Изобретение относится к переработке термопластичных материалов и может быть использовано в отраслях промышленности, применяющих экструзию.
Известна экструзионная плоскощелевая головка, содержащая корпус с выполненным в нем формующим каналом, в котором установлены шарнирно закрепленные продольные пластины с устройствами регулирования их положения, которые выполнены для изменения положения и ограничения поворота продольных пластин [Авторское свидетельство СССР №1452695, кл. В 29 С 47/14, В 29 L 7/00, 23.01.89, Бюл. №3].
Недостатками известной головки являются отсутствие возможности регулирования площади поперечного сечения формующего канала, невозможность стабилизации величины давления в предматричной зоне экструдера, что приводит к ухудшению качества получаемого продукта в результате перегрева продукта. Кроме того, известная головка является узкоспециализированной, предназначенной только для переработки пластмасс, что ограничивает область ее применения.
Технической задачей изобретения является стабилизация давления в предматричной зоне экструдера при изменении технологических параметров процесса в ходе переработки различного исходного сырья за счет “автоматического” изменения проходного сечения формующего канала, снижение затрат на обслуживание, а также расширение технологических возможностей и области применения данной головки.
Поставленная задача достигается тем, что в предлагаемой экструзионной плоскощелевой головке с регулируемым профилем формующего канала, содержащей корпус с выполненным в нем формующим каналом, в котором установлены шарнирно закрепленные продольные пластины с устройствами регулирования их положения, новым является то, что устройство регулирования включает в себя пружину, шток и болт, позволяющий изменять степень сжатия пружины, пружина одним концом упирается в болт, а другим - в буртик штока, при этом с обратной стороны штока закреплен упор, контактирующий с формующей пластиной через обойму роликов, вставленную в прорези на внешней стороне формующей пластины, внутренняя часть формующего канала покрыта эластичным термостойким материалом.
Технический результат заключается в упрощении конструкции и снижении материалоемкости при изготовлении экструзионной головки.
При нарушении устойчивого режима работы экструдера (например, пульсации производительности и давления, которые могут возникнуть при наличии недостаточной однородности состава смеси, изменении режима работы или при смене рецептуры исходного сырья и т.д.) требуется оперативное изменение живого сечения формующего канала для выхода на рабочие параметры процесса экструзии.
В этом случае в предлагаемом устройстве предусматривается “автоматическое” регулирование давления в предматричной зоне экструдера за счет изменения живого сечения формующего канала.
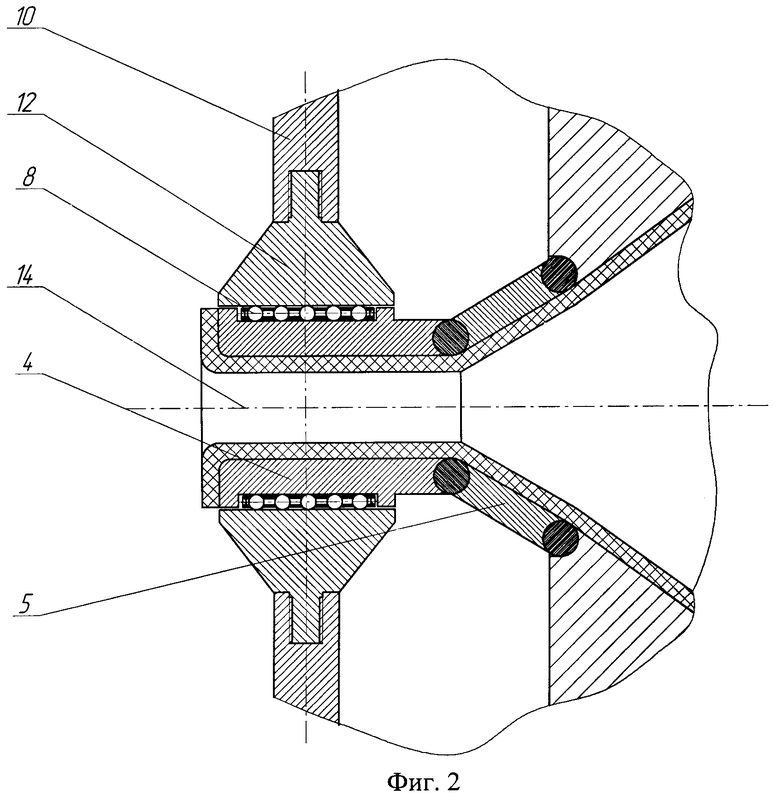
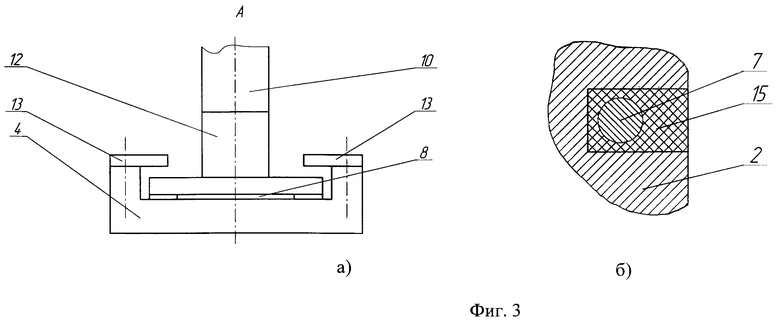
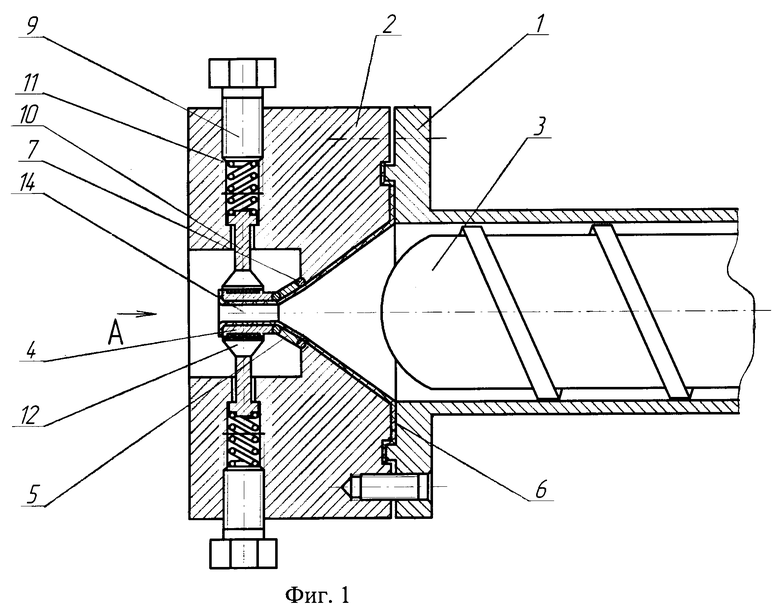
