Изобретение относится к способу обработки и выделения материала из комбинированной многокомпонентной системы, а также к вертикальной истирающей мельнице для осуществления этого способа.
В Германии ежегодно возникает около 80 миллионов тонн строительных отходов. Значительная их часть приходится на бетонный лом. Бетон и, соответственно, бетонный лом состоят главным образом из гравия, песка и цементного камня. Цементный камень служит в частности для связывания двух других компонентов.
Как раз в тех местностях, где нет природных залежей гравия и песка, было бы желательно обрабатывать бетонный лом таким образом, чтобы он мог быть разделен на отдельные составные части. При этом в частности интерес представляет восстановление использованного гравия и/или песка. Однако при этом важно, чтобы гравий и песок были по возможности полностью очищены от цементного камня, поскольку в противном случае при применении упомянутого восстановленного гравия или песка для производства бетона изготовленный таким образом бетон будет при определенных обстоятельствах иметь меньшую прочность.
Из патента WO 201 1/142663 А1 известно, например, сепарирующее устройство, позволяющее измельчать бетонный лом и, если возможно, при этом также восстанавливать отдельные компоненты бетона. Однако при помощи этого устройства требуемая степень чистоты отдельных переработанных компонентов, таких как гравий и песок, не может быть достигнута вовсе или достигается лишь при особенно благоприятных условиях.
При рециклировании бетона важно, чтобы в процессе обработки бетонного лома в частности не требовалось измельчать гравий, поскольку в противном случае он мог бы быть в дальнейшем использован для производства бетона лишь как низкокачественный.
В последнее время для обработки и выделения материалов применяются также и истирающие мельницы, которые являются, собственно говоря, чисто дробильными агрегатами.
Такого рода способ известен, например, из патента WO 2011/107124 А1. При описанном там способе шлаки высококачественной стали, состоящие из силикатной фракции и металлической фракции, целенаправленно измельчаются и при этом отделяются друг от друга. При измельчении используют значительную разницу в твердости отдельных фракций, а также различие в плотности, чтобы добиться разделения. Существенно при этом способе то, что мельница и далее в первую очередь используется как дробильный агрегат и загружаемое сырье значительно измельчается, а лишь во вторую очередь, как дополнительное свойство, используется также и для достижения разделения. Разделение посредством данного способа путем необходимого обусловленного давлением измельчения может быть достигнуто лишь в том случае, если один из разделяемых компонентов является дуктильным, так что во время процесса размола он не измельчается. Иными словами, разделение происходит за счет того, что один из компонентов размалывается под воздействием межвальцового давления, в то время как другой компонент не измельчается. Это возможно потому, что не измельчаемый компонент обладает дуктильными свойствами. Правда, при слишком высоком давлении при размоле этот компонент деформируется, что происходит ненамеренно, однако далее он не измельчается.
Однако способ такого рода не применим для обработки и разделения бетонного лома, поскольку в составе бетонного лома нет дуктильных материалов, и соответственно мельницей были бы измельчены все материалы или компоненты бетонного лома. Следовательно, не может быть достигнут необходимый результат, в частности очистка и восстановление гравия.
В основе изобретения лежит задача представить способ и устройство, который/которое позволило бы эффективно обеспечить обработку и выделение материала из комбинированной многокомпонентной системы, в которой компоненты многокомпонентной системы не имеют дуктильных свойств.
Это задача решается согласно изобретению способом обработки и выделения материала из комбинированной многокомпонентной системы с признаками п. 1 и вертикальной истирающей мельницей с признаками п. 13 формулы изобретения.
Предпочтительные варианты осуществления изобретения указаны в зависимых пунктах формулы изобретения и в описании.
При предлагаемом способе обработки и разделения комбинированной многокомпонентной системы, состоящей минимум из первого компонента и второго компонента, связанного с первым компонентом, причем оба компонента не обладают дуктильными свойствами, материал в качестве загружаемого продукта поступает в истирающую мельницу, которая имеет чашу бегунов и мелющие вальцы, для истирания в слое.
В чаше бегунов во время работы образуется измельчаемый слой из обработанного и обрабатываемого материала, по которому перекатываются мелющие вальцы. При истирании в слое посредством мелющих вальцов в измельчаемом слое за счет срезающей нагрузки и истирания частиц компонентов друг о друга материал разделяется на первый и второй компонент, причем частицы первого компонента, частицы второго компонента и частицы прежнего компонента истираются друг о друга.
Для обеспечения возможности истирания в слое в истирающей мельнице она приводится в действие с очень небольшой силой прижатия вальцов, так что достигается давление на поверхность лишь в диапазоне от 15 кН/м до максимум 140 кН/м2 относительно вертикальной проекции поверхности среднего диаметра вальца. При этом сила прижатия подбирается таким образом, чтобы непосредственно путем давления на поверхность не производилось по существу обусловленного давлением измельчения первого и/или второго компонента. Иначе говоря, обработка материала происходит главным образом только путем взаимного истирания материала или частиц первого и/или второго компонента. Обусловленное давлением измельчение не предусмотрено. Если измельчение производится, то это происходит главным образом путем взаимного трения материалов друг о друга
Кроме того истирающая мельница эксплуатируется таким образом, чтобы измельчаемый слой имел минимальную высоту, превышающую диаметр частиц одного из двух компонентов. Вслед за истиранием в слое или обработкой в измельчаемом слое, по крайней мере, первый и второй компонент удаляются из кругового процесса обработки в истирающей мельнице и сортируются.
Основной идеей предлагаемого способа может считаться применение истирающей мельницы, в частности вертикальной истирающей мельницы, уже не в качестве измельчающего агрегата, в котором путем давления вальцов измельчаемый материал «раздавливается», а применение истирающей мельницы, в частности образованного в истирающей мельницы измельчаемого слоя, для обработки и разделения загружаемого материала на его составные элементы, в особенности на первый и второй компоненты. Эта обработка и разделение загружаемого материала происходит внутри измельчаемого слоя путем взаимного перетирающего воздействия, то есть истирания материала.
В соответствии с изобретением было обнаружено, что путем соответствующего изобретению образования измельчаемого слоя с крайне незначительным сжатием посредством вальцов в измельчаемом слое происходит или только становится возможным процесс истирания между отдельными компонентами материала, состоящего из комбинированной многокомпонентной системы.
Таким образом, использование соответствующего изобретению истирания в слое позволяет при помощи истирающей мельницы разделять многокомпонентные системы, компоненты которых не имеют дуктильных свойств. Можно даже произвести такого рода разделение многокомпонентных систем, компоненты которых являются хрупкими. Иными словами, в мельнице по существу уже не происходит размола, поскольку сила прижатия вальцов рассчитана таким образом, что по существу становится невозможным измельчение посредством вальцов или их воздействие непосредственно на измельчаемый слой. Разделение и связанное с ним частичное измельчение составных частей многокомпонентной системы достигается главным образом при помощи процесса истирания, происходящего в измельчаемом слое.
В контексте изобретения под истиранием может пониматься очистка нескольких компонентов от прилипания друг к другу путем взаимного трения друг о друга. При этом происходит разделение компонентов в особенности за счет возникающих при трении друг о друга срезывающих сил на поверхностях, приводящих к очистке отдельных компонентов.
Другая основная идея, лежащая в основе изобретения, заключается в образовании измельчаемого слоя таким образом, чтобы он имел минимальную высоту, превосходящую диаметр частиц одного из двух компонентов. При этом выбирается в частности более твердый или плотный из двух компонентов комбинированной многокомпонентной системы. Путем расчета параметров измельчаемого слоя достигается то, что более твердый компонент не измельчается под воздействием межвальцевого давления. В этой связи не обязательно должна идти речь о самом твердом из компонентов. Предпочтительно, например, также, когда высота измельчаемого слоя, по меньшей мере, равняется среднему размеру одного из компонентов. Таким образом с достаточной долей вероятности обеспечивается, чтобы в процессе обработки происходило не обусловленное давлением измельчение, а главным образом обработка или измельчение благодаря процессам истирания в измельчаемом слое, то есть истирающее измельчение.
