Изобретение относится к области металлургии и может применяться для горячего цинкования изделий или заготовок из стали и чугуна методом погружения их в расплав цинка, а именно к таблеткам для легирования расплава цинка, содержащим легирующий материал, флюс и оболочку, и к способам подготовки таблеток.
В качестве легирующих материалов может использоваться никель, алюминий, свинец, олово, медь и другие металлы, а также неметаллические вещества.
В настоящее время никель является наиболее распространенным металлом, используемым для легирования расплава цинка в процессе горячего цинкования. Использование никеля снижает толщину покрытия на сталях с повышенным содержанием кремния (реактивные стали), а на сталях, пригодных к цинкованию, обеспечивает более гладкое и блестящее покрытие.
До недавнего времени основными средствами, применяемыми для легирования цинкового расплава, являлись слитки из цинк-никеля (0,5% никеля) или порошок никеля, который инжектировали в расплав.
Задачей легирования является получение концентрации никеля в расплаве цинка на уровне 0,05%, что отвечает пределу растворимости никеля в цинковом расплаве при рабочей температуре 450°С и эквивалентно 500 г никеля на тонну цинка.
Однако на практике обычно приходится вносить в 3-3,5 раз больше требуемых 500 г никеля на тонну цинка (как правило, вносится 1,5-1,8 кг на тонну цинка), так как значительная часть никеля оседает на дно ванны в гартцинк.
Причины оседания никеля могут быть связаны с двумя факторами: концентрация никеля в зоне растворения выше предела растворимости, либо часть никеля за время осаждения на дно ванны не успевает раствориться, либо действуют одновременно оба эти фактора.
Недостатком применения цинк-никелевых слитков, например из сплава Zn-Ni, содержащих 0,5% никеля (5 кг на 1 т цинка), для легирования цинкового расплава является превышение в 3-4 раза требуемого значения вносимой в расплав массы никеля, необходимой для обеспечения концентрация в пределах ≈0,05%. Использование сплава Zn-Ni предусматривает внесение его в ванну совместно со слитками цинка того же веса в соотношении: 1 часть Zn-Ni-слитков и 2 части цинковых слитков, таким образом, вносится примерно 1,7 кг никеля на каждую тонну цинка. Кроме того, зоной растворения слитков, размеры которых ограничены, не охватывается весь объем ванны, а следовательно, имеет место повышенная локальная концентрация в зоне растворения.
Недостатком внесения порошка никеля в расплав цинка с помощью инжектора также является превышение более чем в три раза количества никеля, необходимого для поддержании концентрации 0,05% (обычно вносится 1,5-1,8 кг на тонну цинка). Таким образом, при меньшем количестве вносимого порошка никеля фактическая концентрация никеля в расплаве цинка не достигает требуемого значения 0,05%. Необходимость в избыточном количестве никеля при инжекторном способе обусловлена, в частности, сложностью регулирования количества поступающего порошка в зону растворения в зависимости от глубины ванны и времени нахождения инжектора в конкретной зоне и на конкретной глубине, что в совокупности и может приводить к избыточной концентрации в зоне растворения и оседанию части никеля в гартцинк.
Известно, что никель может добавляться в ванну цинкования в виде легирующих таблеток, состоящих из порошка никеля и флюса, заключенных в оболочку из легковоспламеняющегося органического материала. Таблетки распределяются разбрасыванием по поверхности ванны без применения специального оборудования, как в двух предыдущих способах, что обеспечивает удобство подачи легирующего материала.
Известны легирующая таблетка и способ подготовки таблетки к подаче в расплав цинка (см. заявку на изобретение WO 2006123945), принятые в качестве прототипа.
Таблетка включает в себя порошок никеля с размерами частиц в диапазоне от 2 до 300 мкм, а также флюс из группы, включающей хлорид цинка, хлорид аммония, хлористоаммиачный цинк, хлорид калия или любую их комбинацию. Порошок никеля в смеси с флюсом заключен в оболочку из воска или полимера, образуя таблетку.
Способ подготовки легирующих таблеток включает формирование смеси навески флюса и навески порошка никеля, содержащего крупнозернистую и мелкозернистую фракции, в заготовку и выполнение наружной оболочки вокруг заготовки из воска или полимера.
Удельный вес таблетки в целом за счет включения в ее состав солей флюса и оболочки меньше, чем удельный вес цинка, поэтому она некоторое время находится на плаву на поверхности расплава. Из-за высокой температуры в ванне (450°С) оболочка и флюс воспламеняются и сгорают, а частицы порошка никеля начинают оседать вглубь расплава, растворяясь по мере оседания в расплаве цинка.
В примерах конкретного осуществления оговорены форма таблеток в виде диска, масса таблеток указана в интервале: от 1 грамма (гранулы или агломерат) до 2 кг. Размеры частиц порошка никеля указаны в диапазоне от 2 до 300 мкм. Флюс обеспечивает эффективное смачивание поверхности никеля цинком. Оболочка из воска или полимера защищает смесь никеля с флюсом от влаги во время хранения и транспортировки таблеток и снижает дымообразование при термическом разложении флюса.
Однако в прототипе не раскрыто количественное соотношение в таблетке порошков крупностью до 20 микрон и крупностью от 200 до 300 микрон, которые имеют разную скорость осаждения и, следовательно, степень растворения в расплаве, кроме того, не представлено соотношение между массой навески никеля, ее диаметром (площадью зоны осаждения частиц никеля из таблетки на поверхности цинка) и значением глубины ванны (пути осаждения никеля вглубь ванны). Соотношение этих параметров напрямую влияет на среднюю концентрацию вводимой порции никеля после растворения таблетки в столбе цинка диаметром, равным диаметру таблетки, и высотой, равной глубине ванны цинкования, т.е. на эффективность использования никеля таблетки.
В связи с этим нормы внесения таблеток, содержащих порошок никеля, в процессе цинкования по прототипу, достигают значений 1,8-1,9 кг никеля на 1 т вносимого цинка. Из сказанного выше следует, что масса внесенного никеля к требуемой норме после его растворения до получения средней концентрации, близкой к значению 0,05% (0,5 кг на тонну цинка) также больше 3.
