Изобретение относится к области цеолитных материалов, которые могут быть использованы в качестве катализаторов в химической и нефтеперерабатывающей промышленности, конкретно для получения низкозастывающего дизельного топлива для наземного транспорта, эксплуатируемого в условиях холодного и арктического климата.
Дизельные фракции, выделяемые из нефти или газоконденсата, как правило, не могут напрямую использоваться в условиях отрицательных температур окружающей среды вследствие неудовлетворительных низкотемпературных характеристик этих фракций (сравнительно высоких температур фильтруемости, застывания и помутнения), обусловленных содержанием в них парафинов нормального строения.
Удаление н-парафинов из дизельных фракций осуществляют различными способами, наиболее эффективным является каталитическая депарафинизация, в том числе с использованием модифицированных цеолитов в качестве катализаторов [Камешков А.В., Гайле А.А. Получение дизельных топлив с улучшенными низкотемпературными свойствами (обзор). Известия Санкт-Петербургского государственного технологического института (технического университета), 2015, №29 (55), 49-60].
Каталитическую депарафинизацию углеводородного сырья обычно проводят с помощью цеолитных катализаторов, имеющих в своем составе платину или палладий. Это связано с тем, что данные металлы катализируют изомеризацию нормальных углеводородов (в то время как кислотные центры цеолитов катализируют крекинг, что сопровождается понижением цетанового числа углеводородных смесей), что приводит к уменьшению образования газообразных продуктов и бензиновых фракций при депарафинизации. Поскольку Pt и Pd чувствительны к сере, содержащейся в сырье, то обязательным условием использования такого процесса является предварительная сероочистка сырья, осуществляемая под действием водорода (гидроочистка). Водород необходим не только на стадии гидроочистки, но и в процессе депарафинизации - для уменьшения коксообразования и восстановления активности Pt или Pd.
Процесс депарафинизации проводят при температуре 320-450°C, давлении 3-8 МПа и объемной скорости подачи сырья 0,5-4,0 ч-1 [Гайнуллин Р.Р., Гизятуллин Э.Т., Солодова Н.Л., Абдуллин А.И. Получение низкозастывающих нефтепродуктов методами депарафинизации. Вестник Казанского технологического университета, 2013, №10 (16), 257-265].
Общим недостатком рассмотренных выше катализаторов является наличие дорогих благородных металлов в их составе, а также необходимость использования водорода при депарафинизации углеводородного сырья с их участием и проведение процесса под давлением, что увеличивает не только стоимость, но и опасность производства.
Известен способ получения низкозастывающих нефтепродуктов путем каталитической депарафинизации нефтяных дистиллятов с использованием в качестве катализатора поливалентной и водородной форм высококремнеземного цеолита со степенью обмена натрия в исходном цеолите на поливалентный катион или смесь поливалентных катионов не менее 50% при суммарной степени обмена не менее 95%. Процесс проводят при температуре 260-380°C [RU 2109792 (1998)]. Недостатками этого способа являются использование водорода (объемное соотношение H2/сырье от 500:1 до 1500:1), невысокая производительность процесса (объемная скорость подачи сырья 2-6 ч-1) и высокое давление (4-5 МПа).
Известен способ получения дизельного топлива, предназначенного для использования в условиях низких температур окружающей среды, предусматривающий проведение депарафинизации сырья с использованием цеолитного катализатора, содержащего систему Al-Со-Мо или Al-Ni-Mo. Депарафинизации на цеолитном катализаторе подвергают среднекипящую дизельную фракцию 240-340°C, а затем продукт смешивают с керосиновой фракцией. Процесс осуществляют при температуре 280-380°C, давлении 3-8 МПа, объемной скорости подачи сырья 0,5-3,0 ч-1, объемном соотношении водородсодержащий газ/сырье от 250:1 до 1500:1 [RU 2381259 (2010)]. Недостатками этого способа являются использование водорода, невысокая производительность и высокое давление.
