Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления бочки и к бочке, полученной данным способом и предназначенной для битума или аналогичных продуктов с температурой размягчения не ниже 35°С.
Уровень техники
Битум или содержащие битум вяжущие и аналогичные продукты с температурой размягчения не ниже 35°С упаковываются путем заливки в горячем (размягченном) состоянии в тару, выполнение которой может быть самым различным.
Хранение и перевозка битумов в железнодорожных цистернах или битумовозах всегда сопряжено с трудностями опорожнения этих емкостей, т.к. эти емкости нужно нагревать внешними средствами либо в них необходимо предусматривать нагреватели, чтобы размягчать битум для его выливания (см, к примеру, патенты РФ на полезную модель №8976, опубл. 16.01.1999, №31792, опубл. 27.08.2003, №75643, опубл. 20.08.2008; патент США №5909730, опубл. 08.06.1999; заявка Великобритании №2534666, опубл. 03.08.2016).
Весьма популярным и дешевым средством для упаковки таких продуктов являются разнообразные бумажные или картонные емкости (см., к примеру, авторское свидетельство СССР №1221070, опубл. 30.03.1986; патент РФ №2114774, опубл. 10.07.1998; патент РФ на полезную модель №150591, опубл. 20.02.2015; заявка Великобритании №2191116, опубл. 09.12.1987; заявка ЕПВ №2384987, опубл. 09.11.2011). Однако надежность таких упаковок невелика, поскольку бумага легко рвется.
В последнее время приобрели известность кловертейнеры типа изготавливаемых фирмой Greif (см. http://www.greif.ru/catalog/clovertainers/). Эти емкости состоят из поддона и крышки с заливным отверстием, между которыми имеется заполняемая продуктом обечайка из многослойного картона. Поддон и крышка соединены вертикальными стойками, удерживающими заполненную обечайку от сплющивания при многоярусном хранении. Но практика применения подобных кловертейнеров показывает, что их растаривание связано с большим объемом ручного труда и малой скоростью разогрева, чтобы придать твердому битуму текучее состояние для обеспечения возможности его технической перекачки.
Надежным средством для хранения и перевозки битума являются пластмассовые бочки (см., например, патенты РФ №2258003, опубл. 10.08.2005, и №2295478, опубл. 20.03.2007; патент США №8114494, опубл. 14.02.2012). Однако такие бочки требуют повышенных мер безопасности: их нужно заземлять, чтобы предотвратить накопление электростатического заряда; к тому же их практически нельзя использовать повторно.
Гораздо надежнее хранить и перевозить битум в металлических бочках. В частности, известны так называемые евробочки - цилиндрические сварные бочки с гофрами на корпусе, изготавливаемые обычно из листов углеродистой холоднокатаной стали путем вырезания деталей, сворачивания и сваривания цилиндрического корпуса и завальцовывания к нему верхнего и нижнего днищ (см. http://www.greif.ru/catalog/steelbarrel/).
Недостатком таких бочек и способа их производства являются сварные соединения краев сворачиваемого в цилиндр листа и краев получающейся обечайки с днищами, что усложняет изготовление таких бочек. Кроме того, поскольку такие бочки практически непригодны для последующей перевозки битума, их использование сильно удорожает процесс хранения и перевозки битумных продуктов.
Частичное решение данной проблемы раскрыто в заявке на патент РФ №97117464 (опубл. 10.10.1999), где предлагается отрезать верхнее дно и использовать его потом как крышку с фиксацией прижимным кольцом. Но для этого требуется сложный процесс закатки наружу верхнего края бочки при ее изготовлении. Известна также бочка с надеваемой крышкой, но для этого требуется сложное закручивание края бочки (заявка ЕПВ №0565762, опубл. 20.10.1993).
Раскрытие изобретения
Таким образом, задача настоящего изобретения состоит в разработке такого способа изготовления бочки и такой бочки, которые, расширяя арсенал технических средств, преодолевали бы недостатки аналогов, т.е. были бы проще и дешевле.
