Изобретение относится к области строительных материалов и изделий, а именно - к наноцементу и способу его изготовления. Оно может быть использовано в промышленности строительных материалов, преимущественно в цементной промышленности, а также в строительной индустрии.
Наноцемент представляет собой гидравлическое вяжущее вещество на основе портландцементного клинкера и/или портландцемента и органического модификатора типа порошкообразного суперпластификатора, порождающего при механохемоактивации их смеси наноструктурные элементы, имеющие решающее влияние на макроскопические строительно-технические свойства продукта и его производных. Наноцемент согласно изобретению относится к цементам нового поколения по сравнению с портландцементом, что является международно признанным фактом под прежним его наименованием - «вяжущее низкой водопотребности». Отнесение его к новому поколению, то есть признание существенно превосходящим современный портландцемент, подтверждено решением Интернационального Редакционного Совета 10-го Международного Конгресса по химии цементов (Гетеборг, Швеция, 1997), утвердившим название и текст доклада на эту тему [Ioudovitch, В.Е., Dmitriev, А.М., Zoubekhine, S.A. et al. Low-water requirement binders as new-generation cements. / 10-th International Congress on the Chemistry of Cement. Gothenburg. 1997. Proceedings. Vol. 3. P. 3iii 021; см. также рус. перевод: Юдович Б.Э., Дмитриев А.М., Зубехин С.А. и др. Цементы низкой водопотребности - вяжущие нового поколения. // Цемент и его применение, 1997, №1, с. 13-16]. Эти цементы нового поколения (в том числе малоклинкерные) характеризуются в бетонах, железобетонных изделиях и конструкциях рядом преимуществ над портландцементом, позволяющих [Ioudovitch, В.Е. et al.,1997, op. cit. и др.; Юдович Б.Э. и др., 1997, цит. соч.]:
1) в области технических свойств ЦНВ:
- повысить прочность цемента на 2-4 класса и более (2-4 марки и выше);
- радикально повысить темп его твердения (28-дневная прочность рядового портландцемента - за 1 день у ЦНВ);
- повысить водонепроницаемость цементного камня на 1-3 ступени;
- повысить его морозостойкость на 1-3 класса;
- повысить сроки хранения ЦНВ с гарантией с 1-2 мес до 1 года (на практике проверено до 12 лет без снижения не только класса по прочности, но даже прочности в 1-3-суточном возрасте); характерные данные представлены в табл. 1 из работы [Юдович Б.Э. и др. Цемент низкой водопотребности: новые результаты и перспективы. // Цемент и его применение. 2006. Июль-август (№3). С. 80-84];
2) в области эффективных технических решений в технологии производства ЦНВ:
- снизить удельные затраты топлива на 40-60 кг на выпуск 1 т цемента, или в среднем на 25 и 35 мас. % за счет экономии клинкера [Бикбау М.Я. Нанотехнологии в производстве цемента. М.: ИМЭТ. 2008. 768 с.];
- увеличить (при необходимости) объемы производства продукции на любом цементном заводе в 1,5-1,7 раза без строительства переделов по обжигу клинкера - только за счет развития помольных отделений;
- создать компактные технологические линии по модификации портландцемента в малоклинкерные ЦНВ путем дополнительного введения минеральных добавок без снижения прочности (класса/марки), в том числе расположенные на предприятиях по производству бетона и железобетона;
- снизить выбросы CO2 цементными заводами, а также теплопотери на 30-40% также за счет ввода минеральных добавок;
- увеличить сроки возможного хранения цементов с 2 месяцев по международному и российскому стандартам до 1 года и более и обеспечить отказ от ежегодного завоза цемента на северные и приравненные к ним климатические регионы России;
- снизить себестоимость производства малоклинкерных цементов за счет интенсификации их производства и расширить области их эффективного применения за счет ускорения их гидратации и твердения;
- эффективно использовать в технологии производства ЦНВ и бетона на его основе некондиционные пески, шлаки, золы и отходы горных пород в рудниках и шахтах в качестве минеральных добавок;
3) в области эффективных технических решений в технологии бетона:
- в среднем в два раза снизить удельный расход цемента при получении высококачественных изделий и конструкций из сборного и монолитного железобетона благодаря повышенной заполнителеемкости ЦНВ, опирающейся на повышенные вяжущие свойства клинкерной части с привитой органикой;
- снизить затраты на транспортные перевозки нерудных материалов путем более эффективного использования в производстве бетонов местного сырья за счет возможности использования благодаря мощным вяжущим свойствам менее качественные мелкие и крупные заполнители;
- снизить энергозатраты на тепловую обработку железобетона, а при возможности исключить ее применение за счет высоких темпов гидратации ЦНВ и нарастания прочности бетонов на их основе;
- использовать для производства высококачественных железобетонных изделий и конструкций клинкер для помола ЦНВ или портландцемент как основу для домола ЦНВ от любых поставщиков - цемзаводов в сочетании с нерудными материалами местного происхождения;
- снизить усадку и ползучесть бетона, несмотря на высокую удельную поверхность ЦНВ, благодаря прекращению или существенному сокращению карбонизации; это обусловлено тремя факторами: повышенной стойкостью гидросиликатов кальция с примесью привитой органики по отношению к воздействиям агентов среды; снижением содержания в цементном камне гидроксида кальция (примерно на 30%), сокращением содержания цемента в бетоне. Известно с 50-х годов, что усадка и ползучесть цементных материалов на 50% обусловлены именно карбонизацией. В известной монографии [Barta R. Chemie  techologie cementu. Praha. Nakl.
techologie cementu. Praha. Nakl.  1961. 1107 s., s. 292-293] содержится обзор 15 работ, подтверждающих это положение.
1961. 1107 s., s. 292-293] содержится обзор 15 работ, подтверждающих это положение.
Эта сводка положительных результатов испытаний наноцементов получена после стабилизации его качества при выпуске первых промышленных партий ЦНВ на Здолбуновском цементно-шиферном комбинате (ЗЦШК) под руководством НИИцемента при участии НИИЖБа, ЦНИИ-26, ВНИИЖелезо-бетона (Москва), НИИСМИ и НИИСКа (Киев), Южгипроцемента (Харьков) в 1989 г. Эти партии затем испытывались во всех перечисленных институтах и на предприятиях по производству бетона и железобетона при научном сопровождении сотрудниками указанных институтов, и положительные характеристики указанных партий были везде подтверждены. До этого при испытаниях партий ВНВ, полученных на Опытном заводе НИИЦемента в 1988 г., колебания их активности в раннем (1-3 сут) и в 28-суточном возрасте, а также по сохраняемости активности проб при хранении были значительными. Их удалось устранить в производственных партиях в 1989 г. благодаря пониманию необходимых для этого предварительных условий (см. ниже). Указанные положительные результаты испытаний цементов нового поколения дополняются результатами совместных работ московского Института материаловедения и эффективных технологий «ИМЭТ» (М.Я. Бикбау) и НИИМосстроя (В.Ф. Коровяков, В.Ф. Афанасьева, А.А. Бойко, С.В. Мошковцева) в 2010-2012 гг. [Афанасьева В.Ф. Результаты испытаний бетонов с применением наноцементов. // Технологии бетонов. 2012. №9-10. С. 16-17. Бикбау М.Я. Новые бетоны, конструкции и технологии для строительства аэродромных покрытий, дорог и инженерных сооружений. // Технологии бетонов. 2012. №7-8. С. 32-35. Бикбау М.Я. Наноцемент - основа эффективной модернизации заводов сборного железобетона. 2012. www.concreteunion.ru/articles/cement.php?ELEMENT_ID=8213].
Оценка экономической эффективности применения малоклинкерных цементов нового поколения (наноцементов) показала (по данным ЗАО «ИМЭТ» и НИИМосстроя, 2012) возможность экономии от 500 до 1500 руб/м3 железобетона (в ценах 2012 г.), т.е. снизить его стоимость на 12-38% в зависимости от номенклатуры изделий и конструкций. При этом положительный эффект растет с повышением марок (классов) прочности бетонов от 500 (В40) на основе наноцемента с минеральными добавками до 1000 (В90 и В100) по [ГОСТ 26633-2012 Бетон тяжелый и мелкозернистый. Технические условия. Изд. Ин-та стандартов. М. 2012. 15 с.]) на основе наноцемента без минеральных добавок.
Следует отметить, что все без исключения указанные свойства цемента и бетона не достигаются, если пытаться осуществить выпуск цементов нового поколения (ЦНВ, наноцементов, а также их аналогов - см. о них ниже) без использования: а) ряда предварительных условий, в отечественной цементной промышленности выполнявшихся не всегда, и б) новых способов контроля качества по сравнению с портландцементом, необходимых для изготовления наноцементов.
Предварительные условия делятся на механические и технологические. К первым относятся:
А. Применение для помола или домола ЦНВ шаровых мельниц. Ни одного опыта получения (даже не производства!) ЦНВ, характеризующегося всеми перечисленными выше свойствами, с использованием вибрационных, пружинных, одно-, двух- и многотрубных, ударных, струйных, дисковых и других подобных мельниц с кратковременными измельчающими воздействиями до сих пор не известно, а появлявшиеся сообщения либо относились к предварительному помолу, либо не выдерживали проверки качества полученного материала по техническим условиям, квалифицирующим продукт как ВНВ или ЦНВ [ТУ 21-26-20-92 Вяжущее низкой водопотребности. Технические условия; ТУ 5744-992-00369171-97 Вяжущее низкой водопотребности. Технические условия; ТУ 5730-005-23454867-2005 Цемент низкой водопотребности для коррозионностойких бетонов дезагрегированный (Д-ЦНВ). Технические условия].
Это логично - для прививки известных порошкообразных модификаторов - нафталин - и меламинсульфонатов [Шишкина Л.Д., Букреева Т.В., Юдович Б.Э. и др. Спектроскопические исследования взаимодействия сухих модификаторов с минералами портландцементного клинкера при соизмельчении и последующей гидратации. / Труды НИИЦемента «Вяжущие низкой водопотребности (химия, технология, производство и применение)». Вып. 104. М.: Изд. НИИцемента. 1992. 294 с., С. 114-133] на клинкерные минералы (алит и алюмоферриты кальция) требуется время. Процесс прививки включает стадии физической и химической адсорбции частиц модификатора клинкером, а затем стадию преодоления активационного барьера. Преодоление инициируется мелющими телами, а именно энергией, выделяемой измельчаемым материалом при контактах с ними и достаточной, согласно [Bowden F.P., Tabor D. The Friction and Lubrication of Solids. Oxford. Univ. Press. 1964. 442 p.], для предплавления контактирующих веществ. Предплавление носит локальный характер и протекает в контактных зонах поверхности частиц клинкера (его минералов) и модификатора. В результате предплавления образуются органоминеральные оболочки (капсулы), предсказанные М.Я. Бикбау в 2008 г. [Бикбау М.Я., 2008, цит. соч., с. 605 и ниже], а затем и открытые им под сканирующим зондовым микроскопом (СЗМ) на частицах ЦНВ, который он первым назвал наноцементом (2011 г.). Эти оболочки толщиной 30-100 нм окружают мелкие фракции цемента, придавая им округлые и гладкие внешние поверхности [Бикбау М.Я. Открытие явления нанокапсуляции дисперсных веществ // Вестник Российской академии естественных наук. 2012. Сер. физика. №3. С. 27-35].
Механизм образования нанокапсул следующий (в данном описании излагается впервые). Основную часть удельного давления на мелкую фракцию передают от мелющих тел частицы средней фракции цемента (5-30 мкм), продолжительность контакта которых с мелющими телами, согласно контактной теореме Г. Герца из теории упругости, на два порядка превосходит время контакта мелющих тел с частицами мелкой фракции (менее 5 мкм). Отсюда следует, что средняя фракция действует как микроштамп, выдавливая из постели измельчаемого в мельнице материала мелкую фракцию цемента [Yudovich В.Е., Vlasova М.Т., Kalyanova V.N. Genesis of cement small fraction in ball mills. / XII Conference on silicate industry and silicate science (Siliconf-XII). Budapest. Akademiai Kiado. 1981. Sect. C-III. P. 11-15]. Благодаря большему размеру напряжение в контактах для частиц средней фракции не превосходит предела межкристаллитного сдвига, а в мелкой фракции он происходит с разрушением поверхностного слоя кристаллической решетки. На это требуется много энергии, что проявляется в большом эндотермическом эффекте [Юдович Б.Э., Вовк А.И., Зубехин С.А. и др. О механизме и степени взаимодействия между модификатором и клинкером в процессе помола вяжущего низкой водопотребности. / Труды НИИцемента. 1992, цит. соч. С. 69-113], понижающим в производственной мельнице температуру измельчаемого материала на 3°C и более. При этом, пластически деформируясь, сохраняют связность наиболее плотно упакованные плоскости и направления в кристаллических решетках, тогда как при обычном помоле именно они разрываются первыми в виду повышенной хрупкости. Впоследствии при нашем участии было показано (и в данном описании сообщается впервые), что это обстоятельство сохранения связности наиболее плотно упакованных плоскостей в кристаллических решетках фаз в частицах наноцемента при помоле приводит к тому, что в процессе его изготовления происходит выделение мономинеральных частиц и, следовательно, идет разделение фаз. По этой причине в наноцементе встречается множество монофазных частиц, чего практически не наблюдается в портландцементе как при обычном помоле, так и в присутствии ПАВ.