Известен способ депарафинизации смеси углеводородов дизельной фракции 200-360°C с температурой застывания минус 14°C с использованием цеолитного катализатора в отсутствие водорода. Согласно этому способу для депарафинизации используют алюмосиликатные, галлосиликатные, галлоалюмосиликатные, железоалюмосиликатные, хромалюмосиликатные цеолиты со структурой типа ZSM-5, ZSM-11, ZSM-12, ZSM-22, ZSM-23, ZSM-35, ZSM-48, морденит, BETA, обработанные растворами органических или неорганических кислот (могут быть дополнительно обработаны соединениями металлов II или III группы Периодической системы) и прокаленные. Катализаторы не содержат связующих веществ [RU 2261266 (2005)].
Депарафинизацию проводят при массовых расходах не более 20 ч-1 (в примерах 3-16 ч-1), при температуре не ниже 200°C (в примерах 240-350°C), давлении не более 3,0 МПа (в примерах 0,8-2,0 МПа) и получают высокий выход депарафинизированных фракций (84-93%) с температурой застывания не выше минус 30°C.
Указанный способ [RU 2261266 (2005)] наиболее близок к заявляемому способу по существенным признакам, поэтому выбран в качестве прототипа.
Недостатками способа-прототипа являются использование порошкообразных цеолитов, что приводит к трудностям на этапе фильтрации при получении катализаторов, и быстрая потеря активности катализаторов в ходе депарафинизации, на что косвенно указывает незначительное время отбора депарафинизата - от 3 до 7 ч после начала процесса.
Задачей настоящего изобретения является создание активного и стабильного цеолитного катализатора и использование его для эффективной безводородной депарафинизации углеводородного сырья, обеспечивающей возможность получения дизельного топлива, функционирующего в условиях низких температур окружающей среды.
Поставленная задача решается цеолитным катализатором для безводородной депарафинизации углеводородного сырья, содержащим модифицированный фторидом цинка алюмосиликатный цеолит ZSM-5 с мольным отношением SiO2/Al2O3 от 23 до 80 и связующее, в качестве которого используют оксид алюминия или оксид кремния, причем содержание цинка в катализаторе составляет 1,5-5,0 мас. %, а ионов натрия - менее 0,1 мас. %. Модифицирование фторидом цинка включает два этапа - выдерживание цеолита в водном растворе соли цинка и последующую обработку полученной цинковой формы цеолита водным раствором фторида аммония - и проводится дважды.
Модифицированию фторидом цинка подвергают гранулированную смесь цеолита со связующим, в которой содержание цеолита составляет 50-80 мас. %.
Поставленная задача решается также заявляемым способом безводородной депарафинизации углеводородного сырья, включающим пропускание сырья с температурой выкипания от 160 до 360°С, например дизельного топлива, через проточный реактор с неподвижным слоем цеолитсодержащего катализатора при повышенных температуре и давлении, при этом используют заявляемый катализатор, охарактеризованный выше.
В качестве углеводородного сырья используют также тяжелую дизельную фракцию с температурой начала кипения 240-270°С, выделенную при разгонке дизельного топлива с температурой выкипания от 160 до 360°С. В этом случае после проведения депарафинизации продукт объединяют с полученной при разгонке дизельного топлива легкой керосиновой фракцией.
Углеводородное сырье пропускают над катализатором с массовой скоростью 5-40 ч-1 при температуре 270-450°С и давлении 0,1-2,0 МПа.
Заявляемый катализатор разработан на основе высококремнеземного цеолита, относящегося к структурному типу MFI (ZSM-5). Модифицирование цеолита проводят методом многостадийного кластерного синтеза (МКС), характеризующегося введением активирующего катализатор фторида цинка в два этапа. Такое проведение процесса модифицирования позволяет, во-первых, максимально равномерно распределять металл (цинк) по поверхности цеолита и, во-вторых, регулировать его количество. Для равномерного распределения цинка по поверхности цеолита использовано известное свойство цеолитов - способность к ионному обмену. В цеолитах за эту способность отвечает элемент со степенью окисления +3, в случае ZSM-5 алюминий, который в силу особенностей синтеза цеолита достаточно равномерно распределен по его поверхности.
На первом этапе модифицирования обрабатывают цеолит 0,1-0,5 М водным раствором соли цинка: Zn(NO3)2, ZnCl2 или Zn(OAc)2 - при 80°C в течение 1-2 ч. При этом происходит замена катиона (Н+, Na+, NH4+), компенсирующего заряд кристаллической решетки в исходном цеолите, на катион цинка. После проведения ионного обмена проводят фильтрацию и промывку цеолита деионизированной водой. В результате ионного обмена цинк располагается на катионообменных позициях цеолита и, следовательно, максимально равномерно распределяется по его поверхности. В соответствии с настоящим изобретением операцию ионного обмена предпочтительно проводить однократно.