Для решения этой задачи и достижения указанного технического результата в первом объекте настоящего изобретения предложен способ изготовления бочки, предназначенной для битума или аналогичных продуктов с температурой размягчения не ниже 35°С, в котором: навивают цилиндр из штрипса с одновременным формированием спирального соединительного шва между краями соседних витков; отрезают от изготовленного цилиндра обечайку заранее заданной длины; изготавливают верхнее и нижнее днища обрезкой и формовкой из того же материала, что и штрипс; вырезают заливное отверстие в верхнем днище; завальцовывают верхнее и нижнее днища по краям обечайки.
Особенность способа по первому объекту настоящего изобретения состоит в том, что: любое из днищ могут обрезать с запасом по диаметру для обеспечения последующего формования, после этого формуют изготовленное днище в виде стакана так, что внешний диаметр боковой стенки стакана не превышает внутренний диаметр обечайки; затем отгибают край боковой стенки ее внутренней стороной наружу до получения кольцевого зазора вокруг этой боковой стенки и устанавливают отформованные днища в обечайке так, чтобы каждый из ее краев вошел до упора в кольцевой зазор соответствующего днища; после чего осуществляют завальцовку прокаткой фигурных роликов изнутри боковой стенки стакана и снаружи ее отогнутой части до образования углубления, направленного внутрь обечайки, с последующим загибанием внутрь обечайки места перегиба боковой стенки стакана с введенным в зазор краем обечайки.
Другая особенность способа по первому объекту настоящего изобретения состоит в том, что при формировании соединительного шва обечайки могут наносить на готовый шов заданную информацию.
Еще одна особенность способа по первому объекту настоящего изобретения состоит в том, что обечайку могут отрезать длиной, выбранной из группы размеров, включающей 920 мм, 1000 мм и 1250 мм.
Еще одна особенность способа по первому объекту настоящего изобретения состоит в том, что навивку могут осуществлять штрипсом из углеродистой холоднокатаной стали, либо из нержавеющей стали, либо из оцинкованной стали, либо из алюминия, либо из композитного материала, представляющего собой сочетание слоев металла и пластика.
Еще одна особенность способа по первому объекту настоящего изобретения состоит в том, что навивку могут осуществлять уже окрашенным штрипсом, либо готовую бочку могут окрашивать в заданный цвет.
Наконец, еще одна особенность способа по первому объекту настоящего изобретения состоит в том, что штрипс и днища могут иметь толщину в пределах от 0,2 мм до 1 мм.
Для решения той же задачи и достижения того же технического результата во втором объекте настоящего изобретения предложена бочка, предназначенная для битума или аналогичных продуктов с температурой размягчения не ниже 35°С, изготовленная способом по первому объекту настоящего изобретения.
Краткое описание чертежей
Настоящее изобретение иллюстрируется далее приложенными чертежами, на которых одинаковые ссылочные позиции относятся к одним и тем же или сходным признакам.
