(21)4128008/23-05
(22)02.07.86
(46) 23.03.88. Бюл. N° И
(71)Украинский научно-исследовательский и конструкторский институт по разработке машин и оборудования для переработки пластмасс, резины и искусственной кожи
(72)П. К. Вдовенко
(53)678.057.374.6(088.8)
(56)Патент ФРГ № 1231412, кл. В 29 D 7/04, опублик. 1967.
Патент США № 4043739, кл. В 29 F 3/04, опублик. 1977.
(54)ЭКСТРУЗИОННАЯ ПЛОСКОЩЕЛЕВАЯ ГОЛОВКА
(57)Изобретение относится к химическому машиностроению, в частности к производству листовых и пленочных изделий из термопластов большой ширины. Цель изобретения - повышение качества изделия за счет уменьшения сдвиговых деформаций. Для этого головка имеет корпус с входным и выходным отверстиями. Корпус выполнен в виде
нижней и верхней плит. Они смонтированы с образованием распределительного канала и компенсируюшего участка. В распределительном канале на поверхности верхней плиты выполнены выступы, а на поверхности нижней плиты - впадины. Выступы размещены во впадинах с образованием рабочих каналов. Выступы и впадины выполнены аркообразной формы с длиной и высотой, постепенно увеличиваюшейся в направлении выходного отверстия, и расположены перпендикулярно оси головки. Расплав полимера посредством экструдера поступает через входное отверстие корпуса в. распределительный канал. Здесь он попадает в рабочие каналы. При этом он последовательно огибает первый аркообразный выступ, проходит прямой участок, затем огибает второй аркообразный выступ и т. д. Затем расплав полимера поступает в компенсируюп;ий участок и выдавливается в виде листовой или пленочной заготовки через выходное отверстие кор- nvca. 3 ил.
i
СЛ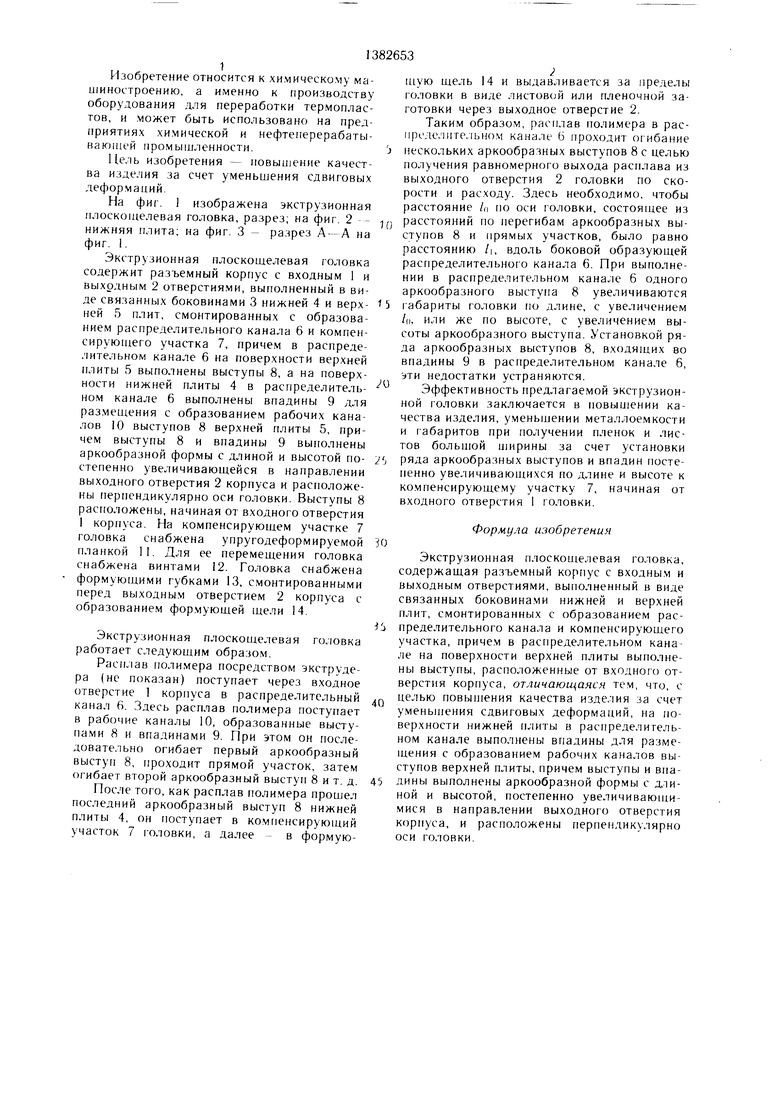
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскощелевая экструзионная головка | 1985 |
|
SU1315338A1 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1390054A1 |
| Плоскощелевая экструзионная головка | 1984 |
|
SU1214458A1 |
| Плоскощелевая экструзионная головка | 1984 |
|
SU1219396A1 |
| Плоскощелевая головка | 1985 |
|
SU1393651A1 |
| Сдвиговая валковая головка | 1990 |
|
SU1735035A1 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1395521A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ РЕЙКИ | 2000 |
|
RU2189314C2 |
| Экструзионная головка для изготовления рукавных термопластичных изделий с ребрами | 1980 |
|
SU963872A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СЛОЖНОПРОФИЛЬНОЙ РЕЙКИ | 2011 |
|
RU2484960C1 |

00
оо кэ
05
ел
оо
1
Изобретение относится к химическому машиностроению, а именно к производству оборудования для переработки термопластов, и может быть использовано на предприятиях химической и нефтеперерабатывающей промышленности.