Вторым этапом модифицирования является обработка полученной на первом этапе цинковой формы цеолита 0,1-2,0 н. водным раствором фторида аммония, который фиксирует цинк на поверхности цеолита в виде нерастворимого в воде фторида цинка, при 20-80°C в течение 2-24 ч. Как и в случае ионного обмена, обработку цеолита фторидом аммония предпочтительно проводить однократно.
Роль фторида аммония сводится не только к осаждению цинка на ионообменных позициях цеолита. Обработка цеолита ZSM-5 фторидом аммония изменяет его кислотные свойства. Не ограничивая настоящее изобретение какой-либо теорией, отметим, что устойчивость катализатора к коксованию прежде всего зависит от состояния внешней поверхности кристаллов цеолита. В идеальном случае эта поверхность должна быть свободна от любых каталитических центров, способствующих коксообразованию, поскольку блокирование коксом внешней поверхности кристаллов прекращает диффузию реагентов ко всем каталитическим центрам во внутренних каналах и полостях цеолита. Образование кокса внутри кристаллов цеолита происходит значительно медленнее в связи со стерическими ограничениями, накладываемыми малыми диаметрами каналов цеолита. В водном растворе фторид аммония частично гидролизован, причем из-за летучести аммиака равновесие постепенно, особенно при нагревании, сдвигается в сторону образования кислого фторида аммония. Известно, что алюминий и кремний обладают высоким сродством к фторид-иону в кислой среде. Авторы настоящего изобретения предполагают, что обработка цинксодержащего цеолита водным раствором фторида аммония приводит к деалюминированию прежде всего внешней поверхности цеолита, поскольку концентрация F~ в растворе поддерживается на постоянно низком уровне. Фторидную обработку следует проводить уже после введения цинка в цеолит, поскольку только в этом случае с внешней поверхности кристаллов цеолита полностью удаляются не только нежелательные алюминий-, но и цинксодержащие внекаркасные фазы, обладающие свойствами Льюисовых кислот и способствующие коксообразованию.
Последовательность, включающая два этапа - введение цинка в цеолит ионным обменом и реакцию с фторидом аммония, составляет один цикл МКС. Проведение от одного до трех циклов МКС позволяет получить катализатор, содержащий от 1,5 до 5,0 мас. % цинка и обладающий повышенной активностью и стабильностью. Наиболее предпочтительным является катализатор, полученный путем двухкратного двухэтапного модифицирования цеолита фторидом цинка.
Для облегчения фильтрации на стадии получения катализатора, улучшения механических свойств и придания катализатору необходимой формы при использовании в стационарных реакторах в его состав вводят 20-50 мас. % неорганического связующего, в качестве которого используют оксид алюминия или кремния. В соответствии с настоящим изобретением, исходным материалом для изготовления катализаторов служит высушенная и прокаленная гранулированная смесь цеолита со связующим, то есть модифицирование цеолита фторидом цинка проводят после введения связующего, формовки, сушки и прокаливания гранул.
Заявляемый катализатор используют в реакциях депарафинизации углеводородного сырья с интервалом выкипания 160-360°С, в частности дизельного топлива, а также тяжелых дизельных фракций с температурой начала кипения 240-270°С.
Выбор конкретных условий процесса осуществляют исходя из характеристик сырья, требуемой степени его превращения (низкотемпературных свойств продукта), длительности межрегенерационных периодов и экономических требований к процессу.
Использование высоких массовых скоростей выгодно с экономической точки зрения, однако для достижения при этом конверсий сырья, наблюдаемых при использовании низких скоростей, требуются более высокие температуры проведения процесса. При высоких температурах значительно ускоряется коксообразование, что приводит к сокращению межрегенерационных периодов.
Повышение рабочего давления процесса оказывает незначительное влияние на степень превращения сырья. Обычно рабочее давление выбирают исходя из технологических и экономических требований к аппаратурному оформлению производства, а также учитывая свойства используемого сырья (агрегатное состояние при данном давлении).
