Настоящее изобретение относится к способу контроля качества изготовления шин. Настоящее изобретение также относится к установке для изготовления шин.
Циклы изготовления шин обеспечивают получение и/или сборку различных компонентов изготавливаемой шины на одной или более сборочных линиях и последующее подвергание изготавливаемой шины процессу формования в пресс-форме и вулканизации, предназначенному для задания структуры шины в соответствии с желательной геометрией и образования рисунка протектора.
Для получения компонентов шины выполняют исходные компоненты, из которых получают полуфабрикаты.
После этого невулканизированную шину собирают, начиная с одного или более полуфабрикатов, и невулканизированную шину подвергают формованию в пресс-форме и вулканизации.
Отформованную в пресс-форме и вулканизированную шину подвергают визуальному контролю вручную, после чего она может быть отбракована или зарегистрирована как приемлемая и, следовательно, предназначенная для рынка (для первичной установки или в качестве «запасных» частей).
При выполнении возможных модификаций процесса изготовления для исправления дефектов полагаются на опыт оператора, который контролирует отбраковку на основе типа и размера шины.
Под термином «исходные компоненты» понимаются один или более из эластомерных материалов и кордов, содержащих, по меньшей мере, одну текстильную и/или металлическую нить, используемых для сборки шины. Комплект из множества нитей предпочтительно имеет нити, скрученные вместе.
Предусмотрено, что термин «эластомерный материал» означает композицию, содержащую, по меньшей мере, один эластомерный полимер и, по меньшей мере, один активный наполнитель. Такая композиция предпочтительно также содержит добавки, такие как сшивающий агент и/или пластификатор. Благодаря наличию сшивающего агента в подобном материале могут быть образованы поперечные связи посредством нагрева для образования конечного изготовленного изделия.
Термин «невулканизированная шина» предназначен для обозначения шины, которая получена в конце процесса сборки и еще не подвергнута формованию в пресс-форме и вулканизации.
Термин «изготавливаемая шина» предназначен для обозначения комплекта из одного или более компонентов невулканизированной шины, собранной на формообразующей опоре, который содержит исходные компоненты, при этом невулканизированная шина и отформованная в пресс-форме и вулканизированная шина должны подвергаться контролю.
Термин «полуфабрикат» предназначен для обозначения полуфабриката компонента или отрезанного по размеру элемента обычного типа, такого как герметизирующий слой, слой, расположенный под герметизирующим слоем, антиабразивный удлиненный элемент, комплекс (комплект, включающий в себя герметизирующий слой, слой, расположенный под герметизирующим слоем, и антиабразивный удлиненный элемент), сердечник борта, наполнительный шнур сердечника борта, усилительная вставка, вставка боковины, боковина, слой каркаса, слой брекера, подслой, протекторный браслет и т.д., или для обозначения «элементарного» полуфабриката, то есть полуфабриката в виде, по меньшей мере, одного из следующего: непрерывного удлиненного элемента, выполненного из эластомерного материала; текстильного и/или металлического армирующего корда, предпочтительно покрытого эластомерным материалом; лентообразного элемента, выполненного из эластомерного материала, содержащего, по меньшей мере, два текстильных и/или металлических корда. Когда последний отрезан по размеру, его также называют «полосообразным элементом».
Термин «параметр» предназначен для обозначения характеристики, которая может повлиять на качество шины. Параметр связан с одним или более из: исходных компонентов, этапов получения полуфабрикатов, полуфабрикатов, этапов сборки невулканизированной шины, невулканизированной шины, вулканизации, отформованной в пресс-форме и вулканизированной шины. В качестве примера в случае эластомерных материалов параметр представляет собой, например, соответствующий срок годности. В случае полуфабрикатов и/или невулканизированной шины и/или отформованной в пресс-форме и вулканизированной шины параметр представляет собой, например, концентрацию и/или размер воздушных пузырьков. В случае отформованных в пресс-форме и вулканизированных шин параметр представляет собой, например, наличие и размер трещин, образованных при формовании в пресс-форме на внутренней поверхности шины, или возможную нехватку материала в протекторе.
Под «допустимым интервалом» по отношению к значению параметра понимается интервал значений, которые являются допустимыми/приемлемыми или допустимыми с осторожностью. Последние определяют дополнительные/дальнейшие операции контроля по отношению к элементу или этапу, к которому относится данный параметр (например, наличие или размер указанных трещин для отформованной в пресс-форме и вулканизированной шины), для последующего определения допустимости, вспомогательной обработки для достижения допустимости или отбраковки.
Под «интервалом для отбраковки» в отношения значения параметра понимается интервал таких значений, которые вызывают отбраковку элемента, этапа или элемента по отношению к определенному этапу, к которому относится данный параметр.
Пороговое значение для отбраковки предпочтительно отделяет допустимый интервал от интервала для отбраковки.
Термин «система обнаружения» предназначен для обозначения системы предпочтительно автоматического контроля, выполненной с возможностью определения конкретного параметра. Термин «автоматический визуальный контроль» предназначен для обозначения определенной системы обнаружения, образующей систему, предназначенную для автоматического контроля отформованной в пресс-форме и вулканизированной шины.
Термин «фактическое разрешение» системы обнаружения или системы автоматического визуального контроля предназначен для обозначения разрешающей способности, непосредственно отнесенной на счет прибора, которая улучшилась благодаря способности к обработке данных.
Термин «управляющее устройство» предназначен для обозначения логического множества из одного или более из управляющих устройств, предусмотренных в установке.
Термин «последовательность значений» предназначен для обозначения множества из, по меньшей мере, двух значений конкретного параметра. Конкретным примером последовательности является временная последовательность и/или последовательность значений, соответствующих одному или более из различных: исходных компонентов, этапов получения полуфабрикатов, полуфабрикатов, этапов сборки невулканизированной шины, невулканизированных шин, вулканизации, отформованных в пресс-форме и вулканизированных шин.
Выражение «контроль характера изменения» последовательности значений предназначено для обозначения контроля в том случае, если последовательность значений (или функция, характеризующая последовательность значений) приближается к пороговому значению или удаляется от порогового значения (например, от порогового значения для отбраковки). Более предпочтительно, если «контроль характера изменения» может означать вычисление разности каждого из значений в последовательности и указанного порогового значения (например, порогового значения для отбраковки) и контроль ее изменения для указанной последовательности с указанием того, увеличивается ли она, уменьшается или остается постоянной по абсолютной величине. Возможно, «контроль характера изменения» может означать вычисление первой производной функции, характеризующей последовательность значений параметра, и оценку ее знака в зависимости от указанного порогового значения (например, порогового значения для отбраковки) и от значений параметра или оценку наклона линии, соединяющей два значения параметра, всегда в зависимости от указанного порогового значения (например, порогового значения для отбраковки) и от значений параметра.
Заявитель установил в результате наблюдений, что операции контроля, выполняемые до сих пор, вызывали большое число отбраковок, в частности, в конце производственного процесса, то есть после всех этапов, которым подвергается шина, и, следовательно, высокую конечную стоимость брака.
Заявитель также удостоверился в том, что повышение качества шины за счет введения более точных систем контроля приводит к увеличению продолжительности изготовления шины и к возможным отбраковкам.
Заявитель осознал, что для повышения качества шины не нужен более точный/тщательный контроль, но необходимо ограничить число отбраковок за счет предусмотрения и прогнозирования начала появления дефектов.
В завершение Заявитель установил, что определение параметра, относящегося к качеству изготавливаемой шины, анализ динамики изменения такого параметра и возможное воздействие обратной связи, позволяющее изменить на противоположный характер изменения такого параметра, обеспечивают возможность предусмотрения и прогнозирования начала появления дефектов.
Более точно, в соответствии с первым аспектом изобретение относится к способу контроля качества изготовления шин.
Предпочтительно определяют параметр, относящийся к одной или более изготавливаемым шинам, посредством, по меньшей мере, одной системы, предназначенной для определения указанного параметра.
Предпочтительно сравнивают последовательность значений указанного параметра посредством сравнения каждого значения с, по меньшей мере, одним пороговым значением для отбраковки, при этом указанное, по меньшей мере, одно пороговое значение для отбраковки отделяет интервал для отбраковки от допустимого интервала.
Предпочтительно контролируют характер изменения указанной последовательности значений относительно порогового значения для отбраковки.
Предпочтительно передают результат контроля характера изменения по каналу обратной связи, по меньшей мере, тогда, когда указанная последовательность значений приближается к пороговому значению для отбраковки, для приведения в действие, по меньшей мере, одной системы, предназначенной для управления установкой для изготовления шин, таким образом, чтобы изменить на противоположный характер изменения последовательности значений в ходе выполнения одной или более дальнейших операций контроля.
Заявитель полагает, что вышеуказанное решение обеспечивает возможность повышения качества готового изделия и уменьшения отбраковок для любого типа установки для изготовления шин независимо от используемых и изготавливаемых полуфабрикатов, от гибкости самих установок и от требуемых уровней производительности.
В соответствии со вторым аспектом изобретение относится к установке для изготовления шин, содержащей систему, предназначенную для управления исходными компонентами, систему, предназначенную для управления получением полуфабрикатов, начинающимся с одного или более исходных компонентов, систему, предназначенную для управления сборкой невулканизированной шины, начинающейся с одного или более полуфабрикатов, систему, предназначенную для управления вулканизацией указанной невулканизированной шины.
Предпочтительно предусмотрена система, предназначенная для контроля параметра, относящегося к качеству изготавливаемой шины, и содержащая, по меньшей мере, одну систему, предназначенную для определения параметра, относящегося к одной или более изготавливаемым шинам.
Система, предназначенная для контроля параметра, относящегося к качеству изготавливаемой шины, предпочтительно содержит, по меньшей мере, одно управляющее устройство.
Указанное управляющее устройство предпочтительно запрограммировано для сравнения последовательности значений указанного параметра посредством сравнения каждого значения с, по меньшей мере, одним пороговым значением для отбраковки, при этом указанное, по меньшей мере, одно пороговое значение для отбраковки отделяет интервал для отбраковки от допустимого интервала.
Указанное управляющее устройство предпочтительно запрограммировано для контроля характера изменения указанной последовательности значений относительно порогового значения для отбраковки.
Указанное управляющее устройство предпочтительно запрограммировано для передачи - по каналу обратной связи - результата контроля характера изменения, по меньшей мере, тогда, когда указанная последовательность значений приближается к пороговому значению для отбраковки, для приведения в действие, по меньшей мере, одной из указанных систем управления таким образом, чтобы изменить на противоположный характер изменения последовательности значений в ходе выполнения одной или более дальнейших операций контроля.