При выборе соотношения порошков с размером частиц до 20 мкм и более крупных следует учитывать, что таблетки, содержащие порошок никеля только с малыми размерами частиц: менее 2 мкм и от 2 до 20 мкм имеют значительно более высокую стоимость по сравнению с таблетками, содержащими порошок с размерами частиц крупностью 200-300 мкм (сведения из WO 2006123945 и др. источников). С другой стороны, порошок никеля с малыми размерами частиц (от 2 до 20 мкм), обладая повышенной растворимостью в расплаве цинка, характеризуется повышенным пылением при изготовлении таблеток в заготовительном цехе предприятия, что снижает экологическую безопасность окружающей среды, т.к. порошок никеля способен оказывать канцерогенное воздействие на организм человека. Кроме того, порошок никеля с малыми размерами частиц (от 2 до 20 мкм) труднее формуется в таблетку.
Прототип не дает оптимального решения по количественному составу частиц никеля в навеске таблетки с учетом крупности фракций и по массе порошка никеля, необходимых для соблюдения баланса между двумя противоположными требованиями: снижение расхода никеля и стоимости горячего цинкования деталей и повышения экологической безопасности окружающей среды.
Задачей и техническим результатом предложенного изобретения является снижение расхода никеля и стоимости горячего цинкования металлических изделий на достаточно высоком уровне экологической безопасности окружающей среды.
Технический результат изобретения достигается следующими решениями, объединенными общим изобретательским замыслом.
В таблетке для горячего цинкования металлических изделий, содержащей порошок никеля с размерами частиц в диапазоне от 5 до 300 мкм, флюс, оболочку из воска или из полимера, согласно первому варианту таблетки, навеска порошка никеля состоит из двух фракций: крупнозернистой - с размерами частиц в диапазоне от 100 до 300 мкм в количестве 65-75% от массы навески, содержащей долю осаждаемых на дно ванны частиц никеля, и мелкозернистой - с размерами частиц в диапазоне от 5 до 20 мкм в количестве от 25 до 35% от массы навески, при этом масса навески порошка никеля равна
где MNi - масса никеля в таблетке;
Кпер - коэффициент перехода, представляющий собой отношение массы растворенного в столбе цинка никеля, обеспечивающей концентрацию 0,05% в этом столбе диаметром, равным диаметру таблетки, и длиной, равной глубине ванны, к общей массе навески;
Рц - плотность цинка;
Нв - глубина ванны;
πr2t - площадь круглой таблетки на поверхности ванны.
Содержание компонентов таблетки может составлять в мас.%:
Содержание компонентов таблетки может составлять в мас.%:
В качестве флюса применен набор хлористых солей.
При этом доля массы осаждаемых на дно ванны частиц никеля крупнозернистой фракции в навеске таблетки равна: d=(1-Кпер), где d - доля массы осаждаемых на дно ванны частиц никеля крупнозернистой фракции;
Кпер - коэффициент перехода, представляющий собой отношение массы растворенного в столбе цинка никеля, обеспечивающей концентрацию 0,05% в этом столбе диаметром, равным диаметру таблетки, и длиной, равной глубине ванны, к общей массе навески.
В таблетке для горячего цинкования металлических изделий, содержащей порошок никеля с размерами частиц в диапазоне от 5 до 300 мкм, флюс, оболочку из воска или из полимера, согласно второго варианта таблетки, навеска порошка никеля состоит из двух фракций: крупнозернистой, - с размерами частиц в диапазоне от 100 до 300 мкм в количестве 65-75% от массы навески, содержащей долю осаждаемых на дно ванны частиц никеля, и мелкозернистой - с размерами частиц в диапазоне от 5 до 20 мкм в количестве от 25 до 35% от массы навески,
а масса навески порошка никеля равна
где MNi - масса никеля в таблетке;
Кпер - коэффициент перехода, представляющий собой отношение массы никеля, растворенного в столбе цинка, обеспечивающей концентрацию 0,05% в этом столбе, длиной, равной глубине ванны цинкования, к общей массе навески порошка никеля в прямоугольной таблетке;
Рц - плотность цинка;
Нв - глубина ванны;
St пр - площадь прямоугольной таблетки на поверхности ванны.
Содержание компонентов таблетки может составлять в мас.%:
Содержание компонентов таблетки может составлять в мас.%: частицы никелевого порошка 40-80, частицы флюса 15-35, полимер остальное.
В качестве флюса применен набор хлористых солей.
При этом доля массы осаждаемых на дно ванны частиц никеля крупнозернистой фракции в навеске таблетки равна: d=(1-Кпер), где:
d - доля массы осаждаемых на дно ванны частиц никеля крупнозернистой фракции;
Кпер - коэффициент перехода, представляющий собой отношение массы растворенного в столбе цинка никеля, обеспечивающей концентрацию 0,05% в этом столбе диаметром, равным диаметру таблетки, и длиной, равной глубине ванны, к общей массе навески.
В способе подготовки таблетки, включающем смешивание навески порошка никеля, содержащего крупнозернистую и мелкозернистую фракции с размерами частиц в диапазоне от 5 до 300 мкм, с навеской флюса, формирование из них заготовки с наружной оболочкой из воска или из полимера, согласно изобретению, крупнозернистую фракцию таблетки готовят из частиц никеля с размерами от 100 до 300 мкм в количестве 65-75% от массы навески никеля, содержащей долю осаждаемых на дно ванны крупнозернистых частиц никеля, мелкозернистую фракцию таблетки готовят из частиц никеля с размерами от 5 до 20 мкм в количестве от 25 до 35% от массы навески порошка никеля, определяемой из условия получения концентрации никеля в пределах 0,05% согласно следующей зависимости:
где MNi - масса никеля в таблетке;
Кпер - коэффициент перехода, представляющий собой отношение массы растворенного в столбе цинка никеля, обеспечивающей концентрацию 0,05% в этом столбе диаметром, равным диаметру таблетки, и длиной, равной глубине ванны, к общей массе навески;
Рц - плотность цинка;
Нв - глубина ванны;
St - площадь таблетки на поверхности ванны.
При этом долю массы осаждаемых на дно ванны частиц никеля крупнозернистой фракции в навеске таблетки определяют согласно следующей зависимости:
d=(1-Кпер),
где d - доля массы осаждаемых на дно ванны частиц никеля крупнозернистой фракции;
Кпер - коэффициент перехода, представляющий собой отношение массы растворенного в столбе цинка никеля, обеспечивающей концентрацию 0,05% в этом столбе диаметром, равным диаметру таблетки, и длиной, равной глубине ванны, к общей массе навески.
Навеску флюса таблетки готовят из компонентов, содержащих в мас.%:
Навеску флюса таблетки готовят из компонентов, содержащих в мас.%:
В качестве флюса может быть применен набор хлористых солей.
