий два условно приемлемых уровня AR и AR1, примыкающих друг к другу, для каждого порога Ss отбраковки. В этом случае имеются два порога условия Sr и Sr1 для каждого порога Ss отбраковки. Первый порог Sr условия определяет первый условно приемлемый уровень AR, примыкающий к уровню S отбраковки. Второй порог Sr1 условия определяет второй условно приемлемый уровень AR1, примыкающий к первому условно приемлемому уровню AR и не примыкающий к уровню S отбраковки.
Когда показатель I качества присвоен, можно отбраковывать изготавливаемую шину, когда по меньшей мере одному из учитываемых параметров присвоен показатель I качества, соответствующий уровню S отбраковки.
Результаты контроля по меньшей мере одного из параметров используются в качестве обратной связи для проверки показателя I качества по меньшей мере двух учитываемых параметров. В частности, по меньшей мере один из учитываемых параметров модифицируется этой обратной связью так, чтобы при следующем контроле ему был присвоен показатель I качества, соответствующий приемлемому уровню А.
Рассматривая любой из примеров, схематически приведенных на фиг. 1, способ по настоящему изобретению может обеспечить измерение по меньшей мере двух параметров, содержащих по меньшей мере один начальный параметр и по меньшей мере один дополнительный параметр. Измерение и/или контроль этих двух параметров осуществляется, например, но не обязательно, во временной последовательности.
Можно перейти к контролю начального параметра, присвоив ему соответствующий показатель I качества, и к контролю дополнительного параметра, учитывая показатель I качества, присвоенный начальному параметру. Дополнительному параметру также присваивается соответствующий показатель I качества.
Альтернативно или дополнительно, можно перейти к контролю начального параметра, присвоив ему соответствующий показатель I качества. Выбор дополнительного параметра, который следует измерить, осуществляется как функция показателя I качества, присвоенного начальному параметру. Другими словами, дополнительный параметр выбирают из тех параметров, на которые может влиять показатель I качества, присвоенный начальному параметру. Дополнительному параметру также присваивается соответствующий показатель I качества после соответствующего контроля.
По меньшей мере результат контроля дополнительного параметра используется в качестве обратной связи для проверки показателя I качества начального параметра и дополнительного параметра. В частности, по меньшей мере один из учитываемых параметров модифицируется этой обратной связью так, чтобы при последующем контроле ему присваивался показатель I качества, соответствующий приемлемому уровню А.
Согласно любому примеру из приведенных на фиг. 1, можно, например, перейти к измерению и контролю параметра, связанного с начальным компонентом, например, к дате хранения относительно даты истечения срока годности.
В случае (не показан), когда параметру, связанному с начальным компонентом, присвоен показатель качества, соответствующий уровню S отбраковки, такой начальный компонент отбраковывается до производства промежуточных изделий. Такой пример, в частности, применим для способов, в которых предусмотрено на этапе, предшествующем сборке сырой шины, производство промежуточного изделия обычного типа, единичной детали или детали, вырезанной в размер, или так называемого элементарного промежуточного изделия.
В случае (не показан), когда параметру, связанному с начальным компонентом, присвоен показатель качества, соответствующий уровню S отбраковки, такой начальный компонент отбраковывается еще до сборки сырой шины. Такой пример применим, в частности, к способам, в которых сборка сырой шины ведется одновременно с производством промежуточных изделий, в частности, "элементарных" промежуточных изделий.
Согласно одному примеру, именуемому "пример 7" на фиг. 1, измеряют и контролируют параметр, связанный с промежуточным изделием, например, концентрацию и/или размер воздушных пузырьков, и отбраковывают промежуточное изделие, параметру которого присвоен показатель I качества, соответствующий уровню S отбраковки еще до сборки сырой шины. Вышеописанный пример можно применять, учитывая альтернативно или дополнительно параметр, связанный с этапом производства промежуточного изделия (в примере 7, параметр, связанный с этапами производства промежуточного изделия, получивший показатель качества, соответствующий приемлемому уровню А).
В частности, согласно примеру 7 на фиг. 1 способ содержит этап, на котором измеряют параметр, связанный с начальным компонентом, например, дату применения эластомерного материала для обрезинивания слоя армирующих нитей. Показатель I качества, присвоенный такому параметру, соответствует условно приемлемому уровню AR, поскольку дата применения находится между порогом Ss отбраковки (дата истечения срока хранения) и порогом Sr условия (см. напр., показатель качества, проиллюстрированный на фиг. 4).
Во время производства промежуточного изделия, например, обрезиненного слоя армирующих нитей, в вальцовом прессе, в самом промежуточном изделии обнаруживаются воздушные пузырьки. Параметр, которым является концентрация воздушных пузырьков в обрезиненном слое армирующих нитей, попадает в уровень S отбраковки, поскольку он превышает порог Ss отбраковки (см., например, пример показателя качества, показанный на фиг. 4).
Поскольку по меньшей мере одному учитываемому параметру присвоен показатель I качества, соответствующий уровню отбраковки, соответствующая изготавливаемая шина, т.е. обрезиненный слой армирующих нитей, отбраковывается.
Предпочтительно, параметр, которым является дата применения эластомерного материала для обрезиненного слоя армирующих нитей, является начальным параметром, а параметр, которым является концентрация воздушных пузырьков в обрезиненном слое армирующих нитей, является дополнительным параметром, т.е. возникает одно или более из следующих условий:
- выполняют выбор параметра, которым является концентрация воздушных пузырьков в обрезиненного слоя армирующих нитей с учетом показателя I качества, присвоенного начальному параметру. Другими словами, параметр, которым является концентрация воздушных пузырьков в обрезиненном слое армирующих нитей выбран из тех параметров, на которые может влиять тот факт, что эластомерному материалу для обрезиненного слоя армирующих нитей был присвоен условно приемлемый уровень AR показателя I качества;
- контроль параметра, которым является концентрация воздушных пузырьков в обрезиненном слое армирующих нитей, осуществляется с учетом показателя I качества, присвоенного начальному параметру.
Параметр, которым является концентрация воздушных пузырьков обрезиненного слоя армирующих нитей, считывается, например, измерительными устройствами. Предпочтительно, измерительные устройства связаны с системой управления этапами производства промежуточного изделия, с которым связан исследуемый параметр (в данном случае, системой управления этапами производства обрезиненного слоя армирующих нитей).