Настоящее изобретение в, по меньшей мере, одном из вышеуказанных аспектов может иметь, по меньшей мере, один из нижеуказанных предпочтительных признаков.
Контроль характера изменения указанной последовательности значений предпочтительно включает вычисление разности каждого из значений и порогового значения для отбраковки и сравнение абсолютной величины первой разности, относящейся к первому значению, с абсолютной величиной второй разности, относящейся ко второму значению, которое предшествует указанному первому значению в указанной последовательности.
Контроль характера изменения указанной последовательности значений предпочтительно включает вычисление первой производной функции, характеризующей значения параметра Р.
Сравнение указанной последовательности значений указанного параметра предпочтительно включает сравнение каждого значения с, по меньшей мере, одним пороговым значением для предупреждения, при этом указанное, по меньшей мере, одно пороговое значение для предупреждения принадлежит допустимому интервалу и определяет границы одного или более интервалов для предупреждения.
Указанный способ предпочтительно включает контроль характера изменения указанной последовательности значений, по меньшей мере, тогда, когда значение из указанной последовательности значений находится в интервале для предупреждения.
Указанная система, предназначенная для определения указанного параметра, предпочтительно имеет фактическое разрешение, которое меньше, чем указанное пороговое значение для отбраковки, и меньше или равно указанному пороговому значению для предупреждения.
Передача результата контроля характера изменения по каналу обратной связи, когда указанная абсолютная величина указанной первой разности меньше указанной абсолютной величины указанной второй разности, предпочтительно вызывает изменение указанного параметра таким образом, чтобы указанная абсолютная величина указанной первой разности стала больше или равна указанной абсолютной величине указанной второй разности в ходе выполнения одной или более дальнейших операций контроля.
Указанный параметр предпочтительно связан с одним или более из: исходных компонентов, этапов получения полуфабрикатов, полуфабрикатов, этапов сборки невулканизированной шины, невулканизированных шин, вулканизации, отформованных в пресс-форме и вулканизированных шин.
Передача результата контроля характера изменения по каналу обратной связи предпочтительно включает передачу сигнала обратной связи в одну или более из:
системы, предназначенной для управления исходными компонентами;
системы, предназначенной для управления получением полуфабрикатов, начинающимся с одного или более исходных компонентов;
системы, предназначенной для управления сборкой невулканизированной шины, начинающейся с одного или более полуфабрикатов; и
системы, предназначенной для управления вулканизацией невулканизированной шины,
предусмотренных в указанной установке для изготовления шин.
Указанный сигнал обратной связи предпочтительно адаптирован для воздействия на соответствующую систему управления для изменения указанного параметра таким образом, чтобы изменить на противоположный характер изменения последовательности значений в ходе выполнения одной или более дальнейших операций контроля.
Указанный сигнал обратной связи предпочтительно адаптирован для воздействия на соответствующую систему управления для изменения указанного параметра таким образом, чтобы указанная абсолютная величина указанной первой разности стала больше или равна указанной абсолютной величине указанной второй разности в ходе выполнения одной или более дальнейших операций контроля.
Указанная последовательность значений предпочтительно содержит, по меньшей мере, одно первое значение и, по меньшей мере, одно второе значение, связанные с одним и тем же исходным компонентом, одним и тем же этапом сборки полуфабрикатов, одним и тем же полуфабрикатом, одним и тем же этапом сборки невулканизированной шины, одной и той же невулканизированной шиной, одной и той же вулканизацией, одной и той же отформованной в пресс-форме и вулканизированной шиной.
Указанная последовательность значений предпочтительно содержит, по меньшей мере, одно первое значение и, по меньшей мере, одно второе значение, соответственно связанные с разными исходными компонентами, этапами получения полуфабрикатов, полуфабрикатами, этапами сборки невулканизированной шины, невулканизированными шинами, вулканизациями, отформованными в пресс-форме и вулканизированными шинами.
Указанное первое значение и указанное второе значение предпочтительно определяют в два разных момента времени.
Указанная система, предназначенная для определения указанного параметра, предпочтительно содержит систему обнаружения, связанную с одной из систем, предназначенных для управления соответствующим/соответствующей: исходным компонентом, этапом сборки полуфабрикатов, полуфабрикатом, этапом сборки невулканизированной шины, невулканизированной шиной, вулканизацией, отформованной в пресс-форме и вулканизированной шиной. Определение указанного параметра предпочтительно выполняют в указанной системе управления.
Сравнение указанной последовательности значений и контроль характера изменения указанной последовательности значений предпочтительно выполняют посредством управляющего устройства.
Указанное управляющее устройство предпочтительно содержит устройство управления указанной системой, предназначенной для управления соответствующим/соответствующей: исходным компонентом, этапом сборки полуфабрикатов, полуфабрикатом, этапом сборки невулканизированной шины, невулканизированной шиной, вулканизацией, отформованной в пресс-форме и вулканизированной шиной.
Указанное управляющее устройство предпочтительно содержит устройство, предназначенное для управления системой автоматического визуального контроля, применяемой для отформованной в пресс-форме и вулканизированной шины.
Указанная система, предназначенная для определения указанного параметра, предпочтительно содержит систему автоматического визуального контроля, применяемую для отформованной в пресс-форме и вулканизированной шины.
Указанная последовательность значений предпочтительно содержит, по меньшей мере, одно первое значение и, по меньшей мере, одно второе значение, связанные соответственно с разными отформованными в пресс-форме и вулканизированными шинами.
Еще более предпочтительно, если указанное первое значение и указанное второе значение определяют в два разных момента времени.
Сравнение указанной последовательности значений и контроль характера изменения указанной последовательности значений предпочтительно выполняют посредством устройства, предназначенного для управления указанной системой автоматического визуального контроля.
Указанную последовательность значений предпочтительно сравнивают с, по меньшей мере, одним резервным пороговым значением, принадлежащим допустимому интервалу указанного параметра и определяющим границы одного или более интервалов, допустимых с осторожностью, близких к пороговому значению для отбраковки.
Указанные один или более интервалов, допустимых с осторожностью, предпочтительно отличаются от указанных одного или более интервалов для предупреждения.
Указанное резервное пороговое значение предпочтительно отделяет указанные один или более интервалов, допустимых с осторожностью, от указанных одного или более интервалов для предупреждения.
По меньшей мере, один из указанных одного или более интервалов, допустимых с осторожностью, предпочтительно частично совпадает с, по меньшей мере, одним из указанных одного или более интервалов для предупреждения.
Указанное управляющее устройство предпочтительно запрограммировано для контроля характера изменения указанной последовательности значений
- посредством вычисления разности каждого из значений и порогового значения для отбраковки;
- посредством сравнения абсолютной величины первой разности, относящейся к первому значению, с абсолютной величиной второй разности, относящейся ко второму значению, которое предшествует указанному первому значению в указанной последовательности.
Указанное управляющее устройство предпочтительно запрограммировано для контроля характера изменения указанной последовательности значений посредством вычисления первой производной функции, характеризующей значения параметра Р.
Указанное управляющее устройство предпочтительно запрограммировано для:
- сравнения указанной последовательности значений указанного параметра посредством сравнения каждого значения с, по меньшей мере, одним пороговым значением для предупреждения, при этом указанное, по меньшей мере, одно пороговое значение для предупреждения принадлежит допустимому интервалу и определяет границы одного или более интервалов для предупреждения, и для
- контроля характера изменения указанной последовательности значений, по меньшей мере, тогда, когда значение из указанной последовательности значений находится в интервале для предупреждения.
Указанное управляющее устройство, запрограммированное для передачи результата контроля характера изменения по каналу обратной связи, когда указанная абсолютная величина указанной первой разности меньше указанной абсолютной величины указанной второй разности, предпочтительно обеспечивает изменение указанного параметра таким образом, чтобы указанная абсолютная величина указанной первой разности стала больше или равна указанной абсолютной величине указанной второй разности в ходе выполнения одной или более дальнейших операций контроля.
Указанное управляющее устройство предпочтительно запрограммировано для передачи результата контроля характера изменения по каналу обратной связи посредством передачи сигнала обратной связи в одну или более из:
системы, предназначенной для управления исходными компонентами;
системы, предназначенной для управления получением полуфабрикатов, начинающимся с одного или более исходных компонентов;
системы, предназначенной для управления сборкой невулканизированной шины, начинающейся с одного или более полуфабрикатов; и
системы, предназначенной для управления вулканизацией невулканизированной шины.
Указанное управляющее устройство предпочтительно содержит устройство, предназначенное для управления указанной системой, предназначенной для управления соответствующим/соответствующей: исходным компонентом, этапом получения полуфабрикатов, полуфабрикатом, этапом сборки невулканизированной шины, невулканизированной шиной, вулканизацией, отформованной в пресс-форме и вулканизированной шиной, запрограммированное для изменения указанного параметра в зависимости от сигнала обратной связи.