При соприкосновении таблетки с расплавом цинка оболочка и флюс воспламеняются и сгорают, а частицы порошка никеля начинают оседать вглубь ванны, растворяясь по мере оседания в столбе цинка диаметром, равным диаметру таблетки, и высотой, равной глубине ванны.
Процесс растворения частиц порошка никеля с размерами частиц в диапазоне от 5 до 300 мкм был исследован на линии горячего цинкования «ИСКУР». Для этого параллельно поверхности расплава цинка на глубине примерно 30 см размещалась пластина стали. Затем на поверхность цинка строго над пластиной укладывалась таблетка. После завершения выгорания оболочки и флюса пластина вытаскивалась из расплава и остужалась. Визуальный осмотр поверхности пластины показал наличие частиц никеля на поверхности цинкового покрытия, образовавшегося за время выдержки пластины в цинке. Эти частицы были в виде точек темного цвета, отличного от серебристого цвета цинкового покрытия. Из формулы Стокса следует, что скорость погружения частиц в вязкой среде, к которой можно отнести и расплав цинка, пропорциональна квадрату диаметра частицы. Таким образом, вероятность осаждения никеля на дно ванны возрастает с увеличением размера его частиц от 50 до 300 мкм. Одновременно было установлено, что переход никеля из таблетки в расплав цинка можно контролировать, так как частицы никеля завершают свое растворение в расплаве не мгновенно, а за определенное время, и чем крупнее частица (50-300 мкм), тем меньше времени ей надо, чтобы достигнуть дна ванны. Исходя из опытов, было установлено, что полностью избежать осаждения частиц (50-300 мкм) никеля на дно ванны не возможно, поэтому рабочая концентрация вводимого в расплав никеля всегда должна быть выше требуемой 0,05% концентрации на величину коэффициента перехода Кпер., представляющего собой отношение массы растворенного в столбе цинка никеля, обеспечивающей концентрацию 0,05% в этом столбе диаметром, равным диаметру таблетки, и длиной, равной глубине ванны, к общей массе навески.
При этом доля массы (d) осаждаемых на дно ванны частиц никеля крупнозернистой фракции в навеске таблетки выражается как: d=1-Knep. Параметры коэффициента перехода Кпер были определены в ходе лабораторных испытаний следующим образом. Принимая, что рабочей концентрацией никеля является его концентрация в виртуальном цилиндре цинка, диаметр которого равен диаметру таблетки, а длина - глубине ванны, определяем рабочую концентрацию как массу навески порошка никеля MNi в таблетке, отнесенную к массе цилиндра цинка МцZn. Масса цилиндра цинка МцZn равна произведению площади таблетки, глубины ванны и удельного веса расплавленного цинка:  .
.
Готовя навеску таблетки в соответствии с соотношениями мелких и крупных фракций частиц никеля в диапазоне от 100 до 300 мкм в количестве 65-75% от ее веса, и частиц в диапазоне от 5 до 20 мкм в количестве от 25 до 35% от ее веса, определяют рабочую массу навески с учетом в ней осаждаемой на дно ванны доли массы крупных частиц (100-300 мкм) никеля после завершения процессов растворения, не переходящих в расплав цинка, как 1-Кпер. Зная параметры глубины ванны Нв, плотности цинка PZn и площади таблетки на поверхности ванны St, определяют рабочую массу навески никеля в таблетке с учетом коэффициентами перехода Кпер, обеспечивая приближение рабочей концентрации никеля в зоне растворения таблетки к значению 0,05%.
Рабочая масса навески порошка никеля в круглой таблетке может быть определена согласно следующей зависимости:
где MNi - масса никеля в таблетке;
Кпер - коэффициент перехода, представляющий собой отношение массы растворенного в столбе цинка никеля, обеспечивающей концентрацию 0,05% в этом столбе диаметром, равным диаметру таблетки, и длиной, равной глубине ванны, к общей массе навески;
Рц - плотность цинка;
Нв - глубина ванны;
πrt2 - площадь круглой таблетки на поверхности ванны.
Рабочая масса навески порошка никеля в прямоугольной таблетке определена согласно следующей зависимости:
где MNi - масса никеля в таблетке;
Кпер - коэффициент перехода, представляющий собой отношение массы растворенного в столбе цинка никеля, обеспечивающей концентрацию 0,05% в этом столбе диаметром, равным диаметру таблетки, и длиной, равной глубине ванны, к общей массе навески;
Рц - плотность цинка;
Нв - глубина ванны;
St пр. - площадь прямоугольной таблетки на поверхности ванны.
При содержании в таблетке крупнозернистых частиц порошка никеля, составляющих от 76 до 100% веса навески никеля с размерами частиц в диапазоне от 100 до 300 мкм увеличивается осаждение не растворившихся в цинке частиц никеля на дно. Не обеспечивается требуемая рабочая концентрация никеля, близкая к значению ≈0,05%.
Содержание в таблетке мелкозернистых частиц порошка никеля с размерами частиц в диапазоне от 5 до 20 мкм, составляющих более 35% и выше веса в навеске, приводит к усложнению технологического процесса, требуется дополнительное оборудование для вентиляции производственных помещений, индивидуальных средств защиты рабочего персонала. Возрастают затраты на изготовление таблетки и снижается уровень экологической безопасности окружающей среды в процессе изготовления таблеток из мелкозернистых частиц порошка никеля.
Значения коэффициентов перехода (Кпер) исследовали в серии лабораторных испытаний опытных таблеток, навески порошков никеля в которых содержали различные соотношения мелких и крупных фракций частиц никеля (результаты отражены в таблицах №1 и №2).
Соотношение мелких и крупных фракций частиц никеля было выбрано в диапазоне от 100 до 300 мкм в количестве 65-75% от ее веса, и частиц в диапазоне от 5 до 20 мкм в количестве от 25 до 35% от ее веса.
Глубина ванны была равна 250 см, диаметр таблетки 6,4 см. Уровень железа в расплаве цинке, оценивался по уровню его в ванне предварительного флюсования металлоизделий. Он составлял от 1,5 до 3,5 грамм на 1 литр. Необходимость контроля железа во флюсе обуславливалась тем, что оно неизбежно переносится из ванны флюсования в ванну с цинком, где, в свою очередь, влияет на переход никеля в расплав.