Сохранение связности обеспечивается присутствием на поверхности мелкой фракции клинкерных частиц пленки сначала физически, а затем и химически адсорбировавшегося модификатора. Учитывая ряд дефектов контактной поверхности [Акимов В.Г. Влияние дефектности строения твердых растворов трехкальциевого силиката на их гидратационную активность и прочность затвердевшего камня. Автореф. дисс. на соиск. уч. степ. канд. техн. наук. М.: МХТИ, 1980. 16 с.] и их раскрытие в процессе помола, можно сделать вывод, что пленка модификатора путем скачкообразной диффузии по однородным дефектам распределяется по поверхностям этого минерала в мелкой (0,1-5 мкм) и средней (5-30 мкм) фракциях наноцемента. На этой пленке продолжается осаждение новых порций модификатора. Так создается сплошная пленка, которая могла бы достигнуть на каждой частице цемента около 60 молекулярных слоев, если бы значительная часть (до 30% массы) модификатора не уходила под поверхность мелкой фракции клинкерных частиц по раскрывающимся дефектам, будучи импрегнированной в них контактным давлением, инициированным мелющими телами и средней фракцией наноцемента. Импрегнирование усиливается взаимной активизацией модификатора (твердой кислоты) и клинкерного компонента (твердой щелочи) в результате всплеска температуры при соударениях частиц, совмещаемых с травлением. Поверхности клинкерных частиц деформируются на значительную глубину (с помощью Оже-спектроскопии показано - до 1 мкм [Шишкина Л.Д. и др., 1992, цит. соч.]. Именно это деформирование поверхности клинкера с накленным модификатором есть подлинное предплавление, что и определяет настолько значительную величину эндотермического эффекта, что он обнаруживается в производственной мельнице [Юдович Б.Э., Вовк А.И., Зубехин С.А. и др., 1992, цит. соч.]. Поскольку модификатор плавится, что следует из округлой поверхности нанокапсул [Бикбау, 2012, цит. соч.], то, как известно [Вильнав Ж.-Ж. Клеевые соединения. М.: Техносфера. 2007. 381 с.], взаимное поверхностное плавление контактирующих веществ и эндотермический эффект, его сопровождающий, есть главный признак клеевого соединения.
Наклеивание олигомерного нафталинсульфоната на поверхность частиц клинкера в процессе помола наноцемента (ЦНВ) в виде сплошных нанооболочек (нанокапсулирование) и «корешков» олигомера под оболочками в дислокационных ядрах алита и в межслоевых пространствах решетки алюмоферрита кальция должно предотвращать хрупкие разрывы полярно-ковалентных связей между атомами кристаллических решеток минералов в частицах клинкера во время их пластической деформации сжатия под нанокапсулами, вызванной интегральным удельным давлением мелющих тел в постели измельчаемого материала в рабочей зоне мельницы. Когда контактное давление в готовом цементе снимается, и кристаллические решетки в клинкерных минералах упруго расширяются, тогда кальций из фонда межслоевых катионов восполняет вакансии, втягивается в поверхность мелкой фракции цемента и в готовой частице ранее дефектная (с фиксированным недостатком кальция по сравнению со стехиометрическим отношением) внешняя поверхность недостатка кальция более не испытывает (отмечено посредством Оже-спектроскопии в работе [Шишкина и др., 1992, цит. соч.]). Под нанокапсулами приобретший текучесть адсорбированный модификатор частично импрегнируется мелющими телами в частицы клинкера и быстро втягивается в ядра дислокаций в кристаллических решетках клинкерных минералов (имплозия - явление, впервые обнаруженное при наблюдениях твердых смазок [Wyslocki М. Systemy smarownicze w przemysle cesium. Katowice: Wyd. Slask. 1971. 174 s.], противоположное эксплозии - выбросу наружу, взрыву). Эти дислокации образуются в контактных зонах частиц мелкой фракции цемента после того, как удельное давление мелющих тел превосходит предел сдвига в постели измельчаемого в мельнице материала, а именно - в кристаллических решетках клинкерных минералов - алита и алюмоферритов кальция. Белит с более редким расположением следов дислокаций (фиг. 1) менее нагружен, его сдвига не происходит, поэтому адсорбция и наклеивание модификатора на белит не происходят. Включения зерен алюминатов кальция в клинкере вообще не содержат дислокаций, будучи стеклообразными и хрупкими, что, несмотря на высокую основность, также не приводит к наклеиванию на них нафталинсульфонатного модификатора. Наклеивание на алит и алюмоферриты кальция в измельчаемом материале достигается при удельной поверхности постели не менее 360-370 м2/кг. Без этого плотность контактов средней и мелкой фракций цемента недостаточна для начала наклеивания (прививки) модификатора -- олигонафталисульфоната. В этом заключается причина необходимого минимума удельной поверхности наноцемента (ЦНВ), считающегося примерно равным 400 м2/кг.
Б. Применение сепараторов для отсечения и возврата на домол крупных фракций цемента. Для наноцемента (ЦНВ) и его производных это безусловно целесообразно, поскольку крупные фракции (более 30 мкм) и часть средних (5-30 мкм) пассивны для приклеивания из-за прочности на сдвиг и смятие к при соударениях с мелющими телами. При этом чем точнее граница разделения в сепараторе, тем лучше; модификатор повышает точность разделения, поскольку снижает агрегирование клинкерных частиц. Сепараторные трубные мельницы удобны при двухкамерной конструкции, причем во второй камере мелкошаровая загрузка имеет преимущество перед цильпебсной в строгом соответствии с теоремой Годэна - Мэлоя из теории измельчения: «Вероятность измельчения шаром вдвое выше, чем цилиндром такого же диаметра, с длиной, равной диаметру, и более чем вдвое выше по сравнению с цилиндром, у которого длина больше диаметра» [Gaudin А.М., Meloy Т.Р. Model and a comminution distribution equation for repeated fracture // Transactions of the American Institute of mining, metallurgical and petroleum engineers. 1962. V. 223. P. 43-50] и тем более - по сравнению с малопригодным, но все же допускаемым к использованию в России (единственной страны в мире) «конусным» цильпебсом - мелющими телами в форме усеченного конуса.
В. Раздельное весовое дозирование всех компонентов наноцемента: клинкера, гипсового камня, органического модификатора, включая его неорганические ингредиенты, если они присутствуют, и минеральных добавок, исключая запрещенные к использованию в наноцементах добавки на основе природных минералов осадочного происхождения (запрещение обусловлено физическим поглощением последними модификаторов до начала их приклеивания к алиту и алюмоферритам кальция). При использовании нескольких минеральных добавок их можно предварительно смешивать, если они не будут расслаиваться после совместной подачи в бункер над весовым дозатором. Необходим компьютер, автоматически поддерживающий заданное весовое соотношение компонентов при изменении подачи хотя бы одного из них. Так, при замедлении или ускорении подачи клинкерного компонента, связанными со снижением или повышением его насыпного веса в соответствии с колебаниями его массы на выходе из дозатора, должно автоматически осуществляться корректирование поступающих в мельницу масс остальных компонентов наноцемента (ЦНВ), выдерживающее неизменным их массовые соотношения.
Г. Регулирование интенсивности аспирации и предварительное задание живых сечений межкамерных перегородок и выходной решетки мельницы. Уровни всех этих факторов должны быть понижены по сравнению с принятыми при помоле портландцемента.
Д. Состав мелющей загрузки во всех камерах должен поддерживаться соответствующим выбираемому для обычных цементов высокой дисперсности. Значения коэффициента заполнения рабочих камер трубной мельницы мелющими телами не должны быть ниже уровня 0,3.
Выше перечислены основные механические условия. Другие, менее значительные - см. в документе [Руководство по технологии вяжущих низкой водопотребности. М.: НИИцемент. НИИЖБ. 1992. 25 с.].
Технологические условия:
А. Обязательные (критически важные):
- удельная поверхность ЦНВ с применением олигонафталинсульфонатов - не ниже 400 м2/кг согласно [Руководству, 1992, цит. док.] по методу воздухопроницаемости по [ГОСТ 310.2-76 Цементы. Методы определения тонкости помола. Изд. стандартов. М. 1977. с переизд.]; это, как показано выше, необходимое условие наклеивания модификатора на клинкер;
- отсутствие в готовом продукте свободного модификатора [Ioudovich et al., 1997, op. cit; см. также Бикбау, 2008, цит. соч., с. 583 и др.]; причина этого заключается в растворении нанокапсул в присутствии кислоты (а олигонафталинсульфонат - сильная кислота с pH менее 3) в воде затворения цементного раствора и бетона, а нанокапсулы составляют основное технологическое отличие наноцемента (ЦНВ) от обычного портландцемента;
- влажность шихты помола (смеси исходных компонентов в расчетном соотношении) - не более 3 мас. %; причина - растворение нанокапсул и выделение нафталинсульфоната в свободном виде до начала перемешивания цемента с водой;
- температуры клинкера не более 140°C. Это необходимо, чтобы при повышении температуры в зоне контактов она не превзошла температуру начала термического распада (окисления) высококачественного олигонафталинсульфоната (200-220°C); в данном случае термин «высококачественный» означает полноту синтеза и отсутствие в продукте примесей исходного сырья.
Проверка двух первых обязательных условий может осуществляться как при наладке установок по производству наноцемента (ЦНВ), так и периодически, при их эксплуатации (так, опыт показывает, что удельная поверхность 400 м2/кг поддерживается практически с разбросом не более ±1% при постоянных уставках весовых дозаторов компонентов шихты помола) [Дуда В.Г. Цемент. Электрооборудование, автоматизация, хранение, транспортирование. Справочное пособие. Пер. с англ. под ред Б.Э. Юдовича и И.A. Прозорова. М.: Стройиздат, 1987. С. 170-179, 181-183]. Три первые обязательные условия предусмотрены в качестве нормативов в технических условиях [ТУ на Д-ЦНВ, цит. док.]. Температура измельчаемого материала на входе в мельницу на в не заводских помольных установках выдерживается без особых мероприятий, а на цемзаводах отслеживается неуклонно.
Б. Целесообразные - способствующие осуществлению обязательных условий, указанных выше:
- содержание трехкальциевого силиката (C3S) в клинкере - не менее 62 мас. % по расчету согласно В.А. Кинду [Бутт Ю.М., Сычев М.М., Тимашев B.В. Химическая технология вяжущих материалов. Учебник для ВУЗов. М.: Высшая школа, 1980. 472 с.]; фактическое содержание алита в клинкере по данным петрографического анализа, выполненного согласно [Астреева О.М., Лопатникова Л.Я. Петрография вяжущих материалов. - М.: Госстройиздат. 1959. - 181 с.] - не менее 60%; метод Ритвельда по данным рентгенофазового анализа (РФА, см. о нем в [Пущаровский Д.Ю. Рентгенография минералов. М.: ЗАО «Геоинформация». 2000. 288 с, см. с. 272-279]) часто не пригоден для ориентировки при выпуске наноцементов, поскольку на клинкере из тонкомолотой сырьевой смеси, как показывает производственный опыт, дает заниженные данные о содержании алита в готовом продукте по сравнению с расчетом по В.А. Кинду (цит. соч.) не на допустимые 2-3%, как петрографический анализ, а на 10-30%, в отличие от метода РФА согласно методике НИИЦемента [Рязин В.П. Рентгенографическое исследование и определение минералогического состава портландцементного клинкера. Автореф. дисс. на соиск. уч. степ. канд. техн. наук. М.: НИИцемент. 1973. 30 с.], данные которого совпадают с полученными петрографическим методом на любых клинкерах. Причина столь радикальных расхождений расчета по Кинду и расчета по Ритвельду, значительно снижающая его ценность для химии специальных цементов, состоит, видимо, в имманентной дефектности кристаллов клинкерных минералов в высокоактивных клинкерах, которые без применения расчетов при помощи «пушистых множеств», не используемых по Ритвельду, делают неприменимым выравнивание экспериментальных данных посредством рядов Фурье (впрочем, за последние 2 года метод Ритвельда был существенно усовершенствован именно в расчетном плане, в частности, с помощью профильной функции Пирсона с учетом параметра текстуры по модели Марча-Долласа). Рязин же использовал простые замеры площадей рефлексов на порошковых рентгенограммах, которые он системно корректировал по фактическим замерам площадей клинкерных фаз на аншлифах под оптическим микроскопом;
- содержание свободного оксида кальция в клинкере - не более 1 мас. % при определении по методикам [ГОСТ 5382-91 Цементы и материалы цементного производства. Методы химического анализа. М.: Изд. ин-та стандартов, 1991. 36 с.];
- содержание гипсового камня (в вещественном составе цемента) в пересчете на SO3 в зависимости от содержания в клинкере суммы оксидов щелочных металлов (R2O) - калия и натрия в пересчете на Na2O по формуле R2O=Na2O+0,658K2O с итоговой зависимостью SO3/R2O от 3 до 6 [Патент РФ №2406710, 2008], с превышением по необходимости предела SO3=4 мас. % для клинкеров, содержащих R2O≥1 мас. %, предусмотренного в [ГОСТ 10178-85 Портландцемент и шлакопортландцемент. Технические условия] с соблюдением в качестве обязательного предела в наноцементе (ЦНВ) не более 5,5 мас. % SO3;
- содержание в цементе модификатора в пересчете на нафталинсульфонат в пределах, обеспечивающих полноту его связывания клинкерными частицами при удельной поверхности ≥400 м2/кг, - не менее 1 мас. % при следующих дополнительных условиях: а) отсутствии в модификаторе примесей исходных материалов: нафталина и др. в соответствии с полнотой синтеза целевого вещества, определяемой химико-аналитическим и спектрофотометрическим (в ультрафиолетовом диапазоне частот) методами согласно [Вовк А.И. Бетоны с нафталинформальдегидными суперпластификаторами различного состава. Автореф. дисс. на соиск. уч. степ. канд. техн. наук. - М.: Изд. Ин-та железобетона и бетона. 1987. 24 с.], а также б) отсутствии пережога при распылительной сушке раствора модификатора, определяемого под оптическим микроскопом по темной сердцевине сухих сфер, полученных из капелек упомянутого раствора, чего не должно быть: характерный цвет высококачественного нафталинсульфонатного модификатора - коричневый, он должен состоять из шариков с блестящей поверхностью, соответствующих по фактуре и оттенку высококачественному растворимому кофе (здесь публикуется впервые).