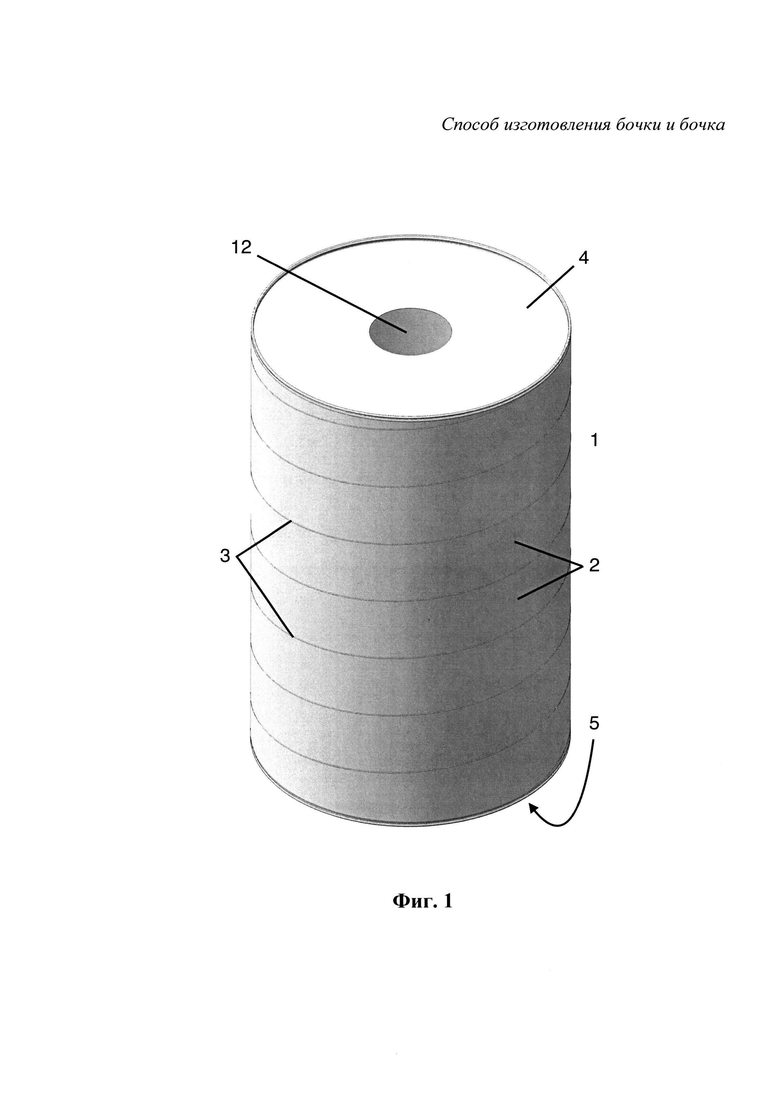
На Фиг. 1 показан общий вид бочки по настоящему изобретению.
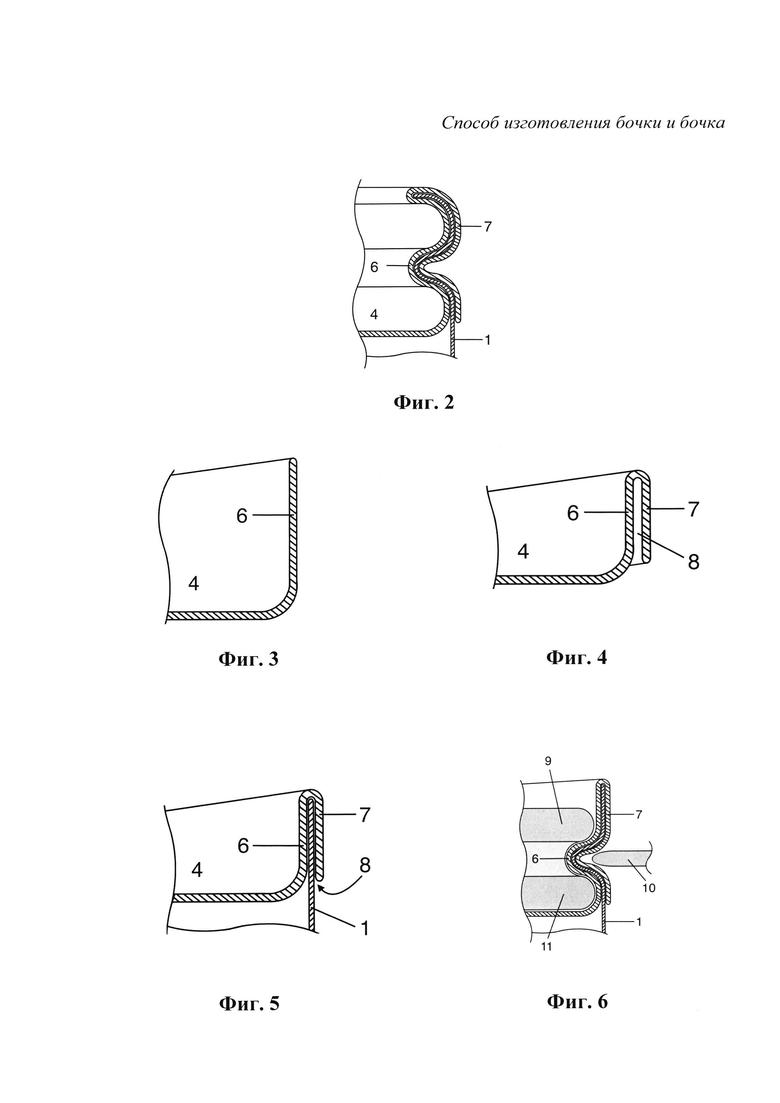
На Фиг. 2 показан предпочтительный вид в разрезе края верхнего днища бочки по Фиг. 1.
