Изобретение относится к атомной технике, а именно к способам изготовления мишеней для наработки изотопа 99Мо.
Мишень, наиболее часто применяющаяся при производстве 99Мо и входящая, как правило, в состав облучательного блока, представляет собой сердечник из материала, содержащего 235U, заключенный в оболочку, и является составной частью технологического цикла, включающего изготовление мишени, облучение мишени в ядерном реакторе, химическую переработку мишени с выделением целевого изотопа 99Мо.
При создании, изготовлении мишени необходимо соблюсти пять основных принципов:
- мишень должна иметь геометрические размеры и форму (пластины, стержни, трубы и т.п.), обеспечивающие установку мишени (или группы мишеней) требуемым образом в облучательном канале реактора;
- мишень должна содержать требуемое количество 235U, чтобы обеспечить выход необходимого количества изотопов 99Мо;
- мишень должна иметь достаточную поверхность теплосъема, а ее составные части - хорошую теплопроводность, чтобы избежать перегрева мишени в процессе ее облучения;
- оболочка мишени должна обеспечивать отсутствие выхода радиоактивных осколков деления в теплоноситель ядерного реактора;
- конструкция мишени должна обеспечивать минимум потерь изотопа 99Мо, а также наименьшее время ее химического растворения, выделения и очистки изотопа 99Мо.
Как правило, оболочки мишени изготавливаются из алюминия или нержавеющей стали. В качестве материала для металлического сердечника используется металлический уран при выбранном обогащении (по требованию МАГАТЭ - до 20%), а для дисперсионного сердечника - оксиды урана и сплавы урана (почти всегда с алюминием). С одной стороны, использование сплава урана, например уран-алюминиевого сплава, придает мишени более высокую радиационную стабильность при облучении, чем использование только одного металлического урана. Но, с другой стороны, для мишеней с дисперсионным сердечником при извлечении изотопа его потери как продукта деления, связанные с длиной пробега и размером частиц урансодержащего материала, могут достигать 80%.
Мишени с металлическим сердечником по сравнению с мишенями с дисперсионным сердечником обеспечивают более высокий выход количества изотопов за счет минимизации потерь изотопа, остающегося в сердечнике, и высокой скорости растворения сердечника в кислоте при химической переработке мишени.
Так известна мишень для наработки изотопа 99Мо (патент RU №2511215, МПК G21G 1/02, опубл. 10.04.2014). Внутри алюминиевой оболочки размещен сердечник дисперсионного типа, в котором размер частиц интерметаллидов составляет не более 200 мкм. Оболочка имеет с сердечником диффузионную связь, которую обеспечивают посредством экструзии исходной сборной заготовки. Оболочка выполнена толщиной от 0,10 до 0,25 мм, при этом наружная поверхность оболочки по всей длине снабжена продольными ребрами охлаждения. Способ экструзии обеспечивает хорошую теплопередачу между сердечником и оболочкой. При производстве для сердечника ядерного топлива слитки интерметаллидов измельчают в шаровой мельнице и полученный таким образом порошок смешивают с порошком алюминия матрицы. Затем смесь уплотняют прессованием, выдавливанием или прокаткой и спекают, получая сердечник. Для предотвращения взаимодействия UAl2 и UAl3 с алюминием матрицы при технологических операциях и в процессе выгорания топлива на поверхность частиц порошков этих интерметаллидов наносят нитридный слой из газовой или жидкой азотосодержащей фазы.
К недостаткам данной мишени следует отнести сравнительно невысокий выход количества изотопов 99Мо, который обусловлен нижеприведенными причинами, в большинстве своем характерными для мишеней дисперсионного типа:
- концентрация урана в сердечнике такой мишени составляет 1,63 гU/см3;
- частицы интерметаллидов сердечника задерживают в себе осколки деления, уменьшая их количество в матрице, из которой выделяются изотопы;
- щелочное растворение мишени длительный временной процесс, также приводящий к потере изотопов, так как после облучения мишени ежечасно теряется до 1% 99Мо вследствие его распада.
Кроме того, вследствие различной формы, размеров и хаотичного расположения в матрице интерметаллидов, существует большая вероятность локального перегрева из-за их соприкосновения между собой или соприкосновения порушенных зон вокруг интерметаллидов.
Следует отметить, что в известном техническом решении максимально допустимая температура, при которой осуществляют облучение мишени в реакторе, ограничена температурой плавления алюминия, из которого изготовлены оболочка и матрица.