В соответствии с изобретением комбинированная многокомпонентная система может также состоять и из большего числа компонентов, чем два, приведенных здесь в качестве примера. Под более твердым компонентом в соответствии с изобретением может также пониматься и более прочно сцепленный компонент.
Предпочтительно выбранная сила прижатия вальцов, которые альтернативно могут также называться мелющими вальцами, выбирается таким образом, чтобы давление на поверхность было в диапазоне от 15 кН/м2 до максимум 140 кН/м2. Сила прижатия в частности зависит от размера вальцов, размера вертикальной мельницы и/или веса вальцов. В качестве исходной величины при этом используется давление на поверхность, так что направляющая величина существует вне зависимости от выполненного размера вальцов или мельницы. Предпочтительный диапазон давления на поверхность зависит от обрабатываемых материалов, причем давление на поверхность выбирается таким образом, чтобы не происходило по существу обусловленного давлением измельчения размалываемого материала. Поскольку при обработке природной многокомпонентной системы по всей ширине многокомпонентной системы имеется много различных степеней твердости, предлагаемый способ не может полностью исключить, что небольшая часть будет подвергнута нежелательному раздавливанию или не сможет быть успешно обработана.
Помимо этого в основе изобретения лежит неожиданный вывод о том, что, несмотря на, собственно говоря, слишком небольшое для эксплуатации истирающей мельницы давление на поверхность все же возможна обработка загружаемого материала. Это объясняется главным образом тем, что в противоположность прежнему режиму эксплуатации мельницы уже не происходит истинного размола, а материалы главным образом взаимно обрабатывают друг друга, а не обрабатываются вальцами. Это приводит даже к тому, что предлагаемый способ позволяет также обрабатывать и разделять материалы, компоненты которых по существу не имеют различий в плотности.
Предпочтительно сила прижатия выбирается таким образом, чтобы возникающие при истирании в слое срезывающие силы между частицами составляли от 5 кН/м2 до 70 кН/м2, в частности от 7 кН/м2 до 20 кН/м2. Указанные диапазоны срезывающих сил между частицами различных компонентов комбинированной многокомпонентной системы обеспечивают возможность хорошего истирания в измельчаемом слое, так что в мельнице может быть произведена обработка и разделение комбинированной многокомпонентной системы. При этом благодаря имеющимся срезывающим силам удается также достичь достаточно большой чистоты отдельных компонентов, не рискуя произвести слишком сильное измельчение.
При этом компонентом, имеющим существенное значение при настройке срезывающих сил, является сила прижатия вальцов. В идеальном случае она должна быть настроена так, чтобы в результате вращения тарелки бегунов в сочетании с вальцами, а также вращения вальцов в измельчаемом слое возникали необходимые срезывающие силы. Иначе говоря, на обрабатываемый материал воздействуют различные срезывающие силы и силы трения: С одной стороны, срезывающие силы и силы трения между отдельными частицами материала; с другой стороны, срезывающие силы, которые через вальцы передаются на материал.
Обычно при применении истирающей мельницы в качестве дробильного агрегата вальцы приводятся во вращение измельчаемым слоем. Поэтому в стандартном состоянии можно предположить, что окружная скорость вальцов будет подобна относительной скорости измельчаемого слоя, находящегося на вращающейся тарелке бегунов. Однако если вальцы вращаются медленнее, чем тарелка бегунов или измельчаемый слой, то в результате различных скоростей в точках соприкосновения возникают срезывающие силы, которые используются для соответствующего изобретению истирания в слое.
Выражаясь точнее, возникновение срезывающих сил главным образом зависит от скорости частиц, проводимых продольно под мельницей, по сравнению с окружной скоростью вальцов, с которой они пролетают мимо частиц или с которой частицы пролетают мимо.
В противоположность стандартному режиму эксплуатации при размоле посредством истирающей мельницы при предлагаемом способе необходимо значительно увеличить высоту измельчаемого слоя. Для предлагаемого способа измельчаемый слой предпочтительно имеет максимальную высоту в размере 8% от диаметра чаши бегунов, однако предпочтительно около 4% от диаметра чаши бегунов. При обычном режиме работы истирающей мельницы измельчаемый материал активно дробится или раздавливается вальцами. При этом желательно, чтобы мелющая щель, то есть расстояние между мелющими вальцами и тарелкой бегунов или чашей бегунов, была не слишком большой, чтобы передаваемые через мелющие вальцы на измельчаемый слой силы могли активно использоваться для дробления измельчаемого материала. Если мелющая щель слишком большая, то может получиться, с одной стороны, что измельчаемый материал частично будет только уплотняться и, таким образом, на измельчаемый материал не будет оказываться достаточное давление, а, с другой стороны, что измельчаемый материал будет вытекать наружу из мелющей щели, так что он будет вытесняться, а не измельчаться.
В противоположность этому в соответствии с режимом работы согласно изобретению требуется, чтобы в измельчаемом слое происходили движения частиц или компонентов истираемой многокомпонентной системы. Поэтому предпочтительно, если высота измельчаемого слоя значительно больше, чем в истирающих мельницах, применяемых исключительно для размола. Благодаря большей высоте измельчаемого слоя происходит больше движений частиц или компонентов в измельчаемом слое относительно друг друга, так что в результате достигается истирание в слое.
В принципе высота измельчаемого слоя может регулироваться посредством силы прижатия вальцов, потока загружаемого материала, скорости вращения чаши бегунов, высоты подпорного порога чаши бегунов и/или внутреннего рециркуляционного потока.
При этом увеличение силы прижатия мелющих вальцов за счет связанного с этим увеличение давления на поверхность уменьшает высоту измельчаемого слоя. Увеличение потока загружаемого материала, означающее, что в истирающую мельницу загружается больше измельчаемого материала в единицу времени, увеличивает высоту измельчаемого слоя. В противоположность этому, более высокая скорость вращения чаши бегунов уменьшает высоту измельчаемого слоя, поскольку имеющийся измельчаемый материал быстрее удаляется из чаши бегунов. Подпорный порог чаши бегунов находится на краю чаши бегунов и служит для того, чтобы уменьшать или предотвращать выливание измельчаемого материала из чаши. Если подпорный порог повышается, то при этом увеличивается и высота измельчаемого слоя.
Следующим параметром, который может быть использован для регулирования высоты измельчаемого слоя, является внутренний рециркуляционный поток. При этом, в частности у истирающих мельниц со встроенным просеивателем, идет речь о количестве частиц, которые отводятся при просеивании и вновь возвращаются в чашу бегунов для дальнейшей обработки. Если внутренний рециркуляционный поток увеличен, то увеличивается также и высота измельчаемого слоя. На внутренний рециркуляционный поток можно воздействовать, например, как посредством регулировки просеивателя, так и посредством объема потока технологического воздуха.
Предпочтительным оказалось, например, если повышено материальное скрепление многокомпонентной системы, повышать силу прижатия, чтобы, несмотря на повышенное материальное скрепление, получить необходимые силы для истирания в слое. Однако поскольку в идеальном случае высота измельчаемого слоя должна поддерживаться на одном уровне, необходимо привести в соответствие и другие параметры, так как в результате увеличения силы прижатия в первую очередь уменьшается высота измельчаемого слоя. При этом предпочтительно увеличить поток загружаемого материала и/или внутренний рециркуляционный поток. Альтернативно или дополнительно может быть также уменьшена скорость вращения чаши бегунов. Регулировка этих параметров возможна также и без остановки процесса, так что, если, например, в ходе испытаний будет установлено, что материальное скрепление многокомпонентной системы стало сильнее, чем прежде, можно будет отреагировать на это посредством указанных здесь параметров.
Еще одной возможностью является увеличение высоты подпорного порога. Однако сделать это без остановки процесса невозможно или затруднительно, так что этот вариант применяется главным образом тогда, когда используемая истирающая мельница должна быть перенастроена на другую многокомпонентную систему или рассчитана применительно к ней.