По меньшей мере результат контроля параметра, которым является концентрация воздушных пузырьков в обрезиненном слое армирующих нитей в вальцовом прессе, используется как обратная связь для проверки показателя I качества двух учитываемых параметров. В частности, по меньшей мере один из учитываемых параметров модифицируют этой обратной связью так, чтобы ему присваивался показатель I качества, соответствующий приемлемому уровню А при последующем контроле. В рассматриваемом примере обратная связь по результату контроля параметра, которым является концентрация воздушных пузырьков в обрезиненном слое армирующих нитей в вальцовом прессе модифицирует показатель I качества обоих параметров.
Согласно одному примеру, приведенному как пример 6 на фиг. 1, измеряют и контролируют параметр, связанный с сырой шиной или с этапом ее сборки, и еще до вулканизации отбраковывают собранную сырую шину, параметру которой присвоен показатель I качества, соответствующий уровню отбраковки.
В частности, согласно примеру 6 на фиг. 1, способ содержит этапы, на которых измеряют параметр, связанный с начальным компонентом, например, дату применения эластомерного материала для обрезиненного слоя армирующих нитей. Показатель I качества, присвоенный этому параметру соответствует условно приемлемому уровню AR, поскольку дата применения находится между порогом Ss отбраковки (дата истечения срока хранения) и порогом Sr условия (см., напр., пример показателя качества, приведенный на фиг. 4).
Во время производства промежуточного изделия, например, производства обрезиненного слоя армирующих нитей в вальцовом прессе, в самом промежуточном изделии обнаруживают воздушные пузырьки. Параметр, которым является концентрация воздушных пузырьков в обрезиненном слое армирующих нитей, попадает в условно приемлемый уровень AR, поскольку он находится между порогом Ss отбраковки и порогом Sr условия (см., напр., пример показателя качества, приведенный на фиг. 4). Возможно, его выбор и/или контроль можно проводить с учетом показателя I качества, присвоенного дате применения эластомерного материала для обрезиненного слоя армирующих нитей.
Во время сборки сырой шины обнаруживают наличие избыточной концентрации воздушных пузырьков в зоне сборочного шва слоев каркаса. Параметр, которым является концентрация воздушных пузырьков в сборочном шве слоя, попадает в уровень S отбраковки, поскольку он превышает порог Ss отбраковки (см., например, показатель качества, проиллюстрированный на фиг. 4).
Предпочтительно, выбор и/или контроль параметра, которым является концентрация пузырьков в слоях, осуществляют с учетом показателя I качества, присвоенного дате эластомерного материала для обрезиненного слоя и/или показателя качества, присвоенного концентрации воздушных пузырьков в слое.
Поскольку по меньшей мере одному из учитываемых параметров присвоен показатель качества, соответствующий уровню отбраковки, соответствующая изготавливаемая шина, т.е. сырая шина, отбраковывается.
Параметр, которым является концентрация воздушных пузырьков в обрезиненном слое, и относящийся к сырой шине, считывается, например, измерительными устройствами. Предпочтительно эти измерительные устройства связаны с системой управления этапами производства промежуточного изделия или этапами сборки сырой шины, с которой связан исследуемый параметр.
По меньшей мере результат контроля параметра, которым является концентрация воздушных пузырьков в слое, используют как обратную связь для проверки показателя I качества учитываемых параметров. В частности, по меньшей мере один из учитываемых параметров изменяют с помощью этой обратной связи, чтобы ему был присвоен показатель качества, соответствующий приемлемому уровню А при следующем контроле. В рассматриваемом примере обратная связь по параметру, которым является концентрация воздушных пузырьков в сырой шине, в частности в сборочном шве слоя, изменяет показатель I качества трех учитываемых параметров.
Примеры 1-5 по фиг. 1 относятся к способу по настоящему изобретению, при котором подвергают сформованную и вулканизированную шину автоматическому визуальному контролю (или CVA), и создают обратную связь по результатам автоматического визуального контроля, относящуюся по меньшей мере к учитываемым параметрам, для проверки их показателя I качества. Предпочтительно, автоматический визуальный контроль работает как функция показателей I качества, присвоенных учитываемым параметрам.
Как показано в примере 1, одним из параметров является ширина бегового пояса. Этот параметр считывается измерительным устройством, например, линейной телекамерой, которая измеряет ширину бегового пояса во время его получения. Фиг. 6 иллюстрирует такое считывание, например, проводимое с частотой одно измерение в секунду. Абсцисса на диаграмме на фиг. 6 соответствует длине l бегового пояса, а ордината соответствует ширине L бегового пояса, измеренной на конкретной длине l. Ссылочные позиции не используются, поскольку фиг. 6 качественно представляет измерения ширины L бегового пояса. Величина, полученная в результате измерений, обозначенная на фиг. 6 позицией 1 сравнивается с порогом Ss отбраковки и порогом Sr условия. Эта величина 1 присваивается показателю качества, соответствующему условно приемлемому уровню AR. В частности, выделенное измерение меньше нижнего порога Sr условия, но все еще находится в допустимом интервале А, т.е. больше, чем нижний порог Ss отбраковки.
Согласно одному возможному варианту по примеру 1, контроль параметра, которым является ширина бегового пояса, осуществляется на уровне контрольного устройства для системы управления соответствующим промежуточным изделием, с которым связан этот параметр. Соответствующий показатель I качества, присвоенный этому параметру после контроля, можно послать на контрольное устройство для автоматического визуального контроля сформированной и вулканизированной шины.
Другим параметрам, учитываемым в примере 1, присваивается показатель А приемлемого качества.
На уровне автоматического визуального контроля измеряют параметр, относящийся к качеству готового изделия, в частности параметр, относящийся к наличию и размеру конкретных дефектов, таких как недостаточная боковина протектора. Из присвоения такому параметру показателя I качества следует, что такую сформованную и вулканизированную шину следует забраковать.
Предпочтительно параметр, которым является ширина бегового пояса, является начальным параметром, а проверка, осуществляемая при автоматическом визуальном контроле, может выполняться в отношении одного или более конкретных параметров (наличие и размер конкретных дефектов, образующих дополнительный параметр, поскольку:
- их выбор осуществляется с учетом показателя качества, присвоенного начальному параметру; и/или
- их контроль осуществляется с учетом показателя качества, присвоенного начальному параметру.
