Изобретение относится к охране окружающей среды. Изобретение относится к устройствам области очистки технологических газов и аспирационного воздуха от пыли и вредных газообразных компонентов воздуха. Изобретение может быть использовано на предприятиях черной и цветной металлургии, на предприятиях химической промышленности, на предприятиях пищевой промышленности и предприятиях производства строительных материалов, а также на других производствах, где требуется очистка воздуха или газов от пыли. В частности, изобретение рассматривает конструкцию рукавного фильтра с импульсной регенерацией, расположенных горизонтально фильтровальных рукавов сжатым воздухом или газом.
Так известен фильтр рукавный с импульсной продувкой сжатым воздухом с контрольной ступенью очистки, содержащий основную пылеулавливающую камеру, снабженную в верхней части камерой с входным патрубком для ввода загрязненного воздуха в основную пылеулавливающую камеру, в которой закрепленные в решетке каркасные фильтровальные элементы расположены горизонтально в ряды по горизонтали и по вертикали, камеру очищенного воздуха с выпускным патрубком для очищенного воздуха, в которую выведены открытые торцы каркасных фильтровальных элементов, и расположенный под основной пылеулавливающей камерой бункер с затвором, систему регенерации фильтровальных рукавов импульсом сжатого воздуха, которая включает ресивер и подключенные к нему через блоки импульсных клапанов раздаточные трубки, размещенные в камере очищенного воздуха и оснащенные импульсными трубками, которые расположены напротив выходных отверстий фильтровальных рукавов (RU 2573513, B01D 46/02, опубл. 20.01.2016).
В данном рукавном фильтре грязный газ или воздух подают внутрь основной пылеулавливающей камеры с помощью трубопровода грязного газа или воздуха через входной патрубок и направляют этот поток к решетке горизонтально расположенных каркасных фильтровальных элементов. Поток грязного газа или воздуха распределяется по объему основной пылеулавливающей камеры и пропускается через текстильные оболочки, одетые на каркасы фильтровальных элементов. Чистый воздух или газ попадает внутрь фильтровальных элементов и выходит в камеру очищенного воздуха для последующего удаления через выпускной патрубок. А пыль, сажа, элементы загрязнения оседают на поверхности текстильных оболочек каркасных фильтровальных элементов.
Периодически в момент перекрытия потока поступления грязного газа или воздуха производят импульсами подачу сжатого воздуха через импульсные трубки в полость каркасных фильтровальных элементов. Особенностью известного решения является то, что фильтровальные элементы выполнены с открытыми концами, что в этом решении обеспечивает сначала продувку полости каркаса сжатым воздухом с одного открытого торца, а затем с другого открытого торца с повторением этой периодичности во временном интервале. Во время прохождения импульса сжатого воздуха происходит пневмоудар на оболочку, приводящую к ее расширению и, как следствие, разрушению накопившихся на оболочке загрязнений. Накопившиеся осаждения на по поверхности оболочек разрушаются и через зазоры между каркасными фильтровальными элементами осыпаются в бункер, откуда осаждения удаляются.
Для создания высокого давления импульса сжатого воздуха в открытой с двух концов трубчатой полости используется ресивер высокого давления, от которого сжатый воздух подается по трубопроводам и клапанам к импульсным трубкам. Так как обработке импульсами одновременно подвергается большое количество полостей фильтровальных элементов и эта обработка проводится в открытых полостях, то, естественно, мощность ресивера иго объем должен быть большими. Это объясняется тем, что для очистки оболочек фильтровальных элементов необходимо создать такое давление, которое обеспечивало бы растяжение оболочки или образование на ней волновых сдвигов. Деформация оболочки приводит к разрушению накопившихся на ней загрязнений. Но по газовому закону давление газа во все стороны распространяется одинаково только в замкнутой системе, а в разомкнутой системе (открытой) направление давления смещается в сторону меньшего сопротивления или в область низкого давления. Открытый с двух торцов каркасный фильтровальный элемент представляет собой открытую систему. Следовательно, при подаче импульса сжатого воздуха большая часть этого потока просто пройдет с одного торца к другому, и только небольшая часть потока создаст некоторое давление на оболочку. Чтобы деформация оболочки была существенной необходимо создать очень мощный импульс, который получается только при использовании больших ресиверов высокого давления. Большая часть сжатого воздуха используется впустую и непроизводительно, затрачивая энергию.
Но применение емкостей со сжатым воздухом высокого давления в промышленных целях в виде общепринятых ресиверов регулируется приказом Ростехнадзора от 25.03.2014 №116 "Об утверждении Федеральных норм и правил в области промышленной безопасности «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением», согласно которым установка и размещение должны соответствовать требований законодательства в области промышленной безопасности. Эти требования указывают на необходимость размещения таких ресиверов на отдельных специализированных площадках, оборудованных необходимыми средствами, обеспечивающими безопасность эксплуатации. При исполнении этих требований система промышленной очистки представляет собой сооружение, где проводится процесс очистки загрязненного воздуха или газа, и отдельно стоящее сооружение с системой ресиверов. По масштабам это габаритно и занимает много площади.
Но при таком исполнении возникают трудности с сохранением параметров подаваемого по шлангам и трубопроводам сжатого воздуха, обус88 ловленные тем. что при протекании эти магистрали вступают в теплообменные процессы с агентом: происходит передача холода на стенки труб и нагрев труб от воздействия внешней среды. При этом теряется давление в трубопроводах из-за расширения сжатого газа. Эта же причина может спровоцировать повышение давления на каком-то участке трубопровода и его разрыв.
Настоящее изобретение направлено на достижение технического результата, заключающегося в повышении безопасности проведения процесса регенерации и обеспечении производительности очистки фильтровальных элементов в основной пылеулавливающей камере.