Фиг. 3-6 иллюстрируют последовательные этапы завальцовки днища в обечайку.
Подробное описание вариантов осуществления
Настоящее изобретение раскрыто с помощью примеров конкретного выполнения, которые являются чисто иллюстративными и не ограничивают объема притязаний по настоящему изобретению, определяемого только приложенной формулой изобретения с учетом эквивалентов.
Как показано на Фиг. 1, бочка по настоящему изобретению имеет обечайку 1 в форме цилиндра, навитого из штрипса 2 - металлических полос, соединенных по краям в процессе навивки спиральным швом 3. Изготавливают такую обечайку 1 на любом подходящем оборудовании, например на навивочном станке Tubeformer 1602 швейцарской фирмы Spiro (см. http://www.spiro.ch/ru/machines/tubeformer-1602), разрезая получающуюся трубу за части заранее заданной длины, определяемой из условий заполнения соответствующих транспортных средств. К примеру, длина может быть выбрана из группы размеров, включающей 920 мм, 1000 мм и 1250 мм. Штрипс может быть сделан из любого подходящего металла, включая углеродистую холоднокатаную сталь, нержавеющую сталь, оцинкованную сталь, алюминий, либо иметь композитную природу в виде сочетания слоев любого их указанных металлов и пластика. Штрипс может быть заранее окрашен в любой подходящий цвет. Альтернативно, окрашивается готовая бочка.
Отметим, что в процессе изготовления обечайки 1 на спиральный шов 3 при его формовании может наноситься заранее заданная информация, например название изготовителя или его товарный знак, дата изготовления и т.п.
На Фиг. 1 показано верхнее днище 4 и не показано нижнее днище (изогнутая стрелка 5), имеющие одинаковые форму и размеры. Эти верхнее и нижнее днища 4, 5 изготавливают обрезкой (например, радиальным вырезанием) и формовкой из того же материала, что и штрипс 2. Готовые верхнее и нижнее днища 4, 5 завальцовывают по краям обечайки 1.
Специалистам понятно, что для выполнения завальцовки оба днища 4, 5 должны, по меньшей мере, иметь запас материала по диаметру. Кроме того, в зависимости от типа завальцовки днища 4, 5 должны соответственно формоваться, например, так, как это описано в заявке США №2015/0076165 (опубл. 19.03.2015), в заявке Великобритании №814026 (опубл. 27.05.1959) или в патенте Китая на полезную модель №2516477 (опубл. 16.10.2002).
В настоящем изобретении предпочтительно каждое изготовленное днище 4 или 5 формуют в виде стакана так, что внешний диаметр боковой стенки 6 этого стакана не превышает внутренний диаметр обечайки 1. На Фиг. 3 показан вид в разрезе края верхнего днища 4 после формовки.
Далее край боковой стенки 6 получившегося стакана отгибают ее внутренней стороной наружу до образования отогнутой частью 7 кольцевого зазора 8 вокруг этой боковой стенки 6, как показано на Фиг. 4.
Каждое отформованное днище (в данном случае верхнее днище 4) устанавливают в обечайке 1 так, чтобы соответствующий край этой обечайки 1 вошел до упора в кольцевой зазор 8 соответствующего днища. На Фиг. 5 показан вид в разрезе края верхнего днища 4, в кольцевой зазор 8 боковой стенки 6 стакана которого вдвинут верхний край обечайки 1.