На фиг.1 изображена предлагаемая плоскощелевая головка экструдера с регулируемым профилем формующего канала в разрезе; на фиг.2 - формующий канал головки; на фиг.3 - элементы конструкции плоскощелевой головки: а) крепление формующей пластины к упору с помощью салазок (вид А на фиг.1), б) крепление шарнира в корпусе головки.
Экструзионная плоскощелевая головка с регулируемым сечением формующего канала (фиг.1-3) содержит корпус 2, соединенный с экструдером с помощью фланцевого соединения 1, формующий канал 14, шарнирно закрепленные продольные формующие пластины 4, промежуточные пластины 5, прокладку 6, шарниры 7 и устройства регулирования давления в предматричной зоне экструдера, включающие в себя болты 9, штоки 10, упоры 12 и пружины 11, упирающиеся одной стороной в болт 9, а другой - в буртик штока 10.
Упор 12 соединен со штоком 10 посредством резьбового соединения (фиг.2) и перемещается по салазкам 13, выполненным на внешней стороне продольных формующих пластин 4 (фиг.3а). Форма упора 12 способствует равномерному восприятию нагрузки, как от сил сжатия пружины, так и от сил давления продукта на формующую пластину 4, что позволяет получить конечный продукт заданной конфигурации. В месте контакта упора 12 с пластиной 4 имеется роликовая обойма 8, вставленная в прорези на внешней стороне пластины 4 и позволяющая снизить силы трения, возникающие при их взаимном перемещении относительно друг друга и, как следствие, понизить инерционность предполагаемой головки.
Степень сжатия пружин 11, а следовательно, величина давления продукта в предматричной зоне экструдера регулируется болтами 9, что позволяет расширить технологические возможности плоскощелевой головки без остановки оборудования на переналадку в результате перехода на другой вид сырья, что существенно экономит время на ее обслуживание.
Герметичность плоскощелевой экструзионной головки обеспечивается прокладкой 6 сложной формы из эластичного термостойкого материала, стенки которой образуют сплошной формующий канал. При этом снижаются потери давления в предматричной зоне экструдера за счет уменьшения адгезии частиц, что позволяет улучшить качество готового продукта.
Формующие пластины крепятся к корпусу экструзионной головки 2 при помощи шарниров 7, вставленных в бронзовые втулки 15, которые затем запрессовывают в корпус головки 2. Схема крепления изображена на фиг.3б.
Конструкция головки предусматривает возможность замены устройств регулирования положения формующих пластин на специальные болты для ручного регулирования рабочих характеристик экструдера за счет изменения живого сечения канала в случае установившегося режима работы.
Предлагаемая плоскощелевая головка работает следующим образом.
Исходный продукт с помощью шнека 3 поступает в предматричную зону экструдера и продавливается через щель между формующими пластинами 4. Максимальное сечение формующего канала 14 соответствует крайним положениям формующих пластин 4. Причем проходное сечение канала устанавливается “автоматически” в зависимости от развиваемого шнеком экструдера давления.