Результат автоматического визуального контроля используется как обратная связь для проверки показателей I качества учитываемых параметров и, в частности, для изменения показателя I качества, относящегося к ширине бегового пояса так, чтобы получить результат, соответствующий приемлемому уровню А.
Как показано в примере 2, измеряют разные параметры, которым присваивается показатель качества, соответствующий условно приемлемому уровню AR. В частности, показатель качества, соответствующий условно приемлемому уровню AR, присваивается:
а) параметру, которым является дата применения эластомерного материала, подготовленного для боковых стенок;
b) параметру, которым является концентрация и размер воздушных пузырьков в боковых стенках;
с) параметр, которым является концентрация и размер воздушных пузырьков в сырой шине.
На автоматический визуальный контроль подаются показатели качества (или величины различных параметров и он осуществляет их контроль для присвоения соответствующего показателя I качества).
На уровне автоматического визуального контроля измеряется параметр, относящийся к качеству готового изделия, в частности параметр, относящийся к наличию и размеру конкретных дефектов, таких как концентрация и размер воздушных пузырьков в боковых стенках шины. Из присвоения показателя I качества таким параметрам следует, что сформованную и вулканизированную шину следует забраковать.
Предпочтительно, параметр по п. а) образует начальный параметр для следующего параметра по п. b), поскольку:
- выбор параметра по п. b) осуществляют с учетом показателя I качества, присвоенного начальному параметру; и/или
- контроль параметра по п. b) осуществляют с учетом показателя I качества, присвоенного начальному параметру.
Указанное выше можно применить к отношению между параметром по п. b) и параметром по п. с), а также к отношению между одним или более из параметров по п. а)-с) и параметром, которым является концентрация и размер пузырьков в боковых стенках сформованной им вулканизированной шины.
Результат контроля, проведенного системой автоматического визуального контроля, используют в качестве обратной связи для проверки показателей I качества учитываемых параметров. В частности, по меньшей мере один из учитываемых параметров изменяют такой обратной связью так, чтобы присвоить показатель I качества, соответствующего приемлемому уровню А на следующем контроле. В рассматриваемом примере обратная связь по результатам контроля параметра, которым является концентрация и размер воздушных пузырьков в боковых стенках, изменяет показатель I качества рассматриваемых параметров.
Как показано в примере 3, параметру, относящемуся к вулканизации, присваивается показатель качества, соответствующий условно приемлемому уровню AR. Этот параметр может являться количеством циклов или целостность камеры. Другим параметрам, если они измерены, присваивается показатель качества, соответствующий приемлемому уровню А.
Автоматический визуальный контроль получает различные показатели качества (или величины различных параметров и выполняет их контроль для присвоения соответствующего показателя I качества).
На уровне автоматического визуального контроля измеряют параметр, относящийся к качеству готового изделия, в частности параметр, относящийся к наличию и размеру конкретных дефектов, таких как наличие дефектов, возникающих при вулканизации. Из присвоения такому параметру показателя I качества следует, что сформованную и вулканизированную шину следует забраковать.
Предпочтительно, параметр, которым является количество циклов и/или целостность камеры вулканизации, образует начальный параметр для следующего параметра, учитываемого системой автоматического визуального контроля (дефекты, вызванные вулканизацией), поскольку:
- выбор параметра, которым является наличие дефектов, вызванных вулканизацией осуществляется с учетом показателя I качества, присвоенного начальному параметру и/или
- контроль параметра, которым является наличие дефектов, вызванных вулканизацией, осуществляется с учетом показателя I качества, присвоенного начальному параметру.
Результат контроля, выполняемого системой автоматического визуального контроля, используют в качестве обратной связи для проверки показателей I качества учитываемых параметров. В частности, по меньшей мере один из учитываемых параметров изменяют в результате такой обратной связи так, чтобы при следующем контроле ему присваивался показатель I качества, соответствующий приемлемому уровню А. В рассматриваемом примере обратная связь по результату контроля параметра, которым является наличие дефектов, возникших при вулканизации, изменяет показатель I качества учитываемых параметров.
В примере 4 ситуация аналогична примеру 3 с разницей, заключающейся в том, что из присвоения показателя качества параметру, относящегося к качеству готового изделия, в частности параметру, относящемуся к наличию и размеру конкретных дефектов, например, к наличию дефектов, вызванных вулканизацией, следует, что готовая и вулканизированная шина имеет условно приемлемый уровень AR.
Результат автоматического визуального контроля используется как обратная связь для проверки показателей качества учитываемых параметров. В этом случае показатели качества учитываемых параметров не модифицируются.
В примере 5 параметру, относящемуся к дате применения начального компонента, присваивается показатель качества, соответствующий условно приемлемому уровню AR. Другим параметрам, если они измеряются, присваивается показатель качества, соответствующий приемлемому уровню А.
Система автоматического визуального контроля принимает различные показатели качества (или величины различных параметров и контролирует их для присвоения соответствующего показателя качества).
На уровне автоматического визуального контроля измеряют параметр, относящийся к качеству готового изделия, в частности, параметр, относящийся к наличию и размеру конкретных дефектов, таких как концентрация и размер воздушных пузырьков в части шины, затронутой начальным компонентом. Из присвоения показателя качества такому параметру следует, что показатель качества сформованной и вулканизированной шины соответствует приемлемому уровню А.
Результат контроля, проведенного системой автоматического визуального контроля, используют в качестве обратной связи для проверки показателей качества учитываемых параметров. В этом случае, показатели качества учитываемых параметров не изменяются.
Вышеописанные примеры реализуются на установке 2 для сборки шин. Один пример такой установки показан на фиг. 7 и 8, и установка содержит:
систему 3 управления начальными компонентами;
систему 4 управления производством промежуточных изделий из одного или более начального компонента;
систему 5 управления сборкой сырой шины из одного или более промежуточного изделия;
систему 6 управления вулканизацией сырой шины.
Каждая из систем 3-6 управления может содержать один или более пост, например, для производства промежуточных изделий или сборки сырых шин.
Согласно одному возможному варианту установка 2 содержит по меньшей мере одну систему 7 автоматического визуального контроля (CVA) сформованных и вулканизированных шин. Предпочтительно, система автоматического визуального контроля осуществляет контроль сформованных и вулканизированных шин как функцию показателей I качества, присвоенных двум параметрам.
