Изобретение относится к переработке термопластичных материалов и может быть использовано в отраслях промышленности, применяющих экструзию.
Известна линия по производству полимерной кровельной черепицы(патент №2483873 на изобретение по МПК В29С 51/00 от 13.10.2011), характеризующаяся тем, что для производства полимерной продукции используется экструзионная машина, подающая под давлением исходную массу к головке.
Известна также экструзионная плоскощелевая головка с регулируемым профилем формируещего канала (патент на изобретение №2251485 от 01.04.2004 по МПК В29С 47/16), характеризующаяся тем, что для стабилизации давления в экструзионной плоскощелевой головке используют формирующие работу щель два уголка, на которые сверху и снизу упираются соответствующие подпружиненные болтами верхний и нижний штоки.
Недостатком известного способа стабилизации давления в зоне головки является то, что он, предназначенный, главным образом, для регулирования (болтами) технологической толщины продукции, имеет относительно узкий диапазон регулирования давления, связанный с ограниченными возможностями пружин.
Пружины совсем не помогут при заклинивании головки от твердых частиц некачественного исходного сырья или при возникновении ситуаций слишком большого давления из-за слишком больших оборотов нагнетающего исходное сырье двигателя.
Техническим результатом изобретения является расширение функциональных возможностей известного способа - обеспечения регулирования давления в области головки в широких пределах путем использования регулирующей цепи обратной связи.
Указанный технический результат достигается тем, что способ стабилизации давления в экструзионной плоскощелевой головке характеризует регулированием давления в узких пределах с помощью подпружиненных верхнего и нижнего штоков, упирающихся соответственно в верхний и нижний уголки, формирующие плоскую щель головки, и тем, что осуществляют дополнительно регулирование давления в широких пределах, для чего применяют датчик давления, установленный через резьбовое отверстие во входной корпус рядом с корпусом головки, соединенный электрически с регулятором давления, установленным на экструзионной машине.
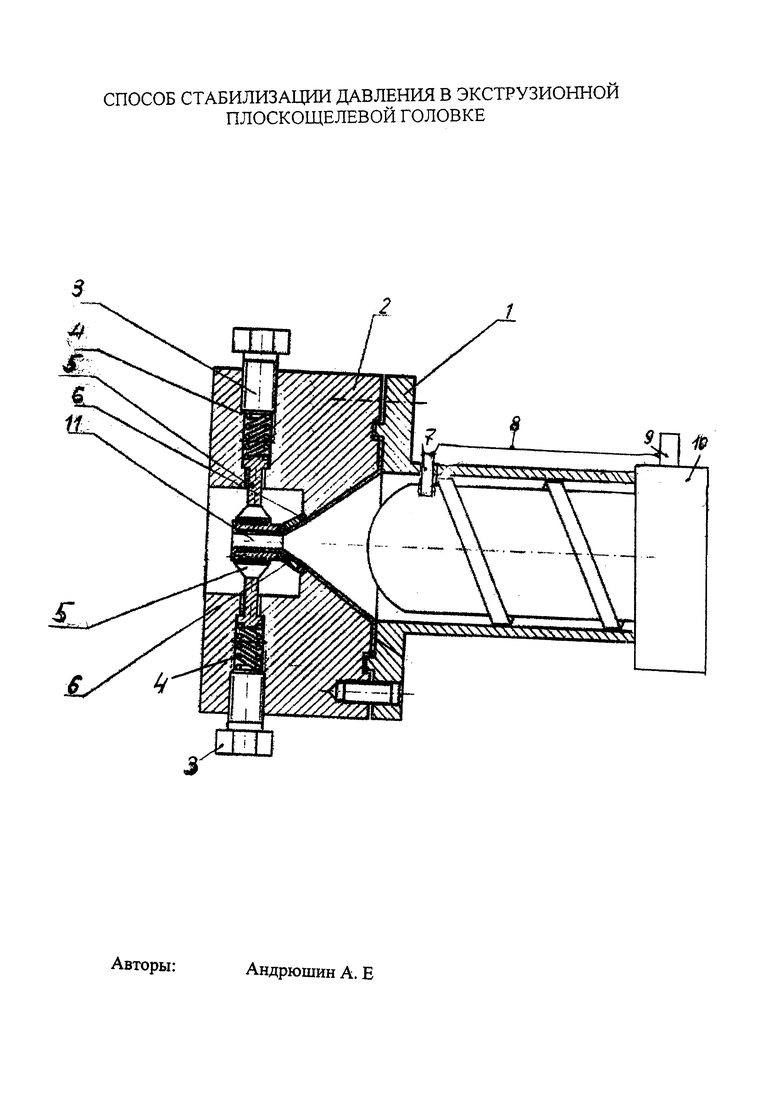
На чертеже представлен эскиз, поясняющий заявляемый способ.