Если уменьшается материальное скрепление многокомпонентной системы, то соответственно уменьшается и сила прижатия, в результате чего в принципе увеличилась бы высота измельчаемого слоя. Для противодействия этому вышеупомянутые параметры могут быть приведены в соответствие в противоположном направлении.
При эксплуатации истирающей мельницы в принципе желательно обеспечивать как можно более высокую пропускную способность, то есть обрабатывать как можно больше загружаемого материала в единицу времени. Если для повышения пропускной способности увеличивается поток материала, предпочтительно, чтобы для сохранения высоты измельчаемого слоя в частности повышалась скорость вращения чаши бегунов. Хотя увеличение силы прижатия вальцов также уменьшило бы высоту измельчаемого слоя, но это привело бы к изменению переменной истирания в слое. В частности в результате увеличения силы прижатия вальцов усилилось бы давление при размоле, то есть сила, передаваемая посредством вальцов на измельчаемый слой, вследствие чего возрастает также и давление на поверхность. Это может привести к ухудшению обработки и разделения многокомпонентной системы. Поэтому предпочтительно, чтобы, если увеличивается поток загружаемого материала, это компенсировалось лишь увеличением скорости вращения чаши бегунов. То же самое может быть произведено, если принудительно усиливается внутренняя циркуляция. Это случается, например, тогда, когда требуется более высокая степень расщепления материалов, и поэтому просеивателем отводится меньше материала как тонко измельченного. Это приводит, как было показано выше, к тому, что на тарелку бегунов возвращается больше материала и вследствие этого, как и при увеличении потока загружаемого материала, увеличивается высота измельчаемого слоя. Здесь также предпочтительно, регулировать это главным образом лишь путем приведения в соответствие, в частности повышения, скорости вращения чаши бегунов, так чтобы высота измельчаемого слоя оставалась неизменной.
Известны различные типы истирающих мельниц. У одних вальцы приводятся в действие непосредственно, у других, в частности типа LOESCHE, сами вальцы не приводятся в действие, а за счет сил трения, возникающих между вальцами и измельчаемым слоем, приводятся во вращение. При нормальном режиме работы истирающей мельницы, при котором истирающая мельница используется для размола, это относительно несложно. Однако при применении истирающей мельницы для истирания в слое было установлено, что вследствие крайне незначительных сил прижатия мелющих вальцов следует уделять повышенное внимание вращению мелющих валков.
В связи с этим предпочтительно, если истирающая мельница в момент запуска имеет большую силу прижатия вальцов, чем сила прижатия, выбранная при эксплуатации. Это необходимо, чтобы сначала привести вальцы, которые имеют требующий преодоления пусковой момент, во вращение. Затем, во время работы по истиранию в слое, трения, существующего между измельчаемым слоем и мелющими вальцами, в большинстве случаев бывает достаточно для поддержания вращения вальцов.
В связи с этим предпочтительно, если вращение вальцов во время эксплуатации контролируется, а сила прижатия вальцов, по крайней мере, периодически повышается, если отмечается слишком слабое вращение вальцов. Слишком слабое вращение вальцов приводит к тому, что изменяются передаваемые вальцами на измельчаемый слой срезающие силы и соответственно также изменяется качество истирания в слое. Путем кратковременного повышения силы прижатия вальцов достигается то, что они имеют достаточное вращение или достаточный импульс на вращение. В контексте изобретения под слишком слабым вращением вальцов понимается, если окружная скорость вальца составляет менее 50% от скорости потока материала под вальцом. Приблизительно можно предположить, что поток материала под вальцом соответствует скорости вращения чаши бегунов или тарелки бегунов под вальцами. В зависимости от материала могут быть предусмотрены корректировки на несколько процентов для обеспечения возможности лучшего определения скорости.
Для облегчения приведения в действие истирающей мельницы, в частности приведения во вращение мелющих вальцов, при очень незначительных допустимых для истирания в слое силах прижатия, вальцовые опоры предпочтительно рассчитываются с большим зазором, чем обычно. Это, с одной стороны, сокращает пусковой момент, а с другой стороны, уменьшает опасность остановки или то, что мелющие валки будут иметь слишком низкую скорость вращения.
В предпочтительном варианте осуществления изобретения истирающая мельница эксплуатируется режиме центральной разгрузки и/или режиме воздушной струи. При режиме эксплуатации как мельница с чисто центральной разгрузкой обработанный измельчаемый материал в частности посредством вращения чаши бегунов перемещается через возможно имеющийся подпорный порог и падает в зону под чашей бегунов. Отсюда он может быть удален. При эксплуатации в режиме воздушной строи падающий вниз через край тарелки бегунов измельчаемый материал подхватывается потоком технологического воздуха и в частности выдувается наверх. Над чашей бегунов чаще всего находится просеиватель, к которому обработанный измельчаемый материал перемещается потоком технологического воздуха. В просеивателе происходит просеивание, так что достаточно тонко обработанный измельчаемый материал выводится из процесса обработки, в то время как подлежащий дальнейшей обработке измельчаемый материал как так называемый надрешетный продукт вновь возвращается в процесс обработки.
В связи с изобретением истирание в слое в частности также называется размольным процессом, поскольку оно может рассматриваться как отдаленно родственное стандартным размольным процессам, но отличающееся от них иной техникой измельчения. Однако истирание в измельчаемом слое выполняется посредством истирающей мельницы, так что для облегчения понимания применяется терминология для мельниц, хотя в строгом смысле слова размола уже не происходит. При комбинированном режиме центральной разгрузки и воздушной струи потоком технологического воздуха, который проходит вокруг чаши бегунов, подхватывается не весь переливающийся через край измельчаемый материал, а лишь часть его. Другая часть падает вниз и при помощи транспортирующих устройств удаляется из-под чаши бегунов.
В предпочтительном варианте осуществления изобретения обрабатываемым и выделяемым из комбинированной многокомпонентной системы материалом является бетонный лом. Сам бетонный лом состоит большей частью из гравия, песка и цементного камня. Предлагаемым способом гравий и песок посрде6ством истирания в слое отделяются друг от друга и от цементного камня и очищаются. Путем истирания в слое в частности цементный камень затирается от гравия и песка, так что в соответствии с предлагаемым способом гравий и песок опять оказываются по существу в чистом виде и могут вновь использоваться для производства бетона.
В дальнейшем предпочтительном варианте осуществления способа применяется вертикальная истирающая мельница с просеивателем, который также может быть встроенным. Дополнительно поток технологического воздуха регулируется таким образом, что из переливающегося через край измельчаемого материала один компонент, например, цементный камень, и хотя бы частично соединения из первого и второго компонента, например, цементного камня и песка, потоком технологического воздуха перемещаются к просеивателю, в то время как первый очищенный компонент, например, гравий и песок, как крупный продукт выводится из процесса размола.
Далее предусмотрено, что у просеивателя из процесса размола в качестве материала тонкого помола выводится, по крайней мере, часть измельченного второго компонента, например, измельченного цементного камня, а недостаточно измельченные частицы вторых компонентов, а также сращения из первого и второго компонента, например, цементные камни, а также соединения из цементных камней и песка, выводятся из просеивателя и направляются обратно в чашу бегунов. Кроме того, из удаленного крупного продукта путем просеивания может быть удален песок, чтобы таким образом обеспечить возможность дальнейшего разделения многокомпонентных систем из более, чем двух компонентов.
В соответствии с предпочтительным вариантом осуществления изобретения вертикальная истирающая мельница эксплуатируется в комбинированном режиме центральной разгрузки и воздушной струи. При этом поток технологического воздуха, который снизу проходит вокруг чаши бегунов, настроен таким образом, что он перемещает кверху в направлении просеивателя только легкие или мелкие материалы, в частности измельченный цементный камень и сращения из цементного камня и песка. Очищенные тяжелый компоненты, такие как песок и гравий, могут падать вниз навстречу потоку технологического воздуха и как крупный продукт выводятся из размольного процесса. Кроме того, сросшийся материал, который также называется сращением, из таких компонентов, как гравий, песок и цементный камень, может как крупный продукт выводиться из процесса размола. Этот еще недостаточно обработанный материал может быть выявлен посредством процессов сортировки и в соответствии с изобретением направлен обратно в процесс истирания в слое.
