ел
4
Изобретение относится к
хими
ческому машиностроению,а именно к производству оборудования для переработки термопластов, и может быть использовано на предприятиях химической и нефтеперерабатывающей промышленности.
Цель изобретения - повышение качества получаемой заготовки за счет регулирования температуры расплава полимера.
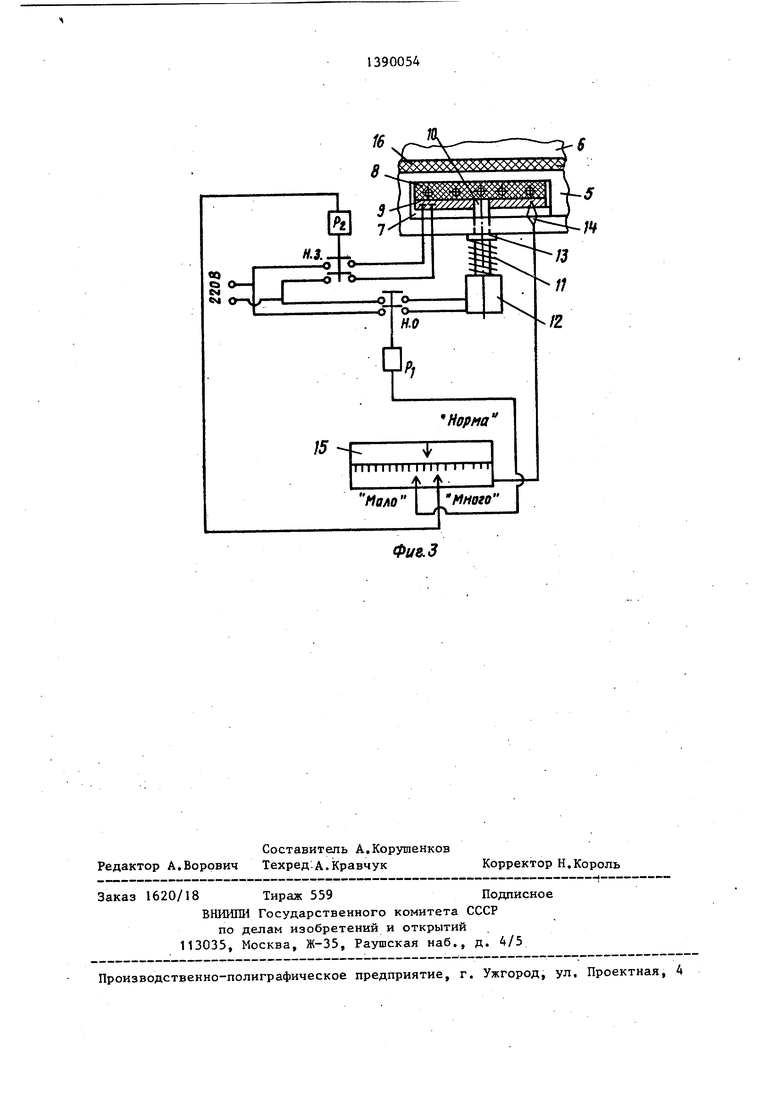
На фиг. 1 изображена экструзион- ная плоскощелевая головка, разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - механизм для перемещения нагревательных элементов в пазах нижней формующей губки с устройством для регулирования его положения,
Экструзионная плоскощелевая головка содержит обогреваемый корпус, выполненный в виде связанных боковинами 1 верхней 2 и нижней 3 плит, , смонтированных с образованием распределительного канала для расплава полимера (не показан), последовательно установленных с образованием формующей щели 4 нижней 5 и верхней 6 формующих губок, причем на поверхности нижней 5 формующей губки выполнены с равным шагом по ширине головки и параллельно формующей щели 4 пазы 7 для размещения нагревательных элементов 8. Нагревательные элементы 8 снабжены механизмом для перемещения их в пазах 7 нижней форму- ющей губки 5. Механизм для перемещения нагревательных элементов 8 выполнен в виде смонтированных на нагревательных элементах 8 теплопроводных пластин 9, жестко закрепленных на них йтоков 10, снабженных возвратной пружиной 11. Внутри головки также установлена регулировочная план
16в лист (пленку) служат формующие губки 5 и 6. Высоту зазора между губками 5 и 6 можно менять регулировочными болтами 13, перемещаемыми по резьбе. Контрольный прибор (не показан) , из меряющий толщину в разных точ ках экструдируемого листа при отклонении от заданной величины вьщает сигнал в контролирующее устройство (не показано) на положение нагревательного элемента 8 в пазах 7 относительно обогреваемой поверхности нижней губки 5 с отводом нагревательного элемента 8, смонтированного на теплопроводящей пластине 9, подвижным штоком 10,снабженным возвратной прука 12 для выравнивания потока расплава полимера по ширине головки. Ре-45 ;киной 11 от поверхности обогреваемо- гулировочные болты 13, установленные го участка, образуется зазор для на верхней формующей губке 6, служат для деформации верхней формующей губки 6, Нижняя формующая губка 5 разсъема тепла за счет окружающего воздуха, поступающего в зазор. Если температура обогреваемой поверхносделена с равным шагом по ширине го- ловки пазами 7 параллельно формующей щели 4, отстоящими на несколько миллиметров от формующей щели 4, Привод механизма перемещения, нагревательных элементов 8 в пазах 7 может быть выполнен механическим или электрическим и в варианте выполнения одновременно может быть смонтирован в пазах нижней 5 и верхней 6 формуюш 1х губок
экструзионной плоскощелевой головки. Возвратная пружина 11 установлена между электромагнитом 12 и буртиком 13 щтока 10. В корпус теплопроводной пластины 9 встроен датчик 14 температуры, который связан с регулятором
15температуры, Катущка электромагнита 12 через нормально открытые контакты реле Р соединена с электросиловой цепью питания (-220 В) электромагнита 12, Нагревательный элемент
8 также соединен через нормально открытые н,о, контакты реле Pj, с электросиловой цепью питания ( В) нагревательного элемента 8, Катушка реле Р, подключена к контактам Много регулятора 15 температуры. Катушка реле PJ подключена к контактам Мало регулятора 15 температуры,