На чертеже показаны входной корпус 1, корпус 2 головки, верхние и нижние болты 3, пружины 4, штоки 5, уголки 6, а также датчик 7 давления, электрический провод 8 сигнала обратной связи, регулятор 9 давления, экструзионная машина 10 и выходной канал 11 продукции.
Способ осуществляется следующим образом.
Способ стабилизации давления в экструзионной плоскощелевой головке характеризуется регулированием давления в узких пределах с помощью подпружиненных верхнего и нижнего штоков 5, упирающихся соответственно в верхний и нижний уголки 6, формирующие плоскую щель головки, и тем, что осуществляют дополнительно регулирование давления в широких пределах, для чего применяют датчик 7 давления, установленный через резьбовое отверстие во входной корпус 1 рядом с корпусом 2 головки, соединенный электрически с регулятором 9 давления, установленным на экструзионной машине 10. При резких изменениях давления оно выравнивается через обратную связь 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ПЛОСКОЩЕЛЕВАЯ ГОЛОВКА С РЕГУЛИРУЕМЫМ ПРОФИЛЕМ ФОРМУЮЩЕГО КАНАЛА | 2004 |
|
RU2251485C1 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1390054A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОЙ ШТУЧНОЙ КРОВЕЛЬНОЙ ТЕРМОЧЕРЕПИЦЫ | 2017 |
|
RU2668901C1 |
| Шнековый пластикатор для литья под давлением полимеров | 2019 |
|
RU2706625C1 |
| РЕГУЛЯТОР ДАВЛЕНИЯ МНОГОФУНКЦИОНАЛЬНЫЙ | 2013 |
|
RU2526501C1 |
| Способ производства изделий из полимерных отходов экструзионно-прокатно-формовочным методом и установка для его осуществления | 2021 |
|
RU2782067C2 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1382653A1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПОЛОСОВЫХ ИЛИ ЛЕНТОЧНЫХ ЗАГОТОВОК ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛАСТМАССЫ, А ТАКЖЕ СПОСОБ ЭКСТРУЗИИ ТАКОЙ ЗАГОТОВКИ | 2008 |
|
RU2433041C2 |
| Регулятор расхода жидкости | 1990 |
|
SU1751723A1 |
| Способ изготовления изделия из термопластичных полимерных материалов и устройство для его осуществления | 2019 |
|
RU2732299C1 |
Изобретение относится к способу стабилизации давления в экструзионной плоскощелевой головке. Способ характеризуется регулированием давления в узких пределах с помощью подпружиненных верхнего и нижнего штоков, упирающихся соответственно в верхний и нижний уголки, формирующие плоскую щель головки. При этом также осуществляют дополнительно регулирование давления в широких пределах с помощью датчика давления, установленного через резьбовое отверстие во входной корпус рядом с корпусом головки и соединенного электрически с регулятором давления, установленным на экструзионной машине. Технический результат, достигаемый при использовании способа по изобретению, заключается в обеспечении сглаживания пульсации давления, возникающей при работе экструзионной машины. 1 ил.
Способ стабилизации давления в экструзионной плоскощелевой головке, характеризующийся регулированием давления с помощью подпружиненных верхнего и нижнего штоков, упирающихся, соответственно, в верхний и нижний уголки, формирующие плоскую щель головки, отличающийся тем, что осуществляют дополнительно регулирование давления, для чего применяют датчик давления, установленный через резьбовое отверстие во входной корпус рядом с корпусом головки, соединенный электрически с регулятором давления, установленный на экструзионной машине.
| ЭКСТРУЗИОННАЯ ПЛОСКОЩЕЛЕВАЯ ГОЛОВКА С РЕГУЛИРУЕМЫМ ПРОФИЛЕМ ФОРМУЮЩЕГО КАНАЛА | 2004 |
|
RU2251485C1 |
| Устройство для регулирования давления расплава в экструдере | 1986 |
|
SU1388309A1 |
| В.К.ЗАВГОРОДНИЙ | |||
| Механизация и автоматизация переработки пластических масс | |||
| Машиностроение, Москва, 1970, с.94-96, рис.45, с.110-124 | |||
| ИЗНОСОУСТОЙЧИВЫЙ УПОРНЫЙ ПОДШИПНИК НАСОСА, ИМЕЮЩИЙ УМЕНЬШЕННОЕ СЕЧЕНИЕ | 2011 |
|
RU2578378C2 |
| RU 2011118867 A, 10.11 | |||
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| US 8246875 B2, 21.08.2012 | |||
| US 9586356 B2, 14.08.2014. | |||

