Настоящее изобретение относится к области нефтепереработки, конкретно, к способу переработки углеводородного сырья путем безводородной депарафинизации, гидродепарафинизации и изодепарафинизации на гетерогенных бифункциональных цеолитсодержащих металлокомплексных катализаторах (ГБЦМК), протекающих в процессе парового каталитического жидкофазного окислительного гидрокрекинга (КЖОГ).
В условиях постоянного развития нефтяной отрасли важнейшей задачей на современном этапе является повышение глубины переработки нефти, направленной на повышение выхода низкозастывающих светлых нефтепродуктов, особенно востребованных в северных районах нашей страны. В настоящее время в России потребность в зимнем и арктическом дизельном топливе составляет 40% от общего производимого объема в соответствии прогнозами Министерства энергетики потребность низкозастывающего дизельного топлива ежегодно увеличивается, примерно на 2% от суммарного выпуска (Зайков А.В., Чернышова Е.А., Хавкин В.А., Гуляева Л.А, Виноградова Н.А. «Особенности гидрирования полициклических ароматических углеводородов в условиях получения низкозастывающего дизельного топлива», ж. «Нефтепереработка и нефтехимия», №5, 2012 г., с. 23-27).
При этом ресурсы нефтяного сырья, используемого для получения низкозастывающих нефтепродуктов (малопарафинистые нефти нафтенового основания), практически исчерпаны.
Поэтому возникла необходимость в переработке и получении указанных нефтепродуктов из парафинистых нефтей. Ухудшение низкотемпературных свойств получаемых нефтяных дистиллятов (как прямогонных, так и вторичного происхождения), обусловлено присутствием в дистиллятных фракциях нормальных и слаборазветвленных парафинов, а также нафтеновых углеводородов с длинными боковыми цепями. Поэтому понижение температуры застывания, а также предельной температуры фильтруемости и помутнения, приводит к быстрому снижению подвижности нефтяных дистиллятов, структурообразованию и выпадению осадка.
Требуемые показатели низкозастывающих характеристик зимних и арктических моторных топлив достигаются в результате снижения высококипящих парафинов нормального строения при оптимальном соотношении с низкокипящими н-парафинами С10-C15 углеводородами изостроения и моноциклическим ароматическим углеводородами, которые являются растворителями высококипящих н-парафинов (Современное состояние производства низкозастывающих дизельных топлив на заводах России, Т.Н. Митусова, В.А. Хавкин, А.Н. Гуляева Н.Э., Виноградова Н., «Мир нефтепродуктов», вестник нефтяных компаний, 2012. №2, с 6-8).
Для производства низкозастывающих дизельных топлив с улучшенными низкотемпературными свойствами в процессе его производства, на основании имеющихся в литературе теоретических данных о химизме и механизме, целесообразно включить при переработке нефти и тяжелых остатков процессы каталитической депарафинизации, гидродепарафинизации, изодепарафинизации, углубляющие переработку нефти и позволяющие получать низкозастывающие дизельное топливо.
Таким образом, на современном этапе развития нефтепереработки предприятия начали коренную модернизацию производства, во-первых, в направлении углубления переработки нефти, во-вторых, улучшения качества товарных нефтепродуктов путем внедрения процессов, углубляющих переработку нефти и повышающих качество получаемых нефтепродуктов.
Особенно быстрое развитие процессы депарафинизации получили в последнее десятилетие в связи с разработкой метода синтеза и бифункционального катализа, и промышленным освоением производства высококремнеземных цеолитов ZSM-5, ZSM-22, ZSM-23, ZSM-35, ZSM-48, SAPO-11, SAPO-41 с внутрикриталлическими парами, доступными для проникновения углеводородов с диаметром молекул не более 5А (Есипенко Е.А., Мартиросов Р.А.. Гончаренко А.Д., Дорогочинский А.З. Каталитическая гидродепарафинизация нефтяных реакций. М/: ЦНИИТЭнергохим, 1982, 58 с.).
Благодаря высокому силикатному модулю цеолиты обладают высокой термической стабильностью и кислотностью. Что позволяет осуществлять процессы каталитической депарафинизации, гидродепарафинизации и изодепарафинизации в мягких температурных условиях. Уникальные особенности строения и конфигурации пор вышеуказанного цеолита, позволяют избирательно сорбировать на поверхности катализатора нормальные и слаборазветвленные углеводороды, в частности, в процессе каталитической депарафинизации, гидродепарафинизации и изодепарафинизации углеводородного сырья, нефтяных и газоконденсатных дизельных фракций с температурой начала кипения 240-360°С. Процессы депарафинизации, гидродепарафинизации и изодепарафинизации проводят в присутствии бифункциональных катализаторов, имеющих цеолитсодержащую основу, которая обеспечивает кислотные центры катализатора и обеспечивает селективность процессов изомеризации, гидроизомеризации путем генерирования карбониевых ионов. В результате данные цепочки н-парафинов преобразуются в изопарафины, улучшая свойства текучести перерабатываемого нефтяного сырья.
Бифункциональный катализатор состоит из двух видов активных компонентов, из вышеуказанной цеолитсодержащей подложки, а также центра металлизации в порах цеолита в виде нерастворимых в воде соединений, таких как Со, W, Fe, Zn, Ni, Mo, оксид бора и оксида фосфора, сочетании двух и более этих металлов в составе одного катализатора: Ni-W, Ni-Mo, Co-W и т.д. связующей SiO2/Al2O3s имеющий мольное соотношение в пределах 50/80.
Согласно патенту RU 2225433, получение низкозастывающих нефтяных фракций, в том числе, дизельных фракций, путем обработки в среде водорода, в присутствии катализатора по патенту RU 2183505, включающего смесь цеолита типа BYZCM -5 и гидрирующих металлов: вольфрама и/или молибдена, никеля или кобальта. Процесс осуществляется при температуре 240-380°С, объемной скорости подачи сырья 1,0-2,0 час-1, соотношении водородсодержащий газ: сырье 400-1500 нм3/м3, давлении водорода 3МПа.
Известен способ (патент RU 2527283) гидродепарафинизации углеводородного сырья - дизельного топлива, в присутствии бифункционального катализатора, содержащего подложку цеолита EU-2, имеющий кислотные центры и один из металлов, входящих в группу металлов VI, VIII и представлен палладием или платиной, а также дополнительно содержит по меньшей мере один из сокатализаторов, отобранных из металлов I и II групп в условиях реакции при температуре 250-420°С, парциальном давлении водорода 200 атмосфер, объемной скорости жидкого потока 0,1-10-1 ч и скорости течения потока водорода 250-10,000 станд. фут3/барр.