Также известна мишень для наработки изотопа 99Мо (патент RU №2241269, МПК G21G 1/08, опубл. 27.11.2004). Мишень типа I имеет плоскую или изогнутую форму и содержит сердечник, изготовленный способом порошковой металлургии из смеси порошка нитрида урана и металлического порошка. Мишень типа II имеет плоскую, изогнутую или цилиндрическую подложку, покрытую нитридом урана. Способ изготовления мишени типа I для получения изотопа 99Мо осуществляют посредством нейтронного облучения нитрида урана в ядерном реакторе. При этом урановый сердечник формируют посредством сжатия при максимальном давлении 70 кг/мм2 смеси порошков нитрида урана и металла, выбранного из группы, состоящей из алюминия, магния, меди и циркония. При изготовлении мишени типа II подложку плоской, изогнутой или цилиндрической формы покрывают нитридом урана путем испарения в вакууме, химического осаждения из газовой фазы, физического осаждения из газовой фазы и путем напыления.
Концентрация урана в сердечнике известного технического решения в два раза выше по сравнению с аналогом, приведенным выше, т.е. составляет 3,3 гU/см3, но ниже, чем у мишеней, в которых в качестве материала сердечника используется металлический уран.
Кроме того, порошок нитрида урана сердечника задерживает в себе осколки деления, уменьшая их количество в матрице, из которой выделяются изотопы.
Так же как и в аналоге, вследствие различной формы, размеров и хаотичного расположения в матрице нитрида урана существует большая вероятность локального перегрева мишени.
Максимально допустимая температура, при которой осуществляют облучение мишени в реакторе, определяется температурой плавления материалов (например, алюминия), которые применяются при изготовлении оболочки и матрицы.
Наиболее близким известным техническим решением, принятым за прототип, является мишень для наработки изотопа 99Мо и способ ее изготовления (патент US №5615238, МПК G21G 1/02, Н05Н 6/00, опубл. 25.03.1997). В соответствии с известным способом получают сердечник на основе фольги из металлического низкообогащенного урана (с обогащением по 235U менее 20%) толщиной более 50 мкм. Сердечник в виде фольги заключают во внешнюю оболочку из циркония или его сплавов с последующим обжатием сборной заготовки. Объемная доля урана в такой фольге максимальна и составляет величину, равную 1,0, то есть сердечник полностью изготовлен из металлического урана (для данного технического решения - это более 80% 238U и до 20% 235U). При изготовлении такой мишени контактирующие поверхности элементов мишени предварительно азотируют или анодируют (для дальнейшего облегчения разъединения элементов мишени после облучения), а плотность контакта обеспечивают механическим обжатием сборки. Данная технология не обеспечивает высокую теплопроводность конструкции (контакта между элементами) из-за отсутствия диффузионной связи между элементами мишени. После облучения оболочку удаляют, и изотопы выделяются из сердечника.
К достоинствам данной мишени следует отнести более высокий по сравнению с приведенными аналогами выход количества изотопов 99Мо за счет минимизации потерь изотопа, остающегося в металлическом сердечнике, и высокой скорости растворения сердечника в кислоте при химической переработке мишени.
Вместе с тем, основным и главным ее недостатком является низкая стабильность при облучении вследствие распухания металлического сердечника, возможность нарушения целостности внешней оболочки и выхода радиоактивных осколков деления в теплоноситель ядерного реактора.
Задачей, на решение которой направлено настоящее изобретение, является создание мишени, обладающей высокой радиационной стабильностью, и с выходом количества изотопов 99Мо не хуже, чем у мишени с сердечником, полностью изготовленным из металлического низкообогащенного урана.
Технический результат достигается тем, что в способе изготовления мишени для наработки изотопа 99Мо, включающем изготовление сердечника на основе фольги из металлического урана, заключение его во внешнюю оболочку из циркония или его сплавов с последующим обжатием сборной заготовки, согласно изобретению фольгу формируют следующим образом: металлический уран, закаленный из β-фазы, заключают в герметичную оболочку из циркония или его сплавов, осуществляют горячее выдавливание полученной биметаллической заготовки через фильеру и многократно прокатывают до получения биметаллической фольги, по существу представляющей собой фольгу из металлического урана, размещенную в герметичной оболочке из циркония или его сплавов, сердечник формируют путем послойной укладки биметаллической фольги или ее навивки на основу из циркония или его сплавов, а обжатие сборной заготовки проводят с обеспечением диффузионной связи между всеми слоями мишени.
В частных случаях осуществления изобретения:
- горячее выдавливание биметаллической заготовки через фильеру осуществляют при температуре 500÷630°С;
- обжатие сборной заготовки осуществляют до получения сердечника в виде чередующихся слоев металлического урана толщиной 4÷7 мкм и слоев циркония или его сплавов толщиной 19÷60 мкм;
- навивку биметаллической фольги осуществляют на основу в виде металлического стержня или на основу в виде трубки;
- обжатие сборной заготовки при получении мишени пластинчатого типа производят путем горячей прокатки;
- обжатие сборной заготовки при получении мишеней трубчатого и стержневого типа производят путем выдавливания при температуре;
- в процессе многократной прокатки биметаллической заготовки проводят ее термообработку;
- обжатие сборной заготовки и выдавливание биметаллической заготовки осуществляют с применением удаляемой оболочки из пластичного металла.