Таков набор технических требований, известных, за малым исключением, из уровня техники, долженствующих гарантировать качество наноцемента (ЦНВ). Однако в большинстве публикаций о многочисленных работах, выполненных, начиная с 1991 г. и до настоящего времени без участия авторов ЦНВ, принявших участие в публикациях 1997 г., свободный модификатор в готовом цементе, как правило, не проверяют, хотя методы контроля - микроскопический [Скляренко И.Е., Юдович Б.Э. Определение содержания свободного органического компонента модификатора в вяжущем низкой водопотребности. / Труды НИИцемента, 1992, цит. соч. с. 245-254] и химический [Ковалева И.Е., Незнамова С.Г., Вдовиченко Г.А. и др. Контроль в ВНВ массовой доли водопонижающих органических компонентов модификаторов., там же, с. 228-244] не только достаточно известны [Юдович Б.Э., Дмитриев А.М., Зубехин С.А. и др. цит. соч., 1997], но и предусмотрены в качестве обязательных и подробно описаны в нормативном документе [ТУ на Д-ЦНВ, 2001, цит. док.]. Именно поэтому в упомянутых, по существу, кустарных работах не достигался не только в целом комплекс указанных технических свойств, но также по всем, без исключения, отдельным его позициям. Так, срок хранения этих цементов иногда объявлялся не более двух недель, хотя у авторов этих вяжущих и цементов они действительно сохранялись, как было установлено в заводских условиях, без потери не только марочной прочности (класса), но и 1-суточной прочности - от 9 до 12 лет (табл. 1 из работы [Юдович Б.Э. и др. Цемент низкой водопотребности: новые результаты и перспективы. // Цемент и его применение. 2006. №3. С. 80-84]). Таково же положение и по остальным свойствам. К сожалению, в течение долгого времени (с 1992 по 2001 гг.) запросы централизованных потребителей на цементы нового поколения (ВНВ, ЦНВ) были невелики вплоть до того, что временами эти цементы с участием авторов в наладке процесса выпускались только на одной помольной установке мощностью до 5 тыс.т/год под руководством В.В. Федунова, работавшего под эгидой ЦНИИ-26 (Центр. строительного института) Минобороны РФ; от последнего в числе авторов цементов нового поколения состоит Н.Ф. Башлыков - соавтор документов и публикаций [Руководство, 1992, цит. док.; ТУ 21-26-20-92 на ВНВ, цит. док.; Ioudovich В.Е. et al., 1997, op. cit; Юдович Б.Э. и др., 1997, цит. соч.; Юдович Б.Э. и др., 2006, цит. соч. и мн. др.], авторских свидетельств, патентов и т.д. В других организациях до последнего времени выпуски этих цементов производились практически без соблюдения технической документации на приватизированных помольных установках, ранее принадлежавших Минобороны, или вновь построенных, в том числе с применением вибрационных, планетарных мельниц или их модификаций, на которых заведомо сложно получить высококачественный продукт с применением нафталинсульфоната в качестве модификатора. Дело дошло до того, что бренд «вяжущие, или цементы низкой водопотребности (ВНВ или ЦНВ)» был настолько дискредитирован, что иногда утверждалось: описанный выше комплекс технических свойств вообще не достижим [Хохряков О.В., Хозин В.Г., Якупов М.И., Баишев Д.И., Сибгатуллин И.Р., Махдеев У.X. Опыт оценки сохраняемости свойств порошкообразных цементов низкой водопотребности // Известия Казанского гос. арх.-строит. ун-та (КГАСУ). 2012. №2(20). С. 214-220], причем описывались соответствующие опыты, в которых не приводились, и, вероятно, не выдерживались многие из описанных выше технологических условий. Так, из этой работы не известны требуемые для производства наноцемента показатели качества исходных материалов: по клинкерам - совпадение расчетного и фактического фазовых составов, наличие маргинальных фаз; по модификаторам - цвет, наличие остатков формальдегида и др.; по помолу - вибрационные мельницы, практически не позволяющие в общем случае производить наноцементы (ЦНВ); наконец, главное: упущен вопрос о наличии свободного модификатора в готовом продукте, а напрашивающееся объяснение всех отклонений качества продукта от описанного в наших работах заключается именно в присутствии свободного модификатора (см. об этом ниже в разделе описания, касающемся способа изготовления наноцемента (ЦНВ).
В результате участники рынка строительных материалов России привыкли к низкому качеству т. наз. «ВНВ и ЦНВ». Поэтому при фактическом возобновлении их производства по нормальным технологическим параметрам пришлось изменить название, чтобы продукция имела спрос.
Первым из новых названий было «цемент низкой водопотребности дезагрегированный…» [ТУ от 2001 г., цит. док.]. Но спрос оставался небольшим. Пришлось использовать принципиально новый термин «портландцемент с плотной контактной зоной» (ПЦ ПКЗ) [Юдович Б.Э., Зубехин С.А. Цементы с низкой водопотребностью и портландцемент с плотной контактной зоной. // International Analytical Review Alitinform (Алитинформ). 2010. №3. С. 20-23. №4. С. 22-26]. Он основан на наблюдениях контактных зон в цементном камне цементов нового поколения: продуктов гидратации с остатками исходных частиц цемента, с полностью гидратированными такими частицами, а также последними с наполнителями под растровым электронным микроскопом (РЭМ). В цементном камне ПЦ ПКЗ нет зон перехода между внутренним и внешним гидратными продуктами. (Отметим, что в терминологии, принятой в химии цемента [Тейлор X. Химия цемента. М.: Мир. 1996. 560 с., см. с. 245] внутренним продуктом называют гидраты внутри границ исходных частиц цемента, а внешним - снаружи от этих границ). В противоположность этому в цементном камне обычного портландцемента (с оговоркой о трудностях наблюдения) упомянутые границы все-таки просматриваются при любом возрасте образцов (см. об этом в [Тейлор, 1996, цит. соч., с. 257-259]). Спрос на этот цемент после взятия нового названия повысился, причем не на высококлассный, не содержащий минеральных добавок ПЦ ПКЗ (классов 82,5-92,5), получаемый домолом портландцемента класса 42,5 с модификатором нафталинсульфонатного типа проверенного качества, с выбором для домола портландцемент от надежных производителей, а на ПЦ ПКЗ класса 42,5 с 40-50% летучей золы, стоимость которого ниже примерно на 15% по сравнению с обычным портландцементом класса 42,5 за счет разности в ценах клинкера и летучей золы. Все упомянутые выше требования как механические, так и технологические при этом выдерживаются. Выпуск ПЦ ПКЗ в настоящее время продолжается.
Следующий вариант нового названия цементов-аналогов ЦНВ и ПЦ ПКЗ - наноцемент - был предложен М.Я. Бикбау [2012, цит. соч.] после открытия нанооболочек на частицах этих цементов. Название «наноцемент» присвоено рассматриваемому материалу на основании результатов наблюдений, проведенных в Метрологическом Центре ОАО «РОСНАНО» при помощи растровой электронной микроскопии высокого разрешения, позволивших растрового электронного микроскопа высокого разрешения, позволившего визуализировать нанооболочки модификатора на частицах клинкера в наноцементе [Сертификат соответствия на «наноцемент общестроительный», выданный ЗАО «ИМЭТ» 10.12.2012 органом по сертификации продукции АНО «НАНОСЕРТИФИКА»]. В настоящее время ведется подготовка к выходу предстандарта (ПНСТ) РФ [Проект 112 ПНСТ «Наноцемент общестроительный» 2013. 30 с.], который планируется представить на утверждение в качестве стандарта РФ в 2014 г. Тем самым все прежние наименования цементов нового поколения, получаемых путем нанокапсулирования частиц (включающего понятия прививки и наклеивания нанооболочек модификатора на клинкерные частицы при совместной с модификатором механохимической активации в процессе соизмельчения клинкера с модификатором) - ВНВ, ЦНВ, ПЦ ПКЗ и т.п. - могут быть объединены одним названием - наноцементы. В настоящее время определение наноцемента, составленное М.Я. Бикбау при участии авторов изобретения, представленное в [Проект 112, 2013, цит. соч.], следующее: «Наноцемент - это цемент, полученный на основе портландцементного клинкера, гипса или его производных, минеральных добавок а также органического модификатора на основе нафталинсульфонатов, путем совместного помола указанных компонентов до образования модификатором в измененном состоянии нанооболочек на частицах портландцементного клинкера». Под измененным состоянием понимается изменение модификатора в процессе помола. В работе [Шишкина Л.Д. и др., 1992, цит. соч., с. 131] показано, что нафталинсульфонат при помоле наноцемента обогащается кальцием из поверхностного слоя алита.
Поскольку указанное определение сертифицировано, то ниже в описании и формуле изобретения наименование «наноцемент» используется в качестве официально признанного. Но некоторые коллеги все еще считают не вполне правильным распространять его на ВНВ и ЦНВ, понимая наноцемент более узко, как материал, содержащий наночастицы. В противоположность этому ОАО «РОСНАНО» приняло решение (2008 г. [Сайт Российской национальной нанотехнологической сети http://www.rusnanonet.ru/tesaurus/ru/?PAGEN]), что для указанного наименования достаточно наличия в цементе элементов наноструктурных размеров (от 0,1 до 100 нм, в данном случае нанооболочек). Этот подход принят ниже в настоящем описании.
Необходимо в дополнение сделать важное замечание, связанное с изменением качества современных клинкеров по сравнению с использованными для наноцемента (ВНВ, ЦНВ) в 80-е и 90-е годы XX в. В России значительная часть современных клинкеров в клинкерообжигательных печах не дожигается вследствие чрезмерной экономии технологического топлива, что первыми почувствовали руководители лабораторий заводов по производству сборного железобетона по темным стеклообразным участкам на поверхности изделий и конструкций, которые нельзя было приписать бракованным смазкам для форм и на которых плохо держится штукатурный слой при подготовке фасадных изделий. Оказалось, что это результат недожога клинкера -присутствия в нем примеси, представляющей собой сначала C12A7 (майенит, взамен части C3A) и феррит кальция (взамен части алюмоферритной фазы, включающий Fe(II)), а затем смесь предгидратов этих фаз, образующуюся при хранении цемента из недожженного клинкера в силосах и при перевозке в вагонах в результате их гидратации влагой воздуха. В настоящее время эта, ранее не наблюдавшаяся и не описанная в учебниках примесь - основа аномальной агрегации частиц обыкновенного портландцемента при хранении и перевозках, пробок в силосах и трубопроводах (в нее входят также свободная известь, сульфаты и карбонаты щелочных металлов, присутствующие в качестве известных примесей в любом клинкере и цементе, но при недожоге в большем количестве), а также, нередко, полуводный гипс (бассанит CaSO4·0,5Н2О), образующийся из гипсового камня, вводимого в цемент при соизмельчении с горячим клинкером (выше 140°C). Упомянутая смесь предгидратов, вместе с клинкерными фазами, вызванными недожогом, после затворения обыкновенного портландцемента водой образует смешанный кристаллеидный продукт, основой которого является гидрогель глинозема AlO(OH) - продукт гидратации так называемой первой маргинальной фазы - C12A7 [En-tine Z.B., et al. The liquid phase alite generation model in sintering portland cement clinker. 10-th International Congress on the Chemistry of Cement. Gothenburg, Sweden, June 2-6, 1997. Proceedings, ed. by H. Justnes, Publ. «Amarkai», Gothenburg, 1997, v. 1, 1i046. 4 pp.; см. также рус. перев. Энтин З.Б. и др., Жидкофазная модель образования алита в спекаемом портландцементном клинкере. // Цемент и его применение. 2007. №2. С. 40-42]. Темный продукт на бетоне включает, кроме упомянутой смеси, также карбонизированные при пропаривании гидроалюминаты кальция C4AH14-19 и гидроферриты кальция - черные, а в целом продукт недожога включает светлые карбонатные «потеки» на фоне темных продуктов гидратации нестехиометрического C2F (второй маргинальной фазы), включающих моноксид Fe (предположительный состав этой фазы 2СаО·0,9Fe2O3·0,1FeO·8H2O), совмещенной с аморфной Са(ОН)2 и ее карбонатами - ватеритом и кальцитом. Стеклование этой примесной массы при температуре пропаривания связано с особо высокой дисперсностью входящего в нее сложного гидроксида алюминия AlO(OH), образующегося еще при перемешивании бетонной смеси и до 8 ч частично сохраняющегося в виде золя в ее жидкой фазе. Этот гидрозоль в процессе золь-гель-перехода после затворения обыкновенного портландцемента водой сорбирует любые пластификаторы и резко снижает эффективность их действия. При производстве наноцемента, как было экспериментально установлено, эта вредная смесь предгидратов способна блокировать в процессе помола образование адсорбционных слоев из нафталин- или меламинсульфоната вокруг частиц цемента и фактически не позволяет выпускать наноцемент. Если не остается другого выхода (замены поставщика клинкера, или цемента, идущего на домол с модификатором), то приходится использовать при домоле цемента из недожженных клинкеров для наноцемента как чисто клинкерного, так и с минеральной добавкой специальную дополнительную химическую добавку «от недожога», состав которой и особенности применения изложены в работе [Патент РФ №2441853, 2010]. Она разлагает упомянутую вредную смесь предгидратов и их продуктов, не препятствуя в то же время адсорбции нафталин- или меламинсульфоната на клинкер в процессе домола. Этой добавкой конкретно такой подвид цемента как ПЦ ПКЗ может отличаться по вещественному составу от прежних ВНВ и ЦНВ, выпуск которых при соблюдении указанных выше технических эффектов в настоящее время по классическому варианту состава «клинкер + гипсовый камень + модификатор» на основе недожженных клинкеров крайне затруднителен или невозможен. Отметим, что характеристики недожога клинкеров, которые в форме цементов могут пройти стандартное испытание на равномерность изменения объема по [ГОСТ 310.3-76 Цементы. Методы определения нормальной густоты, сроков схватывания и равномерности изменения объема], но, тем не менее, содержать упомянутые маргинальные фазы, продукты предгидратации и гидратации которых вызывают трудности при выпуске цементов, изложены в докладе [Юдович Б.Э., Зубехин С.А., Федунов В.В. Экологическая и технико-экономическая дисциплина при производстве цемента и его применении в бетоне. / Бетон и железобетон - пути развития. Научные труды 2-ой Всероссийской (Международной) конференции по бетону и железобетону. 5-9 сентября 2005 г. Москва, в 5 томах. Том 5. Железобетон в транспортном строительстве. Экологические аспекты применения бетона и железобетона. Арматура и сварка. Часть: Экологические аспекты применения бетона и железобетона. М.: Дипак, 2005, с. 337-346] и должны обязательно учитываться при организации и контроле производства как портландцемента, так и особенно - наноцемента. Указанные выше ограничения, касающиеся недожженных клинкеров, следовательно, добавляются к изложенным выше технологическим условиям (параметрам) производства наноцемента. Поскольку недожженные клинкера и цементы на их основе имеют все большее распространение, тем большее значение приобретают современные наноцементы, не зависящие от указанных трудностей изготовления, для которых пригодны практически любые исходные компоненты. Весь приведенный выше обзор необходим для того, чтобы было понятно, каким образом указанные трудности следует преодолевать, чтобы наноцемент по качеству мог обеспечивать весь комплекс упомянутых выше строительно-технических свойств без исключений, обусловленных ухудшением свойств исходного сырья.