Цель изобретения - повып енне качества изделия за счет уменьшения сдвиговых деформаций.
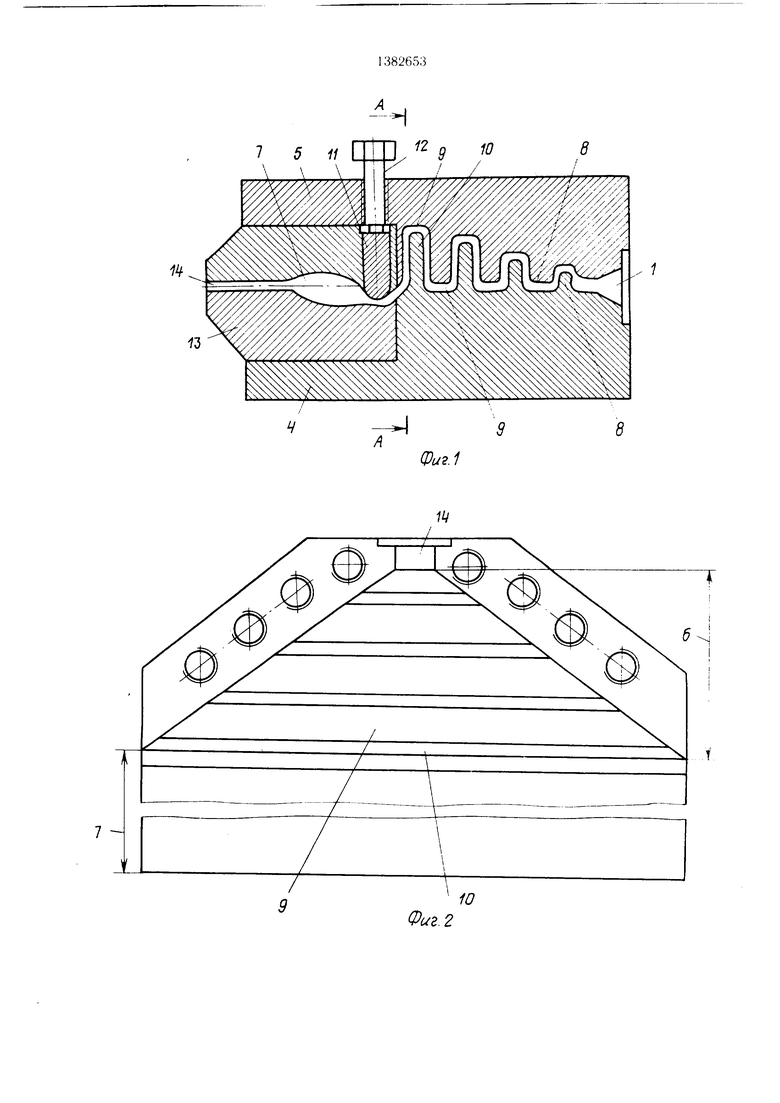
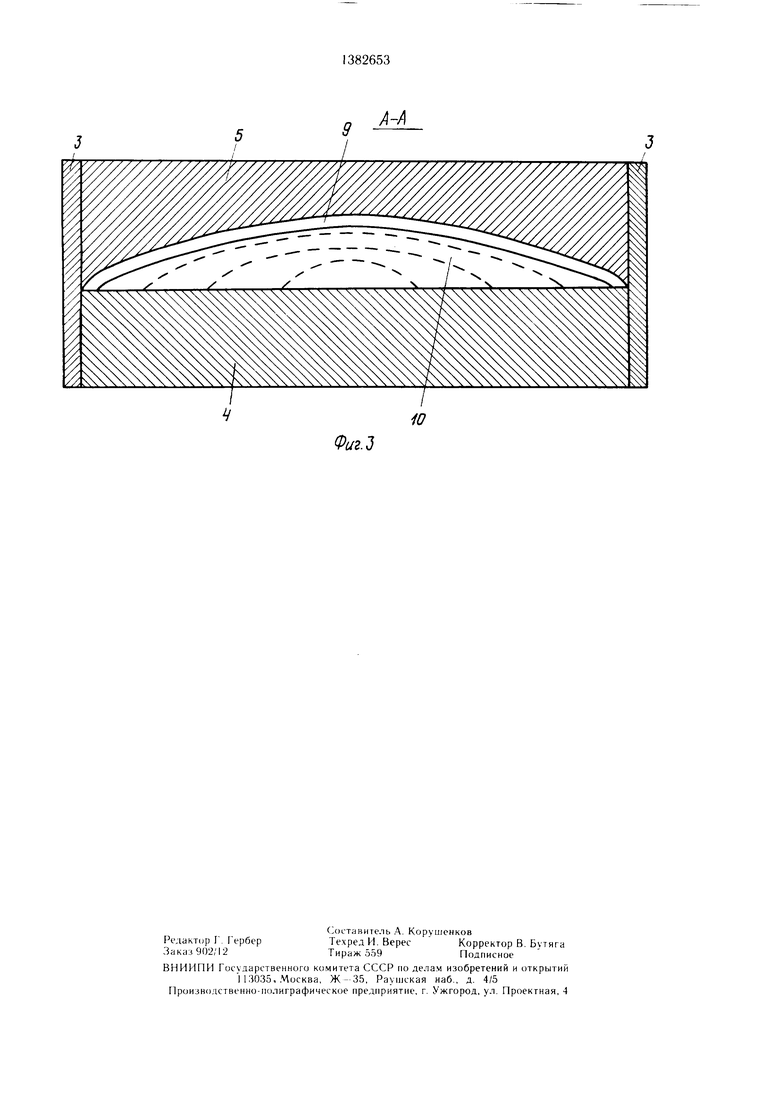
На фиг. 1 изображена экструзионная 1лоскоп1елевая головка, разрез; на фиг. 2 -- нижняя плита; на фиг. 3 - разрез А-А на фиг. 1.