Для определения возможности получения заявленного технического результата заявителем были проведены лабораторные опыты по определению расхода и стоимости (в долларах США) никелевого порошка на одну тонну цинкуемых изделий, а также по определению уровня экологической безопасности. При этом степень пыления порошков никеля с размерами частиц от 5 до 20 мкм принято считать значительной.
В таблице №1 представлены результаты опытов использования однофракционных порошков в таблетках для горячего цинкования, а в таблице №2 - результаты опытов использования двухфракционных порошков в таблетках для горячего цинкования в зависимости от процентного содержания фракций в навеске порошка никеля в таблетке.
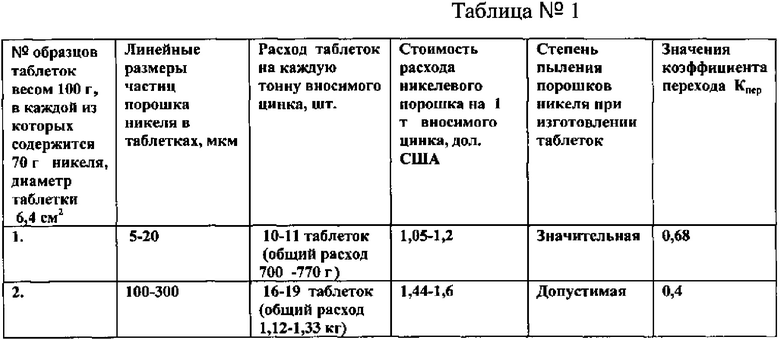
Примечание к таблице №1:
Образец №1. Коэффициент перехода Кпер был рассчитан как:
Кпер=500 г: 735 г (суммарная масса таблеток)=0,68 для мелкого порошка.
Физический смысл этого коэффициента в том, что в расплав цинка переходит 68% внесенной рабочей массы никеля.
Образец №2. Коэффициент перехода Кпер был рассчитан как:
Кпер=500 г: 1250 г(суммарная масса таблеток)=0,4 для крупного порошка.
Физический смысл этого коэффициента в том, что в расплав цинка переходит только 40% внесенной рабочей массы никеля.
Был рассчитан коэффициент перехода Кпер для легирующих цинк-никелевых слитков «GALVA» и для инжектируемых никелевых порошков. Значения были равны: Кпер=500 г: 1800 г=0,27 или 27% полезного использования.
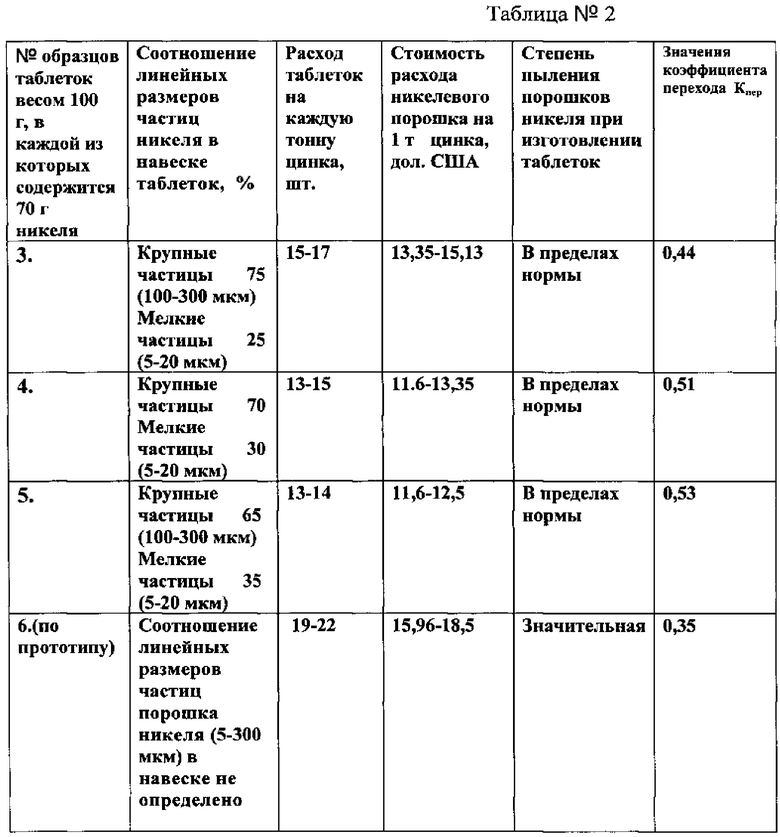
Примечание к таблице №2:
Образец №3. Коэффициент перехода Кпер был рассчитан как:
Кпер=500 г: (16 табл × 70 г)(Суммарная масса таблеток)=0,44. Физический смысл этого коэффициента в том, что в расплав цинка переходит 44% внесенной рабочей массы никеля.
Образец №4. Коэффициент перехода Кпер был рассчитан как:
Кпер=500 г: (14 табл × 70 г)(суммарная масса таблеток)=0,51. Физический смысл этого коэффициента в том, что в расплав цинка переходит 51% внесенной рабочей массы никеля.
Образец №5. Коэффициент перехода Кпер был рассчитан как:
Кпер=500 г: (13,5 табл × 70 г)(суммарная масса таблеток)=0,53. Физический смысл этого коэффициента в том, что в расплав цинка переходит 53% внесенной массы никеля.
Образец №6 (таблетки по прототипу). Коэффициент перехода Кпер был рассчитан как: Кпер=500 г: (20,5 табл. × 70 г) (суммарная масса таблеток)=0,35.
Физический смысл этого коэффициента в том, что в расплав цинка переходит 35% внесенной рабочей массы никеля.
Анализ результатов исследования опытных таблеток весом 100 г, в каждой из которых содержится навеска из 70 г никелевого порошка, показывает, что согласно образцам таблеток (опыт 1), представленным в таблице №1, расход таблеток на каждую тонну вносимого цинка и стоимость расхода никелевого порошка крупностью 5-20 мкм (в навеске таблетки) на одну тонну вносимого цинка сравнительно невелики за счет использования меньшего количества таблеток, что обеспечивается быстрым растворением никеля в цинковом расплаве (опыт №1). Однако при этом не обеспечивается заданный уровень экологической безопасности в процессе производства таблеток из-за значительного отхода порошка в пыль, значительно усложняется технологический процесс.