При увеличении величины давления в предматричной зоне экструдера сверх допустимого рабочего интервала, соответствующего установившемуся режиму работы, требуется быстрое оперативное вмешательство, направленное на поддержание стабильного давления продукта за счет изменения проходного сечения формующего канала. Увеличение живого сечения канала осуществляется с помощью подпружиненных штоков 10, взаимодействующих с формующими пластинами 4 через обоймы роликов 8, перемещающихся в сторону регулирующих болтов 9 до тех пор, пока не образуется требуемое сечение канала 14, обеспечивающее заданное давление.
В случае уменьшения сил давления продукта на продольные пластины 4 происходит уменьшение живого сечения формующего канала до тех пор, пока не будет достигнут баланс между силами отжатия пружин 11 и давления продукта на формующие пластины, которые займут исходное положение, соответствующее установившемуся режиму работы экструзионной плоскощелевой головки.
Таким образом, использование изобретения позволит:
- стабилизировать давления в предматричной зоне экструдера за счет “автоматического” регулирования живого сечения формующего канала;
- расширить технологические возможности экструдера за счет универсальности формующего узла;
- снизить затраты на переналадку оборудования на новый вид сырья.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМУЮЩЕЕ УСТРОЙСТВО ЭКСТРУДЕРА | 2001 |
|
RU2185286C1 |
| Устройство для регулирования толщины протекторных заготовок автомобильных шин в процессе их изготовления на червячных машинах | 2015 |
|
RU2618067C2 |
| ФОРМУЮЩАЯ ГОЛОВКА ЭКСТРУДЕРА | 2002 |
|
RU2213659C1 |
| ГОЛОВКА ЭКСТРУДЕРА С РЕГУЛИРУЕМЫМ ПРОФИЛЕМ ФОРМУЮЩЕГО КАНАЛА | 1998 |
|
RU2142361C1 |
| ЭКСТРУДЕР | 2003 |
|
RU2214918C1 |
| ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА ПРОФИЛЬНЫХ ИЗДЕЛИЙ С РЕГУЛИРУЕМЫМ СЕЧЕНИЕМ ФОРМУЮЩЕГО КАНАЛА | 1999 |
|
RU2161556C1 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1390054A1 |
| ШНЕКОВЫЙ ЭКСТРУДЕР | 2003 |
|
RU2214917C1 |
| ЭКСТРУДЕР | 2001 |
|
RU2182869C1 |
| ДВУХШНЕКОВЫЙ ЭКСТРУДЕР (ВАРИАНТЫ) | 2000 |
|
RU2172246C1 |
Изобретение относится к переработке термопластичных материалов и может быть использовано в отраслях промышленности, применяющих экструзию. Экструзионная головка содержит корпус с выполненным в нем формующим каналом, в котором установлены шарнирно закрепленные продольные пластины с устройствами регулирования их положения. Устройство регулирования включает пружину, шток и болт, позволяющий изменять степень сжатия пружины. Пружина одним концом упирается в болт, а другим - в буртик штока. С обратной стороны штока закреплен упор, контактирующий с формующей пластиной через обойму роликов, вставленную в прорези на внешней стороне формующей пластины. Внутренняя часть формующего канала покрыта эластичным термостойким материалом. Изобретение позволяет стабилизировать давление в предматричной зоне экструдера при изменении технологических параметров процесса в ходе переработки различного исходного сырья за счет автоматического изменения проходного сечения формующего канала, расширить технологические возможности экструзионной головки. 3 ил.
Экструзионная плоскощелевая головка с регулируемым профилем формующего канала, содержащая корпус с выполненным в нем формующим каналом, в котором установлены шарнирно закрепленные продольные пластины с устройствами регулирования их положения, отличающаяся тем, что устройство регулирования включает в себя пружину, шток и болт, позволяющий изменять степень сжатия пружины, пружина одним концом упирается в болт, а другим - в буртик штока, при этом с обратной стороны штока закреплен упор, контактирующий с формующей пластиной через обойму роликов, вставленную в прорези на внешней стороне формующей пластины, внутренняя часть формующего канала покрыта эластичным термостойким материалом.
| ГОЛОВКА ЭКСТРУДЕРА С РЕГУЛИРУЕМЫМ ПРОФИЛЕМ ФОРМУЮЩЕГО КАНАЛА | 1998 |
|
RU2142361C1 |
| Осушительно-увлажнительная система | 1986 |
|
SU1420108A1 |
| US 3611492 А, 12.10.1971 | |||
| СПОСОБ ВОДЯНОГО ОТОПЛЕНИЯ ЗДАНИЯ И СИСТЕМА ВОДЯНОГО ОТОПЛЕНИЯ | 1991 |
|
RU2016355C1 |
| DE 19903084 А1, 10.08.2000 | |||
| Экструзионная плоскощелевая головка для изготовления плоских полимерных изделий | 1986 |
|
SU1452695A1 |