Для разделения гравия и песка подходит последующее отделение путем просеивания. Материал, перенесенный потоком технологического воздуха к просеивателю, подвергается там просеиванию. В качестве материала тонкого помола в зависимости от настройки просеивателя выводится, например, только измельченный цементный камень, в то время как остальной материал направляется обратно в чашу бегунов. Измельчение цементного камня происходит согласно предлагаемому способу главным образом не путем воздействия сжатием, а путем истирания в слое. Иными словами, цементный камень перетирается другими частицами, а также другими цементными камнями. Такое перетирание также позволяет удалить цементный камень от гравия и песка, не измельчая при этом сам песок и гравий.
Предлагаемый способ может быть предпочтительно осуществлен посредством истирающей мельницы с вращающейся чашей бегунов, при работе которой образуется измельчаемый слой из измельчаемого материала, и с минимум двумя стационарными, вращающимися мелющими вальцами, которые при работе перекатываются по измельчаемому материалу. При этом предпочтительно над мелющими вальцами размещается просеиватель и дополнительно предусмотрено устройство для определения и сохранения минимальной мелющей щели между чашей бегунов и мелющими вальцами.
В основе соответствующей изобретению вертикальной истирающей мельницы лежит вывод о том, что при истирании в слое необходимо или возможно значительно меньшее сжатие измельчаемого продукта в измельчаемом слое, чем в обычном измельчаемом слое, который, например, имеется при дроблении угля. Из-за незначительного сжатия или силового воздействия посредством мелющих вальцов существует проблема, связанная с локально различными степенями твердости и другими свойствами измельчаемого слоя, которые могут проявляться со значительными различиями. Например, в некоторых местах в результате незначительного сжатия и относительно большой высоты измельчаемого слоя может быть больше включений воздуха, чем в других. Если мелющие вальцы будут работать с постоянной силой прижатия, то существует опасность, что в местах, где имеется больше включений воздуха, мелющие вальцы будут значительно сильнее сдавливать измельчаемый слой, чем в других. При этом может даже случиться, что мелющие вальцы пробьются до чаши бегунов. Все эти варианты и проявляющиеся феномены приводят к неустойчивому ходу мелющих вальцов, который в свою очередь приводит к вибрациям при работе всей вертикальной мельницы, которые могут быть нежелательными, а отчасти даже и вредными. Например, если возникают слишком сильные вибрации, приходится останавливать процесс обработки посредством вертикальной истирающей мельницы.
Ввиду этого в изобретении было обнаружено, что впервые возникла необходимость предусмотреть у вертикальных мельниц устройство для определения и сохранения минимальной мелющей щели между чашей бегунов и мелющими вальцами. Это устройство позволяет не допустить, чтобы мелющие вальцы в результате различных свойств измельчаемого слоя могли пробиться к чаше бегунов.
Существуют различные возможности выполнения этих устройств. Например, в предпочтительной форме осуществления изобретения для мелющих вальцов могут быть предусмотрены соответствующие стопоры или буферы. Другая возможность заключается в соответствующем расчете гидравлической системы мелющих вальцов.
В предпочтительном варианте осуществления изобретения предусмотрена гидравлическая система для регулировки в процессе работы силы прижатия мелющих вальцов, которая противодействует силе тяжести мелющих вальцов, чтобы обеспечить возможность давления на поверхность в диапазоне от 15 кН/м2 до 140 кН/м2 относительно вертикальной проекции поверхности среднего диаметра вальца. Обычно гидравлическая система вертикальных истирающих мельниц, в частности типа LOESCHE, рассчитывается таким образом, чтобы сила прижатия мелющих вальцов действовала в том же направлении, что и сила тяжести. Как правило, посредством гидравлической системы должно достигаться давление на поверхность от 600 кН/м2 до 1000 кН/м2 или выше. Однако при истирании в слое это нежелательно.