Установка 2 дополнительно содержит контрольное устройство.
Согласно одному возможному варианту, установка 2 содержит контрольное устройство 8 (фиг. 8), установленное для управления самой установкой. Возможно, контрольному устройству 1 помогают оперативно соединенные с ним одно или более управляющие устройства 8а-8d для вышеописанных систем 3-6 управления. Возможно, контрольному устройству помогает оперативно соединенное с ним контрольное устройство 8е для системы 7 автоматического визуального контроля. В этом случае, контрольное устройство является логическим комплектом, состоящим из контрольного устройства 8 и одного или более соответствующих управляющих устройств 8а-8е для управляющих систем 3-6, описанных выше, возможно, также, содержащих систему 7 автоматического визуального контроля.
Согласно одному возможному варианту установка 2 содержит контрольное устройство 8е, помещенное для управления системой 7 автоматического визуального контроля (фиг. 7), которому, возможно, помогает оперативно соединенные с ним управляющие устройства 8а-8е для управляющих систем 3-6, описанных выше. В этом случае, контрольное устройство является логическим комплектом контрольного устройства 8е для системы 7 автоматического визуального контроля и одного или более из соответствующих управляющих устройств 8а-8d для систем 3-6 управления, описанных выше.
Согласно одному возможному варианту, не показанному на чертежах, контрольное устройство является логическим комплектом из одного или более из управляющих устройств 8а-8d для управляющих систем 3-6, описанных выше и, возможно, контрольного устройства 8е для системы 7 автоматического визуального контроля.
Одно или более из управляющих устройств 8, 8а-8е может быть запрограммировано для обнаружения или приема по меньшей мере одного параметра Р. Возможно, одно или более из вышеописанных управляющих устройств 8, 8а-8е запрограммировано для контроля такого измеренного или принятого параметра Р, присваивая ему показатель I качества. В частности, контроль по меньшей мере одного параметра Р можно осуществлять на одном или более из следующих уровней:
- контрольное устройство 8 для установки 2,
- контрольное устройство 8а-8d для системы 3-6 для управления начальным компонентом (компонентами), этапами изготовления промежуточных изделий, этапами сборки сырой шины, вулканизацией. Предпочтительно, контроль по меньшей мере одного параметра Р может осуществляться на уровне контрольного устройства 8а-8d для управляющих систем 3-6, которым присвоен этот параметр;
- контрольное устройство 8е для системы 7 автоматического визуального контроля.
Дополнительно или альтернативно одно или более из вышеописанных управляющих устройств 8, 8а-8е может быть запрограммировано для приема по меньшей мере одного показателя I качества по меньшей мере одного параметра Р. В этом случае контроль параметра с присвоенным показателем I качества осуществляется одним из следующих устройств:
- контрольное устройство 8 для установки 2;
- контрольное устройство 8а-8d для системы 3-6 управления;
- контрольное устройство 8е для системы 7 автоматического визуального контроля,
отличающимся от того, которое получает показатель I качества параметра Р (т.е. результат контроля параметра Р).
Считая управляющим устройством логический комплект из одного или более управляющих устройств 8а-8d для управляющих систем 3-6, описанных выше и/или контрольного устройства 8е для системы 7 автоматического визуального контроля и/или контрольного устройства 8 для установки 2, такое контрольное устройство запрограммировано для контроля по меньшей мере двух параметров, относящихся к изготавливаемой шине, как показано на примерах вышеописанного способа.
Дополнительно, контрольное устройство, определенное таким образом, запрограммировано на создание обратной связи по результату контроля по меньшей мере одного параметра для проверки показателя I качества по меньшей мере двух параметров. При наличии системы автоматического визуального контроля (CVA) 7, контрольное устройство может быть запрограммировано для создания обратной связи по результатам автоматического визуального контроля по меньшей мере двух параметров для проверки их показателя I качества.
Согласно одному возможному варианту, контрольное устройство может быть запрограммировано для контроля начального параметра и одного дополнительного параметра. Согласно одному возможному варианту, контроль дополнительного параметра осуществляется с учетом показателя I качества, присвоенного начальному параметру. Дополнительно и/или альтернативно контрольное устройство запрограммировано для контроля начального параметра, присвоения ему соответствующего показателя I качества и для выбора дополнительного измеряемого параметра как функции показателя I качества, присвоенного начальному параметру. В обоих случаях контрольное устройство далее запрограммировано для создания обратной связи по результату контроля по меньшей мере дополнительного параметра для проверки показателя I качества начального параметра и дополнительного параметра.
В случае начального параметра и дополнительного параметра, как определено выше, одно или более из следующих:
- контрольное устройство 8 для установки 2;
- контрольное устройство 8а-8d для системы управления 3-6;
- контрольное устройство 8е для системы 7 автоматического визуального контроля;
может измерить или принять по меньшей мере начальный параметр или показатель качества по меньшей мере начального параметра. Такой начальный параметр или такой показатель качества начального параметра могут приходить от системы 3-6 управления, с которой этот параметр связан, или от другого контрольного устройства из контрольных устройство 8, 8а-8е, имеющихся на установке.
Предпочтительно контрольное устройство, которое получило начальный параметр или показатель качества по меньшей мере начального параметра, выполняет контроль или получает результат контроля по меньшей мере одного дополнительного параметра с присвоенным соответствующим показателем качества и посылает - на систему управления начальным компонентом (компонентами), этапами производства промежуточных изделий, этапами сборки сырой шины, вулканизации, с которой связан начальный параметр - команды для изменения показателя качества начального параметра как функцию показателя качества дополнительного параметра.
Этот дополнительный параметр может быть связан со сформованной и вулканизированной шиной (см. примеры 1-5), или с сырой шиной до вулканизации (см. пример 6).
Согласно одному возможному варианту, установка содержит коммуникационную сеть 9, соединяющую одну или более систем 3-6 (в частности, соответствующие контрольные устройства 8а-8d) и/или контрольное устройство 8 для установки и/или контрольное устройство 8е для системы 7 автоматического визуального контроля. Такая коммуникационная сеть позволяет управлять в контрольном устройстве по меньшей мере одним из параметров Р и/или показателем I качества по меньшей мере одного из параметров Р. Управление по меньшей мере одним из параметров Р и/или показателем I качества по меньшей мере одного из параметров Р может включать измерение и контроль параметров, посылку и прием параметров и/или показателей качества.