В настоящем изобретении углеводородное сырье с температурой выкипания от 160 до 360°C (или от 240-270 до 360°C) пропускают через проточный реактор над неподвижным слоем заявляемого катализатора с массовой скоростью 5-40 ч-1 при температуре 270-450°C и давлении 0,1-2,0 МПа.
При переработке дизельного топлива (с температурой выкипания от 160 до 360°C) катализат разделяют на газовую, бензиновую и целевую депарафинизированную дизельную фракции. При использовании тяжелой фракции дизельного топлива (с температурой начала кипения 240-270°C) целевой продукт получают компаундированием выделенной после проведения процесса депарафинизированной дизельной фракции с легкой (керосиновой) частью дизельного топлива (с температурой конца кипения 240-270°C). Такой подход позволяет не только увеличить выход целевого продукта и производительность процесса, но и снизить потери цетанового числа при переработке, так как в депарафинизированном продукте остается больше н-парафинов.
После проведения депарафинизации углеводородного сырья по настоящему изобретению его низкотемпературные характеристики улучшаются: температура помутнения понижается с -9 до -38…-58°C.
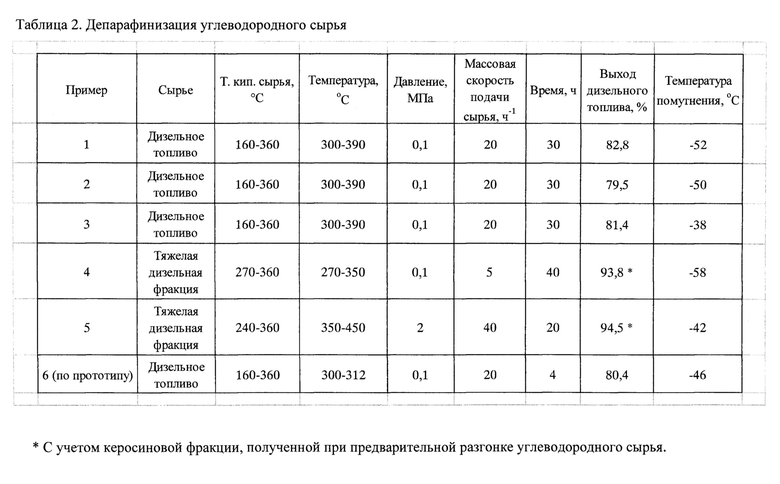
Ниже представлены конкретные примеры реализации предложенной группы изобретений, начиная с этапа приготовления заявляемого катализатора и заканчивая проведением с его использованием процесса депарафинизации углеводородного сырья. В качестве сырья было использовано дизельное топливо с интервалом выкипания 160-360°C, плотностью 822 кг/м3 и температурой помутнения минус 9°C. Полученные результаты сведены в табл. 1, 2.
Пример 1
К 20 г гранул, состоящих из 70% цеолита NH4-ZSM-5, имеющего мольное отношение SiO2/Al2O3, равное 50, и 30% Аl2O3 в качестве связующего, добавляют 100 г 0,1 М раствора нитрата цинка. Ионный обмен проводят при температуре 80°C в течение 1 ч. Раствор декантируют, оставшиеся гранулы промывают один раз 100 мл горячей (80°C) дистиллированной воды. К гранулам добавляют 100 мл 1,0 н. раствора фторида аммония и выдерживают в течение 2 ч при температуре 80°C. Раствор декантируют, оставшиеся гранулы снова промывают один раз 100 мл горячей (80°C) дистиллированной воды. Операции ионного обмена, промывки водой и обработки фторидом аммония повторяют еще раз. Полученные гранулы промывают горячей (80°C) дистиллированной водой (3×100 мл) и сушат сначала на воздухе в течение 12 ч, затем при 120°C в течение 6 ч, после чего прокаливают в муфельной печи при 600°C в течение 6 ч. Анализ, %: Zn 2,8; Na<0,01.
В реактор проточной каталитической установки помещают 1,5 г фракции 0,1-1,8 мм полученного катализатора и продувают его азотом со скоростью 50 мл/мин в течение 1 ч при 300°C. Подачу азота прекращают, при температуре 300°C и давлении 0,1 МПа начинают подачу дизельного топлива со скоростью 0,61 мл/мин (20 ч-1 мас.). Процесс проводят при повышении температуры со скоростью 3°C/ч в течение 30 ч.