Во всех вышеуказанных технологиях используется гидроочищенное углеводородное сырье в виде летнего дизельного дистиллята и проводят процесс депарафинизации и изодепарафинизации в среде водорода с использованием гидрирующих благородных металлов: платины, рения, а также гидрирующих переходных металлов (6-20%), никеля, вольфрама и/или молибдена (RU 2549617) в качестве носителя (60-80%) используются смеси высококремнеземных цеолитов, содержащие тройную смесь из цеолитов: широкопористого фошазита - ультрастабильного USY, среднепористого ZSM-12 или ZSM-22, а также пентасила ЦВМ или ZSM-11, при содержании кислотных центров в цеолитах в диапазоне 350-1030 мкмоль/г в соотношении (ZSM-12 или ZSM-22):(ЦВМ или ZSM-11) (1-2):(3-4):(1-4), в качестве связующего содержит оксид алюминия (до 100%) и дополнительно содержащий промотор 0,5-4,0% оксида бора или оксида фосфора.
Изодепарафинизацию гидроочищенного дизельного дистиллята проводят при температуре 250-400°С, давлении 2-5 МПа, объемной скорости подачи сырья 2-4 ч-1 при соотношении Н2/сырье, равном 400-1200 нм3/м3.
Способ гидродепарафинизации для всех вышеуказанных процессов депарафинизации с использованием в виде сырья прямогонных дизельных дистиллятов с температурой помутнения 5-11°С в присутствии бифункциональных катализаторов, позволяет получать низкозастывающие дизельные топлива с температурой фильтруемости -35°С и ниже до минус 40-45°С.
Общим и основным недостатком вышеуказанных изобретений является необходимость ведения процесса под давлением, что увеличивает не только стоимость производства, но и его опасность.
Известен способ безводородной депарафинизации (RU 2261266) с использованием цеолитов (алюмосиликаты, галлосиликаты, галоалюмосиликаты, хромосиликаты со структурой типа ZSM-5, ZSM-11, ZSM-22, ZSM-23, ZSM-35, ZSM-48, морденит, Вета), которые обработаны растворами органических или неорганических кислот, а также могут быть обработаны соединениями металлов II-III групп периодической системы.
Использование такого типа катализаторов для проведения безводородного гидрокрекинга, в том числе селективной депарафинизации вызывает быструю потерю активности катализатора (через 5-7 часов после начала процесса).
Известен процесс безводородной депарафинизации углеводородного сырья (дизельного топлива или дизельной фракции 160-360°С, RU 2642058) с использованием в качестве катализатора, состоящего из алюмосиликатного цеолита ZSM-5, характеризующегося мольным соотношением SO2/Al2O3, равным 23-80, модифицированного оксидом цинка 1,0-4,0 масс. %, который после прокалки при температуре 300-600°С обработан раствором фторида аммония. Связующим данного катализатора в количестве 20-50% является оксид алюминия или кремния.
В данном способе исходное углеводородное сырье подвергается предварительной фракционной разгонке с выделением керосиновой фракции и тяжелой дизельной фракции с температурой начала кипения 240-270°С.
На депарафинизацию направляют тяжелую дизельную фракцию с последующим выделением из катализата дизельной фракции с интервалом выкипания от 160-360°С и ее объединения с керосиновой фракцией, предварительно выделенной на стадии фракционной разгонки. Процесс депарафинизации тяжелого дизельного топлива осуществляют при температуре 270-400°С, давлении 0,1-0,2 МПа с массовой скоростью подачи сырья 5-40 ч-1, в результате выход низкозастывающего дизельного топлива после процесса депарафинизации тяжелого дизельного топлива при температуре 300-312 составляет 80% масс., температуре помутнения -46°С, а при температуре процесса депарафинизации 340-450°С составляет 92,8% масс. при температуре помутнения -58°С. Данное техническое решение принято нами за прототип.
В данном изобретении в процессе безводородной депарафинизации в присутствии модифицированного алюмосиликатного цеолита ZSM-5, который характеризуется мольным соотношением SiO2/Al2O3, равным 23/80, модифицированного оксидом цинка в массе катализатора, нормально слабораз-ветленные парафиновые углеводороды тяжелого дизельного топлива подвергаются конверсии на низкомолекулярные и предельные и непредельные углеводороды, при этом включая парафиновые и ароматические углеводороды, которые изомеризуются. Структурно-групповой и фракционный состав получаемого дизельного топлива обеспечивает его низкотемпературные характеристики, такие как температура застывания, помутнения, фильтруемости.
Недостатками вышеуказанного прототипа является то, что сопутствующий процесс гидрокрекинга парафиновых и ароматических углеводородов за счет их частичного коксования вызывает значительное падение активности катализатора в течение всего процесса. Поскольку эффективность процесса депарафинизации и гидродепарафинизации дизельного топлива оценивается по выходу, температуре застывания, помутнения депарафинизированного дизельного топлива. В данном патенте этот недостаток процесса не обсуждается. Это является одним из существенных недостатков данного изобретения. Кроме того, одной из главных проблем промышленного внедрения данного процесса является то, что для его внедрения требуются большие материальные затраты на строительство и ввод дополнительной установки, состоящей из дорогостоящего оборудования и требует сложного обслуживания.
Основным недостатком является то, что в качестве сырья процессов депарафинизации и гидродепарафинизации используется только тяжелая дизельная фракция, которая значительно отличается по своему углеводородному составу от нефти и тяжелого нефтяного депарафинизата (ТНД).
В основу настоящего изобретения положена задача создания процесса депарафинизации, гидродепарафинизации, изодепарафинизации, изомеризации, олигомеризации (алкилирования) углеводородного сырья, применяемых и получаемых в процессе парового каталитического жидкофазного окислительного гидрокрекинга нефти и ТНД для получения качественных светлых нефтепродуктов.
Процессы депарафинизации, гидродепарафинизации, изодепарафинизации, изомеризации и олигомеризации (алкилирования) парового КЖОГ позволят преобразовать химический состав исходного сырья: нефти и ТНД, увеличить степень его использования и, следовательно, повысить глубину переработки нефти путем выхода целевых фракций в среднем на 10-12%, а также рационально использовать производственные мощности и увеличить энергоэффективность производства.
Развитие процессов депарафинизации, гидродепарафинизации, изодепарафинизации, изомеризации и олигомеризации (алкилирования) парового КЖОГ открывает широкие возможности для варьирования углеводородного состава получаемых топлив с созданием высокоактивных селективных гетерогенных бифункциональных цеолитсодержащих металлокомплексных катализаторов, обеспечивающих селективное расщепление, гидрокрекинг, изомеризацию, гидроизомеризацию, олигомеризацию высокомолекулярных парафиновых углеводородов нефти и ТНД.
Задача предлагаемого изобретения: увеличение глубины переработки углеводородного сырья.