Установка 2 может содержать устройства 10, выполненные с возможностью измерять по меньшей мере один из учитываемых параметров. В этом случае измерение по меньшей мере одного параметра осуществляют путем считывания этого параметра с помощью по меньшей мере одного измерительного устройства 10. Предпочтительно, одна иди более из систем 3-6 управления связана с соответствующими измерительными устройствами 10, предпочтительно, оперативно соединенными с соответствующими контрольными устройствами 8а-8d. В случае системы 7 автоматического визуального контроля соответствующий параметр (параметры) определяют самой системы автоматического визуального контроля , которая представляет измерительное устройство, оперативно соединенное с соответствующим контрольным устройством 8е.
Данные по меньшей мере одного из параметров Р, полученные с помощью измерительными устройствами 10, могут посылаться на одно или более из следующих устройств:
- контрольное устройство 8 для установки;
- контрольное устройство 8а-8d для системы 3-6 для управления начальными компонентами, этапами производства промежуточных изделий, этапами сборки сырой шины, вулканизацией. Предпочтительно, данные по меньшей мере одного параметра Р, полученные измерительным устройством 10, посылаются на:
- контрольное устройство 8а-8d для системы 3-6 управления, с которой связан этот параметр;
- контрольное устройство 8е для системы 7 автоматического визуального контроля сформованной и вулканизированной шины.
Дополнительно или альтернативно, установка 2 может содержать устройства 11 интерфейса для ввода по меньшей мере одного из учитываемых параметров. Устройства 11 интерфейса могут иметься на вышеописанный системах 3-6 управления (в частности, на соответствующих контрольных устройствах 8а-8d для каждой системы управления) и/или на контрольном устройстве 8 для установки, и/или на контрольном устройстве 8е для системы 7 автоматического визуального контроля. Применяя эти устройства 11 интерфейса, определение по меньшей мере одного из учитываемых параметров может осуществляться путем ввода значения этого параметра с помощью одного из устройств 11 интерфейса установки.
Устройства 11 интерфейса также можно использовать для ввода одного или более порога Ss отбраковки и/или порога Sr условия для одного или более показателя I качества.
По существу, таким образом, появляется возможность того, что измерение по меньшей мере одного из параметров Р будет происходить путем ввода значения этого параметра через одно или более из следующих устройств:
- контрольное устройство 8 для установки 2;
- контрольное устройство 8а-8d для системы 3-6 для управления начальным компонентом (компонентами), этапами производства промежуточного изделия, этапами сборки сырой шины, вулканизацией. Предпочтительно, измерение по меньшей мере одного из параметров Р осуществляется путем ввода значения этого параметра в:
- контрольное устройство 8а-8d для системы 3-6 управления, с которой связан этот параметр;
- контрольное устройство 8е для системы 7 автоматического визуального контроля сформованной и вулканизированной шины.
Ниже следует описание применения способа по настоящему изобретению со ссылкой на установка, представленный на фиг. 8, и на пример 2.
Система 3 управления начальными компонентами измеряет параметр, которым является дата применения эластомерного материала, приготовленного для боковых стенок. Соответствующее контрольное устройство 8а выполняет контроль, присваивая этому параметру показатель I качества, соответствующий условно приемлемому уровню AR. Показатель I качества, которым является дата применения эластомерного материала, приготовленного для боковых стенок, можно послать на контрольное устройство 8.
Система управления этапами производства промежуточных изделий измеряет параметр, которым является концентрация и размер воздушных пузырьков в боковых стенках. Соответствующее контрольное устройство 8b выполняет его контроль, присваивая этому параметру показатель I качества, соответствующий условно приемлемому уровню AR. Показатель I качества параметра, которым является концентрация и размер воздушных пузырьков в боковых стенках можно послать на контрольное устройство 8.
Система управления этапами сборки сырой шины измеряет параметр, которым является концентрация и размер воздушных пузырьков в сырой шине. Соответствующее контрольное устройство 8с выполняет его контроль, присваивая этому параметру показатель I качества, соответствующий условно приемлемому уровню AR. Соответствующий показатель I качества параметра, которым является концентрация и размер воздушных пузырьков в сырой шине можно послать на контрольное устройство 8.
На уровне системы 7 автоматического визуального контроля измеряется параметр, относящийся к качеству готового изделия, в частности, параметр, относящийся к наличию и размеру конкретных дефектов, таких как концентрация и размер воздушных пузырьков в боковых стенках. Соответствующее контрольное устройство 8е выполняет его контроль, присваивая такому параметру показатель качества, соответствующий уровню S отбраковки. Этот показатель I качества параметра, которым является концентрация и размер воздушных пузырьков в боковых стенках в сформованной и вулканизированной шины можно послать на контрольное устройство 8.
Контрольное устройство 8 создает обратную связь по результатам контроля для проверки показателей I качества учитываемых параметров. В частности, по меньшей мере один из учитываемых параметров модифицируется этой обратной связью так, что ему присваивается показатель I качества соответствующий приемлемому уровню А при следующем контроле. В рассматриваемом примере обратная связь по результатам контроля параметра, которым является концентрация и размер воздушных пузырьков в боковых стенках, модифицирует показатель I качества учитываемых параметров.
Альтернативно, контрольное устройство 8 может принимать один или боле параметр Р для его контроля.
Аналогичный пример применения способа по настоящему изобретению со ссылками на фиг. 7 и пример 2, отличается от вышеприведенного из-за того, что контрольное устройство 8е для системы автоматического визуального контроля заменяет контрольное устройство 8 для установки 2.
Аналогично, на установке с фиг. 7 или 8 можно применить примеры 1 и 3-7.
Установка 2 далее может содержать одну или более линию 12 брака, выбранную из:
линии брака для отбраковки начальных компонентов, параметру которого был присвоен показатель I качества, соответствующий уровню S отбраковки;
линии брака для отбраковки промежуточного изделия, параметру которого был присвоен показатель I качества, соответствующий уровню S отбраковки;
линии брака для отбраковки собранной сырой шины, параметру которой был присвоен показатель I качества, соответствующий уровню S отбраковки;
линии брака для отбраковки сформованной и вулканизированной шины параметру которой был присвоен показатель I качества, соответствующий уровню S отбраковки.