Собранный за 30 ч жидкий продукт (858 г) подвергают фракционной разгонке, в качестве дизельной отбирают фракцию, выкипающую в интервале 160-360°C. Выход депарафинизированного дизельного топлива 745 г (82,8%), то есть 497 г на 1 г катализатора. Температура помутнения минус 52°C.
Пример 2
К 20 г гранул, состоящих из 70% цеолита NH4-ZSM-5, имеющего мольное отношение SiO2/Al2O3, равное 50, и 30% Al2O3 в качестве связующего, добавляют 100 г 0,1 М раствора нитрата цинка. Ионный обмен ведут при температуре 80°C в течение 1 ч. Раствор декантируют, оставшиеся гранулы промывают один раз 100 мл горячей (80°C) дистиллированной воды. К гранулам добавляют 100 мл 1,0 н. раствора фторида аммония и выдерживают в течение 2 ч при температуре 80°C. Раствор декантируют, оставшиеся гранулы снова промывают горячей (80°C) дистиллированной водой (3×100 мл) и сушат сначала на воздухе в течение 12 ч, затем при 120°C в течение 6 ч, после чего прокаливают при 600°C в течение 6 ч. Анализ, %: Zn 1,8; Na<0,01.
Процесс депарафинизации ведут, как описано в примере 1.
Собранный за 30 ч жидкий продукт (840 г) подвергают фракционной разгонке, в качестве дизельной отбирают фракцию, выкипающую в интервале 160-360°C. Выход депарафинизированного дизельного топлива 716 г (79,5%), то есть 477 г на 1 г катализатора. Температура помутнения минус 50°C.
Пример 3
К 20 г гранул, состоящих из 70% цеолита NH4-ZSM-5, имеющего мольное отношение SiO2/Al2O3, равное 50, и 30% Al2O3 в качестве связующего, добавляют 100 г 0,1 М раствора нитрата цинка. Ионный обмен ведут при температуре 80°C в течение 1 ч. Раствор декантируют, оставшиеся гранулы промывают один раз 100 мл горячей (80°C) дистиллированной воды. К гранулам добавляют 100 мл 1,0 н. раствора фторида аммония и выдерживают в течение 2 ч при температуре 80°C. Раствор декантируют, оставшиеся гранулы снова промывают один раз 100 мл горячей (80°C) дистиллированной воды. Операции ионного обмена, промывки водой и обработки фторидом аммония повторяют еще два раза. Полученные гранулы промывают горячей (80°C) дистиллированной водой (3×100 мл) и сушат сначала на воздухе в течение 12 ч, затем при 120°C в течение 6 ч, после чего прокаливают при 600°C в течение 6 ч. Анализ, %: Zn 4,9; Na<0,01.
Процесс депарафинизации ведут, как описано в примере 1.
Собранный за 30 ч жидкий продукт (887 г) подвергают фракционной разгонке, в качестве дизельной отбирают фракцию, выкипающую в интервале 160-360°C. Выход депарафинизированного дизельного топлива 733 г (81,4%), то есть 489 г на 1 г катализатора. Температура помутнения минус 38°C.
Пример 4
К 20 г гранул, состоящих из 50% цеолита H-ZSM-5, имеющего мольное отношение SiO2/Al2O3, равное 23, и 50% Аl2O3 в качестве связующего, добавляют 100 г 0,5 М раствора ацетата цинка. Ионный обмен ведут при температуре 60°C в течение 2 ч. Раствор декантируют, оставшиеся гранулы промывают один раз 100 мл горячей (80°C) дистиллированной воды. К гранулам добавляют 100 мл 0,1 н. раствора фторида аммония и выдерживают в течение 24 ч при температуре 20°C. Раствор декантируют, оставшиеся гранулы снова промывают один раз 100 мл горячей (80°C) дистиллированной воды. Операции ионного обмена, промывки водой и обработки фторидом аммония повторяют еще раз. Полученные гранулы промывают горячей (80°C) дистиллированной водой (3×100 мл) и сушат сначала на воздухе в течение 12 ч, затем при 120°C в течение 6 ч, после чего прокаливают при 600°C в течение 6 ч. Анализ, %: Zn 3,2; Na<0,01.
