Изобретение относится к области металлургии и может применяться для горячего цинкования изделий или заготовок из стали методом погружения их в расплав цинка с добавлением брикета для легирования расплава цинка, содержащего легирующий материал, флюс и оболочку, а именно к способам изготовления брикета.
В настоящее время никель является наиболее распространенным металлом, используемым для легирования расплава цинка в процессе горячего цинкования. Использование никеля снижает толщину цинкового покрытия на сталях с повышенным содержанием кремния (реактивные стали), а на сталях, пригодных к цинкованию, обеспечивает более гладкое и блестящее покрытие.
Известно, что никель может добавляться в ванну цинкования в виде легирующих таблеток (брикетов), состоящих из порошка никеля и флюса, заключенных в оболочку из легковоспламеняющегося органического материала. Брикеты распределяются разбрасыванием по поверхности ванны без применения специального оборудования. Это обеспечивает удобство подачи легирующего материала. Добавка никеля в ванну цинкования способствует уменьшению толщины цинкового покрытия на обрабатываемом изделии и дает возможность контролировать толщину покрытия с временем выдержки изделия в расплаве, снижая расход цинка (file:///C:/Users/ГТА/Desktop/цинкование/Статьи.htm, статья «Никелевые таблетки в горячем цинковании»).
До недавнего времени основными средствами, применяемыми для легирования цинкового расплава, являлись слитки из цинк-никеля (0,5% никеля) или порошок никеля, который инжектировали в расплав. Задачей легирования является получение концентрации никеля в расплаве цинка на уровне 0,05%-0,06% что отвечает пределу растворимости никеля в цинковом расплаве при рабочей температуре 450°С и эквивалентно 500 г никеля на тонну цинка. Однако на практике обычно приходится вносить в 3-3,5 раз больше требуемых 500 г никеля на тонну цинка (как правило, вносится 1,5-1,8 кг на тонну цинка), так как значительная часть никеля оседает на дно ванны в гартцинк. В настоящее время на смену технологии введения никелевого порошка с помощью «миксера» пришла новая технология - никельсодержащие брикеты или таблетки, обеспечивающие необходимую концентрацию никеля в расплаве цинка.
Известен способ изготовления легирующих брикетов - таблеток (заявка на изобретение WO 2006123945, опубл. 23.11.2006). Способ включает формирование смеси навески флюса и навески порошка никеля, содержащего крупнозернистую и мелкозернистую фракции, в заготовку и выполнение наружной оболочки вокруг заготовки из воска или полимера. При добавке таблетки в ванну цинкования из-за высокой температуры в ванне (450°С) оболочка и флюс воспламеняются и сгорают, а частицы порошка никеля начинают оседать вглубь расплава, растворяясь по мере оседания в расплаве цинка.
В данном изобретении нормы внесения таблеток, содержащих порошок никеля, в процессе цинкования достигают значений 1,8-1,9 кг никеля на 1 т вносимого цинка. Из сказанного выше следует, что масса внесенного никеля к требуемой норме после его растворения до получения средней концентрации, близкой к значению 0,05% (0,5 кг на тонну цинка) также больше 3.
Известен также способ изготовления таблетки - брикета для легирования расплава цинка в процессе горячего цинкования металлических изделий (патент RU №2647066, опубл. 13.03.2018), выбранный в качестве прототипа. В данном способе механически смешивают навески порошка никеля, содержащего крупнозернистую и мелкозернистую фракции, с навеской частиц флюса, формируют из них заготовки с наружной оболочкой из воска или из полимера путем заливки жидкого полимера с последующим прессованием для создания брикета. Крупнозернистую фракцию брикета готовят из частиц никеля с размерами от 100 до 300 мкм в количестве 65-75% от массы навески никеля, содержащей долю осаждаемых на дно ванны цинкования крупнозернистых частиц никеля, мелкозернистую фракцию брикета готовят из частиц никеля с размерами от 5 до 20 мкм в количестве от 25 до 35% от массы навески порошка никеля, определяемой из условия получения концентрации никеля в пределах 0,05%.