Возможно, установка может содержать одну из следующих систем:
- по меньшей мере одну систему 13 инструментального контроля;
- по меньшей мере одну систему 14 ручного визуального контроля.
Одна или более из таких систем расположены после системы автоматического визуального контроля, если она имеется.
Одна или более из таких систем контролируют сформованные и вулканизированные шины. Для системы 13 инструментального контроля и/или системы 14 ручного визуального контроля могут иметься соответствующие линии 12 брака.
Изобретение относится к способу и установке для сборки шин. Способ включает предварительное размещение начальных компонентов, изготовление промежуточного изделия из начальных компонентов, сборку сырой шины из промежуточных изделий, формирование и вулканизацию сырой шины, измерение по меньшей мере двух параметров, относящихся к изготавливаемой шине, контроль параметров для присвоения каждому из них показателя качества, сравнивая каждый параметр с порогом отбраковки и порогом условия, при этом порог отбраковки отделяет уровень отбраковки от приемлемого уровня показателя качества, а порог условия соответствует приемлемому уровню показателя качества и определяет один или более условно приемлемых уровней вблизи порога отбраковки, отбраковку изготавливаемой шины, если одному из параметров присвоен показатель качества, соответствующий уровню отбраковки, и создание обратной связи по результату контроля параметра для проверки показателя качества параметров. Установка содержит систему управления начальными компонентами, систему управления изготовлением промежуточных изделий из начальных компонентов, систему управления сборкой сырой шины из промежуточных изделий, систему управления вулканизацией сырой шины и контрольное устройство, запрограммированное для контроля упомянутых параметров. Изобретение обеспечивает повышение качества готовых изделий и уменьшение количества брака в процессе изготовления шин. 2 н. и 54 з.п. ф-лы, 8 ил.
1. Способ сборки шин, при котором:
предварительно размещают начальные компоненты;
изготавливают промежуточные изделия из одного или более начальных компонентов;
собирают сырую шину из одного или более промежуточных изделий;
формуют и вулканизируют сырую шину;
измеряют по меньшей мере два параметра, относящихся к изготавливаемой шине, при этом эти параметры связаны с одним или более из следующего: начальные компоненты, этапы производства промежуточных изделий, промежуточные изделия, этапы сборки сырой шины, сырая шина, вулканизация, сформованная и вулканизированная шина;
контролируют каждый из указанных по меньшей мере двух параметров для присвоения каждому из них показателя (I) качества, сравнивая каждый параметр с по меньшей мере одним порогом (Ss) отбраковки и по меньшей мере одним порогом (Sr) условия, при этом указанный по меньшей мере один порог (Ss) отбраковки отделяет уровень (S) отбраковки от приемлемого уровня (А) показателя (I) качества, а указанный по меньшей мере один порог (Sr) условия соответствует приемлемому уровню (А) показателя (I) качества и определяет один или более условно приемлемых уровней (AR) вблизи порога (Ss) отбраковки;
отбраковывают изготавливаемую шину, если по меньшей мере одному из этих параметров присвоен показатель (I) качества, соответствующий уровню (S) отбраковки; и
создают обратную связь по результату контроля по меньшей мере одного параметра для проверки показателя (I) качества указанных по меньшей мере двух параметров.
2. Способ по п. 1, при котором указанные по меньшей мере два параметра содержат по меньшей мере один начальный параметра и один дополнительный параметр, причем контроль каждого из этих по меньшей мере двух параметров включает контроль начального параметра и присвоение ему соответствующего показателя (I) качества,
при этом контролируют дополнительный параметр с учетом показателя (I) качества, присвоенного начальному параметру, и присваивают дополнительному параметру соответствующий показатель (I) качества; и
создание обратной связи по результату контроля по меньшей мере одного параметра включает создание обратной связи по результату контроля по меньшей мере одного дополнительного параметра для проверки показателя (I) качества по меньшей мере одного начального параметра и дополнительного параметра.
3. Способ по п. 1, при котором указанные по меньшей мере два параметра содержат по меньшей мере один параметр и один дополнительный параметр,
при этом контроль каждого из этих по меньшей мере двух параметров включает контроль начального параметра и присвоение ему соответствующего показателя (I) качества, причем выбор дополнительного контролируемого параметра осуществляют как функцию показателя (I) качества, присвоенного начальному параметру, и
при котором создание обратной связи по результату контроля по меньшей мере одного параметра содержит создание обратной связи по результату контроля по меньшей мере этого дополнительного параметра для проверки показателя (I) качества этого по меньшей мере одного начального параметра и дополнительного параметра.
4. Способ по любому из пп. 1-3, при котором по меньшей мере один из указанных по меньшей мере двух параметров модифицируют обратной связью так, чтобы присвоить показатель (I) качества, соответствующий приемлемому уровню (I) на следующем контроля.
5. Способ по п. 1, при котором:
подвергают сформованную и вулканизированную шину автоматическому визуальному контролю (CVA);
создают обратную связь по результатам автоматического визуального контроля (CVA) относительно по меньшей мере одного из указанных по меньшей мере двух параметров для проверки показателя (I) качества этих по меньшей мере двух параметров.
6. Способ по п. 5, при котором автоматический визуальный контроль (CVA) работает как функция по меньшей мере показателя (I) качества, присвоенного по меньшей мере одному из указанных по меньшей мере двух параметров.
7. Способ по п. 1, при котором сформованную и вулканизированную шину подвергают по меньшей мере одному инструментальному контролю.
8. Способ по п. 1, при котором сформованную и вулканизированную шину подвергают по меньшей мере одному ручному визуальному контролю.
9. Способ по п. 1, при котором:
измеряют и контролируют параметр, связанный с начальным компонентом;
отбраковывают начальный компонент, параметру которого присвоен показатель (I) качества, соответствующий уровню (S) отбраковки до изготовления промежуточного изделия.
10. Способ по п. 1, при котором:
измеряют и контролируют параметр, связанный с начальным компонентом;
отбраковывают начальный компонент, параметру которого присвоен показатель (I) качества, соответствующий уровню (S) отбраковки до сборки сырой шины.
11. Способ по п. 1, при котором:
измеряют и контролируют параметр, связанный с промежуточным изделием или с этапом его изготовления;
отбраковывают промежуточное изделие, параметру которого присвоен показатель (I) качества, соответствующий уровню (S) отбраковки до сборки сырой шины.