Поставленная задача решается предлагаемым способом глубокой переработки углеводородного сырья путем безводородной депарафинизации парового каталитического жидкофазного окислительного гидрокрекинга, при этом, подачу углеводородного сырья осуществляют в два последовательных проточных реактора, связанных трубопроводами между собой и нагревательной, теплообменной, холодильной, ректификационной и стабилизационной аппаратурой: в реактор Р-1 с массовой скоростью 3,18-7,41 ч-1 при температуре 380-385°С, давлении 0,04-0,06 МПа подают нефть, а в реактор Р-2 с куба реактора Р-1 подают тяжелый нефтяной депарафинизат при температуре 435-445°С и давлении 0,06-0,08 МПа с массовой скоростью 1,35-2,91 ч-1, в условиях одновременной подачи перегретого водяного пара с температурой не ниже 450°С, расходом в количестве 0,3-0,4 кг на килограмм сырья при подаче в Р-1 - нефти, а при подаче в тяжелый нефтяной депарафинизат - 0,50-0,55 кг на килограмм сырья; процесс ведут в проточном режиме при контакте с гетерогенными бифункциональными цеолитсодержащими металлокомплексными катализаторами трех типов ГБЦМК-1,2,3, содержащими: алюмосиликатный цеолит ZSM-5, оксид алюминия в соотношении 50:50 и, дополнительно, в ГБЦМК-1,2 - металлы II, V и VIII групп периодической системы, в ГБЦМК-3 - металлы II, V, VI и VIII групп периодической системы, а также дополнительно промоторы: в ГБЦМК-1,2 - оксид фосфора, в ГБЦМК-3 - оксид бора, обладающими разной активностью и селективностью к процессам и расположенными в трех зонах реакторов Р-1 и Р-2 по всей их высоте в виде отдельных слоев.
Технический результат изобретения: увеличение выхода светлых нефтепродуктов до 86,7%.
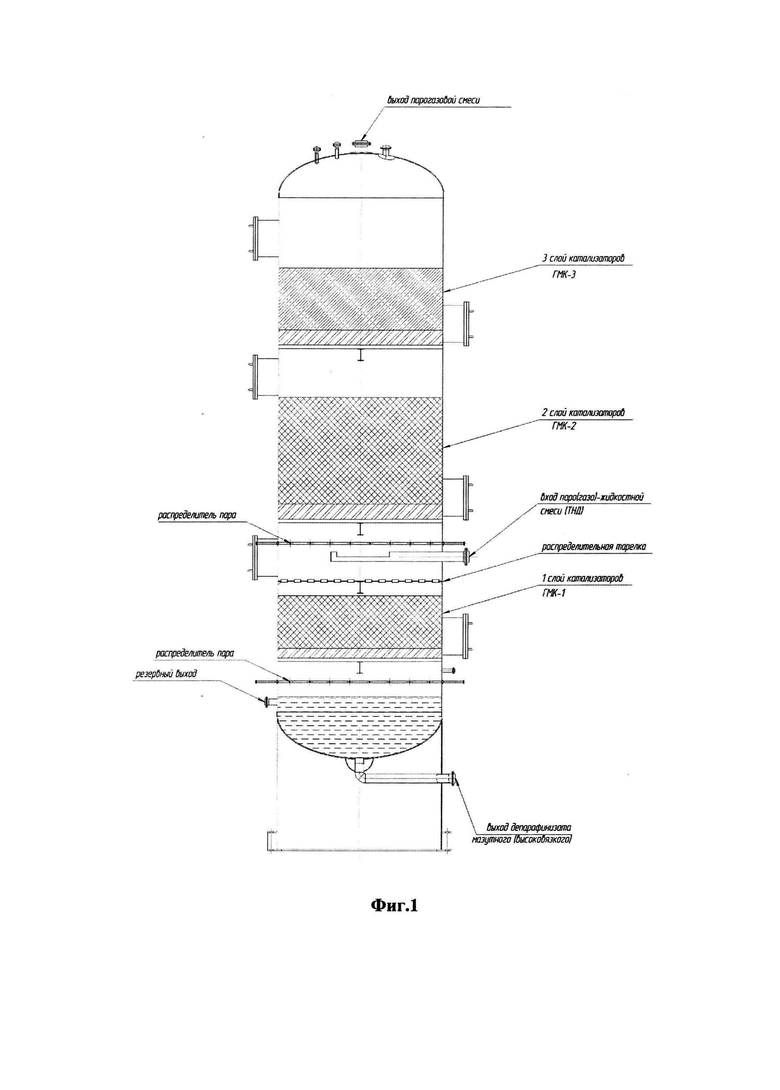
Указанный технический результат достигается путем применения трех типов селективных гетерогенный бифункциональных цеолитсодержащих металлокомплексных катализаторов ГБЦМК - 1,2,3 различной активности и селективности и размещенных в трех зонах по всей высоте реакторов Р-1 и Р-2 (фиг. 1), применяемых в процессах депарафинизации, гидродепарафинизации, изодепарафинизации, а также изомеризации и олигомеризации (алкилирования) в паровом КЖОГ нефти и ТНД, выходящего с низа реактора Р-1.
Вышеуказанные процессы предлагается проводить, используя установку несложного аппаратурного оформления безводородной депарафинизации углеводородного сырья.
Основным оборудованием установки являются: реактор Р-1 процесса каталитической депарафинизации, гидродепарафинизации, изодепарафинизации парового КЖОГ нефти и реактор Р-2 для проведения процесса каталитической депарафинизации, гидродепарафинизации, изодепарафинизации парового КЖОГ ТНД, получаемого в процессе каталитической депарафинизации, гидродепарафинизации, изодепарафинизации нефти в реакторе Р-1.
В каждом реакторе находится три слоя бифункциональных катализаторов с разной активностью и селективностью процессов депарафинизации, гидродепарафинизации, изодепарафинизации, изомеризации и олигомеризации, имеющие в своем составе металлы, выполняющие гидрирующую/дегидрирующую функции, а также функцию селективного гидрокрекинга парафинов нормального строения, цеолиты, являющиеся кислотными центрами катализатора для получения глубокоизомеризованных продуктов без значительного разложения сырья.
Катализаторы ГБЦМК-1,2 в Р-1 и Р-2 депарафинизации, гидродепарафинизации, изодепарафинизации в процессе парового КЖОГ нефти и ТНД должны обеспечить функцию селективной депарафинизации, гидродепарафинизации, гидрокрекинга парафинов нормального строения.
Катализатор ГБЦМК-3 в Р-1 и Р-2 для изодепарафинизации в паровом КЖОГ должен обладать высокой активностью и селективностью в процессах гидроизомеризации, изомеризации и олигомеризации без значительного разложения сырья для получения глубокоизомеризованных нефтепродуктов.