Указанный технический результат достигается тем, что в системе регенерации рукавных фильтров для промышленной пылегазоочистки, содержащей корпус, разделенный на основную пылеулавливающую камеру, снабженную в верхней части камерой для ввода загрязненного воздуха и в которой закреплены в рукавной решетке каркасные фильтровальные элементы, расположенные горизонтально в ряды по горизонтали и по вертикали, камеру очищенного воздуха для вывода очищенного воздуха, в которую выведены открытые торцы каркасных фильтровальных элементов, и расположенный под основной пылеулавливающей камерой бункер, а в камере очищенного воздуха расположены прикрепленные к корпусу трубопроводы с импульсными трубками, которые расположены напротив выходных отверстий фильтровальных рукавов для импульсной регенерации сжатым воздухом этих рукавов, при этом указанные трубки через крановую и клапанную аппаратуру сообщены с источником сжатого воздуха, в рукавной решетке каркасные фильтровальные элементы расположены в верхней и нижней секциях, напротив фильтровальных элементов, в каждой из которых и для каждого вертикального ряда этих элементов расположены отдельные трубопроводы с импульсными трубками, сообщенные через отдельную крановую и клапанную аппаратуру, и армированные шлаги с источником сжатого воздуха, выполненным в виде по крайней мере одной заглушенной трубы с внутренним диаметром не более 150 мм, сообщенной с узлом ее заполнения сжатым воздухом, каждый фильтровальный элемент состоит из металлического каркаса и натянутого на этот каркас тканевого трубчатого рукава из фильтроматериала, металлический каркас состоит из нераздельно соединенных сваркой между собой изготовленных из металлических прутков продольных и уплощенных поперечных ребер, каждое поперечное ребро представляет собой плоский элемент замкнутого контура из изогнутого металлического прутка, а продольные ребра выполнены в виде прямолинейных отрезков металлических прутков, тканевый трубчатый рукав выполнен глухим с одного конца для охвата торцевой части металлического каркаса и открытым с другого конца, а со стороны глухого конца тканевого трубчатого рукава к каркасу прикреплена торцевая пластина с отогнутыми бортами, к которой приварены загнутые концы металлических прутьев продольных ребер, при этом импульсные трубки расположены на расстоянии от открытых концов фильтровальных элементов для подачи сжатого воздуха под углом раскрытия факела, равным 6-8°.