В связи с размером мелющих вальцов в различных мелющих системах и их весом до 45 т необходимо предусмотреть инверсную гидравлическую систему для сокращения силы тяжести мелющих вальцов, которая давит на измельчаемый слой. При этом известная гидравлическая система, которая применяется отчасти для поворачивания мелющих вальцов, уже не может применяться, поскольку она хотя и уменьшает давление мелющих вальцов на измельчаемый слой, однако не пригодна для того, чтобы поддерживать это давление, то есть силу прижатия, на постоянном уровне, а рассчитана лишь на плавное поворачивание мелющих вальцов, например, в целях технического обслуживания.
В предпочтительном варианте осуществления изобретения на каждом мелющем вальце предусмотрена система контроля, которая следит за вращением мелющих вальцов во время работы. Это необходимо при применении вертикальной истирающей мельницы для истирания в слое, поскольку, как уже было показано, работа ведется с очень небольшой силой прижатия, так что может получиться, что мелющие вальцы уже не будут достаточно вращаться. Благодаря предусмотренным системам контроля можно обнаружить это состояние и принять надлежащие контрмеры, например, произвести временное увеличение силы прижатия.
Ниже изобретение будет детально рассмотрено на основе схематичных примеров осуществления со ссылкой на фигуры. При этом показывается следующее:
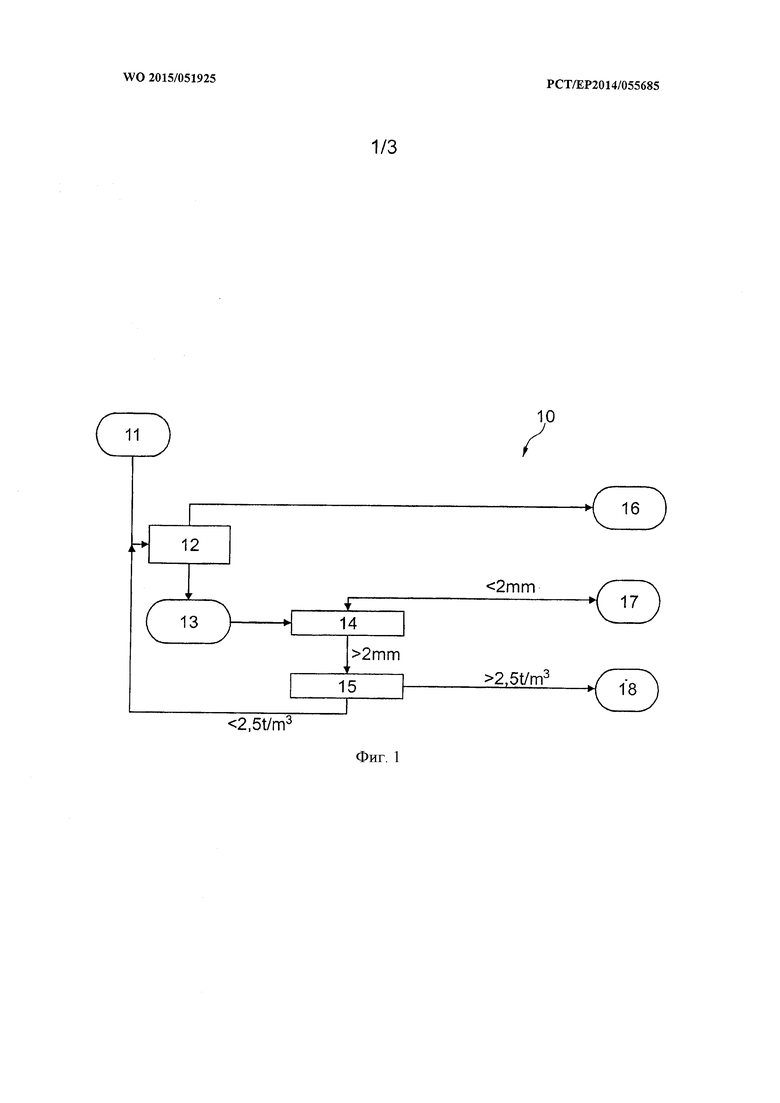
фиг. 1 структурная диаграмма соответствующей изобретению обработки бетона;
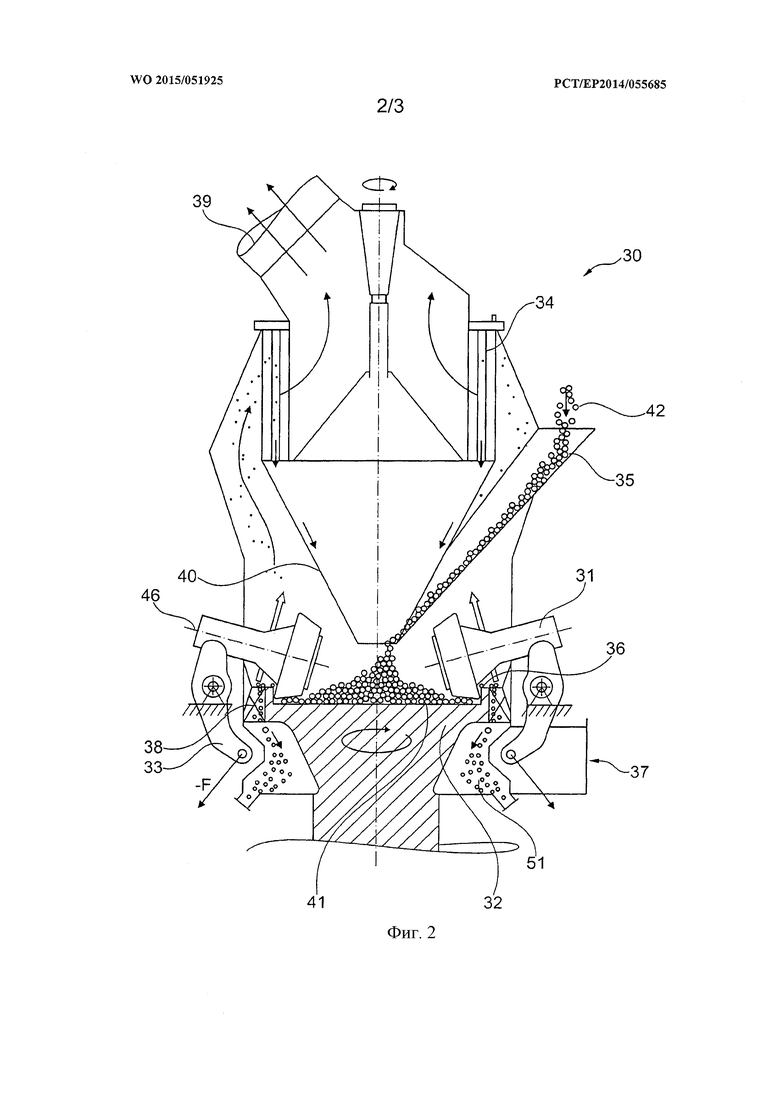
фиг. 2 вид в разрезе вертикальной истирающей мельницы; и
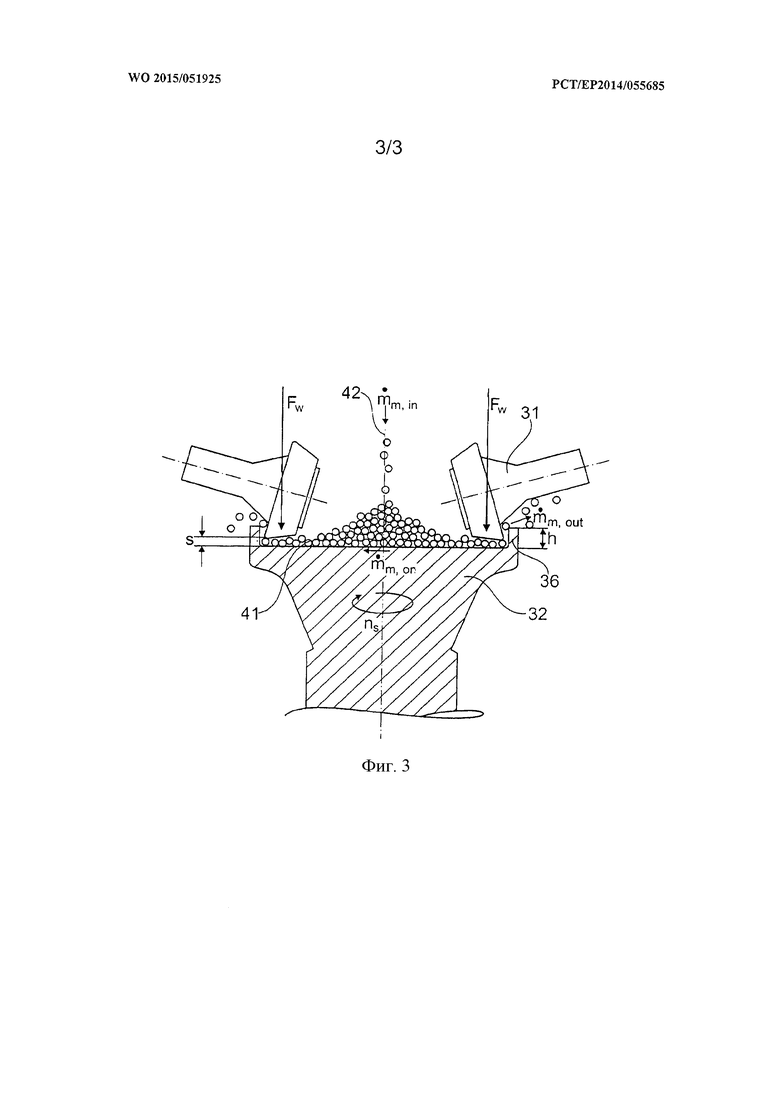
фиг. 3 фрагмент вертикальной истирающей мельницы по фиг. 2.
На фиг. 1 в качестве примера предлагаемого способа обработки и выделения материала из комбинированной многокомпонентной системы изображена структурная диаграмма 10 обработки бетонного лома. Описываемый ниже в деталях способ обработки бетонного лома может быть таким же или аналогичным образом применен и для других систем материалов, отдельные компоненты которых не имеют дуктильных свойств. Следующее выполнение нужно рассматривать лишь как образец, чтобы наглядно показать на примерах точное выполнение предлагаемого способа и его преимущества. Причем отдельные приемы способа, которые в данном примере описываются связанными между собой, могут выполняться также и поодиночке, и, соответственно, их следует рассматривать отдельно как часть изобретения.
Обычно гранулированный бетон фракциями от 0 мм до 63 мм изготавливается из бетонного лома путем дробления и отделения арматурной стали. Затем, как правило, происходит сортировка фракций гравия и песка. Однако эти фракции еще имеют не пренебрегаемые прилипания цементного камня. Поэтому применение регенерированного гравия и песка в качестве заполнителя при производстве бетона взамен первичного гравия и песка считается технически допустимым лишь в количестве максимум до 15%.
Посредством предлагаемого способа предел, составляющий максимум 15% регенерированного материала как заменителя гравия и песка, может быть заметно смещен в сторону повышения.
Для этого гранулированный бетон с размером зерен, например, до 80 мм применяется в качестве исходного материала или загружаемого продукта 11. Этот гранулированный бетон, который называется также бетонным ломом, в качестве загружаемого продукта поступает в соответствующую изобретению истирающую мельницу 12. Истирающая мельница 12 эксплуатируется способом по фиг. 1 в комбинированном режиме центральной выгрузки и воздушной струи и называется также вертикальной истирающей мельницей. Происходящие в истирающей мельнице 12 процессы, а также режим работы истирающей мельницы 12 будут более детально рассмотрены ниже со ссылкой на фиг. 2.
Истирающая мельница 12 эксплуатируется в соответствии с изобретением как агрегат, истирающий в слое, а не как дробильный агрегат. Так, в предусмотренном в истирающей мельнице 12 просеивателе, который в принципе может быть также подключен к истирающей мельнице 12, обработанный и измельченный цементный камень 16 может быть выведен из кругового процесса обработки.