Исследования образцов таблеток (опыт 2), представленных в таблице №1, показали, что расход таблеток на каждую тонну вносимого цинка и стоимость расхода никелевого порошка крупностью 100-300 мкм (в навеске таблетки) почти в два раза превышают расход и стоимость по первому опыту за счет использования в процессе цинкования  количества таблеток, что объясняется замедленным растворением никеля в цинке и значительным выпадением его в осадок. Но при этом обеспечивается высокий уровень экологической безопасности за счет наименьшего пыления никелевого порошка в процессе производства таблеток. Нужно отметить, что порошки никеля крупностью более 300 мкм в технологии горячего цинкования не применяются в мировой практике.
количества таблеток, что объясняется замедленным растворением никеля в цинке и значительным выпадением его в осадок. Но при этом обеспечивается высокий уровень экологической безопасности за счет наименьшего пыления никелевого порошка в процессе производства таблеток. Нужно отметить, что порошки никеля крупностью более 300 мкм в технологии горячего цинкования не применяются в мировой практике.
В опытах 3-5 (таблица №2) наблюдается приемлемый уровень экологической безопасности при снижении расхода таблеток (по сравнению с опытом 2) на каждую тонну цинка и стоимости расхода никелевого порошка на тонну цинка.
Согласно опыту 6 (таблетки по прототипу), как следует из таблицы №2, расход таблеток на каждую тонну цинка и стоимость расхода порошка с неопределенным соотношением частиц никеля (в навеске таблетки) превышает расход таблеток и стоимость расхода никелевого порошка, содержащегося в таблетках по опытам 3-5 за счет использования большего количества легирующих таблеток в процессе цинкования изделий, что объясняется замедленным растворением никеля в цинке и частичным выпадением его в осадок. При этом не обеспечивается достаточный уровень экологической безопасности из-за повышенного пыления никелевого порошка в процессе изготовления таблеток.
Полученные показатели расхода таблеток на каждую тонну цинка (опыты 3-5) подтверждают, что заявленный технический результат достигнут.
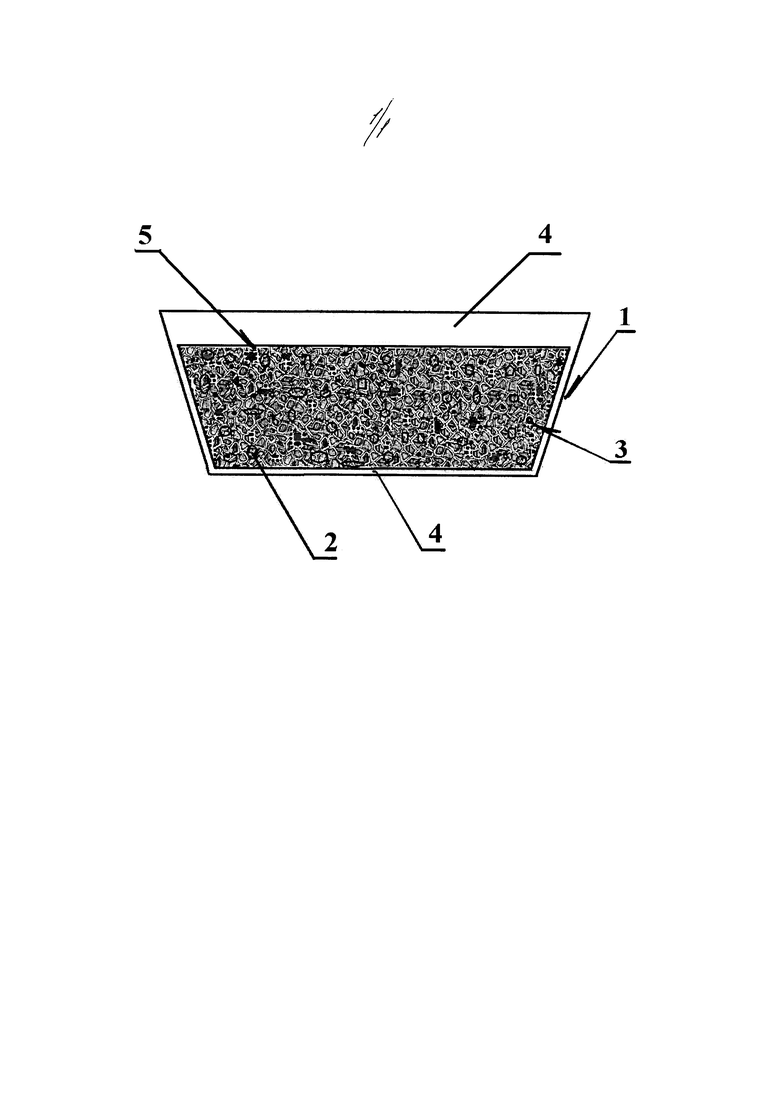
Для более четкого понимания изобретения на прилагаемом чертеже показана конструкция (продольный разрез) вариантов таблетки для горячего цинкования металлических изделий.
Таблетка 1 для горячего цинкования металлических изделий содержит навеску порошка никеля, состоящую из двух фракций: крупнозернистой 2 - с размерами частиц в диапазоне от 100 до 300 мкм в количестве 65-75% от массы навески, содержащей долю массы осаждаемых на дно ванны крупнозернистых частиц никеля, и мелкозернистой 3 - с размерами частиц в диапазоне от 5 до 20 мкм в количестве от 25 до 35% от массы навески.
Рабочая масса навески порошка никеля в круглой таблетке может быть определена согласно следующей зависимости:

Рабочая масса навески порошка никеля в прямоугольной таблетке определена согласно следующей зависимости:
Навеска порошка никеля и флюса размещены внутри оболочки 4. Флюс содержит набор хлористых солей. Содержание компонентов таблетки составляет в мас.%:
Предлагаемое техническое решение осуществляется следующим образом.
С помощью сит отбирают крупнозернистую фракцию порошка никеля с размерами частиц в диапазоне от 100 до 300 мкм.
Отбирают мелкозернистую фракцию с размерами частиц в диапазоне от 5 до 20 мкм.
С помощью весов отмеряют фракции порошка никеля:
- с размерами частиц в диапазоне от 100 до 300 мкм в количестве 65-75% от веса навески порошка никеля, включая долю массы осаждаемых на дно ванны частиц никеля;
- с размерами частиц в диапазоне от 5 до 20 мкм в количестве от 25 до 35% от веса навески порошка никеля.