Дополнительные признаки и преимущества изобретения станут более ясными из нижеследующего описания нескольких вариантов осуществления способов и установок в соответствии с изобретением, приведенных в качестве неограничивающего примера со ссылкой на приложенные чертежи, на которых:
- фиг.1 схематически иллюстрирует возможный вариант осуществления установки для изготовления шин в соответствии с настоящим изобретением;
- фиг.2 схематически иллюстрирует дополнительный возможный вариант осуществления установки для изготовления шин;
- фиг.3 иллюстрирует схему системы контроля параметра, относящегося к качеству изготавливаемой шины;
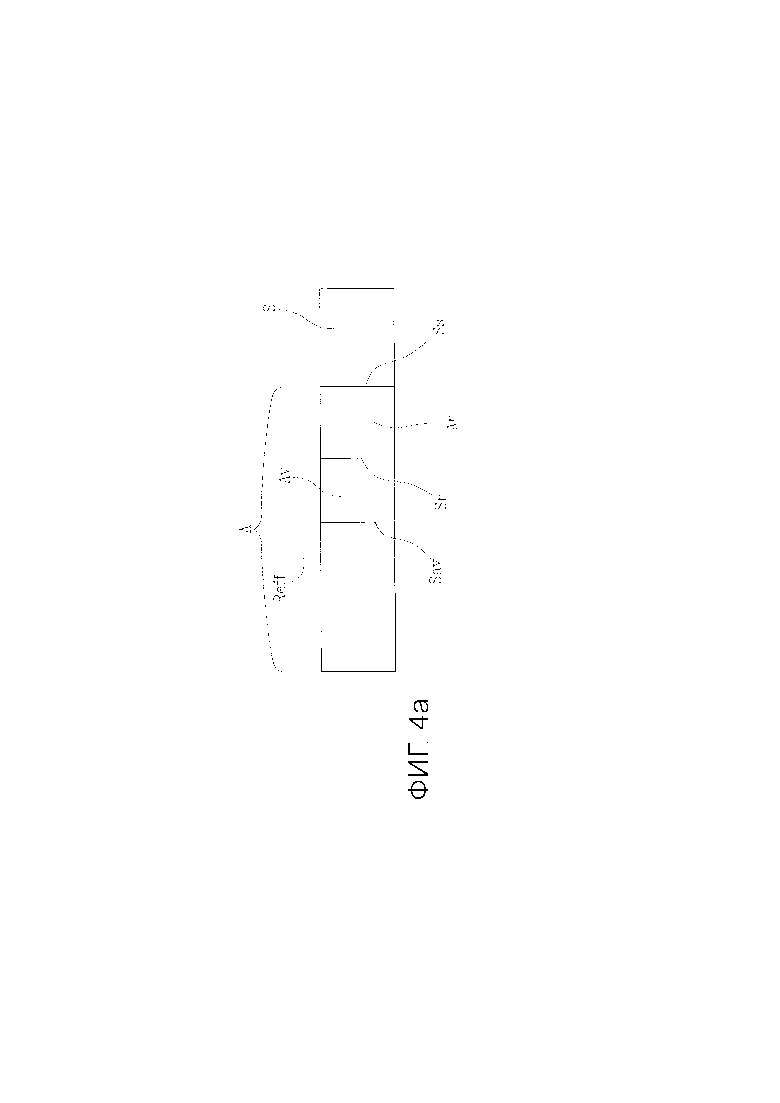
- фиг.4а схематически показывает графическое изображение, отражающее определение параметра, относящегося к качеству изготавливаемой шины;
- фиг.4 схематически показывает графическое изображение по фиг.4а в соответствии с возможным примером применения;
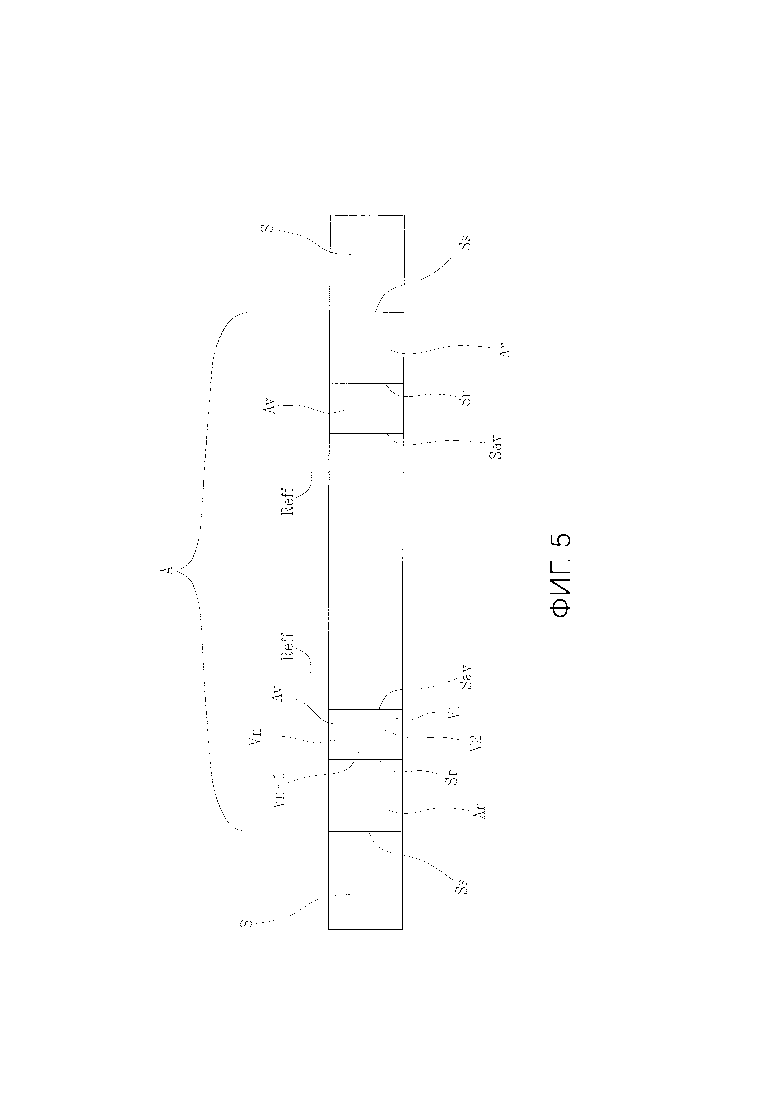
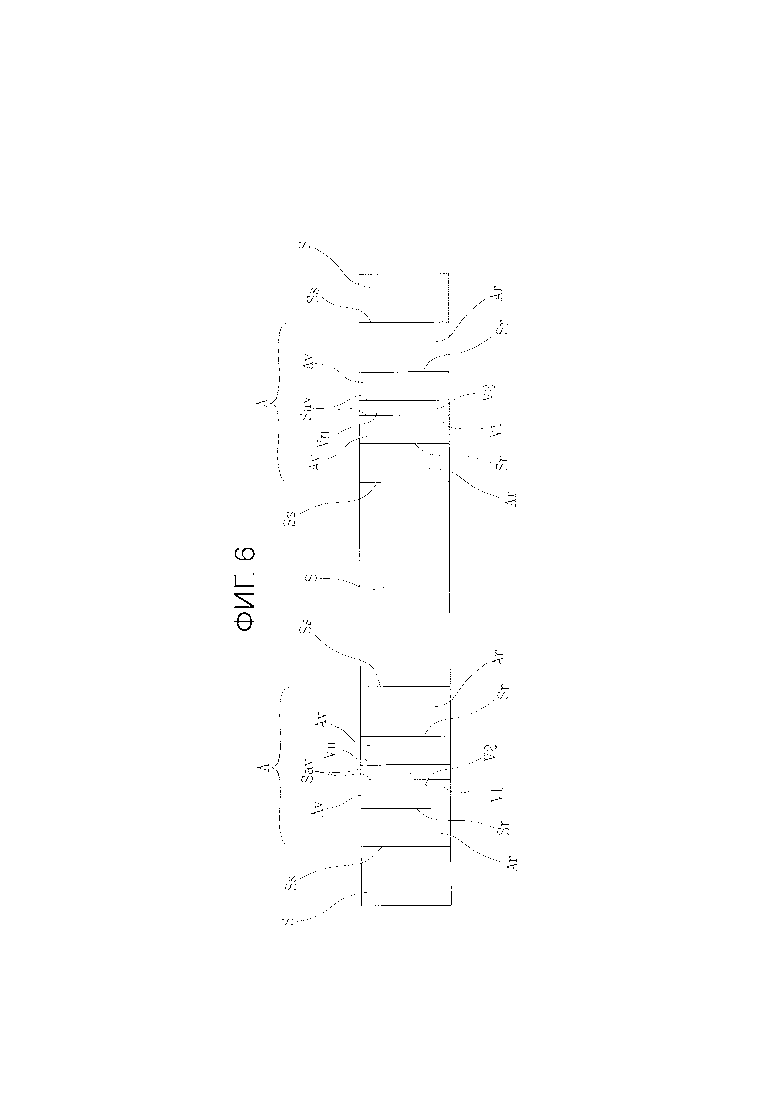
- фиг.5 и 6 соответственно иллюстрируют возможные варианты графического изображения по фиг.4а;
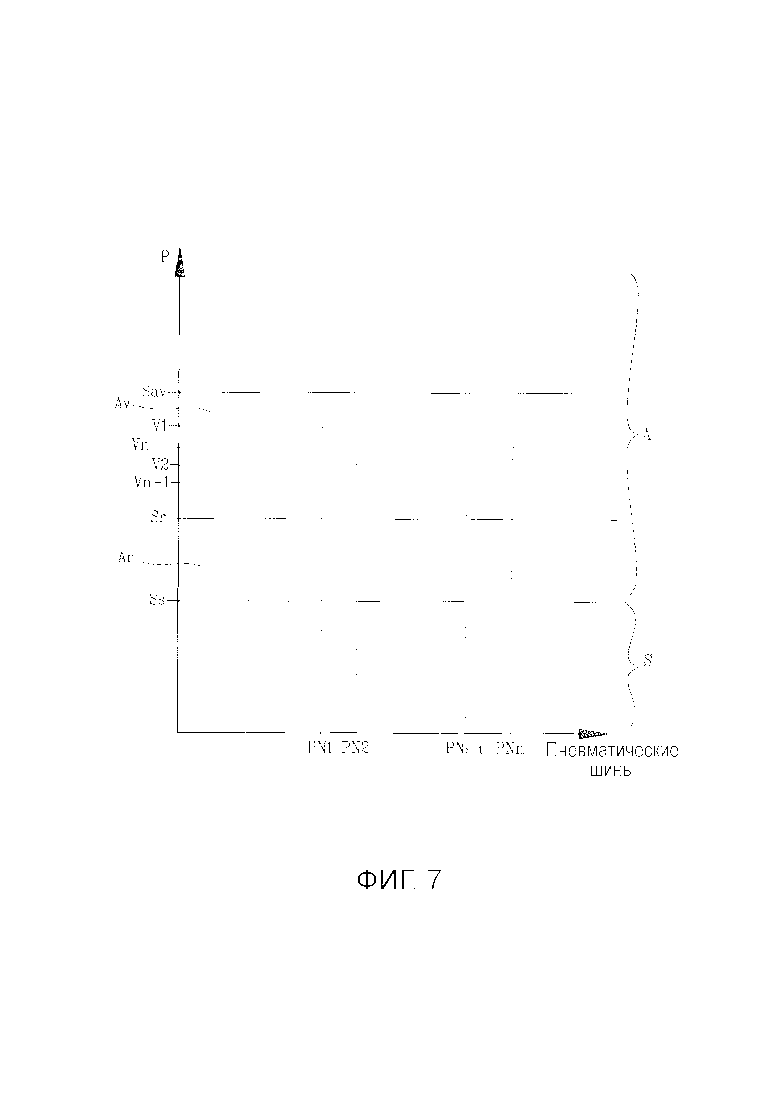
- фиг.7 схематически показывает графическое изображение по фиг.4а в соответствии с дополнительным примером применения.