Из уровня техники известен наноцемент, содержащий (в мас. %): портландцементный клинкер, сульфатно-кальциевый компонент (в пересчете на SO3) и порошкообразный модификатор, включающий органический водопонижающий агент и ускоритель твердения (86,1-95,9):(2,5-4):(0,6-2,5):(1-7) соответственно, полученный совместным помолом, или, что то же, - соизмельчением компонентов до удельной поверхности 400-700 м2/кг. При этом как соизмельчение, так и указанные значения удельной поверхности призваны гарантировать полноту связывания в готовом продукте упомянутого органического водопонижающего агента с клинкерным ингредиентом в клеевое (хемосорбционное) соединение [Патент РФ №2029749, 1995]. Действительно, при нормальной удельной поверхности 400 м2/кг и пониженной (в частности, при 370-395 м2/кг), как показали контрольные опыты на ряде цемзаводов и помольной установке в г. Сергиев-Посаде на Сергиев-Посадском комбинате ЖБИ и К, вероятность появления в пробах свободного модификатора в продукте нормальной дисперсности составляет примерно 10%, но возрастает до 20-25% при указанном понижении дисперсности. Рост удельной поверхности до 600-700 м2/кг снижает вероятность появления свободного модификатора до 2-3%, но полностью не исключает. Достоинства этого технического решения - комплекс положительных эффектов наноцемента (ЦНВ), упомянутый выше. Недостаток заключается в том, что полнота связывания водопонижающего компонента с клинкерным ингредиентом не контролируется, а при наличии свободного органического компонента в готовом продукте технические свойства последнего резко ухудшаются [Ioudovich et al., 1997, op. cit.; Юдович Б.Э. и др., 1997, цит. соч.].
Из уровня техники известен также наноцемент, содержащий компоненты (мас. %): портландцементный клинкер, сульфатно-кальциевый компонент (в пересчете на SO3) и порошкообразный модификатор, включающий органический водопонижающий агент и ускоритель твердения (84,1-95,9):(2,5-4):(0,6-2,5):(1-9) при соизмельчении компонентов до удельной поверхности 400-700 м2/кг, причем портландцементный клинкер включает в качестве примеси соединения щелочных металлов, содержащиеся в готовом продукте в составе упомянутого ускорителя твердения в форме смеси (плава) сульфатов и карбонатов щелочных металлов при степени агрегации частиц 5-15 об. % [Патент РФ №2207995, 2002]. Полнота связывания в готовом продукте упомянутого органического водопонижающего агента с клинкерным компонентом в клеевое (хемосорбционное) соединение, по мнению авторов, характеризуется указанной минимальной степенью агрегации частиц. Действительно, контроль степени агрегации согласно [Ватутина Л.С. и др. Авт. свид. СССР №1250917, G01N 15/08, 1985] свидетельствует, что при удельной поверхности 400 м2/кг и более степень агрегации частиц обыкновенного портландцемента гораздо выше и составляет от 35 до 70 об. % [Ватутина Л.С.и др. Определение степени агрегации частиц цемента методом воздухопроницаемости. / Труды НИИцемента: "Применение физических приборов и методов в исследованиях клинкеров и цементов". 1987. №91. С. 221-238]. Отметим, что в этом техническом решении предусмотрено дополнительное введение в вещественный состав наноцемента минеральных добавок, в том числе гидравлически активных из групп: I - активный кремнезем: дробленая или гранулированная или молотая силикат-глыба; микрокремнезем в порошкообразной или гранулированной формах; II - гранулированный доменный шлак, топливный шлак, зола-унос, вулканический пепел, пемза, туф, кварцевый песок, полевошпатовый песок, высевки от дробления гранита, хвосты обогащения руд, стеклобой, кирпичный бой, керамзитовая или стеклокерамзитовая пыль. В присутствии минеральных добавок I группы степень агрегации частиц наноцемента повышается примерно на 1/5-1/3 указанной выше величины, а II группы - примерно на 1/8-1/5, поскольку водопонижающий агент на поверхности их не сорбируется и не пластифицирует цементно-водные системы. Достоинство данного технического решения - повышение надежности достижения комплекса положительных эффектов наноцемента (ЦНВ), упомянутого выше. Однако, степень агрегации - косвенный показатель полноты связывания органического водопонижающего агента, который даже для наноцемента без минеральных добавок, будучи явным образом связан с влажностью и температурой среды, относительно надежен только при температуре и относительной влажности среды в пределах соответственно 5-30°C и 20-40%. Следовательно, недостаток данного технического решения заключается в отсутствии гарантии полноты хемосорбции всей массы модификатора клинкерным компонентом указанного цемента и, тем самым, не может дать гарантии обеспечения всего комплекса строительно-технических свойств, описанного выше.
Наиболее близким к изобретению (прототипом), цель которого -гарантия полноты хемосорбции всей массы модификатора клинкерным компонентом, является наноцемент на основе портландцементного клинкера, или портландцемента и органического модификатора, включающий в качестве клинкерного компонента минеральные фазы алит, белит, алюминаты и алюмоферриты кальция, в качестве указанного модификатора - нафталинсульфонаты в форме сплошных органоминеральных нанооболочек толщиной 30-100 нм на частицах клинкерного компонента, с удельной поверхностью 400-600 м2/кг [Бикбау М.Я. Наноцемент. Открытие явления нанокапсуляции. // СтройПРОФИ (общероссийский информационно-аналитический журнал для специалистов строительной отрасли). 2012. №7. дата поступления: 05.10.2012. Online: www.stroyprofi.info/]. В нанооболочках указанный модификатор находится в измененном состоянии со включениями из клинкерных частиц. Измененное состояние, как упоминалось, характеризуется поглощением кальция из внешнего слоя частиц клинкерного компонента, а конкретно, из алита [Шишкина Л.Д. и др., 1992, цит. соч.].
Косвенные признаки (расчет с условной посадочной площадью нафталинсульфоната в нм2 на поверхности алита) указывали на полимолекулярный характер нанооболочек толщиной в среднем в 1010 мономолекулярных слоев, что с учетом поглощения органики алитом на глубину 1-1,5 мкм (Оже-слой, обнаруживаемый при помощи Оже-спектроскопии [Шишкина и др., там же], ниже сокращенно О-слой) в количестве до 30 мас. %, оставляло материала модификатора достаточно для образования средней расчетной толщины нанооболочек около 50 нм. Иными словами, наличие нанооболочек на частицах предполагалось и ранее. При этом сохранность строительно-технических свойств наноцемента (ЦНВ) в течение длительного времени - до 9-12 лет [Юдович Б.Э. и др., 2006, цит. соч.] свидетельствовала о сплошности нанооболочек. Однако, на основании работы [Акимов В.Г., 1980, цит. соч.] можно было предполагать, что эти оболочки имеют сетчатое строение. Их элементы могли совпадать с наиболее активными из набора активных центров поверхности, обнаруженного В.Г. Акимовым, и для обеспечения сохранности свойств цемента во времени такого сетчатого покрытия по самым активным центрам было бы достаточно. Именно поэтому для понимания механизма сохранности цемента, динамики его гидратации и роста прочности была необходима визуализация оболочек как сплошных капсул без предварительной сушки или покрытий поверхности цемента, например, как это делается для просмотра поверхности частиц цемента под просвечивающим электронным микроскопом.
Несомненной заслугой М.Я. Бикбау является открытие наличия в наноцементах именно сплошных оболочек вокруг частиц клинкерного компонента при помощи никогда ранее не использовавшейся в химии цемента сканирующей зондовой микроскопии и их визуализация при помощи растровой электронной микроскопии высокого разрешения. Процесс образования оболочек он назван капсуляцией (точнее было бы - инкапсуляцией) частиц в наноцементе. Факт инкапсуляции был установлен М.Я. Бикбау при помощи отечественного сканирующего зондового микроскопа (СЗМ) «Ntegra Prima» (СПб). Затем их удалось визуализировать с помощью растрового электронного микроскопа высокой разрешающей способности ф. GEOL. Результаты приведены на фиг. 2,а и б (с любезного разрешения автора).
На фиг. 2,а видна возникшая в процессе соизмельчения компонентов наноцемента мономинеральная частица алита. Такие частицы в инкапсулированном цементе - не редкость. Разделение клинкерных минералов при соизмельчении с ПАВ, предсказанное акад. П.А. Ребиндером еще в 1955 г. на лекциях в МГУ, но не публиковавшееся в открытой печати, на практике наблюдается в данных опытах впервые. Очевидно, хемосорбируемые твердые ПАВ (порошки) для цели разделения фаз клинкера при помоле эффективнее жидких. Кайма, видимая на поверхности частицы алита - оболочка из модификатора. Ее светлый тон, по мнению М.Я. Бикбау, обусловлен втрое пониженной плотностью органики по сравнению с клинкерными минералами.
При большем увеличении (фиг. 2,б) видна сплошность нанооболочки из нафталинсульфонатов и измерима ее толщина. Измерения ряда частиц зафиксировали толщину оболочек в пределах 30-100 нм. Поскольку с 2008 г. каждый объект размером менее 100 нм по терминологии «РОСНАНО» относят к нанообъектам [www.thesaurus.rusnano.corn/wiki/article1325], эти оболочки и были названы нанооболочками [Бикбау М.Я., 2012, СтройПРОФИ. цит. соч.]. Катализированный для последующей гидратации привитым модификатором, алит частично входит в их внутренний объем. Поэтому оболочки могут быть названы органоминеральными. Видно, что обе поверхности оболочки (внешняя и внутренняя) - относительно гладкие. Этим подтверждается факт микропредплавления, предполагавшийся благодаря эндотермическому эффекту при соизмельчении ингредиентов наноцемента в работах [Ioudovitch В.Е. et al, op. cit., 1997; Юдович Б.Э. и др., 1997].
Изложенное свидетельствует, что нанооболочка располагается на частице наноцемента поверх О-слоя. Мелкие зерна без каймы в поле зрения микроскопа на фиг. 2,б представлены не адсорбирующим модификатор кварцем, содержащимся (10 мас. %) в данной пробе наноцемента при классе его прочности 82,5.
Достоинство технического решения согласно прототипу заключается в том, что инкапсуляция всех частиц клинкерного компонента гарантировала бы полноту связывания водопонижающего компонента (модификатора) с клинкером. Но контролем при помощи любого микроскопа нельзя гарантировать, что все частицы наноцемента окружены подобными оболочками. Тем самым указанным техническим решением не полностью гарантируется положительный эффект наноцемента, описанный выше, к которому относится также сохраняемость строительно-технических свойств в течение длительного, а, даже, возможно, неограниченного времени хранения в условиях защиты от капельной влаги. Таким образом, недостаток этого технического решения примерно аналогичен предыдущим, но открытие сплошности нанооболочек само по себе представляет собой столь фундаментальный факт, что он создает возможность для быстрого технического прогресса технологии и свойств наноцемента.
Настоящее изобретение лишено указанных недостатков предыдущих технических решений и может гарантированно обеспечить весь описанный выше технический эффект наноцемента (ЦНВ) именно потому, что опирается на открытие М.Я. Бикбау. Данное изобретение в части состава цемента заключается в том, что наноцемент на основе портландцементного клинкера и органического модификатора, включающий в качестве клинкера минеральные фазы алит, белит, алюминаты и алюмоферриты кальция, в качестве указанного модификатора - нафталинсульфонаты в форме сплошных органоминеральных нанооболочек толщиной 30-100 нм на частицах клинкера, а также сульфатно-кальциевый компонент и минеральную добавку, при удельной поверхности 400-600 м2/кг, содержит (мас. %) указанный клинкер 12-88 в качестве твердой щелочи, включающей указанные минеральные фазы в мас. соотношениях (50-75):(10-20):(0,5-15):(10-15) соответственно, причем алит и белит представлены микрокристаллами с размерами бездислокационных блоков 0,1-3 мкм, алюминаты - стеклообразной и алюмоферриты кальция - пластинчатой субмикроструктурами, указанный модификатор 0,15-2,2 в качестве твердой порошкообразной кислоты, которая представлена нафталинсульфонатами с молекулярной массой (ММ) 1800-2200 Да, сульфатно-кальциевый компонент 0,2-4,9 (в пересчете на SO3) в качестве промотора гидратационного минералообразования, представленный сульфатом кальция в природных и/или искусственных формах, минеральную добавку из групп активных 5-85 и/или наполнителей 5-50, и при этом готовый наноцемент включает, поверх указанных нанооболочек, состоящих из плавленых трибоактивацией с совместно измельченным клинкерным компонентом нафталинсульфонатов с молекулярной массой (ММ) 600-800 Да, диффузный слой из дросселированных при трибоактивации нафталинсульфонатов с ММ 300-600 Да и, кроме того, наноцемент на частицах клинкерного компонента содержит под указанными нанооболочками слой травленых последними минеральных фаз толщиной 2-50 нм, включающий наноблоки алита размерами 1-20 нм и их агрегаты.