Экструзионная плоскощелевая головка содержит разъемный корпус с входным 1 и выходным 2 отверстиями, выполненный в виде связанных боковинами 3 нижней 4 и верх- ней 5 плит, смонтированных с образованием распределительного канала 6 и компен- сируюп1его участка 7, причем в распределительном канале 6 на поверхности верхней плиты 5 выполнены выступы 8, а на поверхности нижней плиты 4 в распределитель- ном канале 6 выполнены впадины 9 для раз.мешения с образованием рабочих каналов 10 выступов 8 верхней плиты 5, причем выступы 8 и впадины 9 выполнены аркообразной формы с длиной и высотой по- степенно увеличивающейся в направлении выходного отверстия 2 корпуса и расположены перпендикулярно оси головки. Выступы 8 расположены, начиная от входного отверстия 1 корпуса. На компенсирующем участке 7 головка снабжена упругодеформируемой планкой II. Для ее перемещения головка снабжена винтами 12. Головка снабжена формующими губками 13, смонтированными перед выходным отверстием 2 корпуса с образованием фор.мующей щели 14.
Экструзионная плоскощелевая головка работает следующим образом.
Расплав полимера посредством экструде- ра (не показан) поступает через входное отверстие 1 корпуса в распределительный канал 6. Здесь расплав полимера поступает в рабочие каналы 10, образованные выступами 8 и впадинами 9. При этом он последовательно огибает первый аркообразный выступ 8, проходит прямой участок, затем огибает второй аркообразный выступ 8 и т. д.
После того, как расплав полимера прошел последний аркообразный выступ 8 нижней плиты 4, он поступает в компенсирующий участок 7 | оловки, а далее - в формую2
щель 14 и выдавливается за пределы головки в виде листов(;й или пленочной заготовки через выходное отверстие 2.
Таким образом, расплав полимера в рас- 11родел1ггельном канале 6 проходит огибание нескольких аркообразных выступов 8 с целью получения равномерного выхода расплава из выходного отверстия 2 головки по скорости и расходу. Здесь необходимо, чтобы расстояние /о по оси головки, состоящее из расстояний по перегибам аркообразных выступов 8 и прямых участков, было равно расстоянию /I, вдоль боковой образующей распределительного канала 6. При выполнении в распределительном канале 6 одного аркообразного выступа 8 увеличиваются габариты головки по длине, с увеличением /I). или же по высоте, с увеличением высоты аркообразного выступа. Установкой ряда аркообразных выступов 8, входящих во впадины 9 в распределительном канале 6, эти недостатки устраняются.
Эффективность предлагаемой экструзион- ной головки заключается в Г1овьш1ении качества изделия, уменьшении металлоемкости и габаритов при получении пленок и листов большой ширины за счет установки ряда аркообразных выступов и впадин постепенно увеличиваюшихся по длине и высоте к ко.мпенсирующему участку 7, начиная от входного отверстия I головки.
Формула изобретения
Экструзионная плоскопхелевая головка, содержащая разъемный корпус с входным и выходным отверстиями, вьпюлненный в виде связанных боковинами нижней и верхней плит, смонтированных с образованием распределительного канала и компенсирующего участка, приче.м в распределительном канале на поверхности верхней плиты выполнены выступы, расположенные от входного отверстия корпуса, отличающаяся те.м, что, с целью повышения качества изделия за счет уменьшения сдвиговых деформаций, на поверхности нижней плиты в распределительном канале выполнены впадины для разме- шения с образованием рабочих каналов выступов верхней плиты, причем выступы и впадины выполнены аркообразной формы с длиной и высотой, постепенно увеличивающимися в направлении выходного отверстия корпуса, и расположены перпендикулярно оси головки.
Ъ
А,
10
в
Фиг. 2