В заявляемом способе фольгу формируют следующим образом. Для этого металлический уран, закаленный из β-фазы, заключают в герметичную оболочку из циркония или его сплавов. Далее осуществляют горячее выдавливание полученной биметаллической заготовки через фильеру и многократно прокатывают до получения биметаллической фольги. Эта фольга представляет собой фольгу из металлического урана, размещенную в оболочке из циркония или его сплавов. Использование металлического урана, закаленного из β-фазы при воздействии на него давления и температуры, позволяет существенно (в разы) снизить его распухание. Данный факт подтверждается экспериментами, результаты которых приведены в источнике: Ю.Н. Сокурский, Я.М. Стерлин, В.А. Федорченко. Уран и его сплавы. М., Атомиздат, 1971 г., 448 с., стр. 301. В частности, горячее выдавливание биметаллической заготовки через фильеру при температуре 500-630°С при наличии других упомянутых выше факторов позволяет снизить распухание до 25 раз.
Из полученной таким образом фольги формируют сердечник.
В соответствии с заявляемым способом можно изготовить, по крайней мере, три типа мишеней.
1. Мишень пластинчатого типа.
Для этого фольгу разрезают на пластинки одного размера, которые затем укладывают друг на друга, формируя сердечник. Далее полученный сердечник герметично заключают во внешнюю оболочку из циркония или его сплавов, после чего - в герметичную удаляемую оболочку из меди.
Затем осуществляют обжатие сборной заготовки с обеспечением диффузионной связи между всеми слоями мишени, которая существенно улучшает теплопередачу.
В частности, диффузионную связь между всеми слоями мишени пластинчатого типа обеспечивают путем горячей прокатки полученной сборной заготовки, заключенной в удаляемую впоследствии оболочку из пластичного металла, например меди. При этом прокатку осуществляют преимущественно при температуре 500-630°С.
После прокатки из полученной заготовки получают мишень пластинчатого типа необходимой формы и заданных размеров. В сечении такая мишень представляет собой чередующиеся слои металлического урана и циркония или его сплавов.
2. Мишень стержневого типа.
Для этой мишени фольгу формируют способом, описанным выше.
Сердечник формируют навивкой биметаллической фольги на основу в виде цилиндрического стержня из циркония или его сплавов. Далее полученный сердечник герметично заключают сначала во внешнюю оболочку из циркония или его сплавов, после чего - в удаляемую оболочку из меди.
Затем осуществляют обжатие полученной сборной заготовки с обеспечением диффузионной связи между всеми слоями мишени.
В частности, диффузионную связь между всеми слоями мишени пластинчатого типа обеспечивают путем выдавливания через фильеру полученной сборной заготовки, заключенной в удаляемую впоследствии оболочку из пластичного металла, например меди. При этом выдавливание осуществляют преимущественно при температуре 500-630°С.
В сечении такая мишень представляет собой концентрические чередующиеся слои металлического урана и циркония или его сплавов. Центральный круг такой мишени - это сечение стержня из циркония или его сплавов. Этот стержень обеспечивает дополнительную прочность, теплоемкость и теплопроводность конструкции и позволяет добиться минимальной толщины внешней оболочки и слоев урана и циркония или его сплавов. При переработке мишени этот стержень извлекается (не перерабатывается химически), что также сокращает время растворения мишени, уменьшая потери изотопа 99Мо.
3. Мишень трубчатого типа.
Фольгу формируют описанным выше способом.
Сердечник для таких мишеней формируют навивкой фольги на основу в виде трубки из циркония или его сплавов, которая впоследствии выполняет функции внутренней оболочки мишени. Далее полученный сердечник герметично заключают во внешнюю оболочку из циркония или его сплавов.
Затем для обеспечения наибольшей теплопроводности осуществляют обжатие полученной сборной заготовки с обеспечением диффузионной связи между всеми слоями мишени.
В частности, диффузионную связь между всеми слоями мишени пластинчатого типа обеспечивают путем выдавливания через фильеру полученной сборной заготовки, заключенной в удаляемую впоследствии оболочку из пластичного металла, например, меди. При этом выдавливание осуществляют преимущественно при температуре 500-630°С.
В сечении такая мишень также представляет собой концентрические, чередующиеся слои металлического урана и циркония или его сплавов. Центральный, незаполненный круг такой мишени обычно предназначен для прохода теплоносителя.
После обжатия сборной заготовки толщина фольги может составлять 4-7 мкм. При такой толщине, сравнимой с величиной пробега осколков деления в уране, большая часть изотопа 99Мо будет находиться в окружающем его цирконии или его сплавах, из которого он и будет впоследствии извлекаться.