В варианте изобретения указанные нанооболочки дополнительно содержат фрагменты упомянутого слоя травленых минеральных фаз с указанными агрегатами из наноблоков алита.
В другом варианте изобретения указанные нанооболочки содержат нафталинсульфонаты, включающие кальциевые комплексы, сульфатно-кальциевый компонент содержит сульфат кальция в природных формах из группы гипсового камня: двуводный гипс, полуводный гипс, ангидрит, их конгломераты или в искусственных формах из группы химических гипсов: фосфогипс, продукт очистки карбонатом кальция отходящих сернистых газов промышленных печей или реакторов, или их бинарные смеси, минеральная добавка включает один или два компонента из группы активных доменный гранулированный шлак, топливный шлак, золу-унос, а из группы наполнителей кварцевый песок, полевошпатовый песок, высевки от дробления гранита.
Сущность изобретения в части состава наноцемента состоит в том, что впервые по данным сканирующей электронной микроскопии (см. фиг. 2,б) обнаружено, что упомянутые нанооболочки многослойны.
Внешний диффузный их слой («в» на фиг. 2,б) - войлокообразные продукты дросселирования молекул исходного олигонафталинсульфоната с ММ 1800-2200 Да (это - оптимум по данным, неоднократно проверенным производственным опытом авторов изобретения, проверку проводил А.И. Вовк по методике, описанной в работе [Вовк А.И. 1987, цит. соч.]), возникшие в упомянутом процессе соизмельчения компонентов. Дросселирование (выражающееся в обрыве конечных и боковых функциональных групп) протекает при имплозии (втягивании) молекул исходного нафталинсульфоната с их углеводородными цепями внутрь щелей в частицах клинкера, образуемых под воздействиями мелющих тел. Упомянутые цепи входят своими концевыми функциональными группами в контакт с твердой фазой клинкера, закрепляются на кальциевых центрах новых поверхностей и рвутся при трении, при этом они, вероятно, линеаризуются и делятся. В результате углеводородные цепи превращаются в нити с одной-двумя функциональными группами, закрепляющимися на нанокапсулах, приклеенных к Са-центрам, и составляя видимый вдоль их поверхности непрерывный «войлочный слой». Толщина этого слоя переплетенных в войлок «нитей» - единичных углеводородных цепочек - равна 5-15 нм, что определяет расчетное значение их ММ как 300-600 Да. Именно таково обнаруженное посредством гель-хроматографии минимальное значение ММ нафталинсульфонатов, содержащихся в готовом наноцементе. Именно сплошность гидрофобного «войлока» из этих углеводородных «нитей», закрепленных концами (функциональными ионными группами) на предплавленых нанооболочках, обеспечивает минимальную степень агрегации наноцемента и его максимальную сыпучесть. «Сухой» наноцемент согласно изобретению течет как вода, проникая сквозь любые щели - так выражается технический персонал, имеющий дело с этим материалом, в частности, на опытно-промышленной помольной установке, построенной, введенной в эксплуатационный режим и функционирующей под руководством авторов настоящего изобретения (фиг. 3) с расчетной производительностью до 100 тыс. т наноцемента в год (в настоящее время освоен выпуск опытно-промышленных партий).
Под указанным внешним диффузным слоем следует предплавленая нанооболочка «а» (фиг. 2,б), открытая М.Я. Бикбау в работе [Бикбау, 2012, цит. соч.] и содержащая основную массу нафталинсульфоната с ММ 600-800 Да по полученным авторами настоящего изобретения при методическом руководстве А.И. Вовка данным гель-хроматографии. Эта оболочка, если она сплошная, как видно на фиг. 2,б, обеспечивает сохраняемость строительно-технических свойств наноцемента при весьма длительных - до десятка лет, как уже упоминалось выше, - сроках его хранения в силосах и/или в таре. Она же ответственна и за водоредуцирующий эффект, давший первое наименование наноцементу - ВНВ.
Под нанооболочкой виден слой блоков «б» (фиг. 2,б) в поверхностном слое кристаллов алита, размеры которых находятся в пределах от единиц до десятков нм, точнее от 2 до 50 нм. Их с полным основанием можно называть наноблоками алита. Если сравнить эти размеры с размерами, наблюдаемыми у блоков на сколах механически разрушенных микрокристаллов алита и белита, зафиксированных под просвечивающим электронным микроскопом на углеродных репликах, укрепленных желатином, при участии авторов (фиг. 1) и опубликованных в ряде работ [Кравченко И.В. и др. Высокопрочные и особо быстротвердеющие портландцементы. М.: Стройиздат. 1971. 208 с.; Юдович Б.Э. и др. Электронная микрофрактография портландцементного клинкера. / VI Международный конгресс по химии цемента. М., Стройиздат. 1976. Т. 1. С. 269-276. См. также Папиашвили У.И. Электронно-микроскопическое исследование особенностей структуры портландцементного клинкера и продуктов его взаимодействия с водой. Автореф. дисс. на соиск. уч. степ. канд. техн. наук. М.: НИИцемент, 1978. - 35 с. Малинин Ю.С. и др. Электронная микрофрактография портландцементного клинкера. // Труды НИИцемента. 1977. №32. С. 221-243] в пределах от 0,1 до 3 мкм, то становится ясно: разница в размерах блоков алита, получаемых травлением, совмещенным с измельчением преимущественно путем истирания, с размерами блоков алита, получаемых и/или обнажаемых в результате одного только измельчения, достигает двух-трех порядков величины. В процессе травления кислотной частью модификатора на заключительной стадии механоактивации начальные блоки алита (0,3-1 мкм) из частиц с удельной поверхностью 400 м2/кг диспергируются мелющими телами при помощи травления до наноблоков. В части, касающейся вещественного состава наноцемента, это достигается при размерах бездислокационных блоков алита и белита в исходном клинкере 0,1-3 мкм (блоки в белитовых кристаллах крупнее, чем в алите). А такая субмикроструктура существует в рационально обожженных клинкерах на основе оптимально подготовленной цементной сырьевой смеси, а не во всяком портландцементном клинкере [Юдович Б.Э. Исследование особенностей измельчения, гранулометрического состава и строительно-технических свойств высокопрочных портландцементов. Автореф. дисс. на соиск. уч. ст. канд. техн. наук. М.: НИИцемент, 1972. 31 с.]. К этому следует добавить, что удельная поверхность наноцемента, определяемая по методу низкотемпературной адсорбции азота с расчетом по уравнению Брунауэра - Эмметта - Теллера [Брунауэр, Ст. Адсорбция газов и паров. М.: Издатинлит. 638 с.], на два-три порядка выше удельной поверхности, определенной по методу воздухопроницаемости (у обычного портландцемента - на два порядка), что свидетельствует о доступности межнаноблочной алитовой поверхности для внешних агентов, в частности, молекул жидкого азота.
Следовательно, впервые наблюдается принципиально новое явление образования наноблоков на поверхности фазы алита в наноцементе, изготовленном из оптимально подготовленного портландцементного клинкера или из портландцемента на основе указанного клинкера. Главный процесс их образования проходит непосредственно под указанными нанооболочками, в О-слоях блоков, а также внутри оболочек после отрыва упомянутых наноблоков от О-слоя. По фиг. 2,б заключаем, что исходные блоки кристалла алита (щелочь), активно реагируя с оболочкой из импрегнируемого мелющими телами в зоне контакта плава модификатора, включающего олигонафталинсульфонат (кислоту), делятся (диспергируются) с образованием главным образом под указанной оболочкой зон алитового нанопродукта. Эти зоны представляют собой аддукт: алит + олигомер, состоящий из наноблоков измененного алита с межблочными нанопрослойками застывшего плава (видны под нанооболочкой в темной части кристалла на фиг. 2,б), представляющего собой, судя по Оже-спектрам [Шишкина Л.Д. и др., 1992, цит. соч.], наноимпрегнированный комплекс олигомер + Ca (термин «наноимпрегнация» впервые введен на сайте [www.mediasphera.ru/journals/stomo/607/9372/]). Поперечники этих наноблоков алита - от 2 до 50 нм, а нанопрослоек плава между ними от 2 до 10 нм. Местами нанопрослойки темноцветны, что указывает на локальное растворение в них примеси темноцветного алюмоферрита кальция (C4AF), или состава в ряду C4AF↔C6A2F, как предполагается в прототипе.
Изложенное позволяет заключить, что на самом деле нанооболочки на частицах наноцемента трехслойны, из которых только средний - плавленый слой - указывается в качестве нанооболочки в работе [М.Я. Бикбау, 2012, СтройПРОФИ, цит. соч.] - прототипе, но именно она является основой двух других - наружной, выше описанной в качестве диффузного слоя (Д-слоя), и внутренней, выше описанной в качестве травленого слоя минеральных фаз (ТМФ-слоя), представленного преимущественно алитом наноблочного строения на наружной части клинкерного компонента наноцемента, непосредственно под упомянутой нанооболочкой. При этом упомянутый выше О-слой, на глубину которого проникает в портландцементный клинкер плав нафталинсульфонатов по трещинам, не тождествен ТМФ-слою. ТМФ-слой - сплошной, будучи своего рода «подкладкой» нанооболочек, а О-слой - дискретный, с «ручейками» плава и, возможно, прослойками ТМФ-слоя вокруг упомянутых «ручейков» внутри слоя неизмененных алита и белита указанного микроблочного строения (0,1-3 мкм). Что касается Д-слоя, то он облегчает транспортирование наноцемента по трубопроводам, выгрузки его из емкостей для транспортирования и хранения, а также предовтарщению комкования наноцемента в силосах. При затворения наноцемента водой Д-слой, подобно другим гидрофобизаторам, например, жирным кислотам, имеющим только одну функциональную группу - карбоксил - для связей с поверхностью-подложкой, снимается с нее и сорбируется вновь образуемыми гидратами, поскольку в воде затворения не обнаруживается, даже по радужным разводам на ее поверхности, наблюдаемым в случае наличия в наноцементе свободного модификатора или некоторых известных гидрофобизаторов типа мыло-нафта.
Превалирующее значение ТМФ-слоя, то есть присутствия упомянутых наноблоков алита в цементах, механоактивированных с модификатором, по сравнению с контрольным цементом без них, можно продемонстрировать на примере сравнительных измерений величины и динамики выделения теплоты (Q) их гидратации (табл. 2, фиг. 4) после перемешивания их с заранее определенным количеством воды, соответствующим нормальной густоте теста (пасты). Пробы обычного портландцемента и наноцементов с трехслойными оболочками были равной дисперсности (Sy 400 м2/кг) и приготовлены из одного алитового клинкера с блочной субмикроструктурой алита. К этому следует добавить, что под теплотой гидратации принято понимать сумму теплоты смачивания цемента водой и теплоты, выделяющейся при гидролизе и гидратации цемента [Bogue R.Н. The chemistry of Portland cement.: 2-nd ed. N.-Y.: «Reinhold Publ. Corp.» 1955. 793 p., see p. 591-606, 669-670].
Первое отличие процесса тепловыделения (проявления теплоты гидратации Q) наноцемента с переменным содержанием модификатора в указанных выше пределах по сравнению с портландцементом, заключается в том, что благодаря модификатору и при повышении его дозировки величина Q радикально возрастает. Эти данные ранее были необъяснимы, поскольку при гидратации синтетического алита соизмельченный с ним модификатор, напротив, снижает Q.
Значение этих данных обусловлено тем, что величина и динамика тепловыделения по традиции считаются наиболее объективными интегральными количественными характеристиками процесса гидратации любых цементов при их взаимодействии с водой [Bogue R.Н., 1955, op. cit., р. 592, 669; Ушеров-Маршак А.В. Калориметрия цемента и бетона. Харьков. «Факт». 2002. 180 с.].
Второе отличие - двойной экзотермический эффект после окончания перемешивания наноцемента с водой против одинарного эффекта у контрольного портландцемента (фиг. 4) и у проб синтетического алита, контрольной и механоактивированных в присутствии модификатора - нафталинсульфонатов. В известных сводках данных по тепловыделению цементов [Мчедлов-Петросян О.П. и др. Тепловыделение при твердении вяжущих веществ и бетонов. М.: Стройиздат. 1984. 225 с. Ушеров-Маршак А.В., 2002, цит. соч.] нет сведений о двойных экзотермических эффектах в период схватывания. Отметим также, что ММ нафталинсульфоната, соизмельченного с синтетическим алитом, не изменяется по сравнению с исходным и, следовательно, не наклеивается на поверхность этого минерала.