Как показано на фиг.1, ссылочная позиция 1 обозначает в целом установку для изготовления шин, в которой функционирует система 2, предназначенная для контроля параметра Р (фиг.3), относящегося к качеству изготавливаемой шины, в соответствии с настоящим изобретением. В целом система 2, предназначенная для контроля параметра, относящегося к качеству изготавливаемой шины, функционирует посредством способа, в котором параметр Р связан с одним или более из: исходных компонентов, этапов получения полуфабрикатов, полуфабрикатов, этапов сборки невулканизированной шины, невулканизированных шин, вулканизации, отформованных в пресс-форме и вулканизированных шин.
В частности, параметр Р соответствует характеристике, которая в зависимости от ее значения может соответствовать дефекту шины.
Установка 1 содержит, например:
систему 3, предназначенную для управления исходными компонентами;
систему 4, предназначенную для управления получением полуфабрикатов, начинающимся с одного или более исходных компонентов;
систему 5, предназначенную для управления сборкой невулканизированной шины, начинающейся с одного или более полуфабрикатов;
систему 6, предназначенную для управления вулканизацией невулканизированной шины.
Каждая система 3-6 управления может содержать одну или более станций и управлять одной или более станциями, предназначенными, например, для получения полуфабрикатов или для сборки невулканизированной шины.
В соответствии с возможным вариантом осуществления установка 1 содержит, по меньшей мере, одну систему 7 контроля, содержащую систему CVA автоматического визуального контроля, применяемую для отформованной в пресс-форме и вулканизированной шины.
В соответствии с вариантом осуществления, проиллюстрированным на фиг.1, установка 1 также содержит управляющее устройство 8, выполненное, например, с возможностью управления самой установкой. Возможно, управляющее устройство 8 дополнено одним или более устройствами 8а-8d и функционально соединено с одним или более устройствами 8а-8d, предназначенными для управления вышеописанными системами 3-6 управления. Возможно, управляющее устройство 8 дополнено устройством 8е и функционально соединено с устройством 8е, предназначенным для управления системой 7 контроля. В этом случае управляющее устройство 8 содержит логическое множество из одного или более из соответствующих устройств 8а-8е, предназначенных для управления вышеописанными системами 3-6 управления, возможно, также содержащими систему 7 контроля.
В качестве альтернативы, как проиллюстрировано на фиг.2, предусмотрено управляющее устройство, соответствующее логическому множеству из одного или устройств 8а-8d, предназначенных для управления вышеописанными системами 3-6 управления, и/или устройству 8е, предназначенному для управления системой 7 контроля.
Как правило, при отсутствии одного или более из вышеописанных устройств управления управляющее устройство образовано логическим множеством из оставшихся устройств. В частности, может быть предусмотрено то, что устройство 8е, предназначенное для управления системой 7 автоматического визуального контроля CVA, будет образовывать устройство, предназначенное для управления всей установкой 1.
В соответствии с одним возможным вариантом осуществления установка содержит коммуникационную сеть 9, обеспечивающую соединение между одной или более из систем 3-6 управления (в частности, между соответствующими управляющими устройствами 8а-8d) и/или устройством 8, предназначенным для управления установкой, и/или устройством 8е, предназначенным для управления системой 7 контроля.
Установка 1 предпочтительно содержит, по меньшей мере, одну систему, предназначенную для определения параметра Р, относящегося к одной или более изготавливаемым шинам PN1, PN2, … PNn.
В частности, система определения/обнаружения может содержать систему CVA автоматического визуального контроля, применяемую для отформованной в пресс-форме и вулканизированной шины. В этом случае параметр Р может представлять собой любой (-ую) фактор, элемент и/или характеристику, связанный (-ую) с отформованной в пресс-форме и вулканизированной шиной и/или с этапом получения или сборки, начиная с исходных компонентов.
В соответствии с возможным вариантом осуществления система определения/обнаружения может содержать помимо или вместо системы CVA автоматического визуального контроля, по меньшей мере, одну систему 10 обнаружения, связанную с, по меньшей мере, одной из систем 3-6, предназначенных для управления соответствующим/соответствующей: исходным компонентом, полуфабрикатом, невулканизированной шиной, отформованной в пресс-форме и вулканизированной шиной. В случае системы 3, предназначенной для управления исходными компонентами, система 10 обнаружения представляет собой систему, предназначенную для определения параметра Р, связанного с исходными компонентами, например, срока годности. В случае системы 4, предназначенной для управления получением полуфабрикатов, начинающимся с одного или более исходных компонентов, система 10 обнаружения представляет собой систему, предназначенную для определения параметра Р, связанного с полуфабрикатами и/или с этапом получения полуфабриката, например, ширины протекторного браслета или ширины и углов слоев брекера. В случае системы 5, предназначенной для управления сборкой невулканизированной шины, начинающейся с одного или более полуфабрикатов, система 10 обнаружения представляет собой систему, предназначенную для определения параметра Р, связанного с невулканизированной шиной и/или с этапом получения невулканизированной шины, например, длины протекторного браслета или слоев брекера. В случае системы 6, предназначенной для управления вулканизацией невулканизированной шины, система 10 обнаружения представляет собой систему, предназначенную для определения параметра Р, связанного с отформованной в пресс-форме и вулканизированной шиной и/или с этапом формования в пресс-форме и вулканизации, например, температуры так называемых нагретых столов, к которым прилегают боковые плиты пресс-формы и сегменты пресс-формы.
Система, предназначенная для определения параметра Р, имеет фактическое разрешение Reff, показанное, например, на фиг.4а и фиг.4.
Кроме того, или в качестве альтернативы установка 1 может содержать устройства 11 сопряжения, например, соответственно предусмотренные в вышеописанных системах 3-6 управления (в частности, в соответствующих устройствах 8а-8d, предназначенных для управления каждой системой управления) и/или в устройстве 8, предназначенном для управления установкой, и/или в устройстве 8е, предназначенном для управления системой 7 автоматического визуального контроля CVA.
Установка 1 также может содержать одну или более линий 12 отбраковки, выбранных из:
линии отбраковки, предназначенной для отбраковки исходного компонента;
линии отбраковки, предназначенной для отбраковки полуфабриката;
линии отбраковки, предназначенной для отбраковки собранной невулканизированной шины;
линии отбраковки, предназначенной для отбраковки отформованной в пресс-форме и вулканизированной шины.
Возможно, в установке может быть предусмотрена одна или более из:
- по меньшей мере, одной системы 13 контроля посредством приборов;
- системы 14 визуального контроля вручную.
Одна или более из таких систем предпочтительно предусмотрена в технологическом процессе после системы CVA автоматического визуального контроля в случае ее наличия. Одна или более из подобных систем применяется для отформованной в пресс-форме и вулканизированной шины. Соответствующие линии 12 отбраковки могут быть предусмотрены для системы 13 контроля посредством приборов и/или системы 14 визуального контроля вручную.
Система 2, предназначенная для контроля параметра Р, относящегося к качеству изготавливаемой шины, в соответствии с настоящим изобретением содержит вышеуказанную систему, предназначенную для определения параметра Р, относящегося к одной или более изготавливаемым шинам, которая может представлять собой одну или более из системы CVA автоматического визуального контроля и систем 10 обнаружения, соответственно связанных с одной из систем 3-6 управления.
Система 2, предназначенная для контроля параметра Р, относящегося к качеству изготавливаемой шины, также содержит, по меньшей мере, управляющее устройство, запрограммированное для:
- сравнения последовательности значений V1, V2, … Vn параметра Р путем сравнения каждого значения с, по меньшей мере, одним пороговым значением Ss для отбраковки и предпочтительно с, по меньшей мере, одним пороговым значением Sav для предупреждения, при этом пороговое значение Ss для отбраковки отделяет интервал S для отбраковки от допустимого интервала A и при этом пороговое значение Sav для предупреждения принадлежит допустимому интервалу А и определяет границы одного или более интервалов Av для предупреждения;
- контроля характера изменения последовательности значений V1, V2, … Vn относительно порогового значения Ss для отбраковки и, возможно, относительно порогового значения Sav для предупреждения и/или фактического разрешения Reff системы обнаружения.
Управляющее устройство предпочтительно запрограммировано для контроля характера изменения последовательности значений, по меньшей мере, тогда, когда значение из последовательности значений находится в интервале Av для предупреждения (фииг.4).
Другими словами, система 2 выполнена с конфигурацией, обеспечивающей возможность реализации способа контроля качества изготовления шин, соответствующего настоящему изобретению и включающего:
- определение параметра Р, относящегося к одной или более изготавливаемым шинам PN1, PN2, … PNn, посредством, по меньшей мере, одной системы из вышеописанных систем обнаружения;
- сравнение последовательности значений V1, V2, … Vn параметра P посредством сравнения каждого значения, по меньшей мере, с пороговым значением Ss для отбраковки и предпочтительно, по меньшей мере, с пороговым значением Sav для предупреждения;
- контроль характера изменения последовательности значений V1, V2, … Vn относительно порогового значения Ss для отбраковки и, возможно, относительно порогового значения Sav для предупреждения и/или фактического разрешения Reff системы обнаружения, предпочтительно, по меньшей мере, тогда, когда значение из последовательности значений находится в интервале Av для предупреждения.
Если система, предназначенная для определения параметра Р, содержит одну или более из систем 10 обнаружения, связанных с одной из систем 3-6 управления (следовательно, относящихся к одному/одной или более из: исходного компонента, этапа сборки полуфабрикатов, полуфабриката, этапа сборки невулканизированной шины, невулканизированной шины, вулканизации, отформованной в пресс-форме и вулканизированной шины), определение параметра Р предпочтительно выполняется в соответствующей системе управления.
Контроль относительно порогового значения Ss для отбраковки и, возможно, относительно порогового значения Sav для предупреждения (или относительно фактического разрешения Reff) выполняется путем проверки того, приближается ли последовательность значений V1, V2, … Vn к пороговому значению Ss для отбраковки или к пороговому значению Sav для предупреждения (или к фактическому разрешению Reff).
В частности, контроль характера изменения последовательности значений может включать вычисление разности D1, D2, … Dn каждого из значений V1, V2, … Vn и порогового значения Ss для отбраковки и сравнение абсолютной величины первой разности Dn, относящейся к первому значению Vn, с абсолютной величиной второй разности Dn-1, относящейся ко второму значению Vn-1, которое предшествует первому значению Vn в последовательности, как также будет разъяснено ниже со ссылкой на фиг.4.