Для этого решения каждый плоский элемент замкнутого контура из поперечных ребер выполнен в виде рамки из двух уплощенных соединенных между собой о вилообразных контуров, симметрично расположенных по длинному поперечному размеру, при этом противоположно расположенные ветви каждого овалообразного контура вдоль длинного поперечного размера выполнены волнобразно изогнутыми с расположением вогнутостей одной ветви напротив вогнутостей другой ветви, а продольные ребра в виде металлических прутков приварены к выпуклостями ветвей овалообразных контуров каждой рамки.
Целесообразно, чтобы каждый плоский элемент замкнутого контура из поперечных ребер был выполнен симметричным в поперечном и в продольном направлениях.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретным примером исполнения, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения требуемого технического результата.
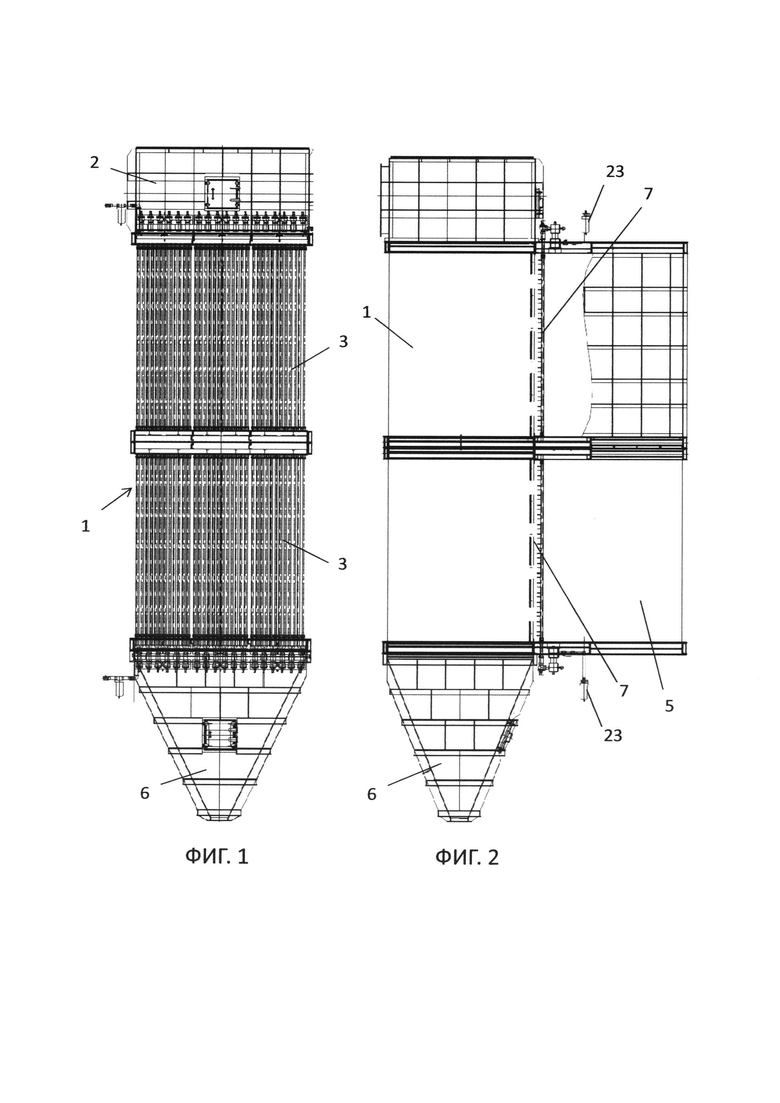
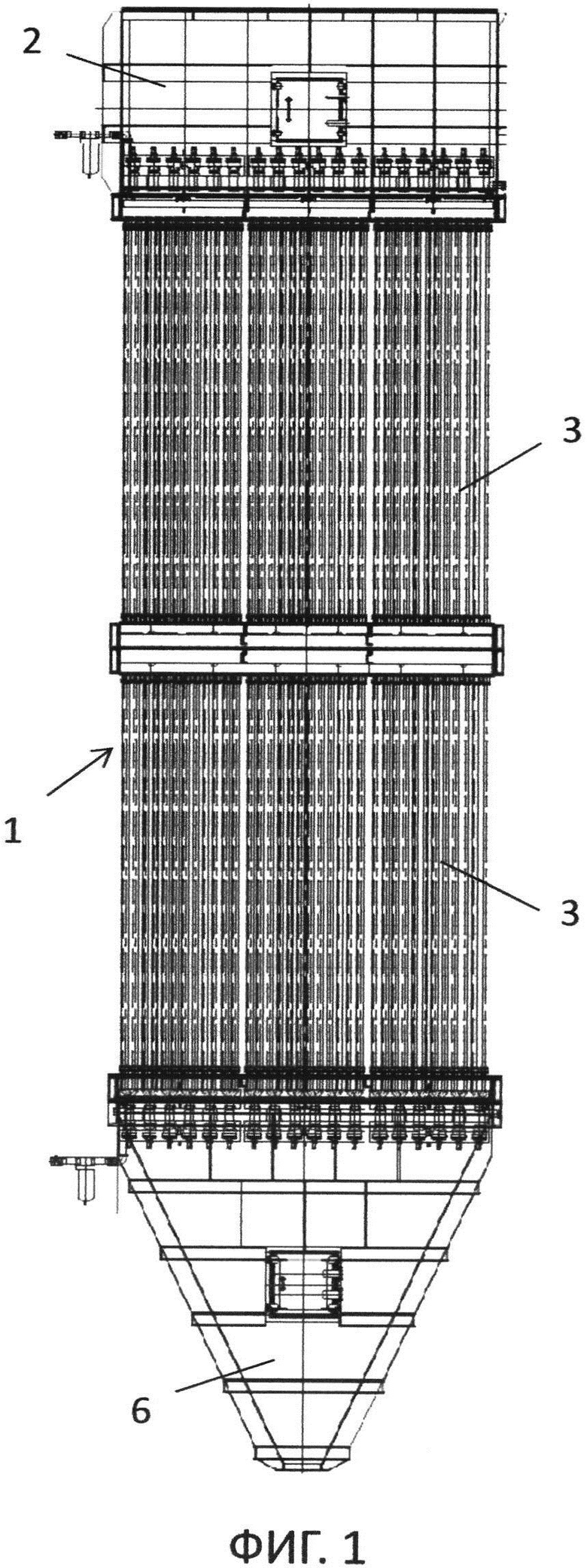
На фиг. 1 - общий вид рукавного фильтра со стороны рукавной решетки;
фиг. 2 - вид сбоку рукавного фильтра;
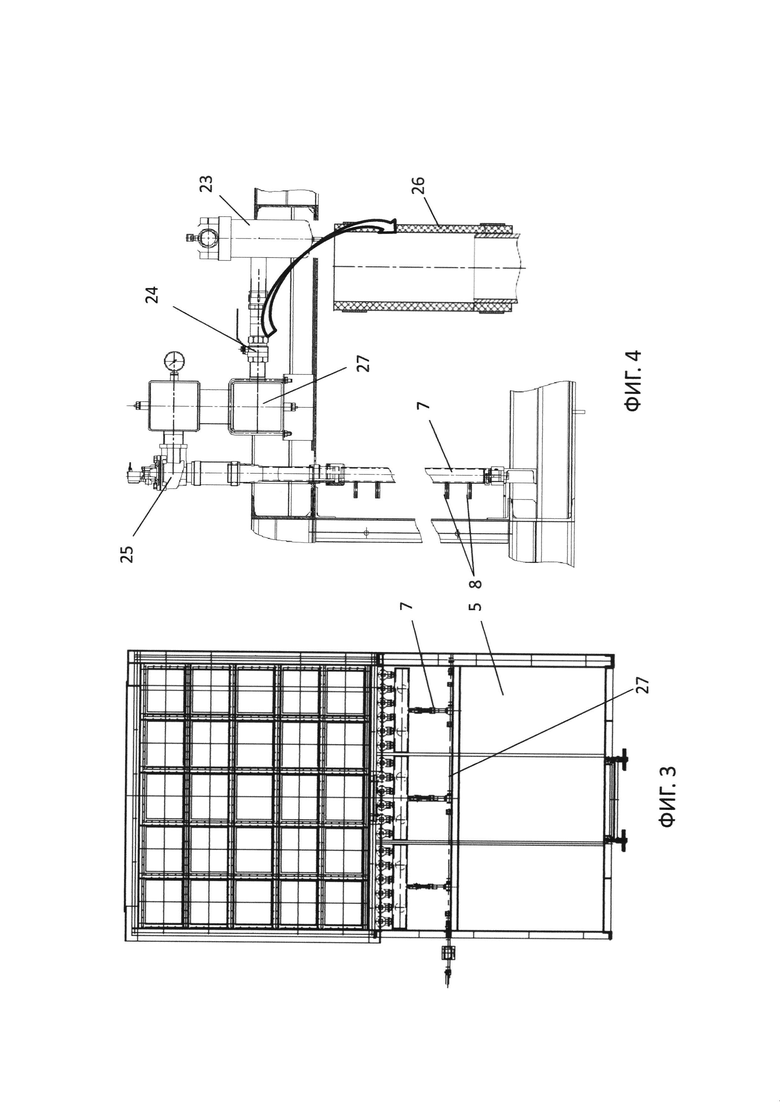
фиг. 3 - вид сверху рукавного фильтра;
фиг. 4 - фрагмент системы регенерации рукавного фильтра;
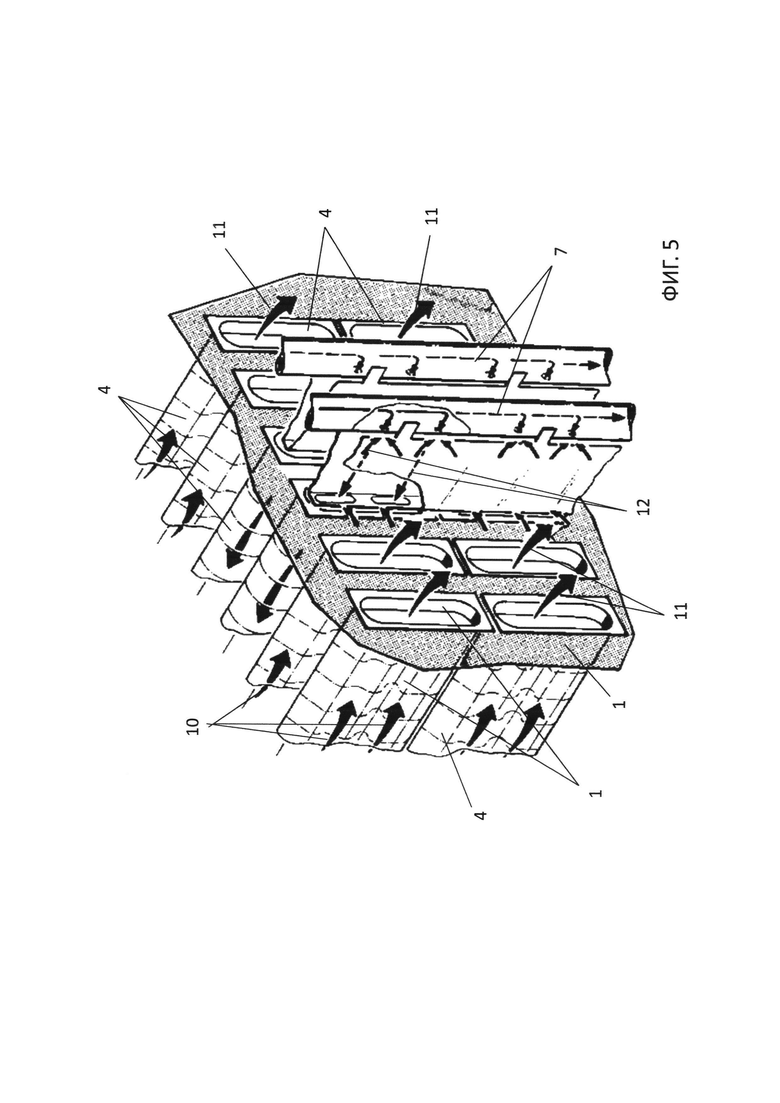
фиг. 5 - показан процесс очистки с использованием фильтровальных элементов;
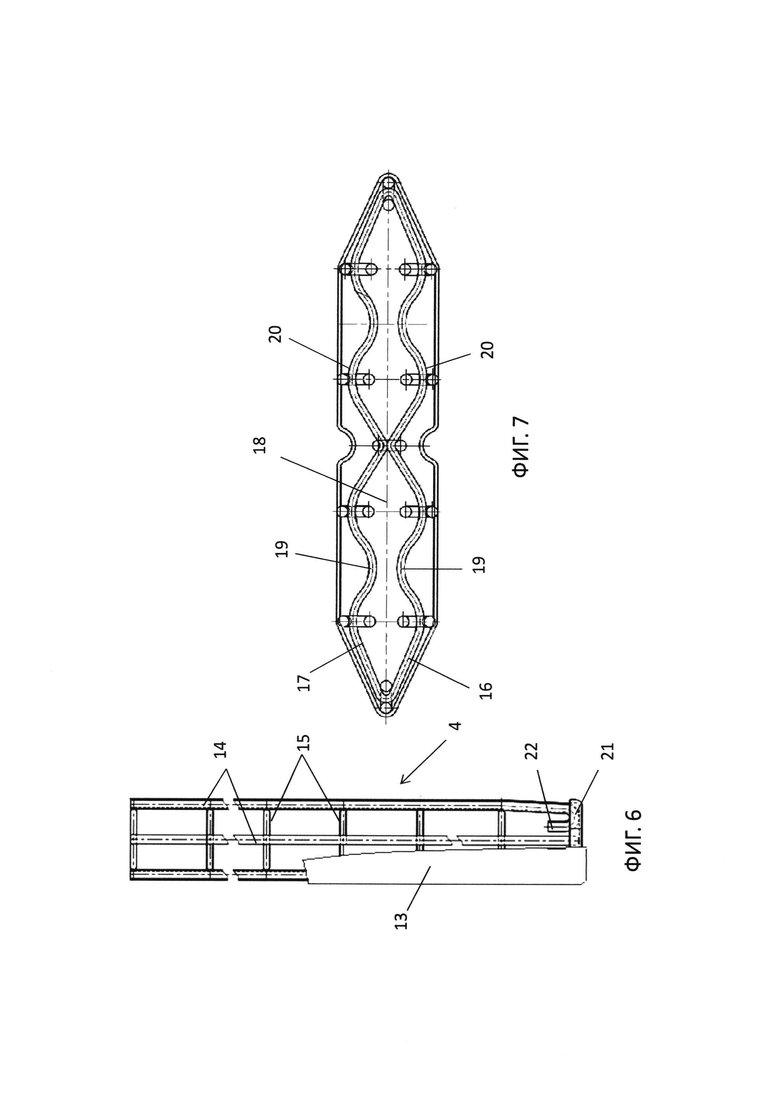
фиг. 6 - вид сбоку на каркас фильтровального элемента с частичным вырезом оболочки на нем;
фиг. 7 - показано поперечное ребро.