Таким образом, главными особенностями наноцемента в части тепловыделения является резкий рост начального и суммарного тепловыделения и двойной экзотермический эффект в процессе схватывания. В нем первый максимум объясняется смачиванием среднего слоя нанооболочек и их быстрым, но ограниченным гидролизом («разборкой») до органокальциевых комплексов (предположительно C10H7SO3Ca согласно [Бикбау М.Я., 2012, СтройПРОФИ, цит. соч.]) с переходом их на поверхности частичек первичных гидратов на наноблоках алита, находившихся внутри среднего слоя нанооболочек, а второй максимум - смачиванием освободившихся (от упомянутого среднего слоя) нанооболочек поверхностей наноблоков алита из подстилающих оболочки частей ТМФ-слоя на поверхности О-слоев с началом присоединения к ним по топохимическому механизму (ТХМ) молекул воды и с началом гидролиза следующего слоя наноблоков, сопровождающимся переходом упомянутых комплексов на поверхность возникших следующих первичных гидратов. Поэтому при росте дозировки модификатора увеличивается первый максимум в большей степени, чем второй (фиг. 4). Общий рост начального и конечного тепловыделения наноцементов до 2-2,5 раз (табл. 2) против контрольного цемента (с оговоркой об условности «конечного» показателя, поскольку гидратация продолжается и после схватывания, хотя и медленнее) благодаря присутствию наноблоков превышает рост Q по сравнению с ростом Q, наблюдаемым при добавлении любых ускорителей твердения в воду затворения обыкновенного портландцемента. Синтетический C3S, соизмельчаемый с модификатором, не подвергается микроплавлению (нет соответствующего эндотермического эффекта [Юдович Б.Э., Вовк А.И., Зубехин С.А. и др., 1992, цит. соч.]), сохраняет пористую внешнюю поверхность и просто сорбирует на ней модификатор, который после перемешивания с водой выходит в жидкую фазу [Курбатова И.И. Вяжущие низкой водопотребности. Химия и технология применения. НИИЖБ-Полимод. Научно-технический отчет «Стройпрогресс». Раздел: Химия гидратации. М.: НИИЖБ. 1991 (на правах рукописи)] в количестве, превышающем оптимум, необходимый для пластификации цементно-водных систем. Поэтому модификатор, соизмельченный с C3S, уменьшает Q. Тем самым двойной экзотермический эффект на кривой тепловыделения наноцемента приобретает характеристику экспресс-индикатора присутствия на его частицах указанных трехслойных нанооболочек и соответственно признака того, что испытываемый цемент представляет собой именно наноцемент, в чем можно убедиться в течение 1 ч (для наноцемента без минеральных добавок) или до 3 ч (для наноцемента с минеральными добавками и/или наполнителями) после начала испытания без существенных материальных затрат (см. о простоте методики экспресс-наблюдения тепловыделения наноцемента ниже в описании настоящего изобретения в части способа получения наноцемента).
Изложенное позволяет считать наноблоки алита из ТМФ-слоя промотором гидратации наноцемента, существенно ускоряющим его твердение, подобно тому, как в некоторых старых работах промотором гидратации считали мелкую фракцию цемента (менее 5 мкм, или в пределах 0,1-5 мкм) [Веке В. Theorie und Technologie der Zementvermahlung. // Silikattechnik (Berlin). 1962. V. 13. №4. S. 115-123; Кравченко И.В. и др. 1991, цит. соч.; Юдович Б.Э. Проектирование гранулометрического состава высокопрочных цементов. // Труды НИИЦемента. 1992, цит. соч., с. 266-279]. Только промоторный эффект наноблоков алита, ускоряющий гидратацию наноцемента в 2-2,5 раза по сравнению с портландцементом, почти вдвое превышает аналогичный эффект мелкой фракции высокомарочных цементов, ускоряющий их гидратацию по сравнению с обыкновенным портландцементом всего лишь на 30%, т.е. в 1,3 раза.
Переход органоминеральных нанооболочек на гидросиликаты кальция в процессе фазообразования после затворения наноцемента водой вовсе не очевиден и до настоящего времени не доказан, поскольку никто не наблюдал указанных нанооболочек непосредственно на упомянутых гидросиликатах в цементном камне. Есть одна лишь работа, описанная в двух статьях [Зубехин С.А. и др. Роль двойной пены в образовании структурированных элементов субмикроструктуры пенобетона. // Доклады Академии наук. 2009. Т. 429. №5. С. 636-639; Юдович Б.Э. и др. Субмикрокристаллический пенобетон: новое в основах технологии, ч. I // Цемент и его применение. 2009. №1. С. 81-85], в которых камень наноцемента, гидратированного в течение 3 лет, виден в пенобетоне пористостью более 90% (фиг. 5). На поверхности скола, по морфологическим признакам, представленной гидросиликатами кальция, не видно никаких карбонатных участков. Имеется явный след полностью гидратированной частицы наноцемента. Данный снимок показывает, по крайней мере, что граница между внешними и внутренними гидратами отсутствует, как уже упоминалось, а из прежней частицы клинкера, в которой, по местам следов дислокационных ядер, проходил в О-слой плав модификатора, выросли столбцы многоводных гидратов. Их генезис объясняется растворенной в плаве алюминатно-алюмоферритной фазой, порождающей эттрингитные столбцы, стабилизированные Si-замещением Al-катиона, морфологически точно такие, какие наблюдались в камне высокопрочного портландцемента при высокой концентрации Ca(OH)2 в жидкой фазе камня [Юдович Б.Э., 1971, цит. соч.]. Это соответствует высокому уровню начального тепловыделения при гидратации наноцемента. Видно, что ни гидросиликатная масса, окружающая эттрингитные столбцы, ни сами столбцы не подверглись карбонизации, несмотря на высокую пористость пенобетона. Другого варианта защиты от карбонизации в столь доступном для CO2 твердом теле, каким является высокопористый и особо легкий (плотностью менее 300 кг/м3) пенобетон, чем нанооболочки, включающие ТМФ-слои на гидросиликатах и на столбцах многоводных гидратов, не существует. Отсюда также следует, что, будучи приклеенными к поверхности алита, нанооболочки не были полностью сняты с алита водой ни при затворении, ни в процессе последующего твердения пенобетона на основе наноцемента, а перешли на гидраты алита в результате топохимического гидратационного механизма.
О-слой в данном случае (фиг. 5) занимает весь объем небольшой частицы алита. Он действительно содержал прослойки плава, прошедшие вглубь частицы. Тот факт, что пенобетон на наноцементе, несмотря на очень высокую общую пористость, некарбонизирован ни в малейшей степени после 3 лет сухого хранения (до 28 суток после затворения находился в воздушно-влажной среде), был абсолютно неожиданным. Отсутствие карбонизации было установлено также для образцов из тяжелых бетонов и растворов, приготовленных на основе наноцемента, хотя это является по сравнению с пенобетоном меньшей неожиданностью, ибо их пористость была в 3-5 раз ниже, при том, что примерно аналогичные как пенобетон, так и тяжелые бетоны и растворы, приготовленные на обыкновенном портландцементе, оказались соответственно на примерно 30 и 10-20% карбонизированы (определялась доля карбонатов кальция в общей массе гидратных новообразований) [Юдович Б.Э. и др. 2009, цит. соч.]. Поскольку известно, что нафталинсульфонаты защищают гидраты от карбонизации, так как способны поглощать CO2 [Батутина Л.С. Интенсификация твердения цемента предварительной поверхностной гидратацией. Автореф. дисс. на соиск. уч. ст. к.т.н. М.: НИИцемент, 1984. 24 с.], эти данные поддерживают предположение о переходе ТМФ-слоя на гидраты после затворения наноцемента водой, что и обеспечивает четко выявленное отсутствие карбонизации камня, растворов и бетонов на наноцементе. Отсутствие нафталинсульфонатов в жидкой фазе цементного теста и камня рационально изготовленного наноцемента, установленное И.И. Курбатовой [цитир. отчет 1991 г.], подтверждают невыход ТМФ-слоя в воду при затворении рационально изготовленного наноцемента (здесь и ранее под этим понимаются полностью выдержанные ограничения технологии, подробно описанные выше). Таким образом, имеются косвенные данные, позволяющие даже в отсутствие прямых доказательств, считать, что переход по крайней мере ТМФ-слоя из наноболочек на частицах наноцемента в его гидратные фазы, преимущественно на гидросиликаты кальция, действительно осуществляется. И именно он объясняет все основные положительные эффекты наноцемента и материалов на его основе. Так, известно [Юдович Б.Э. и др. Перспективы применения композитных материалов на основе цементных матриц // ALITinform (Международное обозрение). Цемент. Бетон. Сухие смеси. 2013. №1(28). С. 20-29], что бетоны и растворы на наноцементах в возрасте 7 суток и более проявляют явный индукционный период трещино-образования перед разрушением под механической нагрузкой, причем чем выше прочность, тем этот период накопления трещин межзернового сдвига дольше в соответствии с т. наз. отрывной теорией прочности [Холмянский М.М. Бетон и железобетон. Деформативность и прочность. М.: Стройиздат. 1997. 569 с.], согласно которой цементный камень и бетон есть дискретный конгломерат коммутирующих зерен, а не «цементная матрица», поэтому цементные материалы лучше описываются методом конечных элементов, чем теорией упругости, до сих пор лежащей в основе проектирования железобетонных и бетонных изделий и конструкций. Нет другого фактора, который мог бы объяснить аномальную длительность указанного индукционного периода, на порядок превышающую наблюдаемую при механическом нагружении обычных бетонов, кроме ТМФ-слоев на гидросиликатах кальция и стабилизированных ими столбцов или волокон многоводных гидратов, замедляющих развитие трещин разрушения своим демпфирующим действием, характерным для клеевых соединений [Поциус А. Клеи, адгезия, технология склеивания. СПб.: Профессия. 2007. 376 с.], а также армирующим действием, проявляемым волокнами. В работе [Зубехин С.А. и др., 2009, цит. соч.] установлено, что значительная часть гидросиликатов кальция в материале на основе наноцемента образует гидросиликатные столбчатые слои вокруг пор, которые также защищают материал от атмосферной углекислоты. Тем самым ТМФ-слой порождает столбчатые текстуры не только из многоводных, но и других гидратов. А это может означать признак расположения мест хемосорбции нафталинсульфонатных функциональных групп из ТМФ-слоя на менее плотных плоскостях решеток гидросиликатов и гидросульфоалюминатов кальция, что обеспечивает прирост маточного снабжения из жидкой фазы по наиболее плотным плоскостям их кристаллических решеток, что и является фактором, вызывающим столбчатый рост кристаллов или, как в данном случае, кристаллоидов. Таким образом, не столько сами по себе наноболочки, инкапсулирующие цемент, а прежде всего входящий в их состав ТМФ-слой наноблоков алита, возникающий в процессе механоактивации, ответственен за изложенные в начале описания изобретения повышенные строительно-технические свойства наноцемента. Разумеется, и остальная масса нафталинсульфонатов, обогащенных кальцием, в составе нанооболочек, превосходящая их количество в ТМФ-слое, влияет на прочность. Как раз именно она, видимо, при инициирующем действии ТМФ-слоя, отвечает в целом за индукционный эффект задержки межзернового сдвига, повышающий прочность наноцемента под механической нагрузкой, что упомянуто выше. Нельзя отрицать, что затруднение межзернового сдвига сдерживает усадку и ползучесть, а это обеспечивает возможность применения некондиционных заполнителей и сглаживает зависимость качества наноцементов от различия по активности между активными минеральными добавками и наполнителями, часть которых способна существенно снижать сопротивляемость цементного камня межзерновому сдвигу в обычном цементном камне, а в камне на основе наноцемента не может проявить эти свои недостатки - они демпфированы именно материалом нанооболочек, наклеенным на гидраты. В развитие данных разработок, несомненно, будут установлены конкретные гидратные носители реликтов нанооболочек, проявляющие столь полезные технические свойства. Для ТМФ-слоев логично, что их вторым «хозяином» после перехода из наноалита в гидратные продукты в результате затворения наноцемента водой становятся гидросиликаты кальция, получающиеся при гидратации цемента в адиоксидной среде (т.е. среде, свободной от атмосферной углекислоты - соединения диоксида углерода и воды). Именно такова внутренняя среда в наноцементно-водной системе, и по этой причине, вероятно, указанные гидросиликаты сходны по составу с нанокластерами по Пелленку - Ульму [Pellenq R.J. - M. et al. A realistic molecular model of cement hydrates. // Nat. Academy of Science. Proceedings. Wash. 2009. V. 106. Iss. 38. P. 16102-16107], также образующимися в адиоксидной среде, хотя конкретная фаза-носитель из большого набора минеральных фаз, относящихся к кальциевым гидросиликатам, в наноцементном камне пока не установлена.
Следует отметить важность этого факта. Дело в том, что еще Ю.С. Малинин и др. продемонстрировали [Malinine Ju. S. et al. Prehydratation super-ficielle des ciments et son influence sur le processus de durcissement. / 7-e Congress Internacional de la Chemie des Ciments. Proceedings. SEPTIMA. Paris. 1980. V. 5. PP. V-125 - V-130] наследование свойств предгидратов, образу-щихся на поверхности частиц цемента в процессе транспортирования и хранения, основными гидратами после затворения цемента водой. Согласно этой работе, свободные от CO2 предгидраты портландцемента, например, хранившегося в свободной от диоксида углерода (CO2), воздушно-влажной, так называемой адиоксидной среде, или предгидраты портландцемента, обработанного адсорбентами CO2, порождают в составе основных гидратов фракцию, также свободную от CO2. Было показано, что эта фракция обладает повышенной плотностью межфазных контактов, лучше срастается с поверхностью заполнителей и, в конечном счете, обладает повышенной прочностью [Ватутина Л.С, 1984, цит. соч.]. Очевидно, что наноалит (блоки алита в ТМФ-слое, имеющие наноразмеры) благодаря адсорбирующему действию модификатора на CO2, также должен порождать фракцию гидратов, свободных от CO2, и что еще важнее, будет способствовать, как затравка, устойчивости к карбонизации по меньшей мере значительной части остального цементного камня. Отсюда следует вторая возможная роль ТМФ-слоя как промотора не только гидратации алита, но и как промотора устойчивости к карбонизации цементного камня и материалов на его основе, вплоть до наиболее впечатляющего примера - пенобетона особо высокой пористости - длительно устойчивого к карбонизации.