После этого осуществляют завальцовку соответствующего днища 4 или 5 в обечайке 1, как показано на Фиг. 6. Для этого прокатывают фигурные ролики 9 и 11 изнутри боковой стенки 6 стакана, а фигурный ролик 10 снаружи отогнутой части 7 до образования в промежутке между роликами 9 и 11 углубления, направленного внутрь обечайки 1.
После этого загибают внутрь обечайки 1 место перегиба боковой стенки 6 стакана с введенным в зазор 8 краем обечайки 1, что иллюстрируется на Фиг. 2.
Все описанные операции могут осуществляться на оборудовании, известном из указанных выше аналогов, или любом сходном оборудовании.
Получающееся в результате описанных предпочтительных операций соединение днища 4 или 5 с обечайкой 1 обеспечивает достаточную прочность готовой бочки и не позволяет даже разогретому битуму вытекать через щели, возможно оставшиеся после описанной завальцовки. Вследствие этого исключается необходимость в проверке герметичности изготовленной бочки, что упрощает и удешевляет процесс ее изготовления.
Специалистам понятно, что бочка по настоящему изобретению может быть изготовлена из материала любой подходящей толщины. Предпочтительно, однако, использовать штрипс для обечайки 1 и листовой материал для днищ 4 и 5 толщиной от 0,2 мм до 1 мм. В этом случае завальцовка краев может выполняться на более простом и менее энергоемком оборудовании. Более того, такие тонкостенные бочки вполне могут быть одноразовыми.
Разумеется, перед завальцовкой верхнего днища 4 в нем необходимо проделать заливное отверстие, обозначенное на Фиг. 1 ссылочной позицией 12. Эта операция выполняется на стадии обрезки и формовки или сразу вслед за обрезкой. Как правило, заливное отверстие 12 имеет круглую форму и может иметь диаметр в пределах от 100 мм до 250 мм и даже более. Размер заливного отверстия 12 определяется, в основном, требованиями к удобству загрузки и выгрузки битума или иного аналогичного продукта. К таким продуктам относятся, помимо самого битума, еще и битумные вяжущие, полимерно-битумные вяжущие, другие битумные продукты, битумные герметики и мастики и любые иные продукты с температурой размягчения не ниже 35°С.
Предпочтительно, для упрощения изготовления, выполнять заливное отверстие 12 в виде круглого отверстия, получаемого в процессе обрезки верхнего днища путем радиального вырезания на одном оборудовании. Такое безрезьбовое отверстие после заливки разогретого битума может быть закрыто крышкой, вставляемой в это отверстие с усилием и плотно фиксируемой в нем после остывания битума.