Возможно, контроль характера изменения последовательности значений может включать вычисление первой производной функции, характеризующей последовательность значений V1, V2, … Vn параметра Р, в частности, в случае непрерывного считывания значений параметра Р, или оценку наклона линии, соединяющей два значения параметра Р
Устройство, предназначенное для управления системой 2, соответственно запрограммировано в зависимости от режимов контроля характера изменения, например, описанных выше.
Если система, предназначенная для определения параметра Р, относящегося к одной или более изготавливаемым шинам, содержит систему CVA автоматического визуального контроля, применяемую для отформованной в пресс-форме и вулканизированной шины, вышеупомянутое управляющее устройство может содержать устройство 8е, предназначенное для управления системой 7 контроля.
Если система, предназначенная для определения параметра Р, относящегося к одной или более изготавливаемым шинам, содержит одну или более из систем 10 обнаружения, связанных с системой 3-6 управления, вышеуказанное управляющее устройство может содержать устройство 8а-8d, предназначенное для управления системой 3-6 управления.
Как правило, устройство, предназначенное для управления системой 2, может представлять собой устройство 8, предназначенное для управления самой установкой 1, или логическое множество, описанное выше.
В большинстве случаев сравнение последовательности значений и контроль характера изменения последовательности значений выполняются управляющим устройством.
Сравнение последовательности значений и контроль характера изменения последовательности значений предпочтительно выполняются устройством 8е, предназначенным для управления системой CVA автоматического визуального контроля. Альтернативно, сравнение последовательности значений и/или контроль характера изменения последовательности значений могут выполняться одним или более из вышеописанных управляющих устройств, предпочтительно содержащих устройство 8а-8d, предназначенное для управления соответствующей системой 3-6 управления.
Способ в соответствии с настоящим изобретением предусматривает передачу результата контроля характера изменения по каналу обратной связи, по меньшей мере, тогда, когда последовательность V1, V2, … Vn значений приближается к пороговому значению Ss для отбраковки. Задача передачи данных по каналу обратной связи состоит в изменении параметра Р таким образом, чтобы изменить на противоположный - в ходе выполнения одной или более дальнейших операций контроля - характер изменения последовательности значений, например, за счет его направления к пороговому значению Sav для предупреждения (или к фактическому разрешению Reff системы обнаружения) или за счет поддержания его постоянным.
В частности, настоящее изобретение предусматривает передачу результата контроля характера изменения по каналу обратной связи, по меньшей мере, тогда, когда первая разность Dn по абсолютной величине меньше абсолютной величины второй разности Dn-1. В этом случае задача передачи данных по каналу обратной связи состоит в изменении параметра P таким образом, чтобы первая разность Dn по абсолютной величине стала больше или равна абсолютной величине второй разности Dn-1.
Альтернативно, передачу данных по каналу обратной связи выполняют, когда контроль характера изменения, предусмотренный в виде вычисления первой производной функции, характеризующей значения параметра Р, и анализа ее знака, дает положительные значения, если пороговое значение Ss для отбраковки больше определяемых значений, или отрицательные значения, если пороговое значение Ss для отбраковки меньше определяемых значений. В этом случае задача передачи данных по каналу обратной связи состоит в изменении параметра P таким образом, чтобы первая производная функции, характеризующей значения параметра Р, стала нулевой или отрицательной, если пороговое значение Ss для отбраковки больше определяемых значений, или нулевой или положительной, если пороговое значение Ss для отбраковки меньше определяемых значений.
Устройство, предназначенное для управления системой 2, может быть соответственно запрограммировано для обеспечения такой передачи данных по каналу обратной связи.
Как правило, параметр Р может быть связан с одним или более из: исходных компонентов, этапов получения полуфабрикатов, полуфабрикатов, этапов сборки невулканизированной шины, невулканизированных шин, вулканизации, отформованных в пресс-форме и вулканизированных шин. В этом случае передача результата контроля характера изменения по каналу обратной связи включает передачу сигнала R обратной связи в одну или более из соответствующих систем управления, в частности, в одну или более из:
системы 3, предназначенной для управления исходными компонентами;
системы 4, предназначенной для управления получением полуфабрикатов, начинающимся с одного или более исходных компонентов;
системы 5, предназначенной для управления сборкой невулканизированной шины, начинающейся с одного или более полуфабрикатов; и
системы 6, предназначенной для управления вулканизацией невулканизированной шины.
В частности, устройство, предназначенное для управления системой 2, запрограммировано для передачи сигнала R обратной связи.
Сигнал R обратной связи адаптирован для воздействия на соответствующую систему 3-6 управления для изменения параметра P таким образом, чтобы изменить на противоположный характер изменения последовательности значений в ходе выполнения одной или более дальнейших операций контроля. В частности, сигнал R обратной связи адаптирован для воздействия на соответствующую систему 3-6 управления для изменения параметра Р таким образом, чтобы последовательность значений оставалась постоянной или приближалась к фактическому разрешению Reff, то есть таким образом, чтобы последовательность значений параметра Р не стремилась дальше к пороговому значению Ss для отбраковки.
В частности, сигнал R обратной связи адаптирован для воздействия на соответствующую систему 3-6 управления для изменения параметра Р таким образом, чтобы первая разность Dn по абсолютной величине стала больше или равна абсолютной величине второй разности Dn-1 в ходе выполнения одной или более дальнейших операций контроля. Возможно, сигнал R обратной связи адаптирован для воздействия на соответствующую систему 3-6 управления для изменения параметра Р таким образом, чтобы тренд/характер изменения, предусмотренный в виде первой производной функции, характеризующей значения параметра Р, стал нулевым или отрицательным, если пороговое значение Ss для отбраковки больше определяемых значений, или стал нулевым или положительным, если пороговое значение Ss для отбраковки меньше определяемых значений.
Сигнал R обратной связи предпочтительно передается в одно из устройств 8а-8d, предназначенных для управления системами 3-6 управления, и/или в устройство 8, предназначенное для управления установкой, которые запрограммированы для работы в соответствующей включенной в установку системе 3-6 управления и изменения параметра Р в зависимости от сигнала R обратной связи.
В соответствии с возможным вариантом осуществления может быть предусмотрено то, что последовательность значений будет содержать, по меньшей мере, одно первое значение Vn и, по меньшей мере, одно второе значение Vn-1, связанные с одним и тем же исходным компонентом, одним и тем же этапом сборки полуфабрикатов, одним и тем же полуфабрикатом, одним и тем же этапом сборки невулканизированной шины, одной и той же невулканизированной шиной, одной и той же вулканизацией, одной и той же отформованной в пресс-форме и вулканизированной шиной.
Альтернативно, последовательность значений содержит, по меньшей мере, одно первое значение Vn и, по меньшей мере, одно второе значение Vn-1, соответственно связанные с разными исходными компонентами, этапами получения полуфабрикатов, полуфабрикатами, этапами сборки невулканизированной шины, невулканизированными шинами, вулканизациями, отформованными в пресс-форме и вулканизированными шинами.
В соответствии с возможным вариантом осуществления первое значение Vn и второе значение Vn-1 могут быть определены в два разных момента времени.
Что касается определения параметра Р, то последовательность значений можно сравнивать с, по меньшей мере, одним резервным пороговым значением Sr, принадлежащим допустимому интервалу A параметра Р и определяющим границы одного или более интервалов Ar, допустимых с осторожностью, близких к пороговому значению Ss для отбраковки. В частности, как показано на фиг.4, резервное пороговое значение Sr и пороговое значение Ss для отбраковки ограничивают интервал Ar, допустимый с осторожностью.
В соответствии с одним вариантом осуществления, соответствующим варианту осуществления, проиллюстрированному на фиг.4, один или более интервалов Ar, допустимых с осторожностью, отличаются от данных одного или более интервалов Av для предупреждения. В частности, резервное пороговое значение Sr отделяет данные один или более интервалов Ar, допустимых с осторожностью, от данных одного или более интервалов Av для предупреждения.
В альтернативном варианте осуществления, который не проиллюстрирован, по меньшей мере, один из интервалов, допустимых с осторожностью, частично совпадает с, по меньшей мере, одним из интервалов для предупреждения.
На фиг.4а проиллюстрирован пример схематического графического изображения, соответствующего определению параметра Р, которое содержит пороговое значение Ss для отбраковки, резервное пороговое значение Sr и пороговое значение Sav для предупреждения. При этом представлен интервал S для отбраковки, отделенный посредством порогового значения Ss для отбраковки от допустимого интервала А. В пределах вышеуказанного допустимого интервала А предусмотрены интервал Ar, допустимый с осторожностью, ограниченный указанным пороговым значением Ss для отбраковки и указанным резервным пороговым значением Sr, и интервал Av для предупреждения (в пределах которого значение полностью допустимы), ограниченный указанным резервным пороговым значением Sr и указанным пороговым значением Sav для предупреждения. Левая граница фиг.4а не является показательной при оценке соответствующего параметра.
Параметр Р увеличивается с левой стороны к правой стороне в примере по фиг.4а.
Фактическое разрешение Reff системы, предназначенной для определения параметра Р, меньше порогового значения Ss для отбраковки и меньше порогового значения Sav для предупреждения. В соответствии с альтернативным вариантом осуществления, который не проиллюстрирован, фактическое разрешение Reff системы, предназначенной для определения параметра Р, может быть эквивалентным пороговому значению Sav для предупреждения.
Определение параметра Р, соответствующее фиг.4а, применяется, например, в случае исходных компонентов, для которых определяемый параметр может представлять собой дату использования. Альтернативно, определение параметра Р, соответствующее фиг.4а, применяется, например, в случае наличия воздушных пузырьков в одном или более полуфабрикатов или на соответствующем этапе получения, или в невулканизированной шине, или на соответствующем этапе сборки, или в отформованной в пресс-форме и вулканизированной шине. Параметр Р, соответствующий наличию воздушных пузырьков, например, задан их концентрацией и/или их размером.