Определяют рабочую массу навески порошка никеля с учетом в ней доли осаждаемой на дно ванны массы крупных частиц (100-300 мкм) никеля после завершения процессов растворения. Рабочая масса MNi равна:
где MNi - масса никеля в таблетке;
Кпер - коэффициент перехода, представляющий собой отношение массы растворенного в столбе цинка никеля, обеспечивающей концентрацию 0,05% в этом столбе диаметром, равным диаметру таблетки, и длиной, равной глубине ванны, к общей массе навески;
Рц - плотность цинка;
Нв - глубина ванны;
St - площадь таблетки на поверхности ванны.
Осаждаемая на дно ванны доля массы крупных частиц (100-300 мкм) никеля определена с помощью коэффициента перехода как 1-Кпер.
Флюс готовят из смеси сухих солей (% по массе флюса): NH4Cl (79,8%) и ZnCl2 (26,6%). Отношение содержания хлористого аммония к хлористому цинку равно 3:1.
Смесь навески порошка никеля и флюса перемешивают и засыпают в пресс-форму. Производят прессование смеси в заготовку 5 в виде усеченного конуса. Воск или полимер нагревают до температуры 80-100°С (выше температуры его плавления). Спрессованную в заготовку 5 смесь навески порошка никеля и флюса устанавливают в отдельную форму, куда наливают жидкий воск или полимер для формирования наружной оболочки 4 вокруг заготовки 5. Эту форму с заготовкой 5 и оболочкой 4 охлаждают. В результате охлаждения оболочка 4 затвердевает и образует плотный, жесткий сцепленный с заготовкой 5 каркас таблетки 1.
Пример 1 конкретного осуществления круглой таблетки диаметром 6,4 см (первый вариант таблетки).
С помощью сит отбирали крупнозернистую фракцию порошка никеля с размерами частиц 250-300 мкм. Отбирали мелкозернистую фракцию с размерами частиц 10-20 мкм. С помощью лабораторных весов взвешивали навеску из фракций порошка никеля:
- фракцию с размерами частиц 250-300 мкм в количестве 70% от веса навески порошка никеля;
- фракцию с размерами частиц 10-20 мкм в количестве от 30% от веса навески порошка никеля.
Определяли рабочую массу навески порошка никеля с учетом доли массы осаждаемых на дно ванны частиц никеля, используя установленный опытным путем коэффициент перехода Кпер.=0,51. Осаждаемая на дно ванны доля массы крупных частиц (100-300 мкм) никеля после завершения процессов растворения была равна: 1-Кпер=0,49.
Рабочая масса MNi была равна:

где Кпер=0,51
Рц=6,8 г/см3
Нв=250 см
πrt2=3,14×(3,2)2см2=32,15 см2.
Было отмечено незначительное пыление никелевого порошка в процессе изготовления таблеток.
Хлористый аммоний и хлористый цинк брали в соотношении 3:1. Флюс готовили из набора сухих солей (по массе слоя флюса): NH4Cl (79,8%) и ZnCl2 (26,6%). Готовили смесь из навески никелевого порошка и флюса (мас.%): навеска никелевого порошка - 54 г; флюс - 30 г, воск - 16 г. Смесь навески порошка никеля и флюса перемешивали и засыпали в пресс-форму. Прессовали смесь в заготовку 5 в виде усеченного конуса. Воск нагревали до температуры 95°С. Спрессованную в заготовку 5 смесь из навески порошка никеля и флюса устанавливали в отдельную форму, куда наливали жидкий воск для формирования наружной оболочки 4 вокруг заготовки 5. Форму с заготовкой 5 и оболочкой 4 охлаждали. В результате охлаждения оболочка затвердевала с образованием плотного, жесткого сцепленного с заготовкой 5 каркаса таблетки 1. Отмечено хорошее качество таблетки. Вес таблетки составил 100 граммов.
В процессе легирования изделия погружали в расплав цинка и получали гладкую, блестящую, равномерную структуру поверхности цинкуемых стальных изделий. Концентрация никеля в расплаве цинка была в пределах 0,05%. Расход таблеток на каждую тонну цинка составил 14 штук.
Пример 2 конкретного осуществления прямоугольной таблетки (второй вариант) размерами 6,4 см × 5,4 см.
С помощью сит отбирали крупнозернистую фракцию порошка никеля с размерами частиц 100-150 мкм. Отбирали мелкозернистую фракцию с размерами частиц 5-10 мкм. С помощью лабораторных весов набирали навеску из фракций порошка никеля:
- фракцию с размерами частиц 100-150 мкм в количестве 75% отвеса навески порошка никеля;
- фракцию с размерами частиц 5-10 мкм в количестве от 25% от веса навески порошка никеля.
Определяли рабочую массу навески порошка никеля с учетом в ней доли массы осаждаемых на дно ванны частиц никеля, используя установленный опытным путем коэффициент перехода Кпер=0,44.
Доля осаждаемой на дно ванны массы крупных частиц (100-300 мкм) никеля
после завершения процессов растворения была равна 1-0,44=0,56.
Рабочая масса MNi была равна:

где Кпер=0,44;
Рц=6,8 г/см3;
Нв=250 см;
St пр.=6,4 см × 5,4 см=34,56 см2.
Было отмечено наименьшее пыление никелевого порошка в процессе изготовления таблеток.
Хлористый аммоний и хлористый цинк брали в соотношении 3:1. Флюс готовили из набора сухих солей (по массе слоя флюса): NH4Cl (79,8%) и ZnCl2 (26,6%)). Готовили смесь из навески никелевого порошка и флюса (мас.%)): частицы никелевого порошка - 67 г; флюс - 20 г; воск - 13 г. Смесь навески порошка никеля и флюса тщательно перемешивали и засыпали в пресс-форму Прессовали смесь в заготовку 5 в виде усеченного конуса. Воск нагревали до температуры 95°С. Спрессованную в заготовку 5 смесь из навески порошка никеля и флюса устанавливали в отдельную форму, куда наливали жидкий воск для формирования наружной оболочки 4 вокруг заготовки 5. Форму с заготовкой 5 и оболочкой 4 охлаждали. В результате охлаждения оболочка затвердевала с образованием плотного, жесткого сцепленного с заготовкой 5 каркаса таблетки 1. После затвердевания оболочка 4 таблетки 1 проверялась на жесткость. Отмечено хорошее качество таблетки. Вес таблетки составил 100 граммов.
В процессе легирования изделия погружали в расплав цинка и получали гладкую, блестящую, равномерную структуру поверхности цинкуемых стальных изделий. Концентрация никеля в расплаве цинка была в пределах 0,05%. Расход таблеток на каждую тонну цинка составил 15 штук.
Пример 3 конкретного осуществления прямоугольной таблетки (второй вариант) размерами 6,2 см × 6,0 см.