Катализаторы включают смесь высококремнеземных цеолитов β, γ и ZSM-5 алюмосиликатного, железоалюмосиликатного и хромоалюмосиликатного состава металлов, отобранных из групп I,II,V,VI, VIII и промоторов -оксида бора или фосфора.
Для каждого реактора Р-1 и Р-2 изготовлены три типа катализатора ГБЦМК-1,2,3 различного химического состава, активности и селективности и расположены отдельно в трех сообщающихся между собой зонах реактора в виде трех слоев (по всей высоте реакторов, фиг. 1).
Катализатор в первой зоне в кубе реакторов Р-1 и Р-2 работает в жидкофазной среде подаваемого углеводородного сырья на верх слоя ГБЦМК-1 и перегретого водяного пара, подаваемого с низа Р-1 и Р-2. В условиях парового КЖОГ нефти и ТНД на ГБЦМК-1 в реакторах Р-1 и Р-2 процессы депарафинизации, гидродепарафинизации, изодепарафинизации и др. сопровождаются процессами гидрокрекинга предельных парафиновых углеводородов с получением олефиновых мономеров.
Во второй зоне реакторов Р-1 и Р-2 по высоте катализаторы ГБЦМК-2 работают в парогазовой среде и селективны к протеканию процессов, в большей степени, процессов гидродепарафинизации и изодепарафинизации, изомеризации и олигомеризации. В этих условиях в парогазовой среде процессы гидродепарафинизации, изодепарафинизации и изомеризации значительно преобладают над процессом гидрокрекинга нормальных многоатомных парафинов.
В третьей зоне реакторов Р-1 и Р-2 в паровой среде катализаторы ГБЦМК-3 в большей степени селективны к процессам изодепарафинизации, изомеризации и олигомеризации наряду с протекающими процессами гидроизомеризации. Процесс алкилирования протекает в большей степени мономерных олефинов и короткоцепочных углеводородов, таким образом, снижаются потери в виде углеводородных газов.
Задача, положенная в основу настоящего изобретения, решается также с помощью конструкции реакторов Р-1 и Р-2 парового КЖОГ процесса депарафинизации, гидродепарафинизации и изодепарафинизации углеводородного сырья, содержащие три последовательно расположенных и сообщающихся между собой реакционные зоны, где расположены катализаторы.
Первая реакционная зона реакторов имеет средства подачи сырья и перегретого водяного пара, катализатор обеспечивает, наряду с протеканием процессов депарафинизации, гидродепарафинизации, изодепарафинизации и гидроизомеризации, сравнительно глубокий гидрокрекинг сырья.
Во второй зоне реакторов катализаторы обеспечивают протекание большей селективностью процессы гидродепарафинизации, изодепарафинизации, гидроизомеризации, изомеризации и олигомеризации и мягкий гидрокрекинг высокомолекулярных углеводородов.
В третьей зоне реакторов, имея средство вывода получаемых светлых нефтепродуктов из реактора, катализаторы обладают высокой избирательностью к процессу гидроизомеризации, изомеризации и олигомеризации (алкилирования), обеспечивая образование олефинового олигомерного продукта, обеспечивающего низкое газообразование, снижается давление в реакторе.
Применение такой конструкции реакторов обеспечивает возможность регулирования расхода и давления подачи сырья, температуры сырья в каждой зоне реактора, давление и температура перегретого пара, таким образом обеспечивая давление и температуры в каждой зоне расположенных катализаторов в реакторах, что на практике позволяет практически полную остановку протекания процесса гидрокрекинга в третьей зоне реакторах, соответственно, обеспечивая возможность низкого газообразования и низкого коксообразования при сравнительно высокой степени конверсии сырья.
Каждая реакционная зона реакторов выполнена с возможностью загрузки катализатора, обеспечивающая среднее время пребывания реакционной смеси, позволяющая получить необходимую глубину конверсии углеводородного сырья при ограничении образования короткоцепочных углеводородов и твердых остатков, соответственно низкое газообразование и коксообразование.
Кроме того, конструкция реактора является простой для промышленного исполнения. Соответственно, изготовление данного реактора требует низких затрат, что означает низкий порог рентабельности, мощности, т.е. данный реактор может быть использован при низкой мощности по сырью (на каждом мини НПЗ).
Даже незначительное изменение технологических режимов процесса депарафинизации, гидродепарафинизации и изодепарафинизации парового КЖОГ нефти и ТНД в реакторах оказывает значительное влияние на ассортимент получаемых светлых нефтепродуктов. Поскольку в данном процессе конструкция реактора является очень важной составной частью данного процесса, в котором на поверхности катализатора протекают многостадийные процессы депарафинизации, гидродепарафинизации, изодепарафинизации, гидрокрекинга, гидроизомеризации, изомеризации и олигомеризации др., меняя углеводородный состав получаемых светлых нефтепродуктов.
Очень важным основным фактором по выполнению задачи настоящего изобретения является подача перегретого водяного пара с температурой не ниже 450°С. Такая температура перегретого водяного пара является достаточной для инициирования ион-радикалов Н⋅ и ОН⋅ для протекания процессов депарафинизации, гидродепарафинизации, изодепарафинизации, гидроизомеризации, изомеризации и олигомеризации. Указанная температура перегретого пара является достаточной, т.е. сырью не сообщается избыточное количество энергии, которое может вызвать повышенное образование коротко-цепочных углеводородов и увеличение энергетических затрат процесса.
Согласно настоящему изобретению, кратность подачи перегретого водяного пара к сырью составляет 0,3-0,4 кг в процессе депарафинизации парового КЖОГ нефти и 0,45-0,5 кг в процессе депарафинизации парового КЖОГ ТНД на 1 кг сырья. Данное соотношение указанных выше параметров сырья и перегретого водяного пара достаточно для обеспечения функции инициирования процессов депарафинизации, гидродепарафинизации, изодепарафинизации нефтяного сырья и достаточно для обеспечения функции ингибирования реакции поликонденсации, поскольку скорости молекул перегретого водяного пара очень высоки, обладают низкой вязкостью и высокой диффузионной способностью к надмолекулярным структурам и асфальтенам нефтяных дисперсных системам, к тому же перегретый водяной пар является эффективной средой для распределения тепла по всему объему реактора, предотвращающий локальные перегревы и снижающий парциальное давление продуктов при протекании всех вышеуказанных процессов, предотвращая образование карбонизированных высокомолекулярных веществ.
При этом данное количество перегретого водяного пара обеспечивает постоянную реакционную стабильность катализаторов, обеспечивая их реактивацию, и не оказывает отрицательного влияния на целевые реакции.