Недостатком данного способа является то, что полученная таблетка в процессе горячего цинкования не обеспечивает увеличения концентрации никеля больше 0,05%. Важно отметить, что ощутимое снижение толщины цинкового покрытия на сталях происходит при концентрации в расплаве цинка никеля от 0,05%. При такой концентрации цинковое покрытие на изделии будет содержать в себе около 0,1% никеля. При увеличении концентрации никеля в расплаве происходит снижение расхода цинка при цинковании изделий.
Технической задачей данного изобретения является создание способа изготовления брикета для легирования расплава цинка, который позволит повысить концентрацию никеля в расплаве цинка до 0,06% при улучшении качества самого брикета при хранении и транспортировке за счет увеличения ее прочности и плотности.
Поставленная задача достигается тем, что способ изготовления брикета для легирования расплава цинка в процессе горячего цинкования включает смешивание в рабочей форме навески порошка никеля, содержащего мелкозернистые и крупнозернистые фракции с флюсом в определенном соотношении и формирование из них заготовки путем заливки жидкого полимера для создания наружной оболочки с последующим прессованием для создания брикета. Новым является то, что до смешивания навески порошка никеля с флюсом порошок никеля подвергают горизонтальной вибрации. Затем добавляют флюс в виде раствора заданной концентрации и температуры с последующим высушиванием полученной смеси. В смесь заливают расплавленный жидкий полимер и производят вакуумное прессование при определенной температуре. Кроме этого симметричную горизонтальную вибрацию навеску порошка никеля производят с частотой 7-10 Гц. В качестве флюса берут порошок хлористого аммония, растворенного в воде при температуре 90-100°С в концентрации 70-80 гр/100 гр H2O. Вакуумное прессование производят при температуре 75-85°С и величине вакуума 120-140 Па. В качестве жидкого полимера используют парафин.
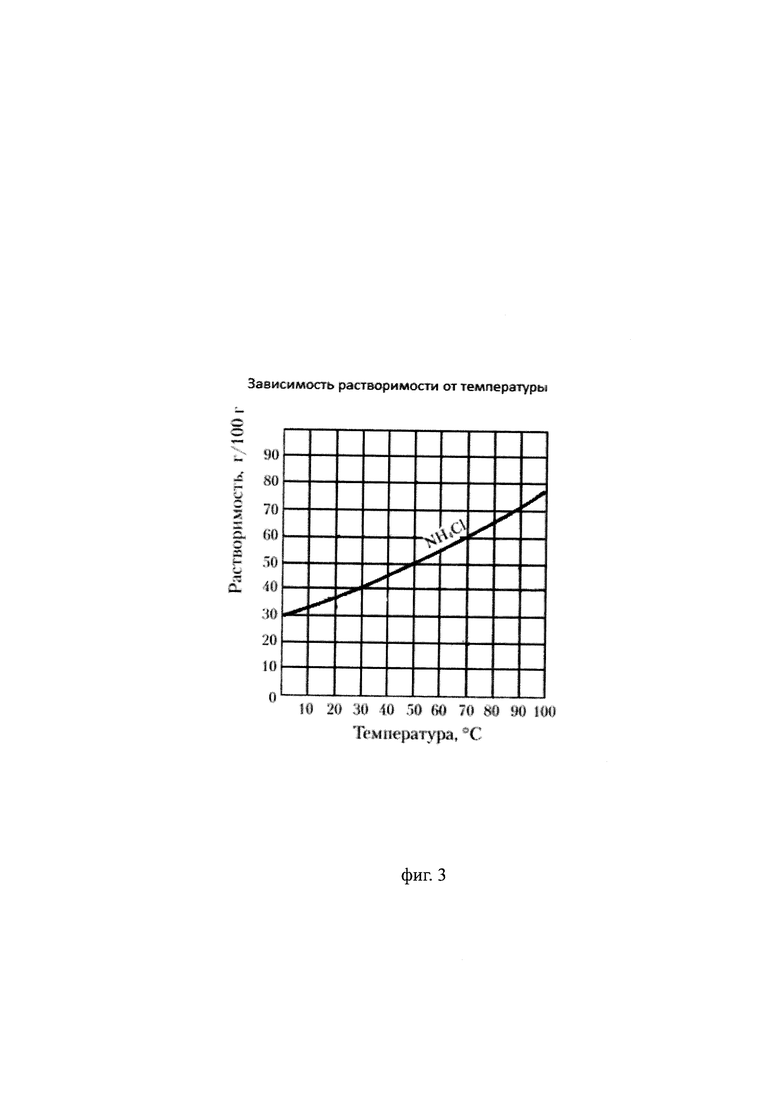
Изобретение поясняется чертежами, где на фиг. 1 представлен общий вид брикета для легирования расплава цинка, на фиг. 2 - навеска порошка никеля в рабочей форме после горизонтальной вибрации, на фиг. 3 представлен график зависимости концентрации хлористого аммония в водном растворе от температуры.