Подвергают фракционной разгонке 1399 г дизельного топлива и получают 599 г (42,8%) фракции 160-270°C и 800 г (57,2%) кубового остатка (фракция 270-360°C).
В реактор проточной каталитической установки помещают 4,0 г фракции 0,1-1,8 мм полученного катализатора и продувают его азотом со скоростью 50 мл/мин в течение 1 ч при 300°C. Подачу азота прекращают, при температуре 270°C и давлении 0,1 МПа начинают подачу кубового остатка после фракционирования дизельного топлива со скоростью 0,39 мл/мин (5 ч-1 мас.). Процесс проводят при повышении температуры со скоростью 2°C/ч в течение 40 ч.
Собранный за 40 ч жидкий продукт (790 г) подвергают фракционной разгонке и получают 713 г дизельной фракции, выкипающей в интервале 160-360°C.
Дизельную фракцию катализата объединяют с фракцией 160-270°C и получают 1312 г (93,8% в расчете на исходное дизельное топливо) депарафинизированного дизельного топлива, то есть 328 г на 1 г катализатора, с температурой помутнения минус 58°C.
Пример 5
К 20 г гранул, состоящих из 80% цеолита Na-ZSM-5, имеющего мольное отношение SiO2/Al2O3, равное 80, и 20% SiO2 в качестве связующего, добавляют 100 г 2 М раствора хлорида цинка. Ионный обмен ведут при температуре 80°C в течение 2 ч. Раствор декантируют, оставшиеся гранулы промывают горячей (80°C) дистиллированной водой (2×100 мл). К гранулам добавляют 100 мл 2 н. раствора фторида аммония и выдерживают в течение 4 ч при температуре 50°C. Раствор декантируют, оставшиеся гранулы промывают горячей (80°C) дистиллированной водой (2×100 мл). Операции ионного обмена, промывки водой и обработки фторидом аммония повторяют еще раз. Полученные гранулы промывают горячей (80°C) дистиллированной водой (3×100 мл) и сушат сначала на воздухе в течение 12 ч, затем при 120°C в течение 6 ч, после чего прокаливают при 600°C в течение 6 ч. Анализ, %: Zn 1,5; Na 0,09.
Подвергают фракционной разгонке 1091 г дизельного топлива и получают 291 г (26,7%) фракции 160-240°C и 800 г (73,3%) кубового остатка (фракция 240-360°C).
В реактор проточной каталитической установки помещают 1,0 г фракции 0,1-1,8 мм полученного катализатора и продувают его азотом со скоростью 50 мл/мин в течение 1 ч при 350°C. Подачу азота прекращают, при температуре 350°C и давлении 2,0 МПа начинают подачу кубового остатка после фракционирования дизельного топлива со скоростью 0,79 мл/мин (40 ч-1 мас.). Процесс проводят при повышении температуры со скоростью 5°C/ч в течение 20 ч.
Собранный за 20 ч жидкий продукт (793 г) подвергают фракционной разгонке и получают 740 г дизельной фракции, выкипающей в интервале 160-360°C.
Дизельную фракцию катализата объединяют с фракцией 160-270°C и получают 1032 г (94,5% в расчете на исходное дизельное топливо) депарафинизированного дизельного топлива, то есть 1032 г на 1 г катализатора, с температурой помутнения минус 42°C.
Пример 6 (по прототипу, но с добавлением связующего)
К 20 г порошкообразного цеолита H-ZSM-5 с мольным отношением SiO2/Al2O3, равным 50, добавляют 100 г 0,1 М раствора сульфосалициловой кислоты. Смесь кипятят при перемешивании в течение 6 ч. Суспензию фильтруют, осадок на фильтре промывают горячей (80°C) дистиллированной водой (4×60 мл), затем выгружают, смешивают с бемитом (Al(O)OH) (из расчета достижения 30%-ного содержания сухого Al2O3 в катализаторе) и экструдируют в цилиндры диаметром 2 мм. Полученные гранулы сушат на воздухе в течение 12 ч, затем при 120°C в течение 6 ч, после чего прокаливают в муфельной печи при 600°C в течение 6 ч. Анализ, %: Na<0,01.