12. Способ по п. 1, при котором:
измеряют и контролируют параметр, связанный с сырой шиной или с этапом ее сборки;
отбраковывают собранную сырую шину, параметру которой присвоен показатель (I) качества, соответствующий уровню (S) отбраковки до вулканизации.
13. Способ по п. 1, при котором при измерении по меньшей мере одного из указанных по меньшей мере двух параметров считывают по меньшей мере один из этих по меньшей мере двух параметров с помощью измерительных устройств (10).
14. Способ по п. 1, при котором при измерении по меньшей мере одного из указанных по меньшей мере двух параметров вводят по меньшей мере один из этих по меньшей мере двух параметров.
15. Способ по п. 1, при котором при измерении по меньшей мере одного из указанных по меньшей мере двух параметров вводят по меньшей мере один из этих по меньшей мере двух параметров в контрольное устройство (8, 8а-8d).
16. Способ по п. 1, при котором при измерении по меньшей мере одного из указанных по меньшей двух параметров вводят по меньшей мере один из этих по меньшей мере двух параметров в контрольное устройство (8, 8а-8d) системы (3-6) управления соответствующим начальным компонентом (компонентами), этапами изготовления промежуточного изделия, этапами сборки сырой шины, вулканизации, с которым связан этот по меньшей мере один параметр.
17. Способ по п. 1, при котором при измерении по меньшей мере одного их указанных по меньшей мере двух параметров вводят по меньшей мере один из по меньшей мере двух параметров в контрольное устройство (8е) для автоматического визуального контроля (CVA) сформованной и вулканизированной шины.
18. Способ по п. 1, при котором контроль по меньшей мере одного из указанных по меньшей мере двух параметров осуществляют на уровне контрольного устройства (8, 8а-8е).
19. Способ по п. 1, при котором контроль по меньшей мере одного из указанных по меньшей мере двух параметров осуществляют на уровне контрольного устройства (8а-8d) системы управления соответственно начальными компонентами, этапами изготовления промежуточных изделий, этапами сборки сырой шины, вулканизации, когда с ним связан по меньшей мере один из этих по меньшей мере двух параметров.
20. Способ по п. 1, при котором контроль по меньшей мере одного из по меньшей мере двух параметров осуществляют на уровне контрольного устройства (8е) автоматического визуального контроля (CVA) сформованной и вулканизированной шины.
21. Способ по п. 1, при котором посылают на контрольное устройство (8, 8а-8е) по меньшей мере один начальный параметр из указанных по меньшей мере двух параметров или показатель (I) качества по меньшей мере одного начального параметра из этих по меньшей мере двух параметров.
22. Способ по п. 21, при котором указанный по меньшей мере один начальный параметр или показатель (I) качества по меньшей мере одного начального параметра приходит от системы (3-6) управления соответственно начальным компонентом (компонентами), этапами изготовления промежуточного изделия, этапами сборки сырой шины, вулканизацией, с которой связан этот по меньшей мере один начальный параметр.
23. Способ по п. 21 или 22, при котором контрольное устройство (8, 8а-8е) осуществляет контроль или принимает результат контроля по меньшей мере одного дополнительного параметра из этих по меньшей мере двух параметров с присвоением соответствующего показателя (I) качества и посылает на систему (3-6) управления начальным компонентом (компонентами), этапами изготовления промежуточного изделия, этапами сборки сырой шины, вулканизацией, с которой связан этот по меньшей мере один начальный параметр, команды на изменение показателя (I) качества этого по меньшей мере одного начального параметра как функции показателя (I) качества дополнительного параметра.
24. Способ по п. 23, при котором дополнительный параметр связан со сформованной и вулканизированной шиной или с сырой шиной до вулканизации.
25. Способ по п. 21 или 22, при котором контрольное устройство является контрольным устройством (8а-8d) для одной из следующих систем:
системы (3) управления начальным компонентом (компонентами);
системы (4) управления этапами изготовления промежуточного изделия;
системы (5) управления этапами сборки сырой шины;
системы (6) управления вулканизацией.
26. Способ по п. 1, при котором направляют на контрольное устройство (8е) для автоматического визуального контроля (CVA) сформованной и вулканизированной шины по меньшей мере один начальный параметр из указанных по меньшей мере двух параметров или показатель (I) качества по меньшей мере одного начального параметра из этих по меньшей мере двух параметров.
27. Способ по п. 26, при котором указанный по меньшей мере один начальный параметр или показатель (I) качества этого по меньшей мере одного начального параметра приходит от системы (3-6) управления соответственно начальным компонентом (компонентами), этапами изготовления промежуточного изделия, этапами сборки сырой шины, вулканизацией, с которой связан этот по меньшей мере один начальный параметр.
28. Способ по п. 26 или 27, при котором контрольное устройство (8е) для автоматического визуального контроля (CVA) осуществляет контроль или получает результат контроля по меньшей мере одного дополнительного параметра из указанных по меньшей мере двух параметров и посылает на систему (3-6) управления соответственно начальным компонентом (компонентами), этапами изготовления промежуточного изделия, этапами сборки сырой шины, вулканизацией, с которой связан этот по меньшей мере один начальный параметр, команды для изменения показателя (I) качества этого по меньшей мере одного начального параметра как функцию показателя (I) качества этого дополнительного параметра.
29. Способ по п. 28, при котором дополнительный параметр связан со сформованной и вулканизированной шиной или с сырой шиной до вулканизации.
30. Способ по п. 1, при котором показатель (I) качества содержит по меньшей мере три уровня, соответственно, отбраковки (S), приемлемый (А) и условно приемлемый (AR).
31. Способ по п. 1, при котором показатель (I) качества содержит по меньшей мере один верхний уровень (S) отбраковки, отделенный от приемлемого уровня (A) верхним порогом (Ss) отбраковки.
32. Способ по п. 1, при котором показатель (I) качества содержит по меньшей мере один нижний уровень (S) отбраковки, отделенный от приемлемого уровня (А) нижним порогом (Ss) отбраковки.
33. Способ по п. 1, при котором приемлемый уровень (А) расположен центрально относительно нижнего порога (Ss) отбраковки и верхнего порога (Ss).
34. Способ по п. 1, при котором показатель (I) качества содержит по меньшей мере один верхний условно приемлемый уровень (AR), примыкающий к верхнему порогу (Ss) отбраковки и определенный внутри приемлемого уровня (А) верхним порогом (Sr) условия.