Толщина слоя циркония и толщина оболочки из циркония может составлять 19-60 мкм и выбирается, исходя из прочности мишени и с учетом достаточного количества урана в мишени.
Конструкция мишени обеспечивает минимум потерь изотопа 99Мо при его извлечении, а также меньшее по сравнению с прототипом время переработки мишени путем ее химического растворения, выделения и очистки изотопа 99Мо.
Переработка мишеней, изготовленных в соответствии с прототипом, заключается в отделении урана (после облучения мишени), его измельчении, растворении и извлечении изотопа 99Мо. Данный процесс сложен, длителен по времени и требует выполнения целого ряда специальных условий, необходимых при работе с облученным ураном.
Переработка мишеней, изготовленных в соответствии с заявляемым способом, заключается в растворении мишени, фильтрации урана, который представляет собой частицы размером порядка 7 мкм, и выделении изотопа 99Мо из отфильтрованного раствора. Весь процесс занимает не более часа, поскольку скорость растворения циркония и его сплавов достаточно высока (составляет 100 мкм/мин) и может варьироваться путем изменения концентрации кислоты. Это позволяет существенно снизить потери количества изотопов.
Чередование слоев металлического урана обеспечивает равномерную структуру распределения урана в мишени, что позволяет в два раза увеличить выгорание урана и за счет этого дополнительно снизить потери количества изотопов, выделяемых из мишени.
На фотографиях представлены фрагменты шлифов мишеней, изготовленных в соответствии с заявляемым способом.
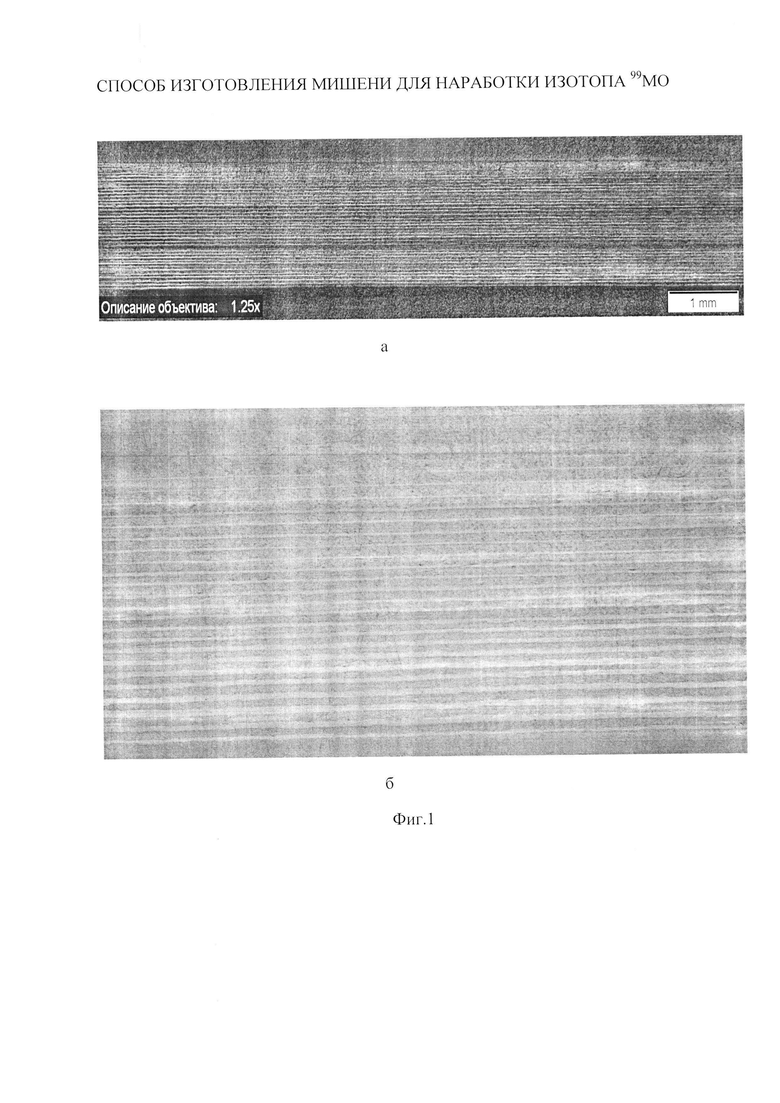
На фиг. 1 приведены фрагменты шлифов мишени пластинчатого типа при увеличении 1,25 крат (фиг. 1а) и при увеличении 500 крат (фиг. 1б).