Таким образом, описанный способ изготовления бочки и полученная этим способом бочка, предназначенная для битума или аналогичных продуктов, имеющих температуру размягчения не ниже 35°С, обеспечивают расширение арсенала технических средств, одновременно преодолевая недостатки известных аналогов, будучи проще и дешевле. В данном случае дешевизна может быть отнесена именно к техническому результату, поскольку достигается она за счет использования более простого оборудования с меньшим энергопотреблением. Например, из-за малой толщины используемого материала вместо прессовой штамповки днищ возможно применение ротационной обрезки и формовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клееная бочка | 1950 |
|
SU89173A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОРАЗОВОГО КОНТЕЙНЕРА И МНОГОРАЗОВЫЙ КОНТЕЙНЕР | 2019 |
|
RU2714376C1 |
| БОЧКА С ГОРЛОВИНОЙ | 1990 |
|
RU2049022C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕТАЛЕЙ ШАССИ ИЗ МИКРОЛЕГИРОВАННОЙ СТАЛИ, ХАРАКТЕРИЗУЮЩЕЙСЯ УЛУЧШЕННОЙ ДЕФОРМИРУЕМОСТЬЮ В ХОЛОДНОМ СОСТОЯНИИ | 2017 |
|
RU2725268C1 |
| СЕКЦИЯ ПОДВОДНОГО ТРУБОПРОВОДА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2429404C1 |
| Бочка для сбора и транспортировки живицы и устройство для открывания бочки | 1987 |
|
SU1521667A1 |
| БОЧКА | 1991 |
|
RU2014255C1 |
| Устройство для обжатия крышки на бочке | 2022 |
|
RU2801460C1 |
| ШПУНТОВАЯ БОЧКА | 2005 |
|
RU2301766C1 |
| Бочка с пробкой | 1990 |
|
SU1774929A3 |
Способ изготовления бочки, предназначенной для битума или аналогичных продуктов с температурой размягчения не ниже 35°C, заключается в том, что навивают цилиндр из штрипса с одновременным формированием спирального соединительного шва между краями соседних витков, отрезают от изготовленного цилиндра обечайку заранее заданной длины. Одновременно изготавливают верхнее и нижнее днища обрезкой и формовкой из того же материала, что и упомянутый штрипс, и вырезают заливное отверстие в упомянутом верхнем днище. Затем завальцовывают упомянутые верхнее и нижнее днища по краям упомянутой обечайки. Изобретение обеспечивает изготовление прочной дешевой бочки для заливки и хранения битума. 2 н. и 11 з.п. ф-лы, 6 ил. 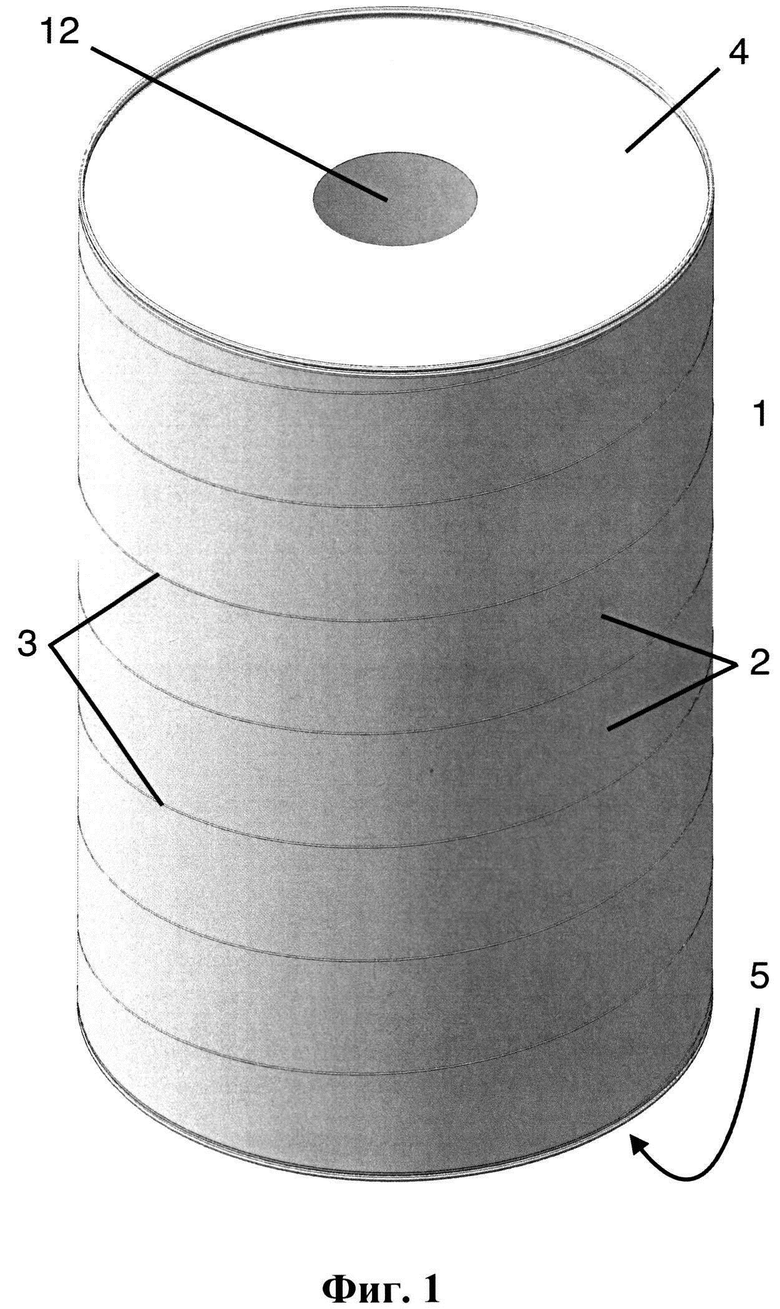
1. Способ изготовления бочки, предназначенной для битума или аналогичных продуктов с температурой размягчения не ниже 35°C, в котором:
- навивают цилиндр из штрипса с одновременным формированием спирального соединительного шва между краями соседних витков;
- отрезают от изготовленного цилиндра обечайку заранее заданной длины;
- изготавливают верхнее и нижнее днища обрезкой и формовкой из того же материала, что и упомянутый штрипс;
- вырезают заливное отверстие в упомянутом верхнем днище;
- завальцовывают упомянутые верхнее и нижнее днища по краям упомянутой обечайки.