В частности, если упомянуть показания, получаемые системой CVA автоматического визуального контроля, параметр Р, проиллюстрированный на фиг.4а, может представлять собой растрескивание, обнаруженное на внутренней поверхности отформованной в пресс-форме и вулканизированной шины. Подобное растрескивание возникает из-за растрескивания вулканизационной камеры. Вулканизационная камера используется во время процесса формования в пресс-форме/вулканизации невулканизированной шины и образована посредством резиновых смесей для ее накачивания газом и обеспечения прилипания к невулканизированной шине во внутренней части, что вызывает смещение невулканизированной шины по направлению к металлической пресс-форме. Вулканизационная камера подвергается старению во время использования и заменяется после определенного числа циклов. Во время использования вулканизационная камера может подвергаться чрезмерному старению по отношению к предусмотренному и иметь, например, трещины, которые могут быть даже значительными. Подобные трещины отформовываются на шине и считаются дефектом, если их размер превышает определенный размер. Следовательно, пороговое значение Ss для отбраковки соответствует верхнему пределу допустимого интервала А, в частности, интервала Ar, допустимого с осторожностью.
На фиг.4 проиллюстрирован схематический график, соответствующий определению последовательности значений V1, V2, … Vn параметра P. Схема аналогична схеме по фиг.4а (проиллюстрированной горизонтально), при этом по оси x указан фактор для отсчета параметра Р, например, время, последовательность шин или другие факторы. В приведенном примере имеется последовательность шин PN1, PN2, … PNn. По оси y приведены параметр Р и, в частности, величины, соответствующие значениям V1, V2, … Vn параметра Р. В проиллюстрированном примере увеличение значения параметра Р приводит к увеличению дефектов, так что пороговое значение Ss для отбраковки определяет верхнюю границу допустимого интервала А и, в частности, интервала Ar, допустимого с осторожностью.
Со ссылкой на фиг.4 описан случай «незначительного» растрескивания, в котором значения V1, V2, … Vn параметра Р, соответствующие соответственно шинам PN1, PN2, … PNn, попадают в интервал Av для предупреждения. В этом случае система, предназначенная для определения параметра Р, содержит систему CVA автоматического визуального контроля, и система 2 осуществляет мониторинг характера изменения двух или более значений V1, V2, … Vn для множества шин PN1, PN2, … Pn, отформованных в пресс-форме и вулканизированных, отличных друг от друга, для проверки того, имеется ли приближение вышеуказанных значений к пороговому значению Ss для отбраковки (и перед этим - к резервному пороговому значению Sr).
Последовательность значений содержит, по меньшей мере, одно первое значение Vn и, по меньшей мере, одно второе значение Vn-1, соответственно связанные с разными отформованными в пресс-форме и вулканизированными шинами PNn, PNn-1. Кроме того, в данном случае первое значение Vn и второе значение Vn-1 могут быть определены в два разных момента времени.
На фиг.4 проиллюстрированы разности D1, D2, … Dn каждого из значений V1, V2, … Vn и порогового значения Ss для отбраковки. При рассмотрении последовательности, образованной значениями V1 и V2, можно отметить, что абсолютная величина разности D2 меньше абсолютной величины разности D1. Другими словами, между V1 и V2 последовательность стремится к пороговому значению Ss для отбраковки, то есть растрескивание увеличивается.
Поскольку параметр Р связан с вулканизацией и с отформованной в пресс-форме и вулканизированной шиной, передача данных по каналу обратной связи может быть выполнена посредством передачи сигнала R обратной связи (фиг.3) в систему 6, которая предназначена для управления вулканизацией невулканизированной шины и которая может осуществлять мониторинг состояния камеры и принимать решение о ее замене раньше срока, что устраняет риск наличия дефекта, вызванного серьезным растрескиванием.
Передача данных по каналу обратной связи имеет целью изменение параметра Р таким образом, чтобы изменить на противоположный характер изменения последовательности значений в ходе выполнения одной или более дальнейших операций контроля, как в действительности происходит в случае значений V3 и последующих значений. В соответствии с данным вариантом осуществления сигнал R обратной связи адаптирован для воздействия на систему 6, предназначенную для управления вулканизацией, для изменения параметра Р таким образом, чтобы последовательность значений оставалась постоянной или стремилась к фактическому разрешению Reff, в частности, таким образом, чтобы абсолютная величина первой разности Dn стала больше или равна абсолютной величине второй разности Dn-1 в ходе выполнения одной или более дальнейших операций контроля (см. последние значения, показанные на фиг.4).
Контроль характера изменения последовательности значений по фиг.4 может выполняться также посредством рассмотрения первой производной функции, которая обеспечивает интерполяцию значений на определенном интервале, и передачи результата контроля по каналу обратной связи, когда первая производная является положительной, поскольку пороговое значение Ss для отбраковки превышает определяемые значения V1, V2, … Vn (пороговое значение Ss для отбраковки определяет верхний предел допустимого интервала А). В этом случае задача передачи данных по каналу обратной связи состоит в изменении параметра Р таким образом, чтобы последовательность значений оставалась постоянной или стремилась к пороговому значению Sav для предупреждения, в частности, таким образом, чтобы первая производная функции, которая обеспечивает интерполяцию значений на определенном интервале, стала отрицательной или нулевой.
В другом примере применения, если упомянуть показания, получаемые системой CVA автоматического визуального контроля, параметр Р может представлять собой так называемую нехватку материала в протекторе. Он характеризует недостаточное количество материала на поверхности протектора, например, вследствие нерегулярного сдвига смесей или вследствие локального несоответствия на протекторном браслете и других аналогичных проблем. Если блок имеет скругленный край и плохую линейность, шина должна быть отбракована. Незначительный дефицит и наличие первых зубцов на краях блоков соответствуют интервалу, допустимому с осторожностью, и, следовательно, должны быть объектом повторного осмотра с возможным более углубленным исследованием. В случае меньших нехваток это попадает в интервал для предупреждения с проверкой характера изменения последовательности значений параметра для возможного выполнения передачи данных по каналу обратной связи. В этом случае передача данных по каналу обратной связи, в частности, передача сигнала R обратной связи, выполняется по отношению к системам управления, которые могли повлиять на параметр Р (до момента трансформации его в дефект), например, в систему 4, предназначенную для управления получением полуфабрикатов, и/или в систему 3, предназначенную для управления исходными компонентами (смесями), в случае нехватки материала в протекторе.
Фиг.3 иллюстрирует схему системы 2, предназначенной для контроля параметра Р, относящегося к качеству изготавливаемой шины, на основе системы CVA автоматического визуального контроля в качестве системы обнаружения. Та же самая схема может быть адаптирована в остальных вышеописанных случаях, то есть в случаях, в которых вместо системы CVA автоматического визуального контроля (или в дополнение к системе CVA автоматического визуального контроля) предусмотрены одна или более систем 10 обнаружения, связанных с системами 3-6 управления.
На уровне системы CVA автоматического визуального контроля определяется параметр Р, относящийся к качеству готового изделия, например, параметр, связанный с наличием и размерами определенных дефектов, таких как признак растрескивания на внутренней поверхности отформованной в пресс-форме и вулканизированной шины (как описано выше). Различные значения V1, V2, … Vn параметра Р определяются в передаются в устройство 8е, предназначенное для управления системой CVA автоматического визуального контроля. Управляющее устройство 8е сравнивает каждое значение параметра Р с, по меньшей мере, пороговым значением Ss для отбраковки и предпочтительно с, по меньшей мере, пороговым значением Sav для предупреждения. Контроль характера изменения последовательности значений относительно порогового значения Ss для отбраковки и предпочтительно относительно порогового значения Sav для предупреждения (или относительно фактического разрешения Reff) выполняется, в частности, по меньшей мере, тогда, когда значение из последовательности значений находится в интервале Av для предупреждения.
Фиг.3 иллюстрирует случай, в котором управляющее устройство 8е вычисляет разность D1, D2, … Dn каждого из значений V1, V2, … Vn и порогового значения Ss для отбраковки и сравнивает абсолютную величину первой разности Dn, относящейся к первому значению Vn, с абсолютной величиной второй разности Dn-1, относящейся ко второму значению Vn-1, которое предшествует первому значению Vn в последовательности.
В случае по фиг.3, соответствующем варианту осуществления, описанному выше со ссылкой на фиг.4, предусмотрена передача по каналу обратной связи, - например, посредством сигнала R обратной связи, - результата контроля характера изменения, когда абсолютная величина первой разности Dn меньше абсолютной величины второй разности Dn-1; таким образом, последующие значения параметра Р будут такими, что абсолютная величина первой разности Dn будет больше или равна абсолютной величине второй разности Dn-1 в ходе выполнения одной или более дальнейших операций контроля. Сигнал R обратной связи передается устройством 8е, предназначенным для управления системой CVA автоматического визуального контроля, в соответствующее (-ие) управляющее (-ие) устройство (-а) 8а-8d, предусмотренное (-ые) для задействованной (-ых) системы (систем) управления.
Может быть предусмотрена дополнительная схематизация определения параметра Р, проиллюстрированная, например, на фиг.5 и 6.
Фиг.5 соответствует дублированию определения/обнаружения, схематически показанного на фиг.4а. В этом случае предусмотрены допустимый интервал А и два интервала S для отбраковки (например, верхний интервал для отбраковки и нижний интервал для отбраковки). В пределах допустимого интервала А предусмотрены два интервала Av для предупреждения и два интервала Ar, допустимых с осторожностью. Допустимый интервал А расположен центрально по отношению к нижнему интервалу Ss для отбраковки и к верхнему интервалу Ss для отбраковки.
Подобная схематизация применяется, например, в случае снятия показания, представляющего собой значение ширины протекторного браслета вдоль самогó полуфабриката, что означает, что параметр Р ширины представляет собой числовую величину, рассчитанную относительно одного из двух краев самогó протекторного браслета.
Были показаны несколько значений V1, V2, … Vn ширины, которые определены относительно одного из двух краев протекторного браслета и которые попадают в интервал Av для предупреждения. Определение подобных величин происходит в системе 4, предназначенной для управления получением полуфабрикатов, в частности, посредством соответствующей системы 10 обнаружения.
Сравнение подобных значений и контроль характера изменения последовательности предпочтительно происходят в устройстве 8b, предназначенном для управления системой 4, предназначенной для управления получением полуфабрикатов. Из такого сравнения и контроля выясняется, что последовательность V1, V2, … Vn-1 приближается к соответствующему пороговому значению Ss для отбраковки. Передача данных по каналу обратной связи может быть осуществлена управляющим устройством (например, устройством 8b, предназначенным для управления системой 4, предназначенной для управления получением полуфабрикатов, начинающимся с одного или более исходных компонентов), например, посредством передачи сигнала обратной связи в систему 3, предназначенную для управления исходными компонентами, например, в помещение для смесей и/или на склад сырья.