С помощью сит отбирали крупнозернистую фракцию порошка никеля с размерами частиц 250-300 мкм. Отбирали мелкозернистую фракцию с размерами частиц 10-20 мкм. С помощью лабораторных весов набирали навеску из фракций порошка никеля:
- фракцию с размерами частиц 250-300 мкм в количестве 65% от веса навески порошка никеля;
- фракцию с размерами частиц 10-20 мкм в количестве от 35% от веса навески порошка никеля.
Было отмечено наименьшее пыление никелевого порошка в процессе изготовления таблеток.
Флюс готовили из набора сухих солей (по массе слоя флюса): NH4Cl (79,8%) и ZnCl2 (26,6%). Хлористый аммоний и хлористый цинк брали в соотношении 3:1.
Определяли рабочую массу навески порошка никеля с учетом в ней доли массы осаждаемых на дно ванны частиц никеля, используя установленный опытным путем коэффициент перехода Кпер=0,53.
Доля осаждаемой на дно ванны массы крупных частиц (100-300 мкм) никеля после завершения процессов растворения была равна 1-0,53=0,47.
Рабочая масса MNi была равна:

где Кпер=0,53;
Рц=6,8 г/см3;
Нв=250 см;
St пр.=6,2 см × 6,0 см=37,2 см2.
Готовили смесь из навески никелевого порошка и флюса (мас.%): частиц никелевого порошка - 60 г; флюса - 25 г, полимер - 15 г. Навеску порошка никеля и флюса тщательно перемешивали и засыпали в пресс-форму Прессовали смесь в заготовку 5 в виде усеченного конуса. Воск нагревали до температуры 95°С. Спрессованную в заготовку 5 смесь из навески порошка никеля и флюса устанавливали в отдельную форму, куда наливали жидкий воск для формирования наружной оболочки 4 вокруг заготовки 5. Форму с заготовкой 5 и оболочкой 4 охлаждали. В результате охлаждения оболочка затвердевала с образованием плотного, жесткого сцепленного с заготовкой 5 каркаса таблетки 1. После затвердевания оболочка 4 таблетки 1 проверялась на жесткость. Отмечено хорошее качество таблетки. Вес таблетки составил 100 граммов.
В процессе легирования изделия погружали в расплав цинка и получали гладкую, блестящую, равномерную структуру поверхности цинкуемых стальных изделий. Концентрация никеля в расплаве цинка была в пределах 0,05%. Расход таблеток на каждую тонну цинка составил 13 штук.
Результаты опытных испытаний таблетки в процессе горячего цинкования металлических изделий и примеры ее конкретного осуществления подтвердили снижение расхода никеля в процессе горячего цинкования металлических изделий при достаточно высоком уровне экологической безопасности окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления брикета для легирования расплава цинка в процессе горячего цинкования | 2019 |
|
RU2704148C1 |
| Порошковая никелевая лигатура для горячего цинкования и способ ее приготовления | 2023 |
|
RU2827007C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОВОЙ ЛИГАТУРЫ ДЛЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2636212C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИКАТОРА ДЛЯ СВАРОЧНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2618041C2 |
| Способ модифицирования жаропрочных сплавов и высоколегированных сталей | 2017 |
|
RU2701978C2 |
| СПОСОБ ОБОГАЩЕНИЯ ЦИНКСОДЕРЖАЩИХ ОТХОДОВ ПРОЦЕССА ГОРЯЧЕГО ЦИНКОВАНИЯ МЕТАЛЛА | 2002 |
|
RU2240363C2 |
| Способ переработки отходов окисленного цинкового порошка | 2019 |
|
RU2718244C2 |
| ЛИГАТУРА ДЛЯ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2419665C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКО- И НАНОДИСПЕРСНОГО ПОРОШКА МЕТАЛЛОВ ИЛИ СПЛАВОВ | 2009 |
|
RU2423557C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТАБЛЕТОК ЯДЕРНОГО КЕРАМИЧЕСКОГО ТОПЛИВА С РЕГУЛИРУЕМОЙ МИКРОСТРУКТУРОЙ | 2013 |
|
RU2525828C1 |
Изобретение относится к области металлургии и может применяться для горячего цинкования металлических изделий, а именно к таблеткам для легирования расплава цинка в процессе горячего цинкования. Предложены варианты таблетки для легирования расплава цинка в процессе горячего цинкования металлических изделий, содержащей порошок никеля, частицы флюса, оболочку из воска или из полимера. При этом навеска порошка никеля в таблетке состоит из двух фракций: крупнозернистой - с размерами частиц в диапазоне от 100 до 300 мкм в количестве 65-75% от массы навески, содержащей долю осаждаемых на дно ванны цинкования частиц никеля, и мелкозернистой - с размерами частиц в диапазоне от 5 до 20 мкм в количестве от 25 до 35% от массы навески. Также предложен способ изготовления таблетки для легирования расплава цинка в процессе горячего цинкования. Техническим результатом изобретения является снижение расхода никеля при горячем цинковании металлических изделий и обеспечение достаточно высокого уровня экологической безопасности. 3 н. и 9 з.п. ф-лы, 1 ил., 2 табл., 3 пр.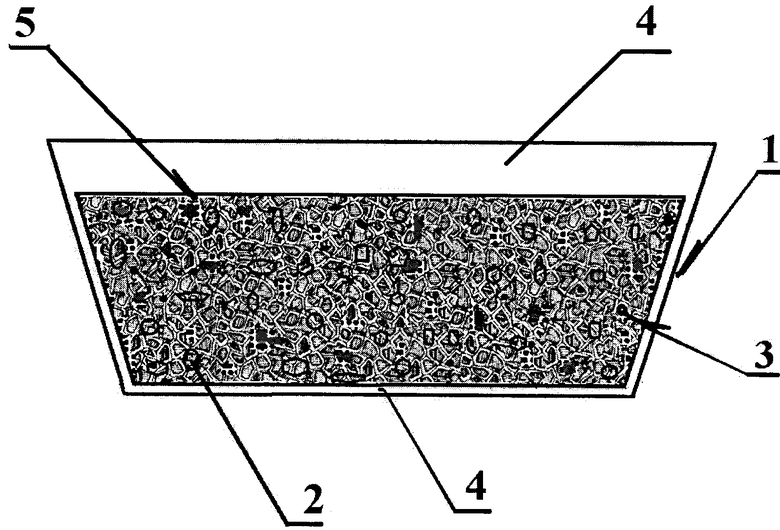
1. Таблетка для легирования расплава цинка в процессе горячего цинкования металлических изделий, содержащая порошок никеля, частицы флюса, оболочку из воска или из полимера, отличающаяся тем, что навеска порошка никеля состоит из двух фракций: крупнозернистой - с размерами частиц в диапазоне от 100 до 300 мкм в количестве 65-75% от массы навески, содержащей долю осаждаемых на дно ванны цинкования частиц никеля, и мелкозернистой - с размерами частиц в диапазоне от 5 до 20 мкм в количестве от 25 до 35% от массы навески, при этом масса навески порошка никеля равна
где MNi - масса никеля в таблетке, г;
Кпер - коэффициент перехода, представляющий собой отношение массы растворенного в столбе цинка никеля, обеспечивающей концентрацию 0,05% в этом столбе диаметром, равным диаметру таблетки, и длиной, равной глубине ванны цинкования, к общей массе навески порошка никеля;
Рц - плотность цинка, г/см3;
Нв - глубина ванны цинкования, см;
π r2t - площадь круглой таблетки на поверхности ванны цинкования, см2,
причем доля массы осаждаемых на дно ванны цинкования частиц никеля крупнозернистой фракции в навеске таблетки равна d=(1-Кпер), где d - доля массы осаждаемых на дно ванны цинкования частиц никеля крупнозернистой фракции.