Согласно настоящему изобретению рассматривается конструкция фильтра рукавного для промышленной пылегазоочистки, преимуществом которого является высокая плотность укладки горизонтально располагаемых каркасных фильтровальных элементов.
Этот рукавный фильтр (фиг. 1-3) содержит корпус, разделенный на основную пылеулавливающую камеру 1, снабженную в верхней части камерой 2 с входным патрубком для ввода загрязненного воздуха в основную пылеулавливающую камеру, в которой в рукавной решетке в верхней и нижней секциях 3 закреплены каркасные фильтровальные элементы 4, расположенные горизонтально в ряды по горизонтали и по вертикали, камеру 5 очищенного воздуха с выпускным патрубком для очищенного воздуха, в которую выведены открытые торцы каркасных фильтровальных элементов 4, и расположенный под основной пылеулавливающей камерой бункер 6. При этом в камере 5 очищенного воздуха расположены прикрепленные к корпусу и расположенные напротив вертикальных рядов фильтровальных элементов 4 трубопроводы 7 с импульсными трубками 8, которые расположены напротив выходных отверстий фильтровальных рукавов в каждом вертикальном ряду для импульсной регенерации сжатым воздухом этих рукавов (фиг. 4 и 5).
Особенностью данного рукавного фильтра является то, что за счет изменения конструкции каркасных фильтровальных элементов стало возможным повысить плотность их укладки в рукавной решетке основной пылеулавливающей камеры 1.
Такие фильтровальные элементы по типу кассет или картриджей горизонтально вставляются через технологические окна в рукавной решетке так, чтобы больший поперечный размер картриджного элемента располагался вертикально. Таким образом, в корпусе рукавного фильтра фильтровальные элементы 4 расположены рядами по горизонтали и по вертикали на некотором расстоянии друг от друга, достаточном для прохождения между этими элементами загрязненного воздуха или газового потока. Плотность расположения таких элементов определяет эффективность очистки поступающего загрязненного агента. Каждый фильтровальный элемент 4 представляет собой решетчатой структуры металлический каркас, на который натянута текстильная оболочка с функцией фильтрования воздуха или газа.
В основную пылеулавливающую камеру 1 рукавного фильтра подают грязный газ или воздух (поз. 10) (фиг. 5). С помощью фильтровальной ткани рукава фильтруют пыль, которая осаждается на фильтровальной ткани, а очищенный газ или воздух поступает во внутреннюю полость фильтровального элемента, где расположен каркас фильтровального элемента (фиг. 6). После чего чистый газ или воздух удаляют (поз. 11) через открытый торец фильтровального элемента из основной пылеулавливающей камеры 1 рукавного фильтра в камеру 5 очищенного воздуха. Через установленный промежуток времени или при увеличении аэродинамического сопротивления потока грязного газа или воздуха, более установленного значения, в полость фильтровального элемента подают (поз. 12) импульсы сжатого газа или воздуха из импульсных трубок 8 по трубопроводам 7 (фиг. 4 и 5) системы подачи высокого импульсного давления и продувают тканевый рукав этим сжатым газом или воздухом со стороны открытого конца фильтровального элемента. Происходит разрушение накопившейся на тканевой оболочке пыли, которую выдувают. Частицы пыли падают вниз рукавного фильтра и накапливают в нижней части корпуса рукавного фильтра в специальном бункере 6 (который периодически очищают от накопления пыли).
Для обеспечения высокой объемной эффективности очистки рукавного фильтра обеспечивают повышение плотности размещения фильтровальных элементов в решетчатой кассете фильтра. Для этой цели разработана новая конструкция фильтровального элемента, представленная на фиг. 6 и 7.
Фильтровальный элемент состоит из металлического каркаса и натянутого на этот каркас тканевого трубчатого рукава 13, сшитого из фильтроматериала. Особенность фильтроматериала (фильтрополотна) является его пропускная способность, обеспечивающая пропуск чистого газа или воздуха при том, что частицы пыли, сажи и других загрязнений остаются на поверхности материала. В качестве таких материалов могут использоваться материалы, изготовленные из стекловолокна Paint Stop и Dust Stop, мельтблаун (meltblown) (ст."Фильтрующие материалы", опубликованная на сайте "Группа компаний MAC", http://www.masvent.ru/tovari/filtromatt), полотно нетканое фильтрующее ФилТек ФТ-500-F5 2 (сайт "ЗАО ВЕНТИЛЯЦИЯ", http://www.ventplus.ru/ru/potolokf5/), рукавные фильтроэлементы ЗАО "СПЕЙС-МОТОР".
Тканевый трубчатый рукав 13 выполнен глухим с одного конца для охвата торцевой части металлического каркаса и открытым с другого конца (фиг. 6). Открытый конец используется для вывода очищенного газа или воздуха из рукавного фильтра.
Конструктивно металлический каркас состоит из нераздельно соединенных сваркой между собой изготовленных из металлических прутков продольных 14 и поперечных 15 ребер.
Продольные ребра 14 выполнены в виде прямолинейных отрезков металлических прутков, а каждое поперечное ребро 15 представляет собой плоский элемент замкнутого контура из изогнутого металлического прутка.