Благодаря передаче данных по каналу обратной связи при контроле, выполняемом при значении Vn, обнаруживается, что последовательность V1, V2, … Vn-1 в дальнейшем не приближается к пороговому значению Ss для отбраковки.
В свою очередь, фиг.6 соответствует дублированию определения, схематически изображенного на фиг.5. В этом случае предусмотрены два допустимых интервала А и три интервала S для отбраковки (например, верхний интервал для отбраковки, промежуточный интервал для отбраковки и нижний интервал для отбраковки). В пределах каждого допустимого интервала А предусмотрены два интервала Av для предупреждения и два интервала Ar, допустимых с осторожностью. Определение параметра Р, проиллюстрированное на фиг.6, применяется, например, в случае снятия показания, представляющего собой ширину протекторного браслета, вдоль самогó полуфабриката, что означает, что параметр ширины представляет собой расстояние, определяемое для каждого из двух краев самогó протекторного браслета относительно центральной базы отсчета. Данный пример применения может быть аналогичным примеру применения, описанному выше со ссылкой на фиг.5, в котором цель передачи данных по каналу обратной связи состоит в сохранении последовательности значений V1, V2, … Vn в пределах интервала, ограниченного двумя соседними пороговыми значениями Sav для предупреждения.
Фиг.7 иллюстрирует схематический график, соответствующий определению последовательности значений V1, V2, … Vn параметра P аналогично определению последовательности значений по фиг.4, при этом различие состоит в том, что уменьшение значения параметра Р приводит к увеличению дефектов, так что пороговое значение Ss для отбраковки определяет нижнюю границу допустимого интервала и интервала Ar, допустимого с осторожностью. Примером такого параметра может быть ширина протекторного браслета.
Значения V1, V2, … Vn параметра Р, соответствующие соответственно шинам PN1, PN2, … PNn, попадают в интервал Av для предупреждения.
В этом случае система определения/обнаружения осуществляет мониторинг характера изменения двух или более значений V1, V2, … Vn в множестве шин PN1, PN2, … PNn.
Поскольку пороговое значение Ss для отбраковки меньше определяемых значений V1, V2, … Vn (пороговое значение Ss для отбраковки определяет нижний предел допустимого интервала А), контроль характера изменения может быть выполнен при рассмотрении первой производной функции, которая обеспечивает интерполяцию значений на определенном интервале, при этом передача результата контроля по каналу обратной связи осуществляется, когда первая производная является отрицательной.
Задачей передачи данных по каналу обратной связи является изменение параметра Р таким образом, чтобы изменить на противоположный характер изменения последовательности значений в ходе выполнения одной или более дальнейших операций контроля, что в действительности и происходит для значений Vn-1 и последующих значений. В частности, сигнал R обратной связи адаптирован для воздействия на соответствующую систему управления с целью изменения параметра Р таким образом, чтобы последовательность значений оставалась постоянной или стремилась к пороговому значению Sav для предупреждения, и, в частности, таким образом, чтобы первая производная функции, которая обеспечивает интерполяцию значений на определенном интервале, стала положительной или нулевой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2013 |
|
RU2646409C2 |
| СПОСОБ И ЛИНИЯ ДЛЯ КОНТРОЛЯ ШИН КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2017 |
|
RU2729453C2 |
| СПОСОБ КОНТРОЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2013 |
|
RU2635934C2 |
| САМОЗАКЛЕИВАЮЩАЯСЯ ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2720373C2 |
| ШИНА С ПРЕДВАРИТЕЛЬНО СФОРМИРОВАННЫМ ПРОТЕКТОРОМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2628864C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ И СПОСОБ УПРАВЛЕНИЯ НАНЕСЕНИЕМ НЕВУЛКАНИЗИРОВАННОГО ЭЛАСТОМЕРНОГО МАТЕРИАЛА ПРИ ИЗГОТОВЛЕНИИ ШИНЫ | 2003 |
|
RU2330757C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЭЛЕКТРОПРОВОДНОСТИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2019 |
|
RU2789649C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2020 |
|
RU2814919C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ШИНЫ ДЛЯ КОЛЕС ТРАНСПОРТНОГО СРЕДСТВА | 2003 |
|
RU2327569C2 |
| СПОСОБ И УСТРОЙСТВО МАНИПУЛИРОВАНИЯ ШИНАМИ | 2016 |
|
RU2735514C2 |




Изобретение относится к автомобильной промышленности. Система (2), предназначенная для контроля параметра (Р), относящегося к качеству изготавливаемой шины, которая содержит по меньшей мере одну систему (CVA), предназначенную для определения параметра (Р), относящегося к одной или более изготавливаемым шинам. Управляющее устройство (8е) запрограммировано для сравнения последовательности значений (V1, V2, … Vn) параметра (Р) посредством сравнения каждого значения с по меньшей мере одним пороговым значением для отбраковки и предпочтительно с по меньшей мере одним пороговым значением для предупреждения. Пороговое значение для отбраковки отделяет интервал для отбраковки от допустимого интервала. Пороговое значение для предупреждения принадлежит допустимому интервалу и определяет границы одного или более интервалов для предупреждения. Управляющее устройство (8е) также запрограммировано для контроля характера изменения последовательности значений (V1, V2, … Vn) относительно порогового значения для отбраковки. Изобретение также относится к способу контроля качества изготовления шин. Технический результат – повышение качества шин. 2 н. и 30 з.п. ф-лы, 7 ил.
1. Способ контроля качества изготовления шин, включающий:
- определение параметра (Р), относящегося к одной или более изготавливаемым шинам (PN1, PN2, … PNn), посредством по меньшей мере одной системы (CVA, 10) для определения параметра (P);
- сравнение последовательности значений (V1, V2, … Vn) параметра (P) посредством сравнения каждого значения с по меньшей мере одним пороговым значением (Ss) для отбраковки, при этом указанное по меньшей мере одно пороговое значение (Ss) для отбраковки отделяет интервал (S) для отбраковки от допустимого интервала (A), причем сравнение последовательности значений (V1, V2, … Vn) параметра (Р) включает сравнение каждого значения с по меньшей мере одним пороговым значением (Sav) для предупреждения, при этом указанное по меньшей мере одно пороговое значение (Sav) для предупреждения принадлежит допустимому интервалу (А) и определяет границы одного или более интервалов (Av) для предупреждения;
- контроль характера изменения последовательности значений (V1, V2, … Vn) относительно порогового значения (Ss) для отбраковки, когда значение из последовательности значений (V1, V2, … Vn) находится в интервале (Av) для предупреждения;
- передачу результата контроля характера изменений по каналу обратной связи, по меньшей мере, тогда, когда последовательность значений (V1, V2, … Vn) приближается к пороговому значению (Ss) для отбраковки, для приведения в действие по меньшей мере одной системы (3, 4, 5, 6) для управления установкой (1) для изготовления шин таким образом, чтобы изменить на противоположный характер изменения последовательности значений (V1, V2, … Vn) в ходе выполнения одной или более дальнейших операций контроля.
2. Способ контроля качества изготовления шин по п.1, при котором контроль характера изменения последовательности значений включает:
- вычисление разности (D1, D2, … Dn) каждого из значений (V1, V2, … Vn) и порогового значения (Ss) для отбраковки;
- сравнение абсолютной величины первой разности (Dn), относящейся к первому значению (Vn), с абсолютной величиной второй разности (Dn-1), относящейся ко второму значению (Vn-1), которое предшествует первому значению (Vn) в последовательности.
3. Способ контроля качества изготовления шин по п.1, при котором контроль характера изменения последовательности значений включает вычисление первой производной функции, характеризующей значения параметра Р.
4. Способ контроля качества изготовления шин по п.1, при котором система (CVA, 10) для определения параметра (P) имеет фактическое разрешение (Reff), которое меньше, чем пороговое значение (Ss) для отбраковки, и меньше или равно пороговому значению (Sav) для предупреждения.
5. Способ контроля качества изготовления шин по п.2, при котором передача результата контроля характера изменения по каналу обратной связи, когда абсолютная величина первой разности (Dn) меньше абсолютной величины второй разности (Dn-1), вызывает изменение параметра (P) таким образом, чтобы абсолютная величина первой разности (Dn) стала больше или равна абсолютной величине второй разности (Dn-1) в ходе выполнения одной или более дальнейших операций контроля.
6. Способ контроля качества изготовления шин по любому предшествующему пункту, при котором параметр (Р) связан с одним или более из: исходных компонентов, этапов получения полуфабрикатов, полуфабрикатов, этапов сборки невулканизированной шины, невулканизированных шин, вулканизации, отформованных в пресс-форме и вулканизированных шин, причем передача результата контроля характера изменения по каналу обратной связи включает передачу сигнала (R) обратной связи в одну или более из:
системы (3) для управления исходными компонентами;
системы (4) для управления получением полуфабрикатов, начинающимся с одного или более исходных компонентов;
системы (5) для управления сборкой невулканизированной шины, начинающейся с одного или более полуфабрикатов; и
системы (6) для управления вулканизацией невулканизированной шины,
предусмотренных в указанной установке (1) для изготовления шин,
при этом сигнал (R) обратной связи адаптирован для воздействия на соответствующую систему (3-6) управления для изменения параметра (P) таким образом, чтобы изменить на противоположный характер изменения последовательности значений (V1, V2, … Vn) в ходе выполнения одной или более дальнейших операций контроля.
7. Способ контроля качества изготовления шин по п.5, при котором параметр (Р) связан с одним или более из: исходных компонентов, этапов получения полуфабрикатов, полуфабрикатов, этапов сборки невулканизированной шины, невулканизированных шин, вулканизации, отформованных в пресс-форме и вулканизированных шин, причем передача результата контроля характера изменения по каналу обратной связи включает передачу сигнала (R) обратной связи в одну или более из:
системы (3) для управления исходными компонентами;
системы (4) для управления получением полуфабрикатов, начинающимся с одного или более исходных компонентов;
системы (5) для управления сборкой невулканизированной шины, начинающейся с одного или более полуфабрикатов; и
системы (6) для управления вулканизацией невулканизированной шины,
предусмотренных в указанной установке (1) для изготовления шин,
при этом сигнал (R) обратной связи адаптирован для воздействия на соответствующую систему (3-6) управления для изменения параметра (P) таким образом, чтобы изменить на противоположный характер изменения последовательности значений (V1, V2, … Vn) в ходе выполнения одной или более дальнейших операций контроля;
причем сигнал (R) обратной связи адаптирован для воздействия на соответствующую систему (3-6) управления для изменения параметра (Р) таким образом, чтобы абсолютная величина первой разности (Dn) стала больше или равна абсолютной величине второй разности (Dn-1) в ходе выполнения одной или более дальнейших операций контроля.