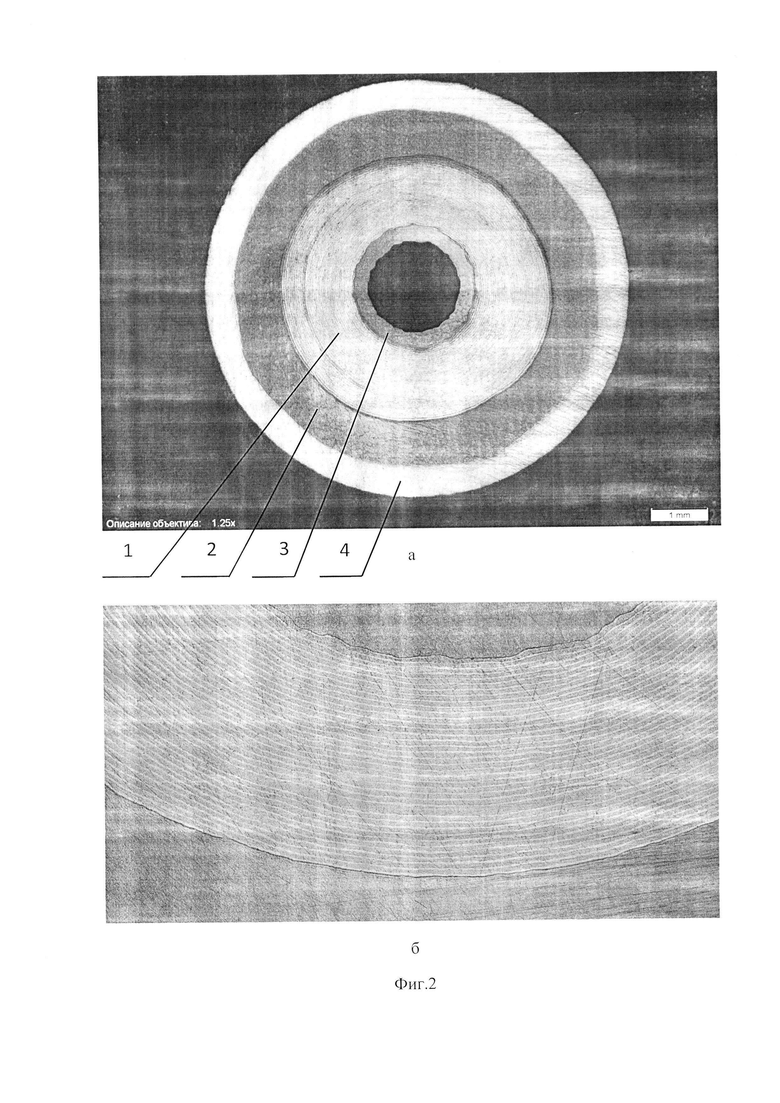
На фиг. 2 приведены фрагменты поперечного шлифа мишени трубчатого типа при увеличении 1,25 крат (фиг. 2а) и при увеличении 500 крат (фиг. 2б).
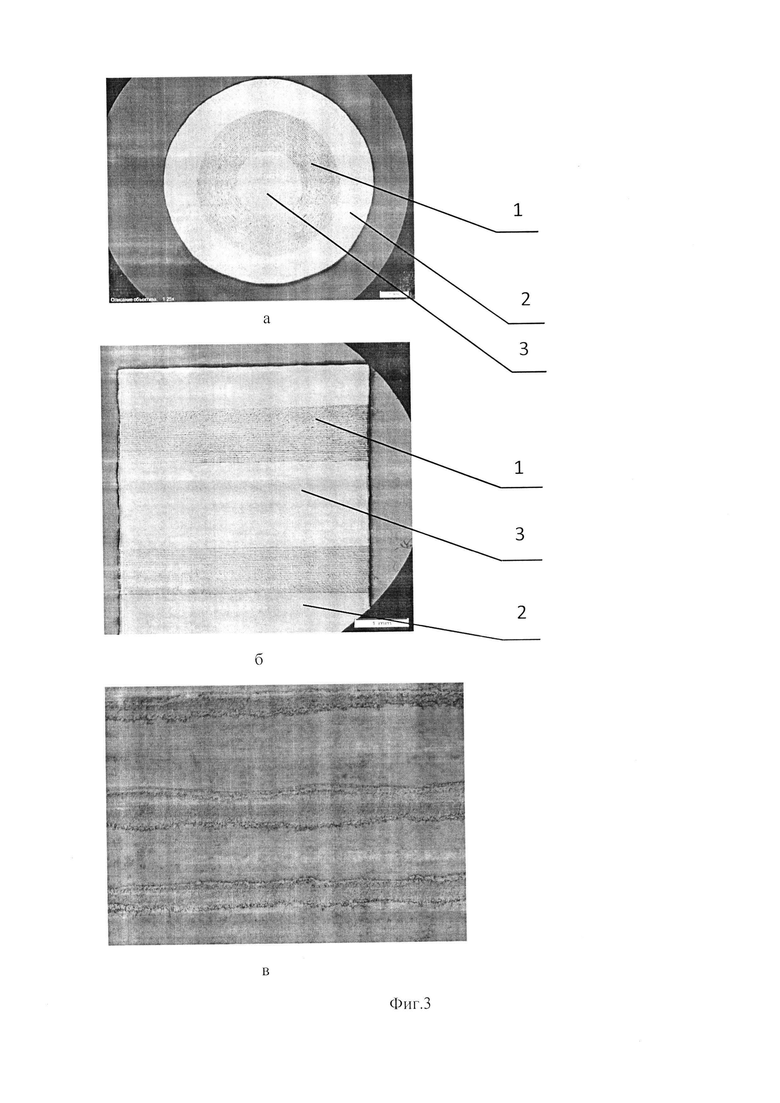
На фиг. 3 приведены фрагменты шлифов мишени стержневого типа:
поперечного шлифа при увеличении 1,25 крат (фиг. 3а) и
продольного шлифа при увеличении 1,25 крат (фиг. 3б) и при увеличении 1000 крат (фиг. 3в).