Экструзионная плоскощелевая головка работает следующим образом.
Расплав полимера 16 из цилиндра экструдера (не показан) поступает в распределительный канал головки, в котором происходит предварительное выравнивание скорости потока по ширине головки регулировочной планкой 12.
Для оформления расплава полимера
16в лист (пленку) служат формующие губки 5 и 6. Высоту зазора между губками 5 и 6 можно менять регулировочными болтами 13, перемещаемыми по резьбе. Контрольный прибор (не показан) , из меряющий толщину в разных точках экструдируемого листа при отклонении от заданной величины вьщает сигнал в контролирующее устройство (не показано) на положение нагревательного элемента 8 в пазах 7 относительно обогреваемой поверхности нижней губки 5 с отводом нагревательного элемента 8, смонтированного на теплопроводящей пластине 9, подвижным штоком 10,снабженным возвратной пру;киной 11 от поверхности обогреваемо- го участка, образуется зазор для
;киной 11 от поверхности обогреваемо- го участка, образуется зазор для
съема тепла за счет окружающего воздуха, поступающего в зазор. Если температура обогреваемой поверхности нижней губки 5 на некотором участке понижается, то при подводе нагревательного элемента 8 к поверхности нижней губки 5 происходит нагрев ее до заданной температуры. Обогрев
нижней губки 5 происходит за счет инфракрасного излучения от теплопроводной пластины 9, Таким образом, с повышением температуры поверхности нижней формующей губки 5 вязкость
расплава на этом участке головки уменьшается, расход возрастет и утонение листа (пленки) в этом месте исчезает.
Регулирование температуры расплава полимера в случае наличия устройства для регулирования положения механизма перемещения осуществляется следующим образом. На регуляторе 15 температуры задатчиком температуры Мало устанавливается требуемая по технологии температура переработки расплава полимера. Контакты реле Р не замкнуты, якорь реле Р, :притянут, напряжение 220 В на катушку электромагнита 12 не поступает, вследствие чего теплопроводная пластина 9 с нагревательным элементом 8 прижата к плоскости нижней формующей губки 5. Происходит интенсивный рбогрев этой формующей губки 5 от нагревательных элементов 8, включенных через нормално закрытые (н.з.) контакты реле Р по сигналу управления от регулятора
15температуры. При достижении температуры нижней формующей губки 5 головки до заданной контакты регулятора 15 температуры Мало отключают питание катуики реле Р , вследствие чего н.о. контакты замыкаются и напряжение 220 В из сети подается на катушки электромагнита 12, который посредством воздействия на шток 10 поднимает теплопроводную пластину 9 с нагревательным элементом В на некоторую высоту от поверхности нагрева этой формующей губки 5. Нагревательный элемент 8 остается включенным, так как стрелка регулятора 15 температуры не дос Ц1гла контакта Много. Обогрев губки 5 происходит только за счет инфракрасного излучения от теплопроводной пластины 9. Происходит мягкий подогрев той или иной части этой губки 5. Если приток тепла инфракрасного излучения от нагревательного элемента В и от экструдируемого расплава полимера
16увеличивается, стрелка регулятора 15 температуры достигает контакта. Много, на катушку реле Р поступает напряжение, которое размыкает (н.з.) контакты и нагревательный элемент 8 отключается от сети 220 В.