Применяемые средства: реакторы, катализаторы, перегретый водяной пар и определенные технологические условия (температура подачи сырья и пара, время контакта, количество перегретого водяного пара) обеспечивают разрушение низкомолекулярных структур в составе сырья при протекании процессов гидрокрекинга, гидродепарафинизации, гидроизомеризации, изомеризации и олигомеризации парового КЖОГ как нефти, так и ТНД.
Парафины с длинной цепью вместе с ароматическими соединениям путемгидрокрекинга, гидродепарафинизации, гидроизомеризации, изомеризации, а также олигомеризации превращаются в нефтепродукты, которые являются менее воскообразными и обладают более низкой вязкостью, фильтруемостью, застыванием и помутнением.
Таким образом, протекающие процессы депарафинизации, гидродепарафинизации, изодепарафинизации парового КЖОГ способны производить массовое молекулярное преобразованием любого углеводородного сырья (нефти и ТНД):
- гидрокрекинг приводит к расщеплению длинноцепочных углеводородов;
- дегидроциклизация обеспечивает раскрытие циклических соединений;
- изомеризация обеспечивает получение парафинов разветвленного строения;
- гидроизомеризация гидрирует олефины ароматических, полиароматических нафтеновых углеводородов ион-радикалом водорода перегретого водяного пара;
- гидродепарафинизация проводит избирательное гидрокрекирование длинноцепочных углеводородов.
Все вышеуказанные каталитические процессы депарафинизации, гидродепарафинизации, изодепарафинизации парового КЖОГ предназначены для улучшения текучести углеводородного сырья при низких температурах. Реализация всего комплекса технологических процессов депарафинизации парового КЖОГ нефтяных углеводородов позволяет получать не только стабильно низкотемпературные нефтяные дистилляты (по помутнению -44-46,5°С и застыванию -60-68°С), но и увеличить глубину переработки нефтяного сырья до 86,7%.
Кроме вышеуказанных достоинств, в данном процессе осуществляется процесс жидкофазного окисления сульфид-иона, тиофенов и тиоцикленов. Эти серосодержащие соединения обладают большим родством к поверхности катализаторов, содержащих активный кислород, который взаимодействует с ними с образованием «сульфонового» комплекса.
Последний вследствие низкой термической стабильности в условиях каталитически-окислительной конверсии углеводородного сырья разлагается с образованием SO2., который частично десорбируется на стадии разделения товарных фракций методом ректификации.
Таким образом, в процессах депарафинизации, гидродепарафинизации и изодепарафинизации парового КЖОГ нефти и ТНД наблюдается механизм гидроочистки, что позволяет сократить содержание серы в получаемых нефтепродуктах и обеспечивает повышенную селективность при производстве светлых нефтепродуктов в диапазоне легких и средних дистиллятов при низком газообразовании, что позволяет увеличить выход целевого продукта.
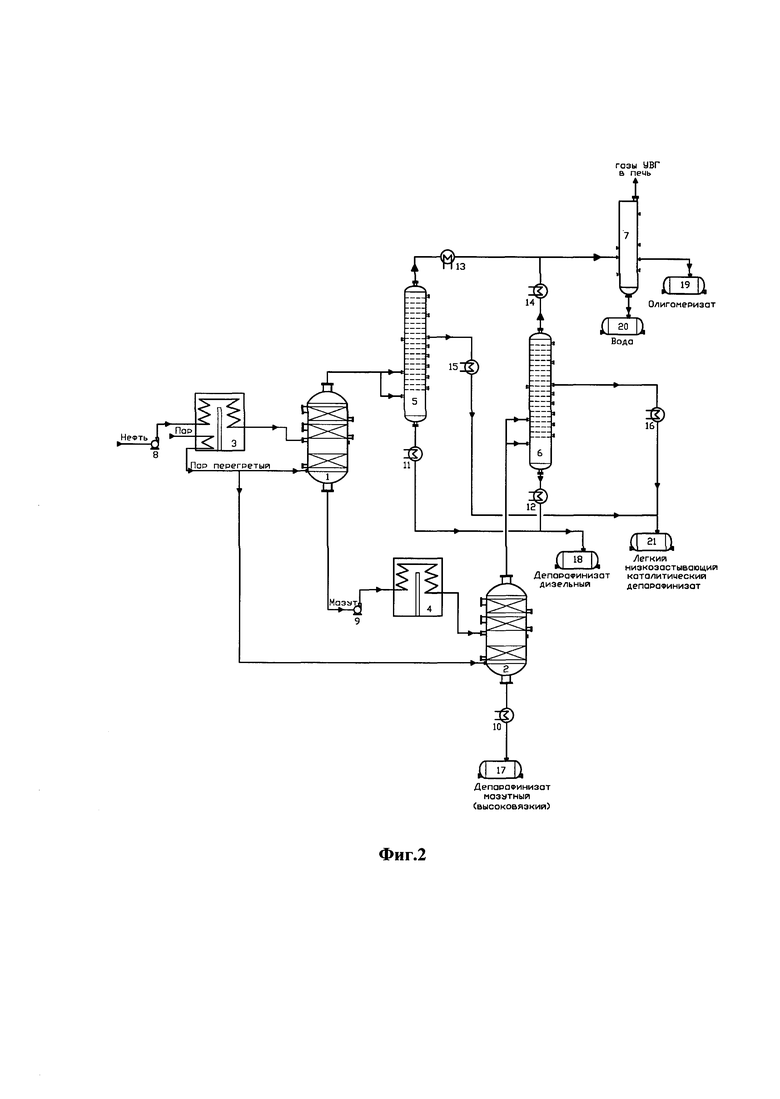
На фиг. 2 представлена технологическая схема переработки углеводородного сырья (нефти и ТНД) методом депарафинизации, гидродепарафинизации и изодепарафинизации парового КЖОГ, где основным оборудованием является:
1. Реактор Р-1 для переработки нефти.
2. Реактор Р-2 для переработки ТНД, получаемого в Р-1.
3. Печь П-1 нагрева нефти, подаваемой в Р-1, и перегрев водяного пара, подаваемого в Р-1 и Р-2.
4. Печь П-2 для нагрева ТНД с куба реактора Р-1.
5. Колонна ректификации РК-1.
6. Колонна ректификации РК-2.
7. Сепаратор С-1 для выделения олигомеризата.
8. Насос Н-1 подачи нефти в П-1.
9. Насос Н-2 подачи ТНД в П-2.
10. Теплообменник Т-1 охлаждения смеси паров депарафинизата мазутного из Р-2.
11. Теплообменник Т-2 охлаждения депарафинизата дизельного из РК-1.
12. Теплообменник Т-3 охлаждения депарафинизата дизельного из РК-2.
13. Теплообменник Т-4 охлаждения олигомеризата из РК-1.
14. Теплообменник Т-5 охлаждения олигомеризата из РК-2.