Сведения, подтверждающие возможность осуществления изобретения.
Пример 1. Мишень пластинчатого типа
Вначале формировали биметаллическую фольгу. Для этого металлический уран с обогащением менее 20%, закаленный из β-фазы, в форме цилиндра диаметром 9 мм и длиной 60 мм, заключили в оболочку, выполненную в виде стакана с крышкой из сплава циркония Э110, которую затем вакуумировали и герметизировали при помощи электронно-лучевой сварки. Полученную биметаллическую заготовку поместили в оболочку из меди, предназначенную для предотвращения окисления циркония и с целью облегчения процесса выдавливания, и произвели герметизацию. Затем с помощью пресса гидравлического выдавили полученную биметаллическую заготовку через фильеру прямоугольного сечения при температуре исходной заготовки 630°С и удалили (стравили) медную оболочку. Выдавленную биметаллическую заготовку 4-5 раз прокатывали (уже при комнатной температуре), после чего проводили термообработку в вакууме при температуре 600°С. Затем заготовку прокатывали еще 4-5 раз и еще раз проводили термообработку в вакууме при температуре 600°С. В итоге полученная биметаллическая фольга представляла собой фольгу из металлического урана с толщиной уранового слоя 30 мкм, размещенную в герметичной оболочке из сплава циркония Э110 толщиной 60 мкм.
После чего фольгу разрезали на пластинки размерами 45×50 мм, которые уложили друг на друга, сформировав таким образом сердечник. Полученный сердечник заключили во внешнюю оболочку, представляющую собой прямоугольный стакан из сплава циркония Э110, затем - в удаляемую впоследствии оболочку из меди. Для предотвращения окисления герметичность обеспечивали приваркой крышки с помощью электронно-лучевой сварки к прямоугольному стакану из сплава циркония Э110. А затем полученную сборку помещали в оболочку из меди и герметизировали. Обжатие такой сборной заготовки производили путем горячей прокатки в валках при температуре 600°С до получения нужного количества и требуемой толщины слоев. После чего заготовку мишени обрезали до размеров, обеспечивающих ее установку требуемым образом в облучательном канале реактора.
На фиг. 1 представлены фрагменты шлифов мишени пластинчатого типа при различном увеличении, где светлые полосы - слои урана, а серые полосы - слои сплава циркония Э110.
Пример 2. Мишень трубчатого типа
Биметаллическую фольгу получали способом аналогичным способу, приведенному в примере 1.
Сердечник изготавливали навивкой биметаллической фольги на основу в виде цилиндрической трубки из сплава Э110. Полученный сердечник помещали во внешнюю оболочку, герметизировали торцы электронно-лучевой сваркой при помощи заглушек, помещали в удаляемую оболочку из меди, герметизировали и выдавливали такую сборную заготовку, нагретую до 630°С, с применением недеформируемой иглы.
Фрагменты поперечного шлифа мишени трубчатого типа при различном увеличении, где на фиг. 2а 1 - сердечник в виде чередующихся слоев урана и сплава циркония, 2 - внешняя оболочка, 3 - основа в виде трубки из сплава циркония, 4 - удаляемая оболочка из меди.
На фиг. 2б светлые полосы - это слои урана, а темные полосы - слои сплава циркония.
Пример 3. Мишень стержневого типа
Биметаллическую фольгу получали способом, аналогичным способу, приведенному в примере 1.