Способ изготовления брикета для легирования расплава цинка в процессе горячего цинкования металлических изделий осуществляют следующим образом. В рабочую форму засыпают навеску порошка никеля, содержащего мелкозернистые и крупнозернистые фракции одной плотности. Рабочую формы с навеской устанавливают на вибростол и производят воздействие симметричной горизонтальной вибрацией определенной частоты, выбранной из интервала 7-10 Гц. Для этого используют вибрационную установку с электродинамическим столом (вибростенд). Экспериментально установлено, что при горизонтальной вибрации навески порошка никеля с такой частотой происходит послойное разделение частиц порошковой навески по крупности фракций. Навеска состоит из частиц порошка никеля разных фракций одной плотности (например, 70% частиц крупной фракции и 30% мелкой). В результате вибрирования более мелкие частицы оседают внизу формы, а крупные частицы размещаются над мелкими (фиг. 2), что значительно улучшает качество (равномерность) дальнейшей пропитки навески флюсом и расплавленным парафином. Вибрацию осуществляют 2-3 мин, при этом происходит максимальное расслоение крупных и мелких фракций навески порошка никеля, что определено экспериментально. Затем пропитывают навеску порошка никеля раствором флюса. В качестве флюса используют раствор хлористого аммония (NH4Cl), который получают растворяя порошок NH4Cl в воде при температурах 90-100°С до концентрации 70-80 гр/100 гр H2O (фиг. 3). Из графика видно, что растворимость порошка флюса в воде увеличивается при увеличении температуры воды и максимальная концентрация получается при температурах близких к кипению воды. Раствор флюса заливают в рабочую форму с порошком никеля до полной пропитки навески порошка никеля раствором, что наблюдают визуально. Полученную смесь помещают в термопечь и высушивают до полного удаления влаги и получения сухой смеси. Экспериментально пропитывали порошок никеля раствором флюса, полученного при температурах 20, 60, 100 градусов Цельсия. После высушивания и удаления влаги определяли привес флюса к исходному порошку никеля. Наибольший привес получали при использовании раствора флюса, полученного при температуре 90-100°С за счет использования раствора флюса большей концентрации. При этом за счет горизонтальной вибрации навески порошка никеля и послойного разделения частиц разных фракций таким образом, что крупные частицы оказываются сверху раствор флюса свободно проникает через крупные частицы и хорошо смачивает мелкие частицы, оказавшиеся внизу. При использовании флюса в виде раствора происходит полное и равномерное проникновение флюса в поры порошка никеля, при этом обеспечивается полный физический контакт частиц порошка с раствором. Кроме этого при использовании раствора флюса большой концентрации происходит разрушение (растворение) оксидной пленки, покрывающей частицы порошка никеля. За счет этого офлюсованный порошок никеля хорошо смачивается цинком в ванне, повышается его растворимость. Все это позволяет увеличивать растворимость никеля при добавлении полученного брикета в ванну с цинком и достигать концентрации никеля в расплаве на уровне 0,06%. Также при использовании раствора флюса исключается пыление порошковой смеси при добавлении флюса, что улучшает экологическую составляющую производства никелевого брикета. Затем формируют заготовку с наружной оболочкой и пропиткой внутри из жидкого полимера. Для этого в форму с заготовкой из порошка никеля и флюса заливают жидкий полимер, например, расплавленный пищевой парафин. За счет