Предусмотренная в варианте состава наноцемента возможность повышенного в отличие от портландцемента содержания (мас. %) активных минеральных добавок 5-85 и/или наполнителей 5-50, предусмотренная в варианте изобретения, обусловлена именно тем, что после затворения наноцемента водой при гидролизе алита наноблоки реагируют с водой под защитной от CO2 оболочкой, образуя нанокластеры гидросиликатов кальция [Pellenq R.J. - M. et al. 2009, op. cit.], валовый состав и наноструктура которых примерно соответствует этим же характеристикам наиболее стабильного из известных гидросиликатов кальция, не подверженного фазовым переходам - афвиллита C3S2H3 [Юдович Б.Э. Основные закономерности гидратации и твердения портландцемента. // Сб. м-лов академических чтений, посв. 100-летию со дня рожд. А.В. Волженского «Развитие теории и технологии в области силикатных и гипсовых материалов». Ч. 1. М.: МГСУ. 2000, с. 20-33]. Афвиллит же, в свою очередь, при комнатной температуре возникает, как показано в последнем источнике, только в адиоксидной среде, т.е. среде, изолированной от диоксида углерода (CO2) атмосферы. Тем самым можно считать доказанным, что упомянутые нанооболочки защищают камень наноцемента и, следовательно, все материалы на его основе - строительные растворы, бетоны и т.п. от карбонизации, что является важным фактором обеспечения их пониженной усадки, повышенной морозостойкости и долговечности. Срастание нанокластеров состава, по [Pellenq R.J. - M. et al., 2009, op. cit.], описываемого валовой формулой (CaO)1.65(SiO2)(H2O)1.75 (при среднем эффективном размере нанокластера С-S-Н 5,5 нм), близкого к валовому составу афвиллита под нанооболочками, как было установлено, идет между внешними слоями в этих нанокластерах, обогащенными силоксановыми цепочками [Ulm F.-J. What′s the matter with concrete? XX Convegno Nationale Int. Gruppa Frattura. Torino. 24-26 guigno 2009. Proceedings. P. 3-10], с образованием нано-, субмикро- и микроагрегатов, срастающихся в зернистый макроконгломерат цементного камня, а на его основе -- строительного раствора и бетона [Constantinides G. et al. On the use of nanoindentation for cementitious materials. // Materials and Structures. 2003. V. 36. №3. P. 191-196]. Упомянутые силоксановые цепочки состоят из трехчленных групп (кремнекислородных тетраэдров с атомами кремния в центрах) вида

в которых выделенная жирным шрифтом часть отклонена от остальных на 60°, а все тетраэдры с разнонаправленными вершинами [Pellenq R.J. - M. et al. Engineering the bonding scheme in С-S-H. The ion-covalent framework. // Cement and Concrete Research. 2010. V. 40. №2. P. 159-174]. Для целей настоящего описания важно, что эти цепочки в поверхностных слоях нанокластеров С-S-Н, связанные с кальциево-кислородными группами в полостях, отклоняются по составу (по сравнению с валовым составом нанокластеров С-S-Н в тесте и камне) в сторону обогащения кремнеземом [Pellenq R.J. - M. et al., 2010, op. cit.]. Это приближает их к валовому составу внешних атомных слоев частиц активных минеральных добавок (преимущественно алюмосиликатного состава), где доля алюминия благодаря его переменной координации AlIV↔AlVI в приповерхностном слое подвергнутых помолу частиц понижена - это явление «бегства» ионов алюминия с поверхности измельчаемых частиц, ослабляющее кристаллическую решетку и обогащающее внешние атомные слои кремнеземом, акад. Н.В. Белов в своих лекциях для облегчения запоминания образно называл «предательством алюминия» [Белов Н.В. Очерки по структурной минералогии. М.: Недра. 1976. 344 с.]). Что касается силикатных наполнителей, то субмикроструктурное сходство их внешних атомных слоев с упомянутыми силоксановыми цепочками вообще практически является 100%-ным. Это сходство наноструктур гидросиликатов кальция у гидратов наноцемента и у внешнего атомного слоя микрочастиц активных минеральных добавок и наполнителей, повышает частоту контактов срастания на единицу поверхности и обеспечивает в них большую долю ковалентности и, соответственно, повышает прочность их срастания с наноцементом по сравнению с портландцементом. Последний срастается с минеральными добавками и наполнителями через полярные мостики состава

прочность которых примерно на 30% ниже за счет слабого звена - кальциевокислородной полярной вставки, чем у полярно-ковалентных мостиков (1), а число контактов срастания мостиков (2) с поверхностью частиц наполнителей и зерен заполнителей ниже примерно вдвое по сравнению с мостиками (1). Отсюда минимум на 60% повышенная емкость камня наноцемента по отношению к минеральным добавкам и наполнителям и повышенная заполнителеемкость строительных растворов и бетонов на наноцементе по сравнению со всеми указанными материалами на портландцементе и всех его разновидностях отношению ко всем наноцементам с аналогичными вещественными составами по основным компонентам [Ioudovitch, В.Е. et al.,1997, op. cit. и др.; Юдович Б.Э. и др., 1997, цит. соч.; Бикбау М.Я. 2008, цит. соч.; Афанасьева В.Ф., 2012, цит. соч.; Бабаев Ш.Т. и др. Эффективность вяжущих низкой водопотребности и бетонов на их основе. // Бетон и железобетон. 1998. №6. С. 3-6; Бабаев Ш.Т. и др. Особенности технологии и свойств бетонов на основе вяжущих низкой водопотребности. // Пром-сть строит. м-лов. Сер. 3 / Пром-сть сборного железобетона. Сб. ВНИИЭСМ. М.: 1992. Вып. 2. 108 с.]. Что касается наполнителей преимущественно силикатного характера, в частности, кварцевого песка, то его внешний нанослой полностью идентичен описанным трехчленным силоксановым группам. Отсюда и возникает повышенное химическое сродство цементного камня наноцемента по отношению к именно кварцевым наполнителям и заполнителям и их особенный выигрыш в прочности по сравнению с иными материалами. Всем этим создается возможность на 50-100% снизить расход наноцемента по сравнению с контрольным портландцементом в равнопрочных растворах и бетонах, что реально осуществимо и следует из данных, приведенных в табл. 3.
Из анализа данных табл. 3 следует, что все описанные выше технико-экономические эффекты подтверждаются. Новым в этих данных является тот факт, что вид минеральных добавок влияет на прочность наноцемента в 28-суточном возрасте в гораздо меньшей степени, чем в ранние сроки твердения (1 и 3 суток). Так, цементы, отличающиеся только тем, что в одном из них доменный гранулированный шлак, одна из лучших известных активных минеральных добавок, а в другом значительно менее активная зола-унос (притом обе эти конкретные добавки - одни из самых лучших в своих видах), в возрасте 28 суток имеют практически однаковую прочность (табл. 3, строки 8 и 9). То же можно утверждать и относительно наноцементов, содержащих, кроме двух последних активных минеральных добавок, также классический наполнитель - кварцевый песок (табл. 3, строки 11-13). Это нельзя объяснить иначе, чем подтверждением наблюдения кристаллографов [Ulm, 2010, op. cit.], согласно которым в отсутствие атмосферной углекислоты (о чем Ульм забывает упомянуть в данном докладе, проводя все свои работы только в свободной от углекислоты среде) для сростков (агрегатов) нано-, субмикро- и микрокластеров С-S-Н цементного камня оболочками служат обогащенные силоксановыми цепочками (1) нанослой. Именно через эти слои камень портландцемента в свободной от углекислоты атмосфере должен срастаться с частицами минеральных добавок, сходных по алюмосиликатному составу внешнего атомного слоя с цепочками (1), и с частицами кварцевых песков, идентичных по внешнему атомному слою с цепочками (1) с примерно равными показателями прочности, как в табл. 3. Но в известных работах по гидратации силикатов кальция и портландцемента в свободной от углекислоты атмосфере [Brunauer, St. Cement Hydration. / Science of engineering materials. Ed. by J.E. Goldman. John Wiley a. Sons, N.Y., 1957, Bull. No. 80, pp. 21-30; Малинин Ю.С. Исследование состава и свойств основного клинкерного минерала алита и его роли в портландцементе. Автореф. дисс. на соиск. уч. степ. д-ра техн. наук. М.: Моск. хим. - технолог. ин-т им. Д.И. Менделеева, 1969. - 28 с.] близких или равных по прочности композиционных составов с минеральными добавками и наполнителями разной активности никогда не наблюдали.
Чем же объясняется новизна результатов, приведенных в табл. 3, по сравнению с известными из уровня техники? Именно эффектом преобладания силоксановых цепочек (1) во внешних слоях гидратов в камне наноцемента, в результате чего, как было экспериментально установлено, все активные минеральные добавки и наполнители, особенно в 28-суточном возрасте, показывают в составе наноцементов настолько близкие результаты, что они почти совпадают с типичными данными, представленными в табл. 3. Нет нужды отдельно приводить данные для разных видов минеральных добавок и наполнителей, перечисленных выше - все они примерно одинаковы.
Подобно этому, близкие результаты по прочностным данным показывают в составе рационально изготовленного наноцемента различные виды сульфатно-кальциевого компонента, перечисленные выше. Этот компонент может быть назван промотором минералообразования, поскольку при разделении наноцемента на множества мономинеральных частиц локализация гидратных фаз в камне наноцемента возрастает по сравнению с камнем из портландцемента, где преобладают полиминеральные частицы. Гидратные фазы, порождаемые сульфатно-кальциевым компонентом, требуют участия в их синтезе при гидратации цемента всех минеральных фаз, иногда за исключением алюмоферритов кальция. Объединяющая роль этого компонента позволяет ему ускорять гидратацию наноцемента, связывая гидроксиды кальция, алюминия, а нередко и железа из золя в жидкой фазе цементного теста в гелеобразные продукты, а затем в кристаллические многоводные гидраты типа эттрингита (3CaO·Al2O3·3CaSO4·(28-31)H2O). Трехстадийный характер этого процесса в портландцементно-водных системах, сначала - золь при первичном растворении компонентов, потом гель после золь-гель-перехода, затем кристаллы в результате кристаллизации геля со связыванием дополнительного количества воды впервые постулировал Леннарт Форсен [Forsen L.R. The chemistry of accelerators and retardants. / II International Symposium on the Chemistry of cements. Proceedings, Stockholm, 1938, Ed. Svenska  Inst. Eng., Stockholm. 1940. S. 298-314]. Это было доказано лишь в 1996 г. фактом обнаружения эттрингитного геля с последующей его кристаллизацией в волокна под растровым электронным микроскопом, ранее никогда не фиксированного в виду недостаточного разрешения прежних электронных микроскопов [Emanuelson A. et al. Ferrite Microstructure in clinker and hydration of synthetic phases in sulphate resisting cements. / 10-th International Congress on the Chemistry of Cement (ICCC). Gothenburg, Sweden, 2-6 June 1997. Proceedings, ed. by H. Justnes. Amarkai AB and Congrex Gutenborg AB, 1997, vol. 1 (Plenary lectures. Clinker and Cement Production). 1i060. 8 pp.]. Первая фаза - образования золя - в наноцементно-водных системах длиннее, чем в портландцементных системах в связи с пространственным разделением первых исходных фаз, а в результате первой гидратной фазой, образующейся в смеси наноцемента с водой является не эттрингит, как в портландцементе, а гидросиликаты кальция. Это обращение порядка фазообразования - весьма существенный момент [Юдович Б.Э. Цементы с избирательной гидратацией. (Второй эффект Ребиндера). Международная конференция по коллоидной химии и физико-химической механике, посвященная 100-летию со дня рождения акад. П.А. Ребиндера, Москва, МГУ, 4-8 октября 1998 г. Сб. тезисов докладов, М.: Наука, 1998]. Именно обращение порядка фазообразования определяет присутствие упомянутых силоксановых цепочек в наружных зонах наноцементного камня, а эттрингитная составляющая, или так называемые многоводные гидраты (в отличие от гидросиликатов, где на каждую CaO-группу приходится в среднем по две молекулы воды и/или гидроксилов, на CaO-группы в многоводных гидратах приходится от 5 до 12 молекул воды и/или гидроксилов) находятся внутри гидросиликатной структуры - точно так же, как камне портландцемента, гидратированного в адиоксидной среде (т.е. в среде, свободной от CO2), что было впервые постулировано Ст. Брунауэром в 1957 г. [Brunauer S., 1957, op. cit.], а теперь экспериментально подтверждено группой под руководством Ф.-Й. Ульма [Constantinides G. et al., 2007, op. cit.; Ulm F.-J. 2009, op. cit.].
Inst. Eng., Stockholm. 1940. S. 298-314]. Это было доказано лишь в 1996 г. фактом обнаружения эттрингитного геля с последующей его кристаллизацией в волокна под растровым электронным микроскопом, ранее никогда не фиксированного в виду недостаточного разрешения прежних электронных микроскопов [Emanuelson A. et al. Ferrite Microstructure in clinker and hydration of synthetic phases in sulphate resisting cements. / 10-th International Congress on the Chemistry of Cement (ICCC). Gothenburg, Sweden, 2-6 June 1997. Proceedings, ed. by H. Justnes. Amarkai AB and Congrex Gutenborg AB, 1997, vol. 1 (Plenary lectures. Clinker and Cement Production). 1i060. 8 pp.]. Первая фаза - образования золя - в наноцементно-водных системах длиннее, чем в портландцементных системах в связи с пространственным разделением первых исходных фаз, а в результате первой гидратной фазой, образующейся в смеси наноцемента с водой является не эттрингит, как в портландцементе, а гидросиликаты кальция. Это обращение порядка фазообразования - весьма существенный момент [Юдович Б.Э. Цементы с избирательной гидратацией. (Второй эффект Ребиндера). Международная конференция по коллоидной химии и физико-химической механике, посвященная 100-летию со дня рождения акад. П.А. Ребиндера, Москва, МГУ, 4-8 октября 1998 г. Сб. тезисов докладов, М.: Наука, 1998]. Именно обращение порядка фазообразования определяет присутствие упомянутых силоксановых цепочек в наружных зонах наноцементного камня, а эттрингитная составляющая, или так называемые многоводные гидраты (в отличие от гидросиликатов, где на каждую CaO-группу приходится в среднем по две молекулы воды и/или гидроксилов, на CaO-группы в многоводных гидратах приходится от 5 до 12 молекул воды и/или гидроксилов) находятся внутри гидросиликатной структуры - точно так же, как камне портландцемента, гидратированного в адиоксидной среде (т.е. в среде, свободной от CO2), что было впервые постулировано Ст. Брунауэром в 1957 г. [Brunauer S., 1957, op. cit.], а теперь экспериментально подтверждено группой под руководством Ф.-Й. Ульма [Constantinides G. et al., 2007, op. cit.; Ulm F.-J. 2009, op. cit.].