В реактор проточной каталитической установки помещают 5,0 г фракции 0,1-1,8 мм катализатора и продувают его азотом со скоростью 50 мл/мин в течение 1 ч при 300°C. Подачу азота прекращают, при температуре 300°C и давлении 0,1 МПа начинают подачу дизельного топлива со скоростью 2,03 мл/мин (20 ч-1 мас.). Процесс проводят при повышении температуры со скоростью 3°C/ч в течение 4 ч.
Собранный за 4 ч жидкий продукт (390 г) подвергают фракционной разгонке, отбирая фракцию, выкипающую в интервале 160-360°C. Выход депарафинизированного дизельного топлива 322 г (80,5%), то есть 64 г на 1 г катализатора. Температура помутнения минус 46°C.
Анализ сведений, приведенных в примерах осуществления изобретения, показывает следующее.
Проведение депарафинизации углеводородного сырья приводит к значительному улучшению его низкотемпературных характеристик: температура помутнения понижается с -9 до -38…-58°C (табл. 2).
Оптимальным является катализатор, полученный в результате проведения двух циклов МКС, а не одного или трех: при его использовании для депарафинизации углеводородного сырья наблюдается самый высокий выход и наилучшие низкотемпературные свойства целевого депарафинизированного продукта (примеры 1-3).
При проведении процесса депарафинизации в одинаковых условиях и на одном и том же сырье выход целевого продукта при использовании катализатора по настоящему изобретению выше, а низкотемпературные свойства лучше, по сравнению с прототипом (примеры 1 и 6).
Производительность процесса депарафинизации углеводородного сырья по настоящему изобретению (477-497 г продукта на 1 г катализатора) в 7,5-7,8 раза выше, чем по прототипу (64 г продукта на 1 г катализатора), что указывает на высокую активность и стабильность заявляемых катализаторов (примеры 1-3 и 6).
Катализатор по изобретению позволяет использовать большую массовую скорость подачи сырья (40 ч-1), чем в прототипе (до 20 ч-1) (примеры 5 и 6).
Фракционирование углеводородного сырья с температурой выкипания от 160 до 360°C с выделением легкой и тяжелой фракций, проведение депарафинизации тяжелой фракции и объединение полученного депарафинизата с легкой фракцией позволяют увеличить как производительность процесса, так и выход целевого продукта по сравнению с использованием нефракционированного углеводородного сырья (примеры 1 и 4, 5).
Техническим результатом изобретения является создание нового цеолитного катализатора для безводородной депарафинизации углеводородного сырья, обеспечивающего повышение производительности процесса, увеличение выхода целевого депарафинизированного продукта с улучшенными низкотемпературными характеристиками.

| название | год | авторы | номер документа |
|---|---|---|---|
| КАТАЛИЗАТОР, СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ И УСТАНОВКА ДЛЯ БЕЗВОДОРОДНОЙ ДЕПАРАФИНИЗАЦИИ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2016 |
|
RU2642058C1 |
| КАТАЛИЗАТОР И СПОСОБ КАТАЛИТИЧЕСКОЙ БЕЗВОДОРОДНОЙ ДЕПАРАФИНИЗАЦИИ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2021 |
|
RU2782791C1 |
| ЦЕОЛИТНЫЙ КАТАЛИЗАТОР ДЕПАРАФИНИЗАЦИИ И СПОСОБ ДЕПАРАФИНИЗАЦИИ | 2016 |
|
RU2617684C1 |
| СПОСОБ ГЛУБОКОЙ ПЕРЕРАБОТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2021 |
|
RU2778128C1 |
| КАТАЛИЗАТОР, СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ И ПРОЦЕСС ГИДРОИЗОМЕРИЗАЦИИ ДИЗЕЛЬНОГО ТОПЛИВА | 2013 |
|
RU2536585C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО БЕНЗИНА И/ИЛИ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ С НИЗКИМ СОДЕРЖАНИЕМ БЕНЗОЛА | 2009 |
|
RU2425091C1 |
| КАТАЛИЗАТОР И СПОСОБ ГИДРОИЗОМЕРИЗАЦИИ НОРМАЛЬНЫХ УГЛЕВОДОРОДОВ С5-С8 С ЕГО ИСПОЛЬЗОВАНИЕМ | 2017 |
|
RU2658018C1 |