Сердечник изготавливали навивкой биметаллической фольги на основу в виде цилиндрического стержня диаметром 15 мм из сплава циркония Э110. Далее полученный сердечник плотно размещали во внешней оболочке, представляющей собой стакан из сплава циркония Э110, которую герметизировали электронно-лучевой сваркой при помощи крышки. Полученную сборную заготовку поместили в оболочку из меди и также загерметизировали. Затем с помощью пресса гидравлического типа ПА653 осуществили обжатие с удлинением путем выдавливания (прессования) сборной заготовки через фильеру при исходной температуре заготовки 630°С. Стравили удаляемую оболочку из меди и получили мишень. Для уменьшения диаметра мишени до 2,6 мм процесс обжатия продолжили при комнатной температуре, используя волочение с промежуточным отжигом в вакууме при 600°С.
На фиг. 3 приведены фрагменты шлифов мишени стержневого типа при различном увеличении. На фиг. 3а и фиг. 3б 1 - сердечник в виде чередующихся слоев урана и сплава циркония, 2 - внешняя оболочка из сплава циркония, 3 - основа в виде стержня из сплава циркония. На фиг. 3в отчетливо видны серого цвета слои из сплава циркония толщиной (18-20) мкм и более темного цвета слои из урана толщиной (4-7) мкм.
Из фиг. 1-3 видно, что слои не имеют разрывов, равномерны по толщине, и равномерно распределены по сердечнику.
Таким образом, мишени, изготовленные в соответствии с заявляемым способом и представляющие собой чередующиеся слои металлического урана и циркония или его сплавов, обладают высокой радиационной стабильностью за счет существенно более низкого распухания металлического урана. Несмотря на то что по оценочным данным для заявляемых мишеней потери изотопов, не участвующих в наработке, выше, чем у мишени-прототипа, выход количества изотопов у таких мишеней не хуже за счет уменьшения потерь, связанных с их переработкой и выделением из них изотопа.
| название | год | авторы | номер документа |
|---|---|---|---|
| МИШЕНЬ ДЛЯ НАРАБОТКИ ИЗОТОПА Мо | 2010 |
|
RU2476941C2 |
| Способ изготовления мишени для наработки изотопа Мо-99 | 2015 |
|
RU2696000C1 |
| МИШЕНЬ ДЛЯ НАРАБОТКИ ИЗОТОПА МО-99 | 2000 |
|
RU2172532C1 |
| МИШЕНЬ ДЛЯ НАРАБОТКИ ИЗОТОПА МО-99 | 2012 |
|
RU2511215C1 |
| Способ изготовления сплошных биметаллических изделий с сечением квадратной формы | 2015 |
|
RU2618589C2 |
| СПОСОБ ПОЛУЧЕНИЯ АКТИНИЯ-225 И ИЗОТОПОВ РАДИЯ И МИШЕНЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2373589C1 |
| Способ изготовления сплошных биметаллических изделий | 2015 |
|
RU2608119C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАНОСТРУКТУРИРОВАННОЙ МИШЕНИ ДЛЯ ПРОИЗВОДСТВА РАДИОИЗОТОПА МОЛИБДЕНА-99 | 2014 |
|
RU2578039C1 |
| Твэл ядерного реактора | 2018 |
|
RU2691628C1 |
| Способ изготовления мишени из металлического тория для получения радионуклидов | 2024 |
|
RU2835150C1 |