15. Теплообменник Т-6 охлаждения легкого низкозастывающего каталитического депарафинизата (ЛНКД) из РК-1.
16. Теплообменник Т-7 охлаждения ЛНКД из РК-2.
17. Емкость Е-1.
18. Емкость Е-2.
19. Емкость Е-3.
20. Емкость Е-4.
21. Емкость Е-5.
Заявленная установка работает следующим образом (фиг. 2). Углеводородное сырье (нефть) подается насосом Н-1 в печь П-1 для нагрева до температуры 380-385°С. Из печи нефть поступает в реактор Р-1 на верх первого слоя катализатора ГБЦМК-1, расположенного в 1-ой зоне куба реактора.
Данный катализатор ГБЦМК-1 работает в жидкофазной среде - в слое нефти, подвергающейся процессам депарафинизации, гидродепарафинизации, изодепарафинизации парового КЖОГ при постоянной подаче с низа реактора острого перегретого пара с температурой не менее 450°С в количестве 0,35-0,4 кг на килограмм сырья. Образовавшиеся пары углеводородных фракций поднимаясь на верх реактора, проходя через 2-ой слой ГБЦМК-2 подвергаются процессам депарафинизации, мягкому гидрокрекингу, гидродепарафинизации, изодепарафинизации, гидроизомеризации и олигомеризации. Проходя через слой катализатора ГБЦМК-3, пары углеводородов подвергаются в основном, гидроизомеризации, изомеризации и олигомеризации.
После охлаждения поступает в куб ректификационной колонны РК-1, где происходит разделение смеси углеводородов на олигомеризат, легкий низкозастывающий каталитический депарафинизат (ЛНКД) и депарафинизат дизельный.
Олигомеризат, охлаждаясь в Т-4, поступает в сепаратор С-1, ЛНКД, охлаждаясь в Т-6, поступает в емкость Е-5.
Депарафинизат дизельный, охлаждаясь в Т-2, поступает в емкость Е-2.
ТНД из куба Р-1 насосом Н-2 поступает в П-2, где происходит его нагрев до температуры 435-440°С, при постоянной подаче перегретого пара под слой ГБЦМК-1, подаваемого из П-1 с температурой не ниже 450° в количестве 0,45-0,50 кг на килограмм ТНД. ТНД поступает на верх первого слоя ГБЦМК-1 процесса депарафинизации, гидродепарафинизации и гидрокрекинга, расположенного в первой зоне (кубе) реактора Р-2, который способен стабильно работать в жидкофазной среде ТНД. Образовавшаяся смесь паров ЛНКД и депарафинизата дизельного проходят в начале через второй слой ГБЦМК-2, селективного в процессах депарафинизации, гидродепарафинизации, изодепарафинизации, мягкого гидрокрекинга, гидроизомеризации, а затем поступает на третий слой ГБЦМК-3, селективный в процессах гидроизомеризации, изомеризации и олигомеризации (алкилирования).
Полученная смесь олигомеризата, ЛНКД и депарафинизата дизельного, с верха реактора Р-2, поступает в куб ректификационной колонны РК-2, где происходит их разделение. Олигомеризат из колонны РК-2 через теплообменник Т-5 поступает в сепаратор С-1, ЛНКД, охлаждаясь в Т-7, поступает в емкость Е-5, депарафинизат дизельный куба колонны РК-2, охлаждаясь в Т-3, поступает в сепаратор С-2.
Вышеуказанная компоновка установки по переработке углеводородного сырья - нефти (любого качества) с использованием двух реакторов, соединенных последовательно, конструкция которых позволяет использовать (каждый) три слоя катализаторов ГБЦМК-1,2,3 различной селективности в процессах депарафинизации, гидродепарафинизации и изодепарафинизации парового КЖОГ, расположенных в разных зонах по высоте реакторов Р-1 и Р-2, позволяет получить низкозастывающий депарафинизат дизельный зимних и арктических сортов с температурой застывания ниже -55°С. При этом позволяет увеличить выход светлых фракций до 86,7°С при сравнительно низких общих газовых потерях не более 3%.
Предлагаемый способ депарафинизации, гидродепарафинизации и изодепарафинизации парового КЖОГ нефтяного сырья, с применением вышеуказанной установки и гетерогенных металлокомплексных катализаторов без применения в своем составе благородных металлов платиновой группы, позволяет проводить вышеуказанные процессы почти при атмосферном давлении (не превышающем 0,075 МПа), с применением перегретого водяного пара с температурой не ниже 450°С.
Использование перегретого острого водяного пара с температурой не ниже 450°С в процессе КЖОГ повышает безопасность процессов, повышает селективность и исключает процесс регенерации гетерогенных металлоком-плексных катализаторов.
Данное изобретение решает задачу создания способа производства олигомеризата (алкилата) ТУ 19.20.23-013-15666578-2019, легкого низкозастывающего каталитического депарафинизата (ЛНКД) ТУ 19.20.26-019-15666578-2020 или депарафинизата дизельного ТУ 19.20.28-020-15666578-2020.
В процессе переработки углеводородного сырья (нефти и ТНД) в присутствии катализаторов ГБЦМК-1,2,3, имеющих в своем составе высококремнеземный алюмосиликатный цеолит ZSM-5, связующий оксид алюминия, гидрирующий переходные металлы: никель или висмут, молибден и/или вольфрам, оксиды железа, цинка, порообразующие, фазообразующие промоторы бор или фосфор, или их смесь. Введение в катализаторы ГБЦМК-1,2,3 всех или некоторых активных вышеуказанных элементов в массу цеолита ZSM-5 и оксида алюминия позволяет получать катализаторы с гидрокрекирующей, депарафинизирующей, гидродепарафинизирующей, гидроизомеризирующей и олигомеризирующей структурой.
Использование в качестве порообразующих и фазообразующих алюмосиликатных компонентов аморфного и кристаллического строения, равного геометрическому размеру входного окна в катализаторах, позволяет организовать избирательную адсорбцию углеводородов нефтяного сырья различных классов на поверхности катализаторов ГБЦМК-1,2,3 и в результате проводить реакции селективной депарафинизации, гидродепарафинизации, изодепарафинизации, гидродепарафинизации, гидроизомеризации, изомеризации и олигомеризации и обеспечивать высокие активность и глубину переработки нефти.
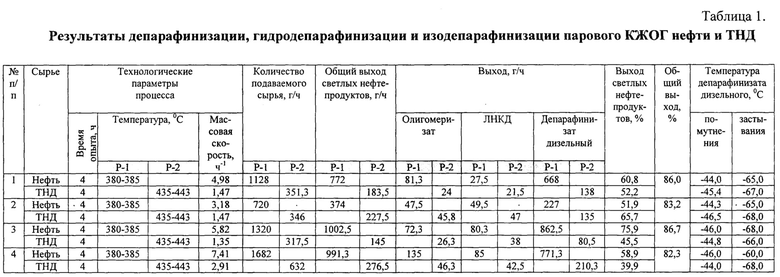
Ниже представлены конкретные примеры осуществления заявленного способа. Результаты депарафинизации, гидродепарафинизации и изодепарафинизации парового КЖОГ и ТНД представлены в таблице 1.