35. Способ по п. 1, при котором показатель (I) качества содержит по меньшей мере один нижний условно приемлемый уровень (AR), примыкающий к нижнему порогу (Ss) отбраковки и определенный внутри приемлемого уровня (А) нижним порогом (Sr) условия.
36. Способ по п. 1, при котором приемлемый уровень (А) расположен центрально относительно нижнего порога (Ss) отбраковки и верхнего порога (Ss) отбраковки и содержит нижний условно приемлемый уровень (AR) и не примыкающий к нему верхний условно приемлемый уровень (AR).
37. Способ по п. 1, при котором показатель (I) качества содержит по меньшей мере два условно приемлемых уровня (AR), примыкающих друг к другу.
38. Установка для сборки шин, содержащая:
систему (3) управления начальными компонентами;
систему (4) управления изготовлением промежуточных изделий из одного или более начальных компонентов;
систему (5) управления сборкой сырой шины из одного или более промежуточных изделий;
систему (6) управления вулканизацией сырой шины; и
контрольное устройство (8, 8а-8е), запрограммированное для:
- контроля по меньшей мере двух параметров, относящихся к изготавливаемой шине, при этом параметры связаны с одним или более из следующего: начальные компоненты, этапы изготовления промежуточных изделий, промежуточные изделия, этапы сборки сырой шины, сырая шина, вулканизация, сформованная и вулканизированная шина, для присвоения каждому из указанных по меньшей мере двух
параметров показателя (I) качества, сравнивая каждый параметр с по меньшей мере одним порогом (Ss) отбраковки и по меньшей мере одним порогом (Sr) условия, при этом указанный по меньшей мере один порог (Ss) отбраковки отделяет уровень (S) отбраковки от приемлемого уровня (А) показателя (I) качества, а указанный по меньшей мере один порог (Sr) условия соответствует приемлемому уровню (А) показателя (I) качества и определяет один или более условно приемлемых уровней (AR) вблизи порога (Ss) отбраковки,
- создания обратной связи по результату контроля по меньшей мере одного параметра для проверки показателя (I) качества указанных по меньшей мере двух параметров.
39. Установка по п. 38, в которой контрольное устройство (8, 8а-8е) запрограммировано для контроля каждого из указанных по меньшей мере двух параметров, содержащих по меньшей мере один начальный параметр и один дополнительный параметр,
причем контрольное устройство (8, 8а-8е) запрограммировано для контроля дополнительного параметра с учетом показателя (I) качества, присвоенного начальному параметру, и для создания обратной связи по результату контроля этого по меньшей мере одного дополнительного параметра для проверки показателя (I) качества указанного по меньшей мере одного начального параметра и одного дополнительного параметра.
40. Установка по п. 38, в которой контрольное устройство (8, 8а-8е) запрограммировано
для контроля каждого из указанных по меньшей мере двух параметров, содержащих по меньшей мере один начальный параметр и один дополнительный параметр,
причем контрольное устройство (8, 8а-8е) запрограммировано для контроля начального параметра, присваивая ему показатель (I) качества, при этом выбор дополнительного измеряемого параметра осуществляется как функция показателя (I) качества, присвоенного начальному параметру, и
для создания обратной связи по результату контроля по меньшей мере этого дополнительного параметра для проверки показателя (I) качества этого по меньшей мере одного начального параметра и дополнительного параметра.
41. Установка по любому из пп. 38-40, содержащая по меньшей мере одну систему (7) автоматического визуального контроля сформованной и вулканизированной шины, причем контрольное устройство (8, 8а-8е) запрограммировано для создания обратной связи по результатам автоматического визуального контроля (CVA), относящегося по меньшей мере к одному из указанных по меньшей мере двух параметров для проверки показателя (I) качества этих по меньшей мере двух параметров.
42. Установка по п. 41, в которой система (7) автоматического визуального контроля сформованной и вулканизированной шины работает как функция по меньшей мере показателя (I) качества, присвоенного по меньшей мере одному из указанных по меньшей мере двух параметров.
43. Установка по п. 41, в которой контрольное устройство содержит контрольное устройство (8е) для системы (7) автоматического визуального контроля.
44. Установка по п. 38, в которой контрольное устройство содержит контрольное устройство (8а-8d) для одной или более из управляющих систем (3, 4, 5, 6).
45. Установка по п. 38, в которой контрольное устройство (8, 8а-8е) запрограммировано для приема по меньшей мере одного параметра от по меньшей мере одной или более из указанных систем (3, 4, 5, 6) управления.
46. Установка по п. 38, содержащая по меньшей мере одну систему (13) инструментального контроля.
47. Установка по п. 38, содержащая систему (14) ручного визуального контроля.
48. Установка по п. 38, содержащая линию (12) брака для отбраковки начального компонента, параметру которого присвоен показатель (I) качества, соответствующий уровню (S) отбраковки.
49. Установка по п. 38, содержащая линию (12) брака для отбраковки промежуточного изделия, параметру которого присвоен показатель (I) качества, соответствующий уровню (S) отбраковки.
50. Установка по п. 38, содержащая линию (12) брака для отбраковки собранной сырой шины, параметру которой присвоен показатель (I) качества, соответствующий уровню (S) отбраковки.
51. Установка по п. 38, содержащая линию (12) брака для отбраковки сформованной и вулканизированной шины, параметру которой присвоен показатель (I) качества, соответствующий уровню (S) отбраковки.
52. Установка по п. 38, содержащая измерительные устройства (10) для измерения по меньшей мере одного из указанных по меньшей мере двух выбранных параметров.
53. Установка по п. 38, содержащая устройства (11) интерфейса для ввода по меньшей мере одного из указанных по меньшей мере двух параметров.
54. Установка по п. 38, в которой системы (3, 4, 5, 6) управления содержат устройства (11) интерфейса для ввода по меньшей мере одного из указанных по меньшей мере двух параметров.
55. Установка по п. 38, в которой контрольное устройство (8, 8а-8е) содержит устройства (11) интерфейса для ввода по меньшей мере одного из указанных по меньшей мере двух параметров.
56. Установка по п. 38, содержащая коммуникационную сеть (9), соединяющую системы (3, 4, 5, 6) управления и управляющее устройство (8, 8а-8е).
| Печная вагонетка | 1985 |
|
SU1247639A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