Если на нижней формующей губке 5 температура падает ниже предела Много (м ), нагревательный элемент 8 снова включается, но теплопровод0
5
о
5
0
5
40
45
50
55
ная пластина 9 остается поднятой. Осуществляется мягкий подогрев этой формующей губки 5 за счет инфракрасного излучения.
Если падение температуры экстру™ дируемого полимерного материала достигает контакта Мало, регулятор 15 температуры включает реле Р. и разрывает н.о. контакты, напряжение 220 Б не постзшает на катуш- ку электромагнита 12, Под действием возвратной пружины 11 теплопроводная пластина 9 опускается на поверхность нижней формующей губки 5. Вновь происходит интенсивный подогрев этой губки 5 непосредственно через соприкосновение теплопроводной пластины 9 с поверхностью губки 5. Затем цикл повторяется.
Таким образом, с повышением температуры паэы 7 нижней формзтощей губки 5 вязкость расплава на этом участке головки уменьшается,, расход возрастает и утонение листа (пленки) в этом месте исчезает.
Устройство для регзширования положения механизма перемещения может быть установлен о одновременно на нижней 5 и верхней 6 формз ЮР1их губках головки.
Расплав полимера 16, проходяЕ ий формующую щель 4 головкиj может иметь на выходе по этой щели 4 различную температуру вследствие сдвиговых деформаций в канале головки, неравномерности обогрева корпуса головки и других причин, В связи с этим может наблюдаться разнотолщин- ность выходящей листовой нли пленочной заготовки из щели 4 головки. Посредством нмeюшJixcя пазов 7 в одной из губок (например, нижней губке 5) в которые установ лены нагре- ва7,ельные элe ieнты 8 с механизмом для, регулирования положения нагревательного элемента 8 относительно поверхности обогрева нижней губки 5, имеется возможность регулирования температуры расплава полимера 16 на всех участках длины формующей щели, 4 и, таким образом, влияния на толщину выходящей заготовки из фop fyющeй щели 4 головки.
Эффективность изобретения заключается в повьшении качества получаемого изделия за счет предлагаемой экстру- зионной головки с устройством для регулирования потока расплаваS позволя


| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскощелевая экструзионная головка для полимерных материалов | 1978 |
|
SU856830A1 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1382653A1 |
| Способ электрообогрева и регулирования температуры нагрева, например, прядильных головок, при производстве синтетического волокна и устройство для осуществления способа | 1959 |
|
SU125949A1 |
| ПЛОСКОЩЕЛЕВАЯ ГОЛОВКА ЭКСТРУДЕРА | 1971 |
|
SU306967A1 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1395521A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОЙ ШТУЧНОЙ КРОВЕЛЬНОЙ ТЕРМОЧЕРЕПИЦЫ | 2017 |
|
RU2668901C1 |
| Плоскощелевая экструзионная головка | 1988 |
|
SU1650458A1 |
| Плоскощелевая головка | 1985 |
|
SU1393651A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРУКТУРНОГО ПОЛИКАРБОНАТНОГО ЛИСТА | 2009 |
|
RU2422275C1 |
| Способ регулирования толщины в производстве полимерной пленки | 1988 |
|
SU1610474A1 |
Изобретение относится к химическому машиностроению, а именно к производству оборудования для переработки термопластов, и может быть использовано на предприятиях химической и нефтеперерабатывающей промьш- ленности. Цель изобретения - повышение качества получаемой заготовки за , счет регулирования температуры расплава полимера. Для этого головка содержит обогреваемый корпус, вьтол- ненный в виде связанных боковинами верхней и нижней плит, образующих распределительный канал. Головка содержит верхнюю и нижнюю формующие губки, которые создают формующую щель. На поверхности нижней губки выполнены с равным шагом пазы по ширине головки, параллельные формукяцей щели для размещения нагревательных элементов, снабженные механизмом для перемещения их в пазах формующей губки. Механизм выполнен в виде смонтированных на нагревательных элементах теплопроводных пластин и жестко закрепленных на них подпружиненных штоков. Они связаны с приводом их возвратно-поступательного перемещения. Расплав полимера поступает в распределительный канал. Затем он оформляется формующими губками в лист. 3 ил. СО :о
Фиг. 2
III 1111 I I I 11
Мало I Много
Фиъ.3
| Патент США № 4332543, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Патент QUA № 3520365, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