Как материал, не проходящий через сито, из обработки в истирающей мельнице 12 выводится крупный продукт 13, состоящий главным образом из обработанного гравия, песка и еще сросшегося материала, доля которого все же значительном меньше, чем в загружаемом продукте 11. Сросшийся материал здесь может представлять собой в частности гравий и/или песок с прилипаниями цементного камня. Затем крупный продукт 13 подвергается просеиванию 14, при помощи которого может быть удален песок 17 как фракция от 0 мм до 2 мм. Этот песок 17 настолько хорошо очищен предлагаемым способом 10, что он может аналогично первичному песку применяться при изготовлении бетона.
Крупный продукт 13, имеющий размер зерен более 2 мм, подвергается затем сортировке по плотности 15. Она служит для того, чтобы можно было вывести из кругового процесса обработки очищенный гравий 18, имеющий более высокую плотность. Материал, не имеющий достаточно высокую плотность -здесь речь идет в частности о гравии и/иди песке, на котором еще есть сращения цементного камня - вновь направляется на истирание в слое в истирающей мельнице 12.
Далее, возможен порядок действий, не изображенный здесь, когда и песок подвергается сортировке по плотности, чтобы в случае необходимости отделить еще имеющиеся и здесь прилипания цементного камня или другие загрязнения и вновь направить на обработку в истирающую мельницу.
Таким образом, предлагаемый способ 10 позволяет извлечь из бетонного лома, в частности гранулированного бетона 11, настолько очищенный гравий 18 и песок 17, что эти компоненты могут использоваться при изготовлении бетона аналогично первичному гравию и песку. Благодаря этому достигается значительно более высокая доля возврата, чем возможная до сих пор доля в 15%.
Сортировка по плотности может происходить как сухая сортировка по плотности, например, при помощи воздушных сепараторов, воздушно-отсадочных машин и/или путем сортировки в воздушно-вихревом слое. Альтернативно может производиться также и влажная сортировка по плотности. Однако при этом возвращаемые в истирающую мельницу 12 материалы должны быть вновь высушены. В качестве способов влажной сортировки возможны, например, разделение в тяжелых жидкостях, как статичное, так и динамичное, отсадочная сортировка, сортировка в винтовом сепараторе или очаге, а также способ сортировки в вихревом слое.
Далее будет более подробно рассмотрена истирающая мельница 12, а также ее эксплуатация для истирания в слое со ссылкой на детализированную фиг. 2.
На фиг. 2 изображен схематичный вид в разрезе вертикальной истирающей мельницы 30 типа LOESCHE. Важной составной частью истирающей мельницы 30 являются мелющие вальцы 31 в форме усеченного конуса, перекатывающиеся по измельчаемому слою 41. В изображенном здесь частичном виде в разрезе изображены только два мелющих вальца 31. Однако могут применяться также вертикальные истирающие мельницы 30 с тремя, четырьмя, шестью или более мелющими вальцами.
Измельчаемый слой 41 образуется в чаше бегунов 32. Сами мелющие вальцы 31, которые альтернативно могут также называться валками, предусмотрены как стационарные, однако вращающиеся вокруг начерченной оси. В свою очередь чаша бегунов 32, как обозначено, может вращаться вокруг центральной оси. Если чаша бегунов 32 вращается, то вместе с ней вращается также и находящийся на основании измельчаемый продукт 42. Таким образом, в результате трения между измельчаемым продуктом 42 и внешним контуром мелющих вальцов 31 мелющие вальцы 31 приводятся во вращение.
Над чашей бегунов 32 предусмотрен просеиватель 34, который может быть выполнен как динамичным, так и статичным. Ниже будет более подробно рассмотрен соответствующий изобретению процесс истирания в слое.
Загружаемый или измельчаемый продукт 42, например, бетонный лом, через загрузочное устройство для материала 35 направляется в процесс обработки. При этом загрузочное устройство для материала 35 устроено таким образом, что загружаемый продукт 42 загружается в центральной зоне чаши бегунов 32.
Путем вращения чаши бегунов 32 измельчаемый продукт, во-первых, ускоряется, а во-вторых, спиралеобразно перемещается наружу, так что он раздавливается мелющими вальцами 31. Однако в соответствии с предлагаемым способом истирания в слое мелющие вальцы 31 эксплуатируются иным образом, чем это обычно известно в истирающих мельницах 30. При этом они главным образом используются не для раздавливания измельчаемого продукта.
В соответствии с предлагаемым способом мелющие вальцы 31 оказывают лишь очень незначительное давление на поверхность измельчаемого слоя 41. Оно находится в диапазоне от 15 кН/м2 до максимум 140 кН/м2. Предпочтительно оно находится в частности в диапазоне от 30 кН/м2 до 80 кН/м2. Это давление на поверхность служит главным образом для того, чтобы привносить в измельчаемый слой достаточно большие срезающие усилия, чтобы имеющиеся там частицы взаимно истирали друг друга.
Обычно мелющие вальцы имеют средний диаметр до 2,8 м и вес до 45 т. При таком большом весе могло бы быть достигнуто значительно большее давление на поверхность, чем то, в пределах которого возможно было бы истирание в слое. По этой причине предусмотрена не обозначенная на фиг. 2 инверсная гидравлическая система, которая служит для того, чтобы противодействовать силе тяжести вальцов 31. Эта гидравлическая система может как негативная сила воздействовать на качающийся рычаг 33 мелющих вальцов 31. Иначе говоря, инверсная гидравлическая система так давит на качающийся рычаг 33, что валец 31 слегка приподнимается или на валец воздействует сила против его силы тяжести.
В результате дальнейшей загрузки нового измельчаемого материала 42, а также вращения чаши бегунов 32, которая также может называться тарелкой бегунов, находящийся в чаше бегунов 32 материал, который уже частично обработан, вытесняется и перетекает через подпорный порог 36 в щель между чашей бегунов 32 и корпусом мельницы.
Благодаря эксплуатации мельницы как в режиме центральной разгрузки, так и в режиме воздушной струи в этом месте происходит первое просеивание. Часть не прошедшего через сито обработанного материала перемещается поступающим снизу технологическим воздухом 37 в направлении просеивателя 34, причем другая часть может быть выведена из кругового процесса обработки как не прошедший через сито крупный продукт.
При этом существенным для первого просеивания является количество подведенного технологического воздуха 37. Дополнительно на просеивание может также воздействовать и лопаточный венец 38. В этом случае технологический воздух 37 регулируется в комбинации с лопаточным венцом 38 таким образом, что в качестве не прошедшего через сито крупного продукта 51 из кругового процесса обработки могут быть выведены главным образом гравий и песок. Затем он, как было описано в отношении фиг. 1, подвергается просеиванию.
Как не прошедший через сито крупный продукт 51 из кругового процесса обработки могут быть также выведены сросшиеся материалы из гравия и/или песка с цементным камнем, еще недостаточно истертым. Затем сросшиеся материалы, как уже было изложено в отношении фиг. 1, вместе с новым бетонным ломом вновь направляются в круговой процесс обработки.
Посредством технологического воздуха и опционально предусмотренного лопаточного венца производится первое просеивание, которое может считаться сортировкой по плотности.
Нагнетаемый технологический воздух 37 несет к просеивателю 34 в частности измельченный цементный камень, а также частицы песка с прилипшим цементным камнем. Там происходит второе просеивание. Здесь также идет речь о сортировке по плотности.
Здесь посредством просеивателя 34 из кругового процесса обработки выводится в частности достаточно измельченный цементный камень. Этот измельченный цементный камень вместе с выходящим технологическим воздухом выводится из кругового процесса обработки через выходное отверстие для технологического воздуха.
Недостаточно измельченный цементный камень или сросшийся материал из цементного камня и песка через крупочный конус 40 вновь направляется в чашу бегунов 32 и там подвергается дальнейшему истиранию в слое.