Изобретение относится к способу изготовления мишеней для наработки изотопа 99Мо. Способ изготовления мишени для наработки изотопа 99Мо включает изготовление сердечника на основе фольги, который формируют путем послойной укладки биметаллической фольги или ее навивки на основу из циркония или его сплавов. Фольгу получают следующим образом: металлический уран, закаленный из β-фазы, заключают в герметичную оболочку из циркония или его сплавов, осуществляют горячее выдавливание полученной биметаллической заготовки через фильеру и многократно прокатывают до получения биметаллической фольги, по существу представляющей собой фольгу из металлического урана, размещенную в герметичной оболочке из циркония или его сплавов. Полученный сердечник заключают во внешнюю оболочку из циркония или его сплавов и производят обжатие сборной заготовки до обеспечения диффузионной связи между всеми слоями мишени. Техническим результатом является обеспечение высокой радиационной стабильности мишеней за счет существенно более низкого распухания металлического урана и выход количества изотопов 99Мо не хуже, чем у мишеней с сердечником, полностью изготовленным из металлического низкообогащенного урана. 8 з.п. ф-лы, 3 ил.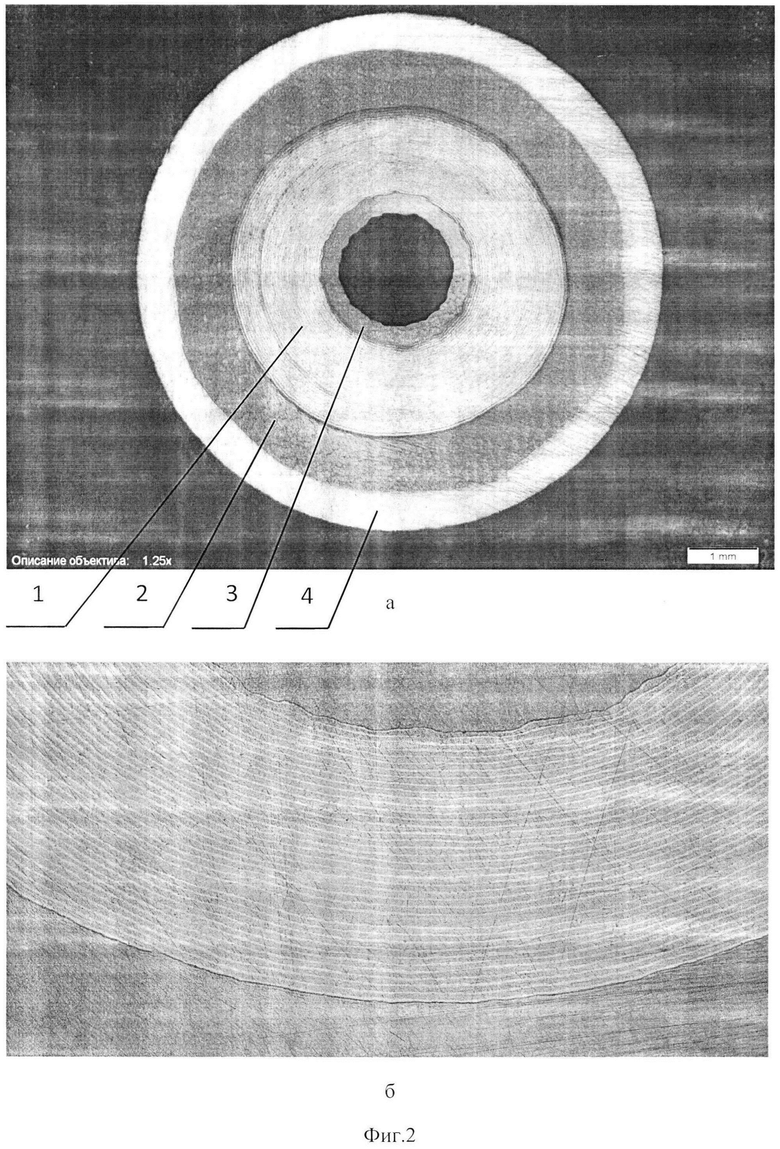
1. Способ изготовления мишени для наработки изотопа 99Мо, включающий изготовление сердечника на основе фольги из металлического урана, заключение его во внешнюю оболочку из циркония или его сплавов с последующим обжатием сборной заготовки, отличающийся тем, что фольгу формируют следующим образом: металлический уран, закаленный из β-фазы, заключают в герметичную оболочку из циркония или его сплавов, осуществляют горячее выдавливание полученной биметаллической заготовки через фильеру и многократно прокатывают до получения биметаллической фольги, по существу представляющей собой фольгу из металлического урана, размещенную в герметичной оболочке из циркония или его сплавов, сердечник формируют путем послойной укладки биметаллической фольги или ее навивки на основу из циркония или его сплавов, а обжатие сборной заготовки проводят с обеспечением диффузионной связи между всеми слоями мишени.
2. Способ по п. 1, отличающийся тем, что горячее выдавливание биметаллической заготовки через фильеру осуществляют при температуре 500÷630°С.
3. Способ по п. 1, отличающийся тем, что обжатие сборной заготовки осуществляют до получения сердечника в виде чередующихся слоев металлического урана толщиной 4÷7 мкм и слоев циркония или его сплавов толщиной 19÷60 мкм.
4. Способ по п. 1, отличающийся тем, что навивку биметаллической фольги осуществляют на основу в виде металлического стержня.
5. Способ по п. 1, отличающийся тем, что навивку биметаллической фольги осуществляют на основу в виде трубки.
6. Способ по п. 1, отличающийся тем, что обжатие сборной заготовки с сердечником, полученным путем послойной укладки биметаллической фольги, производят путем горячей прокатки.
7. Способ по п. 1, отличающийся тем, что обжатие сборной заготовки с сердечником, полученным путем навивки биметаллической фольги на основу из циркония или его сплавов, производят путем выдавливания.
8. Способ по п. 1, отличающийся тем, что в процессе многократной прокатки биметаллической заготовки проводят ее термообработку.
9. Способ по п. 1, отличающийся тем, что обжатие сборной заготовки и выдавливание биметаллической заготовки осуществляют с применением удаляемой оболочки из пластичного металла.
| US 5615238 A, 25.03.1997 | |||
| US 2009274260 A1, 05.11.2009 | |||
| US 2013223578 A1, 29.08.2013 | |||
| RU 2010144805 A, 10.05.2012. |