2. Таблетка для легирования расплава цинка в процессе горячего цинкования металлических изделий по п. 1, отличающаяся тем, что содержание компонентов таблетки составляет, мас.%:
3. Таблетка для легирования расплава цинка в процессе горячего цинкования металлических изделий по п. 1, отличающаяся тем, что содержание компонентов таблетки составляет, мас.%:
4. Таблетка для легирования расплава цинка в процессе горячего цинкования металлических изделий по п. 1, отличающаяся тем, что в качестве частиц флюса она содержит набор хлористых солей.
5. Таблетка для легирования расплава цинка в процессе горячего цинкования металлических изделий, содержащая порошок никеля, частицы флюса, оболочку из воска или из полимера, отличающаяся тем, что навеска порошка никеля состоит из двух фракций: крупнозернистой - с размерами частиц в диапазоне от 100 до 300 мкм в количестве 65-75% от массы навески, содержащей долю осаждаемых на дно ванны цинкования частиц никеля, и мелкозернистой - с размерами частиц в диапазоне от 5 до 20 мкм в количестве от 25 до 35% от массы навески, при этом масса навески порошка никеля равна
где MNi - масса никеля в таблетке, г;
Кпер - коэффициент перехода, представляющий собой отношение массы никеля, растворенного в столбе цинка, обеспечивающей концентрацию 0,05% в этом столбе, длиной, равной глубине ванны цинкования, к общей массе навески порошка никеля в прямоугольной таблетке;
Рц - плотность цинка, г/см3;
Нв - глубина ванны цинкования, см;
St пр - площадь прямоугольной таблетки на поверхности ванны цинкования, см2,
причем доля массы осаждаемых на дно ванны цинкования частиц никеля крупнозернистой фракции в навеске таблетки равна d=(1-Кпер), где d - доля массы осаждаемых на дно ванны цинкования частиц никеля крупнозернистой фракции.
6. Таблетка для легирования расплава цинка в процессе горячего цинкования металлических изделий по п. 5, отличающаяся тем, что содержание компонентов таблетки составляет, мас.%:
7. Таблетка для легирования расплава цинка в процессе горячего цинкования металлических изделий по п. 5, отличающаяся тем, что содержание компонентов таблетки составляет, мас.%:
8. Таблетка для легирования расплава цинка в процессе горячего цинкования металлических изделий по п. 5, отличающаяся тем, что в качестве частиц флюса она содержит набор хлористых солей.
9. Способ изготовления таблетки для легирования расплава цинка в процессе горячего цинкования металлических изделий, включающий смешивание навески порошка никеля, содержащего крупнозернистую и мелкозернистую фракции, с навеской частиц флюса, формирование из них заготовки с наружной оболочкой из воска или из полимера, отличающийся тем, что крупнозернистую фракцию таблетки готовят из частиц никеля с размерами от 100 до 300 мкм в количестве 65-75% от массы навески никеля, содержащей долю осаждаемых на дно ванны цинкования крупнозернистых частиц никеля, мелкозернистую фракцию таблетки готовят из частиц никеля с размерами от 5 до 20 мкм в количестве от 25 до 35% от массы навески порошка никеля, определяемой из условия получения концентрации никеля в пределах 0,05% согласно следующей зависимости:
где MNi - масса никеля в таблетке, г;
Кпер - коэффициент перехода, представляющий собой отношение массы растворенного в столбе цинка никеля, обеспечивающей концентрацию 0,05% в этом столбе диаметром, равным диаметру таблетки, и длиной, равной глубине ванны цинкования, к общей массе навески порошка никеля;
Рц - плотность цинка, г/см3;
Нв - глубина ванны цинкования, см;
St - площадь таблетки на поверхности ванны цинкования, см2,
причем долю массы осаждаемых на дно ванны цинкования частиц никеля крупнозернистой фракции в навеске таблетки определяют согласно следующей зависимости: d=(1-Кпер), где d - доля массы осаждаемых на дно ванны цинкования частиц никеля крупнозернистой фракции.
10. Способ изготовления таблетки для легирования расплава цинка в процессе горячего цинкования металлических изделий по п. 9, отличающийся тем, что навеску частиц флюса таблетки готовят из компонентов, содержащих, мас.%:
11. Способ изготовления таблетки для легирования расплава цинка в процессе горячего цинкования металлических изделий по п. 9, отличающийся тем, что навеску частиц флюса таблетки готовят из компонентов, содержащих, мас.%:
12. Способ изготовления таблетки для легирования расплава цинка в процессе горячего цинкования металлических изделий по п. 9, отличающийся тем, что в качестве частиц флюса используют набор хлористых солей.
| WO 2006123945 A1, 23.11.2006 | |||
| Способ подавления случайных импульсных помех | 1958 |
|
SU122497A1 |
| JPS 49111831 A, 24.10.1974 | |||
| JPH 05271892 A, 19.10.1993 | |||
| ЛЕГИРУЮЩИЙ БРИКЕТ ДЛЯ РАСКИСЛЕНИЯ СТАЛИ | 2013 |
|
RU2537415C1 |