На вальцах 31 дополнительно предусмотрены тахометры вальцов 46, которые во время работы устанавливают число оборотов вальцов 31. Это необходимо, поскольку из-за незначительной силы прижатия, с которой вальцы 31 при истирании в слое давят на измельчаемый слой, может случиться, что вальцы будут вращаться слишком медленно. Если это распознается посредством тахометра вальцов 46, то сила прижатия может быть временно увеличена, чтобы таким образом усилить вращение вальцов.
Существенным для предлагаемого способа и для успешного истирания в слое является формирование достаточно высокого измельчаемого слоя, чтобы было достаточно частиц загружаемого продукта для обеспечения возможности взаимного истирания. Возможные величины воздействия на измельчаемый слой будут детально рассмотрены ниже по фиг. 3.
На фиг. 3 представлен фрагмент истирающей мельницы 30 по фиг. 2. При этом по-прежнему используются те же ссылочные обозначения, что и на фиг. 2.
Для воздействия на высоту измельчаемого слоя s в распоряжении имеются главным образом поток загружаемого материала mm,in, сила прижатия FW мелющих вальцов 31, скорость вращения чаши бегунов ns, высота h подпорного порога 36, а также внутренний рециркуляционный поток. Внутренний рециркуляционный поток здесь на фиг. 3 не обозначен. Он представляет собой по существу не пропущенный просеивателем материал, составляющий часть потока загружаемого материала mm,in.
Далее будет подробно рассмотрено влияние отдельных регулируемых параметров, и соответственно предполагается, что другие параметры в этой связи остаются неизменными. При этом цель состоит в том, чтобы варьировать высоту измельчаемого слоя s, в частности под вальцами 31, то есть между вальцами 31 и чашей бегунов 32. Эта зона также называется мелющей щелью.
Простым образом высота измельчаемого слоя s может варьироваться путем изменения силы прижатия FW вальцов 31, которая влияет на давление на поверхность. Давление на поверхность представляет собой силу, которая воздействует на измельчаемый слой непосредственно под вальцами. При увеличении силы прижатия FW вальцов измельчаемый продукт сильнее уплотняется или измельчается, так что высота измельчаемого слоя s уменьшается. И наоборот, высота измельчаемого слоя s увеличивается, если вальцы 31 давят на измельчаемый слой 41 с меньшей силой прижатия FW.
Усиление потока загружаемого материала mm,in увеличивает высоту измельчаемого слоя s. Если за единицу времени в чашу бегунов 32 загружается больше материала, то при предположительно одинаковом времени пребывания в чаше бегунов в ней находится больше измельчаемого материала. Из этого неизбежно следует, что увеличен также и поток материала в мельнице mm,on. Следовательно, когда в чаше бегунов 32 имеется больше материала, то и высота измельчаемого слоя s выше.
Воздействие на поток загружаемого материала mm,in может происходить двумя путями. Во-первых, в истирающую мельницу 30 может загружаться больше материала в единицу времени, во-вторых, просеиватель может быть настроен по-другому, так что в просеивателе будет больше надрешетного продукта, то есть в просеивателе будет больше отвода, так что больше материала будет вновь направлено в чашу бегунов. Надрешетный продукт может быть также увеличен путем усиления потока технологического воздуха, поскольку в этом случае меньше измельчаемого материала как крупного продукта выводится вниз из кругового процесса обработки, а вместо этого транспортируется к просеивателю как потенциальный материал мелкого помола. Поток загружаемого материала mm,in, а также внутренний рециркуляционный поток существенно влияют на поток выгружаемого материала mm,out. Если внутренний циркуляционный поток увеличивается, то говорят о том, что увеличивается циркулирующая масса. Иными словами, в круговом процессе обработки внутри мельницы находится больше материала. Это означает, выражаясь по-другому, что тем самым поток выгружаемого материала mm,out, по крайней мере, временно уменьшается. Если поток загружаемого материала mm,in увеличивается, то есть в мельницу поступает больше загружаемого материала, то неизбежно увеличивается также и поток выгружаемого материала mm,out
Другая возможность изменить высоту измельчаемого слоя - повысить скорость вращения чаши ns. Если она увеличивается, то уменьшается высота измельчаемого слоя s. За счет увеличения скорости вращения чаши бегунов ns сокращается время пребывания обрабатываемого материала в чаше бегунов 32. Соответственно уменьшается и поток материала в чаше бегунов mm,on. В результате этого неизбежно уменьшается и высота измельчаемого слоя s.
Еще одной возможностью воздействия на высоту измельчаемого слоя s является подпорный порог 36. Если его высота h увеличивается, то на тарелке бегунов скапливается больше материала. Это означает, что в принципе в чаше бегунов 32 должно быть больше материала, чтобы он мог с потоком выгружаемого материала mm,out вытекать из чаши бегунов 32.
Существенным для всех представленных здесь параметров является то, что они взаимно воздействую друг на друга. Так, более высокий подпорный порог 36 хотя и приводит, с одной стороны, к более высокому измельчаемому слою, но, с другой стороны, к более длительному времени пребывания загружаемого материала в чаше бегунов 32. Это приводит в зависимости от силы прижатия FW вальцов 31 к лучшему истиранию друг с другом, однако при определенных условиях также и к нежелательно долгому времени воздействия и соответственно в результате этого при определенных условиях к снижению пропускной способности.
В качестве примера здесь были показаны в комбинации отдельные признаки предлагаемого способа, а также соответствующей изобретению вертикальной истирающей мельницы. Но очевидно, что эти признаки могут быть соответственно применены и по отдельности.
Точно так же пример, в частности на фигурах 1 и 2, был соотнесен с обработкой бетонного лома. Однако предлагаемый способ может быть применен для обработки и разделения многих различных комбинированных многокомпонентных систем. Например, истирание в слое в истирающей мельнице, которая, выражаясь иначе, обеспечивает возможность лишь истирающего воздействия на обрабатываемый материал и не выполняет по сути дела измельчения, может также применяться и для обработки природного шифера, состоящего из глинистого сланца и таких примесей, как известь, руды или другие органические компоненты. При этом существенно, что обеспечивается истирающее воздействие на природный шифер для производства сланцевой муки, отдельные частицы которой, несмотря на тонкость помола, по-прежнему имеют пластинчатую форму.
Аналогичным образом способ подходит для обработки слюды, которая состоит из слоистых силикатов и возможных примесей. При этом до сих пор разрабатывались главным образом чистые месторождения. Однако это происходило только потому, что до сих пор не были известны подходящие методы обработки по сухому истиранию и разделению.
Предлагаемый способ может также применяться и при обработке каолинсодержащих промышленных песков, состоящих из каолина, полевого шпата и кварцевого песка. Также посредством предлагаемого способа возможно применение и обработка графитовой руды, которая состоит из графита и рудных матриц, и глины или бетонита, загрязненных песком или неслоистыми силикатами, а также расщепление путем истирания песков тяжелых минералов для выделения связных компонентов и в последующем отделения по плотности рутила, циркона, ильменита и т.п., от пустой песчаной фракции. Даже могут быть обработаны шлаки FeCr, состоящие из распадающегося шлака, соответствующего металла и при известных условиях из стабилизированных шлаков. Однако при этом существенно, что металлический компонент представляет собой не дуктильный компонент, поскольку в противном случае было бы невозможно истирание предложенным способом, так как не сможет происходить истирающее воздействие в соответствии с изобретением.