Пример 1.
В реактор Р-1 и Р-2 поместили три слоя катализатора: ГБЦМК-1 в количестве 93 г в кубе реактора Р-1, который включает в свой состав цеолит ZCM-5, оксид алюминия, аморфный алюмосиликат, полученный при смешении силикагеля и оксихлорида алюминия в массовом соотношении (60-80), гидрирующие переходные металлы: никель, вольфрам, оксиды железа и цинка, промотор фосфор.
В середине реактора Р-1 поместили катализатор ГБЦМК-2 в количестве 83 г, который включает в свой состав все вышеуказанные компоненты, за исключением вольфрама, вместо которого содержит молибден без добавки оксида железа, вместо фосфора бор.
В верхней части Р-1 расположили катализатор ГБЦМК-3 в количестве 50 г, который содержит в своем составе гидрирующие и алкилирующие переходные металлы: кобальт, молибден, оксид цинка и промотор бор.
Перед подачей нефти с плотностью 0,856 г/дм3 катализаторы в реакторе Р-1 продувались азотом при прогревании в течение 1-го часа. По достижении температуры в реакторе 300-350°С в реактор Р-1 подавался перегретый пар при температуре 450°С в количестве 0,3-0,4 мл/мин. По достижении температуры в реакторе 380-385°С подавалась нефть насосом Н-1 в реактор Р-1 на верх первого слоя катализатора ГБЦМК-1 со скоростью 18,8 г/мин в течении 4-ех часов при одновременной подаче острого перегретого водяного пара (1,5 мл/мин) при температуре не ниже 450°С.
В течение 1-го часа работы в реактор было подано 1128,0 г нефти.
С верха реактора Р-1 после охлаждения в холодильнике была отобрана смесь углеводородов - олигомеризата, ЛНКД и депарафинизата дизельного в количестве 772 г/ч. После ректификационной разгонки данной смеси было получено 81,3 г/ч олигомеризата (ТУ 19.20.23-13-15666578-2019) с концом кипения 150°С и 27,5 г/ч ЛНКД (ТУ 19.20.26-019-1566678-2020) с концом кипения 205°С и 668 г/ч депарафинизата дизельного (ТУ 19.20.28-020-15666578-2020) с концом кипения 350°С.
ТНД из куба Р-1 с плотностью 0,896 г/дм3 в количестве 351,3 г/ч насосом подавался в реактор Р-2 на верх первого слоя катализатора ГБЦМК-1 со скоростью 5,8 мл/мин в течении 4-ех часов при одновременной подаче острого перегретого водяного пара (1,5 мл/мин) при температуре не ниже 450°С.
В Р-2 было загружено катализаторов: ГБЦМК-1 - 300 г, ГБЦМК-2 - 230 г, ГБЦМК-3 - 180 г. Процесс депарафинизации парового КЖОГ ТНД проводился в Р-2 при температуре 435-445°С. Сверху реактора Р-2 была отобрана смесь олигомеризата, ЛНКД и депарафинизата дизельного, которая была разогнана на олигомеризат в количестве 24 г/ч, ЛНКД 21,5 г/ч и депарафинизат дизельный 138 г/ч.
В результате в процессе депарафинизации, гидродепарафинизации и изодепарафинизации нефти в двух реакторах Р-1 и Р-2 с применением катализаторов ГБЦМК-1,2,3, расположенных в трех зонах по высоте Р-1 и Р-2, было получено олигомеризата: 105,3 г/ч, ЛНКД 49 г/ч, депарафинизата дизельного 806 г/ч, что составляет в сумме светлых нефтепродуктов 960,3 г/ч или 86%.
Пример 2.
Процесс депарафинизации, гидродепарафинизации и изодепарафинизации нефти и ТНД проводился в вышеуказанных технологических условиях, как описано в примере 1.
Подача нефти осуществлялась со скоростью 12 г/мин, ТНД 5 г/мин.
В течение 4-ех часов было подано нефти в Р-1 374 г/ч, при этом отобрано с верха реактора смеси олигомеризата и депарафинизата дизельного 324 г/ч, после ее разгона: олигомеризат 47,5 г/ч, ЛНКД 49,5 г/ч, депарафинизат дизельный 227 г/ч, с куба Р-1 ТНД подавался в Р-2 в количестве 346 г/ч. В результате было получено смеси олигомеризата, ЛНКД и депарафинизата дизельного 227,5 г/ч, из них олигомеризата 45,8 г/ч, ЛНКД 47 г/ч, депарафинизата дизельного 135 г/ч. Общий выход светлых нефтепродуктов составил 83,2%.
Пример 3.
Процесс депарафинизации, гидродепарафинизации и изодепарафинизации парового КЖОГ нефти (0,856 г/дм) проводили в условиях примера 1 и 2, за исключением скорости подачи нефти в Р-1, которая составляла 22 г/мин. Время опыта 4 час. Подача нефти в Р-1 составила 1320 г/ч.
Получено смеси олигомеризата, ЛНКД и депарафинизата дизельного с Р-1 1002,5 г/ч, при разгонке данной смеси углеводородов получено: олигомеризата 72,3 г/ч, ЛНКД 80,3 г/ч, депарафинизата дизельного 862,5 г/ч. ТНД в количестве 317,5 /ч был подан в Р-2. В результате его депарафинизации парового КЖОГ было получено смеси олигомеризата 26,3 г/ч, ЛНКД 38 г/ч, депарафинизата дизельного 80,5 г/ч.
Общий выход светлых нефтепродуктов составил 86,7%.
Пример 4.
Процесс депарафинизации, гидродепарафинизации и изодепарафинизации парового КЖОГ нефти проводили в условиях примеров 1,2,3, за исключением скорости подачи нефти в Р-1, которая составляла 26 мл/мин. Время опыта 4 часа. Подача нефти в Р-1 составила 1682 г/ч.
Получено смеси олигомеризата, ЛНКД и депарафинизата дизельного 991,3 г/ч, из них получено олигомеризата 135 г/ч, ЛНКД 85 г/ч, депарафинизата дизельного 771,3 г/ч. ТНД в количестве 632 г/ч из куба Р-1 был направлен в Р-2. В результате было получено смеси олигомеризата, ЛНКД и депарафинизата дизельного 276,5 г/ч. В результате ее разделения получено олигомеризата 46,3 г/ч, ЛНКД 42,5 г/ч, депарафинизата дизельного 210,3 г/ч.