Каждый плоский элемент замкнутого контура из поперечных ребер 15 выполнен в виде рамки из двух уплощенных соединенных между собой овалообразных контуров, симметрично расположенных по длинному поперечному размеру, при этом противоположно расположенные ветви 16 и 17 каждого овалообразного контура вдоль длинного поперечного размера 18 выполнены волнобразно изогнутыми с расположением вогнутостей 19 одной ветви напротив вогнутостей другой ветви, а продольные ребра в виде металлических прутков приварены к выпуклостями 20 ветвей овалообразных контуров каждой рамки.
Так как каждый плоский элемент замкнутого контура из поперечных ребер выполнен симметричным в поперечном и в продольном направлениях, то образуется равнопрочная конструкция, одинаково работающая со всех сторон в рамках сопротивления деформациям.
Так как каждый плоский элемент замкнутого контура из поперечных ребер выполнен симметричным в поперечном и в продольном направлениях, то образуется равнопрочная конструкция, одинаково работающая со всех сторон в рамках сопротивления деформациям.
Со стороны глухого конца тканевого трубчатого рукава к каркасу прикреплена торцевая пластина 21 с отогнутыми бортами, к которой приварены загнутые концы 22 металлических прутьев продольных ребер 14. Так как тканевый трубчатый рукав обладает меньшей прочностью по отношению к конструкции металлического каркаса и представляет собой сшитую конструкцию, то при подаче импульсного давления в полость фильтрующего элемента (для очистки поверхности тканного рукава от накопившейся грязи) происходит мощный пневмоудар по рукаву, в том числе и по заглушенной его части. Направление этого пневмоудара (ударной воздушной или газовой волны) - в сторону заглушенной части оболочки, что приводит к разрушению рукава в этой зоне. Для исключения этого и для обеспечения целостности тканевого трубчатого рукава продольные ребра в зоне глухого торца рукава приварены к торцевой пластине 21, которая представляет собой ограничитель для ударной волны и предохранитель для рукава. Ударная волна отражается от пластины и меняет вектор движения.
По сути, металлический каркас представляет собой конструкцию, в которой все элементы находятся в положении, когда деформация элемента вызывает не локальное напряжение и изменение формы в этом элементе, а восприятие этой деформации другими элементами конструкции, то есть происходит перераспределение нагрузок. Если поперечные ребра формируют объемный контур каркаса, то продольные ребра удерживают эти поперечные ребра. При прогибе или кручении всей конструкции продольные ребра начинают деформироваться, что приводит к изменению плоскостной формы поперечных ребер. Поперечные ребра деформируются, прежде всего, теряя плоскостность замкнутого контура. Но, в заявленном изобретении поперечные ребра выполнены в виде двух непростой геометрической формы замкнутого контура рамок, ветви которой находятся в общей плоскости. В таком поперечном ребре изменение формы одной левой части рамки должно приводить к изменению формы другой рамки. Но, в действительности, каждая из частей рамок является опорой для другой части рамки. А волнообразные формы рамок определяют различные условия, при которых каждая рамка может деформироваться. Таким образом, каждая из частей рамки является своеобразным ребром жесткости для другой части рамки. В этом случае, если продольные ребра подвержены изгибу, что должно приводить к изменению общей геометрии каркаса, такой деформации на поперечных ребрах не происходит, так как эти ребра становятся ребрами жесткости для продольных прутков. Исключение возможности деформации поперечных ребер приводит к минимизации деформаций на продольных ребрах. Это и позволило свести к минимуму прогибы и изгибы фильтровального элемента.
Использование принципа симметрии контура поперечного ребра позволяет сформировать равнопрочность каркаса по главным осям.
Очищение оболочек по секциям проводится в период перекрытия доступа грязного воздуха в камеру 1 или в период, когда этот загрязненный воздух иди газ не поступает из промышленного предприятия.
Существенным в данном рукавном фильтре является форма поперечного сечения каркаса (уплощенная) и расположение фильтровальных элементов длинным поперечным размером по вертикали рукавной решетки. Такое расположение позволяет накапливать загрязнения в основном на боковых плоских участках оболочки и на конусных выступах. Это позволяет не только повысить очистку грязного потока, но и обеспечить высокую очистку оболочки при ее продувании импульсом сжатого воздуха изнутри. Так как по газовому закону давление воздуха в замкнутом объеме распространяется во все стороны одинаково, то при пневмоударе происходит некоторое растяжение оболочки по всей ее поверхности, что приводит к разрушению накоплений. А так как эти загрязнения находятся на поверхностях, на которых телесный угол меньше силы адгезии (из-за геометрии поперечного сечения фильтровального элемента), то частицы загрязнений не удерживаются на оболочке и падают в бункер по тем же вертикальным коридорам, созданным между вертикальными рядами фильтровальных элементов.
В рукавной решетке каркасные фильтровальные элементы расположены в верхней и нижней секциях 3, напротив фильтровальных элементов, в каждой из которых и для каждого вертикального ряда этих элементов расположены отдельные трубопроводы 7 с импульсными трубками 8. Эти импульсные трубки расположены на таком расстоянии от открытых концов фильтровальных элементов для подачи сжатого воздуха, чтобы под углом раскрытия факела, равным 6-8° выдаваемый импульс сжатого воздуха перекрывал все поперечное сечение открытого конца фильтровального элемента. При таком исполнении воздушная масса в полости фильтровального элемента, не имея возможности выйти из полости, уплотняется и образует фронт ударной волны, перемещающийся в сторону заглушенного торца каркаса. Наличие фронта образует в полости фильтровального элемента замкнутую систему, в которой давление потока распространяется одинаково во все стороны. Происходит резкое повышение давления в полости оболочки, приводящее к ее деформации, в том числе и к волновой. Это обеспечивает разрушение накопившихся на оболочке загрязнений в силу того, что оболочка и слой загрязнений имеют различное расширение. Дойдя до заглушки в полости фильтровального элемента ударная волна возвращается в обратном направлении в сторону открытого конца, но уже с меньшей энергией. При обратном ходе на оболочку также оказывается расширяющее ее давление, что снова приводит к сбросу остатков накоплений.