Предлагаемый способ, а также соответствующая изобретению истирающая мельница позволяют простым и эффективным образом обрабатывать и разделять комбинированные многокомпонентные системы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБОГАЩЕНИЯ ШЛАКОВ, СОДЕРЖАЩИХ ВЫСОКОКАЧЕСТВЕННЫЕ СТАЛИ, И ШЛАКОВ, СОДЕРЖАЩИХ ЖЕЛЕЗО, ДЛЯ ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ | 2010 |
|
RU2535886C2 |
| ИСТИРАЮЩАЯ МЕЛЬНИЦА | 2006 |
|
RU2374000C2 |
| ИСТИРАЮЩАЯ МЕЛЬНИЦА, ИМЕЮЩАЯ РАЗВЕДЕННЫЕ ИЗМЕЛЬЧАЮЩИЕ ВАЛКИ | 2021 |
|
RU2807739C1 |
| Способ измельчения цементного клинкера | 1987 |
|
SU1556749A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ | 2013 |
|
RU2540537C2 |
| СИСТЕМА БЕЗОПАСНОСТИ ДЛЯ ИСТИРАЮЩИХ МЕЛЬНИЦ | 2007 |
|
RU2452577C2 |
| АКТИВАТОР И ВАРИАНТЫ ЕГО ПРИМЕНЕНИЯ | 2010 |
|
RU2470776C2 |
| ИСТИРАЮЩАЯ МЕЛЬНИЦА | 2009 |
|
RU2483804C2 |
| Центробежная мельница | 1990 |
|
SU1777960A2 |
| НАНОЦЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2577340C2 |
Группа изобретений относится к способу обработки и выделения материала из комбинированной многокомпонентной системы и мельнице для его осуществления. Способ заключается в том, что материал направляют в истирающую мельницу как загружаемый продукт. В истирающей мельнице производят истирание в слое при помощи мелющих вальцов, причем материал истирается друг о друга посредством срезающих нагрузок и абразивного износа. При этом истирающую мельницу эксплуатируют таким образом, что измельчаемый слой имеет минимальную высоту, превышающую диаметр одной из частиц одного из двух компонентов, причем силу прижатия вальцов выбирают так, чтобы достичь давления на поверхность в диапазоне от 50 кН/м2 до 140 кН/м2 относительно вертикальной проекции поверхности среднего диаметра вальца. Мельница выполнена с возможностью изменения давления на поверхность слоя в вышеуказанном диапазоне. Способ и устройство позволяют осуществлять истирание отдельных компонентов комбинированной многокомпонентной системы, не имеющих дуктильных свойств. 2 н. и 12 з.п. ф-лы, 3 ил.
1. Способ обработки и выделения материала из комбинированной многокомпонентной системы, причем комбинированная многокомпонентная система состоит минимум из первого компонента и второго компонента, соединенного с первым компонентом, и причем оба компонента не имеют дуктильных свойств, причем материал поступает в качестве загружаемого продукта (42) в истирающую мельницу (30) с чашей бегунов (32) и мелющими вальцами (31) для истирания в слое, причем в чаше бегунов (32) во время эксплуатации образуется измельчаемый слой (41) из обрабатываемого и обработанного материала, причем мелющие вальцы (31) при работе перекатываются по измельчаемому слою (41), причем при истирании в слое посредством мелющих вальцов (31) в истирающем слое (41) материал путем срезывающей нагрузки и взаимного истирания частиц компонентов разделяется на первый и второй компоненты, причем частицы первого компонента, частицы второго компонента и частицы прежнего компонента взаимно истирают друг друга, причем для истирания в слое истирающая мельница (30) эксплуатируется только с такой силой прижатия (FW) мелющих вальцов (31), которая позволяет достичь давления на поверхность в диапазоне от 15 кН/м2 до 140 кН/м2 относительно вертикальной проекции поверхности среднего диаметра вальца, которое выбирается таким образом, чтобы путем давления на поверхность по существу непосредственно не осуществлялось обусловленного давлением измельчения первого и/или второго компонента, причем истирающая мельница (30) эксплуатируется таким образом, чтобы измельчаемый слой (41) имел минимальную высоту, превосходящую диаметр частиц одного из двух компонентов, и причем, по крайней мере, первый и второй компоненты выводятся из кругового процесса обработки в истирающей мельнице (30) и сортируются.
2. Способ по п. 1, отличающийся тем, что сила прижатия выбирается таким образом, чтобы возникающие при истирании в слое срезающие силы между частицами находились в диапазоне от 5 кН/м2 до 70 кН/м2, в частности от 7 кН/м2 до 20 кН/м2.
3. Способ по п. 1, отличающийся тем, что высота измельчаемого слоя (s) настраивается максимум на 8% от диаметра чаши бегунов.
4. Способ по п. 1, отличающийся тем, что высота измельчаемого слоя (s) настраивается примерно на 4% от диаметра чаши бегунов.
5. Способ по п. 1, отличающийся тем, что при необходимой силе прижатия (FW) высота измельчаемого слоя (s) регулируется посредством потока загружаемого материала (mm,in), скорости вращения чаши бегунов (ns), высоты (h) подпорного порога чаши бегунов (31) и/или внутреннего рециркуляционного потока.
6. Способ по п. 1, отличающийся тем, что при усилении материального скрепления многокомпонентной системы сила прижатия (FW) для достижения истирания в слое возрастает, причем для сохранения высоты измельчаемого слоя (s) увеличивается поток загружаемого материала (mm,in), увеличивается высота (h) подпорного порога, увеличивается внутренний рециркуляционный поток и/или уменьшается скорость вращения чаши бегунов (ns).
7. Способ по п. 1, отличающийся тем, что для повышения пропускной способности увеличивается поток загружаемого материала (mm,in), причем для сохранения высоты измельчаемого слоя (s) увеличивается скорость вращения чаши бегунов (ns).
8. Способ по п. 1, отличающийся тем, что истирающая мельница (30) при приведении в действие эксплуатируется с более высокой силой прижатия (FW) мелющих вальцов (31), чем выбранная при работе сила прижатия (FW).
9. Способ по п. 1, отличающийся тем, что вращение мелющих вальцов (31) контролируется во время работы и что сила прижатия (FW) мелющих вальцов (31), по крайней мере, временно повышается, если отмечается слишком слабое вращение мелющих вальцов (31).
10. Способ по п. 1, отличающийся тем, что истирающая мельница (30) эксплуатируется в режиме центральной разгрузки и/или воздушной струи.
11. Способ по п. 1, отличающийся тем, что в качестве материала загружается бетонный лом из гравия, песка и цементного камня и что гравий и песок отделяются друг от друга и от цементного камня путем истирания в слое.
12. Способ по п. 11, отличающийся тем, что применяется вертикальная истирающая мельница с просеивателем (34), что поток технологического воздуха настраивается таким образом, что из не проходящего через сито измельчаемого материала цементный камень и, по крайней мере, частично соединения из цементного камня и песка при помощи потока технологического воздуха транспортируются к просеивателю (34) и что гравий и песок как крупный продукт выводятся из процесса измельчения, что у просеивателя (34) измельченный цементный камень как материал тонкого помола выводится из процесса измельчения, а цементный камень, а также соединения из цементного камня и песка не проходят через просеиватель (34) и направляются обратно в чашу бегунов (32), и что от выведенного крупного продукта путем просеивания отделяется песок.
13. Вертикальная истирающая мельница с вращающейся чашей бегунов (32), в которой при эксплуатации образуется измельчаемый слой (41) из измельчаемого продукта (42), с минимум двумя стационарными, вращающимися мелющими вальцами (31), которые при эксплуатации перекатываются по измельчаемому слою (41), с размещенным над мелющими вальцами (31) просеивателем (34) и с устройством для определения и сохранения минимальной мелющей щели между чашей бегунов (32) и мелющими вальцами (31), при этом предусмотрена гидравлическая система для настраивания силы прижатия (FW) мелющих вальцов (31) в процессе эксплуатации, противодействующая силе тяжести мелющих вальцов, для обеспечения возможности давления на поверхность в диапазоне от 15 кН/м2 до 140 кН/м2 относительно вертикальной проекции поверхности среднего диаметра вальца.
14. Вертикальная истирающая мельница по п. 13, отличающаяся тем, что на каждом мелющем вальце (31) предусмотрена система контроля (46) для наблюдения за вращением мелющих вальцов (31) во время работы.
| EA 201001102 A1, 31.10.2011 | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТВАЛЬНЫХ ШЛАКОВ | 2007 |
|
RU2358027C1 |
| RU 129429 U1, 27.06.2013. | |||