| КОМПОЗИЦИЯ ДЛЯ КАТАЛИЗАТОРА КОНВЕРСИИ УГЛЕВОДОРОДОВ | 2011 |
|
RU2581043C2 |
| ЦЕОЛИТСОДЕРЖАЩИЙ КАТАЛИЗАТОР, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ ПРЕВРАЩЕНИЯ АЛИФАТИЧЕСКИХ УГЛЕВОДОРОДОВ C-C И МЕТАНОЛА В ВЫСОКООКТАНОВЫЙ БЕНЗИН И АРОМАТИЧЕСКИЕ УГЛЕВОДОРОДЫ | 2009 |
|
RU2478007C2 |
| ЦЕОЛИТСОДЕРЖАЩИЙ КАТАЛИЗАТОР, СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ ТОПЛИВ С ИСПОЛЬЗОВАНИЕМ ЭТОГО КАТАЛИЗАТОРА | 2007 |
|
RU2382814C2 |
Группа изобретений относится к цеолитсодержащим материалам и их использованию в качестве катализаторов. Предложен катализатор безводородной депарафинизации углеводородного сырья, в частности дизельного топлива, на основе гранулированной смеси алюмосиликатного цеолита ZSM-5 с мольным отношением SiO2/Al2O3, равным 23-80, со связующим (Al2O3 или SiO2), модифицированной фторидом цинка до 1,5-5,0%-ного содержания цинка, характеризующийся остаточным содержанием ионов натрия менее 0,1%. Модифицирование фторидом цинка проводится в два этапа - ионным обменом в водном растворе соли цинка, после чего обрабатывают полученную цинковую форму цеолита водным раствором фторида аммония, причем указанное модифицирование осуществляют дважды. Предложен также способ депарафинизации углеводородного сырья с использованием заявленного катализатора. Реализация предложенной группы изобретений обеспечивает повышенную активность и стабильность катализатора, повышение выхода качественного целевого продукта при депарафинизации сырья с увеличением производительности процесса. 2 н. и 3 з.п. ф-лы, 2 табл., 6 пр.
1. Цеолитный катализатор для безводородной депарафинизации углеводородного сырья, содержащий модифицированный фторидом цинка алюмосиликатный цеолит ZSM-5 с мольным отношением SiO2/Al2O3 от 23 до 80 и связующее, в качестве которого используют оксид алюминия или оксид кремния, при этом содержание цинка в катализаторе составляет 1,5-5,0%, а ионов натрия - менее 0,1%, отличающийся тем, что модифицирование фторидом цинка проводят в два этапа: сначала выдерживают цеолит в водном растворе соли цинка, после чего обрабатывают полученную цинковую форму цеолита водным раствором фторида аммония, причем указанное модифицирование осуществляют дважды.
2. Катализатор по п. 1, отличающийся тем, что модифицированию фторидом цинка подвергают гранулированную смесь цеолита со связующим, в которой содержание цеолита составляет 50-80%.
3. Способ безводородной депарафинизации углеводородного сырья, включающий пропускание сырья с температурой выкипания от 160 до 360°С, например дизельного топлива, через проточный реактор с неподвижным слоем цеолитсодержащего катализатора при повышенных температуре и давлении, отличающийся тем, что в качестве катализатора используют катализатор по п. 1 или 2.
4. Способ по п. 3, отличающийся тем, что депарафинизации подвергают тяжелую дизельную фракцию с температурой начала кипения 240-270°С, выделенную при разгонке дизельного топлива с температурой выкипания от 160 до 360°С, а затем полученный депарафинизат объединяют с выделенной при разгонке дизельного топлива легкой керосиновой фракцией.
5. Способ по п. 3 или 4, отличающийся тем, что углеводородное сырье пропускают над катализатором с массовой скоростью 5-40 ч-1 при температуре 270-450°С и давлении 0,1-2,0 МПа.
| КАТАЛИЗАТОР ДЛЯ ПРЕВРАЩЕНИЯ АЛИФАТИЧЕСКИХ УГЛЕВОДОРОДОВ C-C И/ИЛИ АЛИФАТИЧЕСКИХ КИСЛОРОДСОДЕРЖАЩИХ СОЕДИНЕНИЙ C-C, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО БЕНЗИНА ИЛИ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2008 |
|
RU2372988C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦЕОЛИТА | 2004 |
|
RU2276656C2 |
| US 3700585 A, 24.10.1972 | |||
| US 20070297975 A1, 27.12.2007. | |||