Существенным в этом процессе является также то, что для создания импульса, образующего ударную волну, достаточно небольшого давления сжатого газа, так как не происходит потери давления сжатого газа. В связи с этим появилась возможность отказаться от стандартных ресиверов большого давления и всего того, что связано по требованиям с их применением. В заявленном изобретении ресиверы как источники сжатого воздуха выполнены в виде по крайней мере одной заглушенной трубы 23 (фиг. 2 и 4) с внутренним диаметром не более 150 мм, сообщенной с узлом ее заполнения сжатым воздухом. Такие источники относятся к категории относительно безопасности. Так как в заявленном решении нет необходимости создания больших емкостей с сжатым воздухом, то для каждой секции 3 и/или для каждого вертикального ряда фильтровальных элементов модно использовать свой отдельный источник сжатого воздуха в виде заглушенной трубы 23 (фиг. 2 и 4) с внутренним диаметром не более 150 мм, как это показано на фиг. 2: для верхней и нижней секций фильтровальных элементов вертикального ряда применяется отдельные небольшой по емкости ресивер в виде куска заглушенной трубы. Это позволяет снизить класс опасности рукавного фильтра и всего процесса, связанного с ним.
Другой особенностью заявленного изобретения является то, что отпадает необходимость в прокладке длинных участков трубопроводов, связывающих трубопроводы 7 с источником/ками сжатого воздуха. Эти источники могут быть смонтированы на верхней и/или на нижней (днищевой) стенке камеры очищенного воздуха, как это показано на фиг. 2. При этом резко сокращаются длины связующих шлангов и трубопроводов, которые через отдельную крановую 24 и клапанную 25 аппаратуру, и армированные шлаги 26 связывают с источником сжатого воздуха. Применение армированных шлангов в цепи соединений до подачи сжатого воздуха в трубопровод 7 позволяет исключить влияние разницы температур между температурой сжатого воздуха и температурой окружающей среды, это позволяет сохранить исходные параметры по температуре и давлению подаваемого по шлангам сжатого воздуха до момента его выхода из импульсных трубок 8 (выноска на фиг. 4). Армированные шланги обладают высокой прочностью и инертны к коррозионным процессам, в том числе и к кавитационной коррозии, которой подвергаются металлические стенки трубопроводов вследствие ударного воздействия газов текучей среды в момент перехода жидкости в газообразное состояние.
Такой источник сжатого воздуха может использоваться в качестве общего для нескольких трубопроводов 7, как это показано на фиг. 3 и 4. Давление сжатого воздуха от заглушенной трубы 23 подается через, например, крановый аппарат (крановая арматура 24 в распределительный квадратного сечения трубопровод 27, к которому через клапанную аппаратуру 25 подсоединены трубопроводы 7.
Настоящее изобретение промышленно применимо и может быть реализовано в комплексах промышленной очистки. Изобретение позволяет повысить безопасность проведения процесса регенерации и обеспечить производительность очистки фильтровальных элементов в основной пылеулавливающей камере.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система промышленной пылегазоочистки с применением рукавных фильтров | 2017 |
|
RU2648318C1 |
| Линия промышленной пыле- газоочистки | 2017 |
|
RU2652686C1 |
| Устройство управления системой регенерации фильтровальных элементов промышленной пыле- газоочистки | 2017 |
|
RU2652687C1 |
| ФИЛЬТР РУКАВНЫЙ ДЛЯ ТРЕХСТУПЕНЧАТОЙ ОЧИСТКИ ВОЗДУХА ОТ МЕХАНИЧЕСКИХ ПРИМЕСЕЙ | 2010 |
|
RU2437711C1 |
| ФИЛЬТР РУКАВНЫЙ ДЛЯ ТРЕХСТУПЕНЧАТОЙ ОЧИСТКИ ВОЗДУХА ОТ МЕХАНИЧЕСКИХ ПРИМЕСЕЙ | 2011 |
|
RU2465948C2 |
| ПЫЛЕУЛАВЛИВАЮЩАЯ СИСТЕМА КОЧЕТОВА | 2008 |
|
RU2407596C2 |
| ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОЧИСТКИ ГАЗОВ И УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ФИЛЬТРОВАЛЬНЫХ ЭЛЕМЕНТОВ В ФИЛЬТРУЮЩЕМ УСТРОЙСТВЕ ДЛЯ ОЧИСТКИ ГАЗОВ | 2017 |
|
RU2673516C1 |
| РУКАВНЫЙ/КАРТРИДЖНЫЙ ФИЛЬТР | 2018 |
|
RU2697689C1 |
| Электростатический тканевый фильтр | 1991 |
|
SU1808387A1 |
| ФИЛЬТР РУКАВНЫЙ ДЛЯ ТРЕХСТУПЕНЧАТОЙ ОЧИСТКИ ВОЗДУХА ОТ МЕХАНИЧЕСКИХ ПРИМЕСЕЙ | 2009 |
|
RU2409412C1 |
Изобретение относится к устройствам области очистки технологических газов и аспирационного воздуха от пыли и вредных газообразных компонентов воздуха и может быть использовано на предприятиях черной и цветной металлургии, на предприятиях химической промышленности, на предприятиях пищевой промышленности и предприятиях производства строительных материалов, а также на других производствах, где требуется очистка воздуха или газов от пыли. В частности, изобретение рассматривает конструкцию рукавного фильтра с импульсной регенерацией расположенных горизонтально фильтровальных рукавов сжатым воздухом или газом. Система регенерации рукавных фильтров для промышленной пылегазоочистки содержит корпус, разделенный на основную пылеулавливающую камеру, снабженную в верхней части камерой для ввода загрязненного воздуха, и в которой закреплены в рукавной решетке каркасные фильтровальные элементы, расположенные горизонтально в ряды по горизонтали и по вертикали, камеру очищенного воздуха для вывода очищенного воздуха, в которую выведены открытые торцы каркасных фильтровальных элементов, и расположенный под основной пылеулавливающей камерой бункер. В камере очищенного воздуха