Общий выход светлых нефтепродуктов составил 82,3%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ ТЯЖЕЛОГО НЕФТЯНОГО СЫРЬЯ | 2016 |
|
RU2655382C2 |
| СПОСОБ ПЕРЕРАБОТКИ МАЗУТА | 2018 |
|
RU2698833C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ ТОПЛИВ | 2006 |
|
RU2335527C2 |
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2006 |
|
RU2321614C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО БЕНЗИНА | 2021 |
|
RU2773285C1 |
| ГЕТЕРОГЕННЫЙ КАТАЛИЗАТОР ОКИСЛЕНИЯ НЕОРГАНИЧЕСКИХ И/ИЛИ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ | 2019 |
|
RU2699228C1 |
| КАТАЛИТИЧЕСКАЯ СИСТЕМА ДЛЯ НИЗКОТЕМПЕРАТУРНОГО РИФОРМИНГА БЕНЗИНОВОЙ ФРАКЦИИ, НЕ ПРОШЕДШЕЙ СЕРООЧИСТКУ | 2021 |
|
RU2776952C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВ НИЗКОЗАСТЫВАЮЩИХ АРКТИЧЕСКИХ МАСЕЛ | 2015 |
|
RU2570649C1 |
| Катализатор изодепарафинизации углеводородного сырья С10+ для получения низкозастывающих масел и дизельных топлив и способ получения низкозастывающих масел и топлив с его использованием | 2016 |
|
RU2627770C1 |
| Способ получения низкосернистого низкозастывающего дизельного топлива | 2016 |
|
RU2616003C1 |
Изобретение относится к переработке углеводородного сырья. Описан способ глубокой переработки углеводородного сырья путем безводородной депарафинизации, гидродепарафинизации и изодепарафинизации на гетерогенных бифункциональных цеолитсодержащих металлокомплексных катализаторах парового каталитического жидкофазного окислительного гидрокрекинга, в котором подачу углеводородного сырья осуществляют в два последовательных проточных реактора, связанных трубопроводами между собой и нагревательной, теплообменной, холодильной, ректификационной и стабилизационной аппаратурой: в первый реактор с массовой скоростью 3,18-7,41 ч-1 при температуре 380-385°С, давлении 0,04-0,06 МПа подают нефть, а во второй реактор с куба первого реактора подают тяжелый нефтяной депарафинизат при температуре 435-443°С и давлении 0,06-0,08 МПа с массовой скоростью 1,35-2,91 ч-1, в условиях одновременной подачи перегретого водяного пара с температурой не ниже 450°С, расходом в количестве 0,3-0,4 кг на килограмм сырья при подаче в первый реактор - нефти, а при подаче во второй реактор тяжелый нефтяной депарафинизат - 0,50-0,55 кг на килограмм сырья; процесс ведут в проточном режиме при контакте с гетерогенными бифункциональными цеолитсодержащими металлокомплексными катализаторами трех типов 1, 2, 3, содержащими: алюмосиликатный цеолит ZSM-5, оксид алюминия в соотношении 50:50, и, дополнительно, в гетерогенном бифункциональном цеолитсодержащем металлокомплексном катализаторе типов 1 и 2 - металлы II, V и VIII групп, в гетерогенном бифункциональном цеолитсодержащем металлокомплексном катализаторе типа 3 - металлы II, V, VI и VIII групп, а также дополнительно промоторы: в гетерогенном бифункциональном цеолитсодержащем металлокомплексном катализаторе типов 1 и 2 - оксид фосфора, в гетерогенном бифункциональном цеолитсодержащем металлокомплексном катализаторе типа 3 - оксид бора, и расположенными в трех зонах реакторов по всей их высоте в виде отдельных слоев. Технический результат - увеличение выхода светлых нефтепродуктов до 86,7%. 2 ил., 1 табл., 4 пр.
Способ глубокой переработки углеводородного сырья путем безводородной депарафинизации, гидродепарафинизации и изодепарафинизации на гетерогенных бифункциональных цеолитсодержащих металлокомплексных катализаторах парового каталитического жидкофазного окислительного гидрокрекинга, отличающийся тем, что подачу углеводородного сырья осуществляют в два последовательных проточных реактора, связанных трубопроводами между собой и нагревательной, теплообменной, холодильной, ректификационной и стабилизационной аппаратурой: в первый реактор с массовой скоростью 3,18-7,41 ч-1 при температуре 380-385°С, давлении 0,04-0,06 МПа подают нефть, а во второй реактор с куба первого реактора подают тяжелый нефтяной депарафинизат при температуре 435-443°С и давлении 0,06-0,08 МПа с массовой скоростью 1,35-2,91 ч-1, в условиях одновременной подачи перегретого водяного пара с температурой не ниже 450°С, расходом в количестве 0,3-0,4 кг на килограмм сырья при подаче в первый реактор - нефти, а при подаче во второй реактор тяжелый нефтяной депарафинизат - 0,50-0,55 кг на килограмм сырья; процесс ведут в проточном режиме при контакте с гетерогенными бифункциональными цеолитсодержащими металлокомплексными катализаторами трех типов 1, 2, 3, содержащими: алюмосиликатный цеолит ZSM-5, оксид алюминия в соотношении 50:50 и, дополнительно, в гетерогенном бифункциональном цеолитсодержащем металлокомплексном катализаторе типов 1 и 2 - металлы II, V и VIII групп, в гетерогенном бифункциональном цеолитсодержащем металлокомплексном катализаторе типа 3 - металлы II, V, VI и VIII групп, а также дополнительно промоторы: в гетерогенном бифункциональном цеолитсодержащем металлокомплексном катализаторе типов 1 и 2 - оксид фосфора, в гетерогенном бифункциональном цеолитсодержащем металлокомплексном катализаторе типа 3 - оксид бора, и расположенными в трех зонах реакторов по всей их высоте в виде отдельных слоев.
| КАТАЛИЗАТОР И СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВ С НИЗКИМ СОДЕРЖАНИЕМ БЕНЗОЛА И ДУРОЛА | 2010 |
|
RU2440189C1 |
| СПОСОБ ИЗОМЕРИЗАЦИИ ПАРАФИНОВЫХ УГЛЕВОДОРОДОВ | 1999 |
|
RU2158723C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО БЕНЗИНА И/ИЛИ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ С НИЗКИМ СОДЕРЖАНИЕМ БЕНЗОЛА | 2009 |
|
RU2425091C1 |
| KR 20000023803 A, 25.04.2000 | |||
| Помехоподавляющий дроссель (его варианты) | 1985 |
|
SU1292047A1 |
| Устройство для управления электромагнитом | 1985 |
|
SU1292046A1 |
| CN 107653003 B, 19.05.2020. | |||