послойного разделения частиц навески порошка никеля при вибрации происходит равномерное проникновение парафина в полученную смесь никеля и флюса. Полученную заготовку помещают в вакуумную печь для вакуумного прессования полученной заготовки при температуре 75-85°С и величине вакуума 120-140 Па. Поддержание температуры в вакууме необходимо для того, чтобы расплавленный парафин оставался в состоянии повышенной текучести, что позволяет дополнительно осуществлять дальнейшую равномерную пропитку парафином смеси никеля с флюсом. Вакуумное прессование при величине вакуума 120-140 Па позволяет изготовить брикет никеля практически безпористым (происходит удаление воздуха между частицами смеси), плотным с высокими механическими свойствами - увеличивается прочность брикета. Равномерная пропитка парафином и вакуумное прессование позволяют получить брикеты высокого качества при длительном хранении, а также транспортировке и перемещении брикета без его разрушения. Получают никелевый слоистый брикет - таблетку (фиг. 1), имеющую усеченную прямоугольную форму с литейными уклонами по толщине брикета 15 мм, которую извлекают из рабочей формы. Под микроскопом при различном увеличении определяют качество полученного брикета - полноту пропитки парафином, наличие пор и дефектов в поперечном разрезе. Качество полученных брикетов определяли при разных параметрах вакуума - температуре и величине вакуума. Наилучший результат получен при температуре 80°С и величине вакуума 130 Па.
Пример
Изготовлены и испытаны брикеты из электролитического никелевого порошка (ГОСТ 9722-97), состоящего на 70% из крупных фракций с размерами частиц 200-300 мкм и 30% из мелких фракций с размерами частиц 20-35 мкм. Брикет готовят из компонентов со следующим весовым соотношением никеля, хлористого аммония и парафина в мас. %:
частицы никелевого порошка 40-80
флюс 15-35
парафин остальное
В конкретном примере брали никелевого порошка - 335 гр, флюса - 100 гр, парафина - 65 гр.
1. Порошок никеля засыпали в рабочую форму. Горизонтальная вибрация навески порошка никеля произведена с частотой f=9 Гц. Раствор флюса добавлен при Т=95°С и концентрации 75 гр/100 гр H2O. Смесь высушена в термошкафу. Залит расплавленный до Т=90°С пищевой парафин. Вакуумное прессование проведено в вакуумной печи при Т=80°С и Р=130 Па. Брикет охлаждали и извлекали из формы.
2. Горизонтальная вибрация навески порошка никеля произведена с частотой f=7 Гц. Раствор флюса добавлен при Т=90°С и концентрации 70 гр/100 гр H2O. Смесь высушена в термошкафу. Залит расплавленный до Т=90°С пищевой парафин. Вакуумное прессование проведено в вакуумной печи при Т=80°С и Р=130 Па.
3. Горизонтальная вибрация навески порошка никеля произведена с частотой f=10 Гц. Раствор флюса добавлен при Т=100°С и концентрации 80 гр/100 гр H2O. Смесь высушена в термошкафу. Залит расплавленный до Т=90°С пищевой парафин. Вакуумное прессование проведено в вакуумной печи при Т=80°С и Р=130 Па.
Полученные брикеты испытывали на предприятии горячего цинкования. В процессе производственных испытаний при соприкосновении брикета с расплавом цинка оболочка и флюс воспламеняются и сгорают, а частицы порошка никеля оседать вглубь ванны, растворяясь по мере оседания. Были получены следующие результаты по концентрации никеля в расплаве цинка в представленных примерах изготовления брикета:
1 пример - 0,058%, 2 пример = 0,053%; 3 пример - 0,056%.
Растворимость никеля в цинке в соответствии с диаграммой состояния сплавов максимально составляет 0,06%. Отмечено хорошее качество брикета.