расположены прикрепленные к корпусу трубопроводы с импульсными трубками, которые расположены напротив выходных отверстий фильтровальных рукавов для импульсной регенерации сжатым воздухом этих рукавов, при этом указанные трубки через крановую и клапанную аппаратуру сообщены с источником сжатого воздуха. В рукавной решетке каркасные фильтровальные элементы расположены в верхней и нижней секциях, напротив фильтровальных элементов, в каждой из которых и для каждого вертикального ряда этих элементов расположены отдельные трубопроводы с импульсными трубками, сообщенные через отдельную крановую и клапанную аппаратуру и армированные шланги с источником сжатого воздуха, выполненным в виде по крайней мере одной заглушенной трубы с внутренним диаметром не более 150 мм, сообщенной с узлом ее заполнения сжатым воздухом. Каждый фильтровальный элемент состоит из металлического каркаса и натянутого на этот каркас тканевого трубчатого рукава из фильтроматериала, металлический каркас состоит из нераздельно соединенных сваркой между собой, изготовленных из металлических прутков продольных и уплощенных поперечных ребер, каждое поперечное ребро представляет собой плоский элемент замкнутого контура из изогнутого металлического прутка, а продольные ребра выполнены в виде прямолинейных отрезков металлических прутков. Тканевый трубчатый рукав выполнен глухим с одного конца для охвата торцевой части металлического каркаса и открытым с другого конца, а со стороны глухого конца тканевого трубчатого рукава к каркасу прикреплена торцевая пластина с отогнутыми бортами, к которой приварены загнутые концы металлических прутьев продольных ребер, при этом импульсные трубки расположены на расстоянии от открытых концов фильтровальных элементов для подачи сжатого воздуха под углом раскрытия факела, равным 6
1. Система регенерации рукавных фильтров для промышленной пылегазоочистки, содержащая корпус, разделенный на основную пылеулавливающую камеру, снабженную в верхней части камерой для ввода загрязненного воздуха, и в которой закреплены в рукавной решетке каркасные фильтровальные элементы, расположенные горизонтально в ряды по горизонтали и по вертикали, камеру очищенного воздуха для вывода очищенного воздуха, в которую выведены открытые торцы каркасных фильтровальных элементов, и расположенный под основной пылеулавливающей камерой бункер, а в камере очищенного воздуха расположены прикрепленные к корпусу трубопроводы с импульсными трубками, которые расположены напротив выходных отверстий фильтровальных рукавов для импульсной регенерации сжатым воздухом этих рукавов, при этом указанные трубки через крановую и клапанную аппаратуру сообщены с источником сжатого воздуха, отличающаяся тем, что в рукавной решетке каркасные фильтровальные элементы расположены в верхней и нижней секциях, напротив фильтровальных элементов, в каждой из которых и для каждого вертикального ряда этих элементов расположены отдельные трубопроводы с импульсными трубками, сообщенные через отдельную крановую и клапанную аппаратуру и армированные шланги с источником сжатого воздуха, выполненным в виде по крайней мере одной заглушенной трубы с внутренним диаметром не более 150 мм, сообщенной с узлом ее заполнения сжатым воздухом, каждый фильтровальный элемент состоит из металлического каркаса и натянутого на этот каркас тканевого трубчатого рукава из фильтроматериала, металлический каркас состоит из нераздельно соединенных сваркой между собой, изготовленных из металлических прутков продольных и уплощенных поперечных ребер, каждое поперечное ребро представляет собой плоский элемент замкнутого контура из изогнутого металлического прутка, а продольные ребра выполнены в виде прямолинейных отрезков металлических прутков, тканевый трубчатый рукав выполнен глухим с одного конца для охвата торцевой части металлического каркаса и открытым с другого конца, а со стороны глухого конца тканевого трубчатого рукава к каркасу прикреплена торцевая пластина с отогнутыми бортами, к которой приварены загнутые концы металлических прутьев продольных ребер, при этом импульсные трубки расположены на расстоянии от открытых концов фильтровальных элементов для подачи сжатого воздуха под углом раскрытия факела, равным 6
2. Система по п.1, отличающаяся тем, что каждый плоский элемент замкнутого контура из поперечных ребер выполнен в виде рамки из двух уплощенных, соединенных между собой овалообразных контуров, симметрично расположенных по длинному поперечному размеру, при этом противоположно расположенные ветви каждого овалообразного контура вдоль длинного поперечного размера выполнены волнобразно изогнутыми с расположением вогнутостей одной ветви напротив вогнутостей другой ветви, а продольные ребра в виде металлических прутков приварены к выпуклостями ветвей овалообразных контуров каждой рамки.
3. Система по п.1, отличающаяся тем, что каждый плоский элемент замкнутого контура из поперечных ребер выполнен симметричным в поперечном и в продольном направлениях.
| Автоматический регулятор направленного действия проходческого комбайна в вертикальной плоскости | 1961 |
|
SU151043A1 |
| РУКАВНЫЙ ФИЛЬТР | 2003 |
|
RU2233697C1 |
| Прибор для построения перспективных изображений | 1935 |
|
SU49257A1 |
| УСТРОЙСТВО для РЫТЬЯ ТРАНШЕЙ В МЕРЗЛЫХ ГРУНТАХ | 0 |
|
SU147542A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