8. Способ контроля качества изготовления шин по п.6, при котором последовательность значений (V1, V2, … Vn) содержит по меньшей мере одно первое значение (Vn) и по меньшей мере одно второе значение (Vn-1), связанные с одним и тем же исходным компонентом, одним и тем же этапом получения полуфабрикатов, одним и тем же полуфабрикатом, одним и тем же этапом сборки невулканизированной шины, одной и той же невулканизированной шиной, одной и той же вулканизацией, одной и той же отформованной в пресс-форме и вулканизированной шиной.
9. Способ контроля качества изготовления шин по п.6, при котором последовательность значений (V1, V2, … Vn) содержит по меньшей мере одно первое значение (Vn) и по меньшей мере одно второе значение (Vn-1), соответственно связанные с разными исходными компонентами, этапами получения полуфабрикатов, полуфабрикатами, этапами сборки невулканизированной шины, невулканизированными шинами, вулканизациями, отформованными в пресс-форме и вулканизированными шинами.
10. Способ контроля качества изготовления шин по п.8 или 9, при котором первое значение (Vn) и второе значение (Vn-1) определяют в два разных момента времени.
11. Способ контроля качества изготовления шин по п.6, при котором система для определения параметра (Р) содержит систему (10) обнаружения, связанную с одной из систем (3-6), предназначенных для управления соответствующим/соответствующей: исходным компонентом, этапом получения полуфабрикатов, полуфабрикатом, этапом сборки невулканизированной шины, невулканизированной шиной, вулканизацией, отформованной в пресс-форме и вулканизированной шиной, при этом определение параметра (Р) выполняют в системе (3-6) управления.
12. Способ контроля качества изготовления шин по п.11, при котором сравнение последовательности значений (V1, V2, … Vn) и контроль характера изменения последовательности значений выполняют посредством управляющего устройства (8; 8а-8е).
13. Способ контроля качества изготовления шин по п.12, при котором управляющее устройство содержит устройство (8а-8d) для управления системой (3-6) для управления соответствующим/соответствующей: исходным компонентом, этапом получения полуфабрикатов, полуфабрикатом, этапом сборки невулканизированной шины, невулканизированной шиной, вулканизацией, отформованной в пресс-форме и вулканизированной шиной.
14. Способ контроля качества изготовления шин по п.12, при котором управляющее устройство содержит устройство (8е) для управления системой (CVA) автоматического визуального контроля, применяемой для отформованной в пресс-форме и вулканизированной шины.
15. Способ контроля качества изготовления шин по любому из пп.1-5, при котором система для определения указанного параметра содержит систему (CVA) автоматического визуального контроля, применяемую для отформованной в пресс-форме и вулканизированной шины.
16. Способ контроля качества изготовления шин по п.15, при котором последовательность значений (V1, V2, … Vn) содержит по меньшей мере одно первое значение (Vn) и по меньшей мере одно второе значение (Vn-1), связанные соответственно с разными отформованными в пресс-форме и вулканизированными шинами.
17. Способ контроля качества изготовления шин по п.16, при котором первое значение (Vn) и второе значение (Vn-1) определяют в два разных момента времени.
18. Способ контроля качества изготовления шин по п.15, при котором сравнение последовательности значений (V1, V2, … Vn) и контроль характера изменения последовательности значений (V1, V2, … Vn) выполняют посредством устройства (8е) для управления системой (CVA) автоматического визуального контроля.
19. Способ контроля качества изготовления шин по любому из пп.1-5, при котором последовательность значений (V1, V2, … Vn) сравнивают с по меньшей мере одним резервным пороговым значением (Sr), принадлежащим допустимому интервалу (A) параметра и определяющим границы одного или более интервалов (Ar), допустимых с осторожностью, близких к пороговому значению (Ss) для отбраковки.
20. Способ контроля качества изготовления шин по п.19, при котором один или более интервалов (Ar), допустимых с осторожностью, отличаются от одного или более интервалов (Av) для предупреждения.
21. Способ контроля качества изготовления шин по п.20, при котором резервное пороговое значение (Sr) отделяет один или более интервалов (Ar), допустимых с осторожностью, от указанных одного или более интервалов (Av) для предупреждения.
22. Способ контроля качества изготовления шин по п.19, при котором по меньшей мере один из указанных одного или более интервалов (Ar), допустимых с осторожностью, частично совпадает с по меньшей мере одним из указанных одного или более интервалов (Av) для предупреждения.
23. Установка для изготовления шин, содержащая:
систему (3) для управления исходными компонентами;
систему (4) для управления получением полуфабрикатов, начинающимся с одного или более исходных компонентов;
систему (5) для управления сборкой невулканизированной шины, начинающейся с одного или более полуфабрикатов;
систему (6) для управления вулканизацией невулканизированной шины; и
систему (2) для контроля параметра, относящегося к качеству изготавливаемой шины, содержащую:
по меньшей мере одну систему (CVA, 10) для определения параметра (P), относящегося к одной или более изготавливаемым шинам (PN1, PN2, … PNn);
по меньшей мере одно управляющее устройство (8, 8а-8е), запрограммированное для:
- сравнения последовательности значений (V1, V2, … Vn) параметра (Р) посредством сравнения каждого значения с по меньшей мере одним пороговым значением (Ss) для отбраковки, при этом указанное по меньшей мере одно пороговое значение (Ss) для отбраковки отделяет интервал (S) для отбраковки от допустимого интервала (A), причем сравнение последовательности значений (V1, V2, … Vn) параметра (Р) включает сравнение каждого значения с по меньшей мере одним пороговым значением (Sav) для предупреждения, при этом указанное по меньшей мере одно пороговое значение (Sav) для предупреждения принадлежит допустимому интервалу (A) и определяет границы одного или более интервалов (Av) для предупреждения;
- контроля характера изменения последовательности значений (V1, V2, … Vn) относительно порогового значения (Ss) для отбраковки, когда значение из последовательности значений (V1, V2, … Vn) находится в интервале (Av) для предупреждения;
- передачи - по каналу обратной связи - результата контроля характера изменения, по меньшей мере, тогда, когда последовательность значений (V1, V2, … Vn) приближается к пороговому значению (Ss) для отбраковки, для приведения в действие по меньшей мере одной из указанных систем (3, 4, 5, 6) управления таким образом, чтобы изменить на противоположный характер изменения последовательности значений (V1, V2, … Vn) в ходе выполнения одной или более дальнейших операций контроля.
24. Установка для изготовления шин по п.23, в которой управляющее устройство (8, 8а-8е) запрограммировано для контроля характера изменения последовательности значений
- посредством вычисления разности (D1, D2, … Dn) каждого из значений (V1, V2, … Vn) и порогового значения (Ss) для отбраковки;
- посредством сравнения абсолютной величины первой разности (Dn), относящейся к первому значению (Vn), с абсолютной величиной второй разности (Dn-1), относящейся ко второму значению (Vn-1), которое предшествует первому значению (Vn) в указанной последовательности.
25. Установка для изготовления шин по п.23, в которой управляющее устройство (8, 8а-8е) запрограммировано для контроля характера изменения последовательности значений посредством вычисления первой производной функции, характеризующей значения параметра Р.
26. Установка для изготовления шин по п.23, в которой система для определения параметра (Р), относящегося к одной или более изготавливаемым шинам, содержит систему (CVA) автоматического визуального контроля, применяемую для отформованной в пресс-форме и вулканизированной шины.
27. Установка для изготовления шин по п.26, в которой управляющее устройство содержит устройство (8е) для управления системой (CVA) автоматического визуального контроля.
28. Установка для изготовления шин по любому из пп.23-27, в которой система для определения указанного параметра содержит по меньшей мере одну систему (10) обнаружения, связанную с по меньшей мере одной из систем (3-6), предназначенных для управления соответствующим/соответствующей: исходным компонентом, этапом получения полуфабрикатов, полуфабрикатом, этапом сборки невулканизированной шины, невулканизированной шиной, вулканизацией, отформованной в пресс-форме и вулканизированной шиной.
29. Установка для изготовления шин по п.28, в которой управляющее устройство содержит устройство (8а-8d) для управления системой для управления соответствующим/соответствующей: исходным компонентом, этапом получения полуфабрикатов, полуфабрикатом, этапом сборки невулканизированной шины, невулканизированной шиной, вулканизацией, отформованной в пресс-форме и вулканизированной шиной.
30. Установка для изготовления шин по п.24, в которой управляющее устройство (8, 8а-8е), запрограммированное для передачи результата контроля характера изменения по каналу обратной связи, когда абсолютная величина первой разности (Dn) меньше абсолютной величины указанной второй разности (Dn-1), обеспечивает изменение параметра (Р) таким образом, чтобы абсолютная величина первой разности (Dn) стала больше или равна абсолютной величине второй разности (Dn-1) в ходе выполнения одной или более дальнейших операций контроля.
31. Установка для изготовления шин по любому из пп.23-27, в которой параметр (Р) связан с одним или более из: исходных компонентов, этапов получения полуфабрикатов, полуфабрикатов, этапов сборки невулканизированной шины, невулканизированных шин, вулканизации, отформованных в пресс-форме и вулканизированных шин,
при этом управляющее устройство (8, 8а-8е) запрограммировано для передачи результата контроля характера изменения по каналу обратной связи посредством передачи сигнала (R) обратной связи в одну или более из:
системы (3) для управления исходными компонентами;
системы (4) для управления получением полуфабрикатов, начинающимся с одного или более исходных компонентов;
системы (5) для управления сборкой невулканизированной шины, начинающейся с одного или более полуфабрикатов; и
системы (6) для управления вулканизацией невулканизированной шины.
32. Установка для изготовления шин по п.31, в которой управляющее устройство содержит устройство (8а-8d) для управления системой для управления соответствующим/соответствующей: исходным компонентом, этапом получения полуфабрикатов, полуфабрикатом, этапом сборки невулканизированной шины, невулканизированной шиной, вулканизацией, отформованной в пресс-форме и вулканизированной шиной, при этом указанное устройство управления запрограммировано для изменения параметра (Р) в зависимости от сигнала (R) обратной связи.
| US 2003149542 А1, 07.08.2003 | |||
| US 2013098148 А1, 25.04.2013 | |||
| WO 2012002949 А1, 05.01.2012. |