Таким образом предложен способ изготовления брикета для легирования расплава цинка, который позволяет повысить концентрацию никеля в расплава цинка до 0,06%, что больше, чем у прототипа, где обеспечивается концентрация 0,05%. При этом улучшено качество самого брикета при хранении и транспортировке за счет увеличения его прочности и плотности, а также улучшена экология изготовления брикета.
| название | год | авторы | номер документа |
|---|---|---|---|
| Таблетка для горячего цинкования металлических изделий (варианты) и способ её подготовки | 2016 |
|
RU2647066C1 |
| Порошковая никелевая лигатура для горячего цинкования и способ ее приготовления | 2023 |
|
RU2827007C1 |
| СПОСОБ ПЕРЕРАБОТКИ КАТАЛИЗАТОРОВ, СОДЕРЖАЩИХ МЕТАЛЛЫ ПЛАТИНОВОЙ ГРУППЫ НА НОСИТЕЛЯХ ИЗ ОКСИДА АЛЮМИНИЯ | 2013 |
|
RU2553117C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ УДАРОПРОЧНОЙ ПЛАСТИНЫ РЕЖУЩЕЙ НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА И УДАРОПРОЧНАЯ ПЛАСТИНА РЕЖУЩАЯ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2284247C2 |
| Способ переработки отходов окисленного цинкового порошка | 2019 |
|
RU2718244C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ ИЛИ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ ИЗ КОМПОЗИТА НА ОСНОВЕ КАРБИДА | 2005 |
|
RU2319580C2 |
| Способ получения прутковых заготовок из интерметаллидных сплавов для центробежного плазменного распыления | 2017 |
|
RU2676126C1 |
| Способ получения твердых сплавов с округлыми зернами карбида вольфрама для породоразрушающего инструмента | 2018 |
|
RU2687355C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИКАТОРА ДЛЯ СВАРОЧНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2618041C2 |
| ЛИГАТУРА ДЛЯ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2419665C1 |

Изобретение относится к области металлургии, в частности к изготовлению брикета для легирования расплава цинка, содержащего легирующий материал, флюс и оболочку. Может применяться для горячего цинкования изделий или заготовок из стали методом погружения их в расплав цинка. Подвергнутый симметричной горизонтальной вибрации порошок никеля, содержащий мелкозернистые и крупнозернистые фракции, смешивают с флюсом, растворенным в воде, и высушивают смесь. В смесь заливают расплавленный жидкий полимер для формирования оболочки и производят вакуумное прессование. Обеспечивается повышение концентрации никеля в расплаве цинка при увеличении прочности и плотности брикета. 4 з.п. ф-лы, 3 ил., 1 пр.
1. Способ изготовления брикета для легирования расплава цинка в процессе горячего цинкования, включающий смешивание в рабочей форме навески порошка никеля, содержащего мелкозернистые и крупнозернистые фракции с флюсом, формирование из них заготовки путем заливки жидкого полимера для создания наружной оболочки с последующим прессованием для создания брикета, отличающийся тем, что до смешивания навески порошка никеля с флюсом порошок никеля подвергают симметричной горизонтальной вибрации, добавляют флюс, растворенный в воде с последующим высушиванием полученной смеси, в которую заливают расплавленный жидкий полимер и производят вакуумное прессование.
2. Способ по п. 1, отличающийся тем, что симметричную горизонтальную вибрацию навеску порошка никеля производят с частотой 7-10 Гц.
3. Способ по п. 1, отличающийся тем, что в качестве флюса берут порошок хлористого аммония, растворенного в воде при температуре 90-100°С в концентрации 70-80 гр/100 гр H2O.
4. Способ по п. 1, отличающийся тем, что вакуумное прессование проводят при температуре 75-85°С и величине вакуума 120-140 Па.
5. Способ по п. 1, отличающийся тем, что в качестве жидкого полимера используют парафин.
| Таблетка для горячего цинкования металлических изделий (варианты) и способ её подготовки | 2016 |
|
RU2647066C1 |
| Способ цинкования бесконечно соеди-НЕННыХ пРОВОлОчНыХ РЕшЕТчАТыХ пЕРЕ-плЕТЕНий | 1972 |
|
SU837985A1 |
| Брикет для модифицирования чугуна | 1984 |
|
SU1224349A1 |
| WO 2006123945 A1, 23.11.2006 | |||
| US 5810946 A1, 22.09.1998 | |||
| US 4647308 A1, 03.03.1987. | |||