2. Способ по п. 1, в котором:
- любое из упомянутых днищ обрезают с запасом по диаметру для обеспечения последующего формования;
- формуют изготовленное днище в виде стакана так, что внешний диаметр боковой стенки упомянутого стакана не превышает внутренний диаметр упомянутой обечайки;
- отгибают край упомянутой боковой стенки ее внутренней стороной наружу до получения кольцевого зазора вокруг этой боковой стенки;
- устанавливают отформованные днища в упомянутой обечайке так, чтобы каждый из ее краев вошел до упора в упомянутый кольцевой зазор соответствующего днища;
- после чего осуществляют упомянутую завальцовку прокаткой фигурных роликов изнутри упомянутой боковой стенки стакана и снаружи ее отогнутой части до образования углубления, направленного внутрь упомянутой обечайки, с последующим загибанием внутрь упомянутой обечайки места перегиба упомянутой боковой стенки стакана с введенным в упомянутый зазор краем упомянутой обечайки.
3. Способ по п. 1, в котором при упомянутом формировании соединительного шва обечайки наносят на готовый шов заданную информацию.
4. Способ по п. 1, в котором упомянутую обечайку отрезают длиной, выбранной из группы размеров, включающей 920 мм, 1000 мм и 1250 мм.
5. Способ по п. 1, в котором упомянутую навивку осуществляют штрипсом из углеродистой холоднокатаной стали.
6. Способ по п. 1, в котором упомянутую навивку осуществляют штрипсом из нержавеющей стали.
7. Способ по п. 1, в котором упомянутую навивку осуществляют штрипсом из оцинкованной стали.
8. Способ по п. 1, в котором упомянутую навивку осуществляют штрипсом из алюминия.
9. Способ по п. 1, в котором упомянутую навивку осуществляют штрипсом из композитного материала, представляющего собой сочетание слоев металла и пластика.
10. Способ по п. 1, в котором упомянутую навивку осуществляют уже окрашенным штрипсом.
11. Способ по п. 1, в котором готовую бочку окрашивают в заданный цвет.
12. Способ по п. 1, в котором упомянутый штрипс и упомянутые днища имеют толщину в пределах от 0,2 мм до 1 мм.
13. Бочка, предназначенная для битума или аналогичных продуктов с температурой размягчения не ниже 35°C, изготовленная способом по любому из пп. 1-12.
| US 1700937 A, 05.02.1929 | |||
| ЛЕГКО ВСКРЫВАЕМАЯ И ПОВТОРНО ЗАКРЫВАЕМАЯ УПАКОВКА С ДИСКРЕТНОЙ ЛЕНТОЙ И ПОЛОТНОМ С ВЫРУБНЫМ ЭЛЕМЕНТОМ | 2010 |
|
RU2516477C2 |
| DE 29608360 U1, 14.08.1996 | |||
| Цилиндрицеский резервуар | 1979 |
|
SU943134A1 |
| US 4890786 A, 02.01.1990. | |||