Физико-химическим следствием этого служат два фактора: 1) защита камня наноцемента от карбонизации, поскольку гидроалюминаты кальция и эттрингит, характеризующиеся колеблющимся содержанием воды, достаточно легко карбонизуются, особенно в присутствии примесей фосфора, бора и других, встречающихся в химических гипсах, или глинистых примесей в природном гипсовом камне, но в данном случае они располагаются внутри гидросиликатной текстуры, поэтому ни примеси, ни колебания содержания воды на карбонизуемость этих фаз и наноцементного камня в целом влияния не оказывают; этим определяется и пониженная чувствительность наноцементного камня к формам сульфатно-кальциевого компонента и малое влияние нежелательных примесей в нем, таких как глинистые, на качество наноцемента; 2) примесь Si по месту Al в эттрингите, возникающая от гидросиликатного окружения, дополнительно снижает склонность этой гидратной фазы к изменениям под влиянием среды, в частности, к вредным воздействиям пониженной влажности и повышенной температуры; а в наноцементном камне при повсеместном присутствии силоксановых наноцепочек (1) и повышенном содержании минеральных добавок, всегда обеспечивающих присутствие растворенного кремнезема в жидкой фазе камня, повышенная степень замещения в эттрингите Al на Si практически обеспечена. Поэтому любой сульфатно-кальциевый компонент, если он обеспечивает в наноцементе необходимое в пересчете на SO3 содержание сульфат-иона, в принципе пригоден и равноэффективен в составе наноцемента.
Таким образом, именно по указанным физико-химическим причинам наноцемент согласно изобретению обладает рядом решающих преимуществ по сравнению с уровнем техники, и прежде всего тем, что описанный выше уникальный комплекс строительно-технических свойств в рамках настоящего изобретения полностью гарантирован и на 100% достижим. Это не обеспечивалось техническими решениями, известными из уровня техники.
Изложенное свидетельствует, что настоящее изобретение включает несколько фундаментальных элементов новизны, поскольку опирается на открытие М.Я. Бикбау нанооболочек на частицах наноцемента (прототип):
А. Наноблоки алита в составе слоя травленых нанооболочками минеральных фаз клинкера, в котором преобладает алит как самая основная фаза из всех клинкерных минералов, наиболее интенсивно протравливаемая кислыми нанооболочками модификатора. Именно химическое и механическое диспергирование на последней стадии измельчения наноцемента порождают в алите наноблоки, на 2-3 порядка величины меньшие по размерам в сравнении с блоками, обнажаемыми при измельчении без химической составляющей. Это и есть конкретное содержание так называемой механоактивации цемента при соизмельчении с модификатором, имеющим кислую реакцию.
Б. Указанные наноблоки алита в составе слоя травленых минеральных фаз несут две основные функции: промотора гидратации наноцемента и промотора устойчивости его гидратов к карбонизации, порождая фракцию гидратных новообразований, скорее всего, гидросиликатов кальция, свободных от углекислоты и препятствующих ее вхождению в субмикроструктуру цементного камня. Обе эти функции, суммируя свои вклады, ведут к повышению прочности цементного камня наноцемента, а также материалов на его основе - бетонов, растворов, сухих смесей.
В. Остальной материал нанооболочек замедляет развитие трещин под механической нагрузкой, снижает деформации усадки и ползучести, поскольку замедляет межзерновой сдвиг в цементном камне и материалах на его основе. Эти результаты соответствуют взгляду на цементный камень не как на сплошную матрицу в представлениях теории упругости, что является весьма грубым упрощением [Карпенко Н.И. Общие модели механики железобетона. М.: Стройиздат. 1996. 416 с.], но как на систему агрегатов - зерен, где важнейшую роль играет межзерновой или межволокнистый сдвиг [Морозов В.И. и др. Трещинообразование дисперсно-армированных бетонов с позиций механики разрушения. // Известия Казанского ГАСУ. 2012. №1. С. 110-117], и достаточно успешно описываемую современными, так называемыми отрывными теориями разрушения [Холмянский М.М., 1997, цит. соч.], в частности, с помощью метода конечных элементов [Харитонов А.М. Прогнозирование трещинообразования бетона на основе метода конечных элементов. www.pandia.ru/text/77/313/34719.php (Элементарное изложение); Клованич С.Ф. и др. Метод конечных элементов в механике железобетона. Одесса. 2007. 110 с.]. Так, демпфирующие элементы можно представлять в виде модели распределенных когезионных зон в цементном камне [Jing-hui Liu, et al. Numerical simulation of a crack in the cement stabilized stone using cohesion zone models. / Int. Conf. on Experim. Mechanics. Nov. 2008. Nanjing (China). SPIE Proceedings 7375. 24 Aug. 2009. doi10.1117/12.8390044]. Следует надеяться, что сами эти элементы или зоны в скором времени удастся идентифицировать как минеральные носители механических свойств камня и бетона, т.е. привязать их абстрактные образы к конкретным физико-химическим элементам текстуры.
Г. Диффузный слой нафталинсульфонатов, окружающий частицы наноцемента поверх нанооболочек, ответствен преимущественно за отсутствие или малую степень агрегации частиц, облегчающую транспортирование и выгрузку из вагонов и силосов, в то время как сами нанооболочки, сохраняющиеся на частицах в процессах затворения наноцемента водой, укладки и уплотнения строительных растворных и бетонных смесей, отвечают за низкую водопотребность наноцемента и превосходный водоредуцирующий эффект, который дал основу для их первого наименования: вяжущие низкой водопотребности. В настоящем описании особый упор сделан на элементы новизны, связанные с молекулярной массой нафталинсульфонатов, относительно которой в мировой литературе известны только общие сведения о ее связи с их водоредуцирующим действием при введении в воду затворения [Ramachandran V.S. et al. (Eds). Handbook of Analytical Techniques in Concrete Science and Technologie. Principles, Techniques and Applications. Noyes Publ. and William Andrew Publ.: Park Ridge (N.J.) and Norwich (N.Y.). 2001. 964 pp.; see also: Ferrari G. et al. The influence of the Molecular Weight of Beta-Naphtalene Sulfonate to Based Polymers on the Rheological Properties of Cement Mixes. // Cemento. 1986. V. 83. №4. PP. 445-454], а вопросы о связи MM отдельных фракций нафталинсульфонатов с их влиянием на цемент и цементно-водные системы не освещались.
Д. Указанный водоредуцирующий эффект создает существенный, но не превалирующий фактор прироста прочности наноцемента по сравнению с портландцементом, поскольку прочность повышается на 3-4 класса, или на 50-100%, а водопотребность снижается не более, чем на 25-30%. Избыточный прирост прочности наноцемента определяется описанными выше обоими промотирующими эффектами наноблочного алита и торможением остальным материалом нанооболочек межзернового сдвига с повышением индукционного периода развития трещины разрушения в камне наноцемента и материалах на его основе.
Е. Основной экономический эффект наноцемента при современном марочном составе бетонов и растворов в стройкомплексе России создается компенсацией избыточного прироста прочности материалов на его основе путем снижения содержания в нем портландцементного клинкера и прироста доли минеральных добавок - активных и наполнителей - в составе наноцемента до ранее немыслимых величин (80 мас. % и более). Это позволяет снижать нагрузку от цементной промышленности на среду обитания за счет сокращения расходов топлива и электроэнергии на обжиг клинкера и сокращения выбросов парниковых газов, также в ранее недостижимых объемах. В то же время наноцемент существенно упрощает технологию High Performance Concretes - высокообработанных бетонов, в частности, высокопрочных и особо долговечных, что является одним из необходимых условий устойчивого развития России. По этой причине наноцемент является важным заделом для будущего, которого пока нет ни в одной из развитых стран мира. Этот наш национальный приоритет следует как можно быстрее использовать для решения давно назревших проблем:
- резкого ускорения темпов и расширения объемов жилищного строительства путем увеличения выпуска цемента без создания новых цементных заводов, лишь за счет прироста помольных мощностей; это путь к доступному жилью, которого в нашей стране нет уже более примерно 40 лет;
- совершенствования отсталых городской и поселковой сред, и, наконец,
- начала строительства современной дорожной (как железнодорожной, так и автодорожной) сети во всей стране, включая северные и приравненные к ним территории, отсутствие которой сегодня - главный тормоз экономического развития страны.
Все эти возможности способен обеспечить наноцемент при условии его широкого внедрения [Бикбау М.Я. Новые бетоны, конструкции и технологии для строительства аэродромных покрытий, дорог и инженерных сооружений. // Технологии бетонов. 2012. №7-8. С. 32-35. Он же. Наноцемент - основа эффективной модернизации заводов сборного железобетона. 2012. www.concrete-union.ru/articles/cement.php?ELEMENT_ID=8213 Он же. Новые материалы, изделия, конструкции и технологии в строительстве дорожных покрытий и инженерных сооружений. 2012. www.concrete-union.ru/documents/cudocs/Bikbau_dorogi.docx.]. Авторы настоящего изобретения присоединяются и ко многим другим специалистам, которые придерживаются сходных с изложенными взглядов на возможности, открываемые этим новым поколением цементов.
Наноцемент согласно изобретению подготовлен к широкому промышленному внедрению.
Весь комплекс положительных строительно-технических свойств наноцемента согласно изобретению, надежно достижим лишь при условии, что используется описанный ниже способ получения наноцемента, также коренным образом отличный от уровня техники.
Действительно, из уровня техники известен способ изготовления наноцемента путем совместного помола композиции из указанных выше компонентов, при котором в пробах, взятых на выходе из мельницы, определяют величину удельной поверхности продукта по методу воздухопроницаемости и наличие в них свободного нафталинсульфоната в иммерсионных препаратах под оптическим микроскопом, а результаты определений сравнивают с требуемыми параметрами по удельной поверхности, равной не менее 400 м2/кг, при нулевом содержании свободного модификатора - нафталинсульфоната [ТУ. 2001, цит. док.]. В случае пониженной удельной поверхности и присутствия свободного модификатора тонкость помола цемента повышают до достижения удельной поверхности по крайней мере 400 м2/кг и исчезновения в пробах свободного модификатора, связываемого новыми поверхностями, открывающимися при домоле цемента. В готовом продукте, как правило, не остается свободного модификатора. Иные варианты должны исключаться, если наладка и пуск производства наноцемента осуществлялись в соответствии с технической документацией [Руководство, 1992, цит. соч.]. Однако, опыты показали, что гарантии отсутствия свободного модификатора этот способ не дает, ибо его регулярного определения не предусмотрено.
Известен также способ изготовления наноцемента, при котором в пробах, взятых на выходе из мельницы, определяют величину степени агрегации частиц и сравнивают с требуемой величиной, составляющей 5-15 об. %. [патент РФ №2207995, 2003]. При этом степень агрегации определяется количественным методом [авт. свид. СССР №1250917, 1986], с применением прибора воздухопроницаемости ПСХ (прибора системы Ходакова, указанного в [ГОСТ 310.2-76 Цементы. Методы определения тонкости помола], или его современных аналогов в соответствии с [http://www.khodakov.ru/index.php?option=com_content&task=category§ionid=4&id=15&Itemid=217].
Этот метод используется также при выпуске цемента с плотной контактной зоной согласно [ТУ 5730-001-86664502-09 Портландцемент с плотной контактной зоной (ПЦ ПКЗ)].
У коллектива авторов цитированных выше работ и документов в области цементов нового поколения (ВНВ, ЦНВ и наноцементов), а также монографии, посвященной новому направлению тех же исследований и самой объемной из изданных когда-либо на русском языке в области химии цемента [Бикбау М.Я., 2008, цит. соч.] создалось мнение, что указанные источники в своей сумме достаточны для эффективного производства и применения упомянутых цементов с учетом указанных в них критериев качества, обеспечивающих упомянутые технические эффекты. Однако, это мнение оказалось неточным. По-прежнему появляются работы, в которых упомянутые критерии качества не учитываются, и создается впечатление, что об этих критериях, кроме двух - весового дозирования компонентов наноцемента и удельной поверхности не ниже 400 м2/кг - авторам этих работ ничего не известно. Более того, в качестве неоспоримого критерия берут тепловыделение цементов, называемых «цементами низкой водопотребности», определяющее их гидратацию в цементном камне и бетоне, и доказывают, что его величина при переходе к таким цементам снижается по сравнению с обыкновенным портландцементом марки 500 [Хохряков О.В., Бахтин М.А. О роли изменения состояния воды в твердеющем цементе низкой водопотребности // Известия Казанского ГАСУ. 2011. №3(17). С. 166-170], как это бывает в случаях передозировки суперпластификаторов в воду затворения цементного теста или бетона. Тем самым как бы утверждается, что указанные выше в перечисленных источниках результаты, имеющие международную и академическую апробацию, а также объясняющие их положения, в целом выражающие позицию не только авторов цитированных выше работ, но и единую позицию всех отраслевых институтов цементной промышленности РФ и ряда других стран СНГ, содержащуюся в общем научно-техническом отчете, представленном в Минстройматериалов СССР, 1992, - ошибочны. Отсюда следует, что авторы цементов нового поколения не смогли донести до инженерной и научной общественности страны основы технологии производства указанных цементов, приведенные выше источники не полны, данные о тепловыделении при гидратации цементов нового поколения в них упомянуты недостаточно ясно, а критериальные факторы качества указанных цементов должны включать показатель тепловыделения как наиболее интегральный показатель, характеризующий описанный выше положительный комплекс строительно-технических свойств. Упомянутую критику следует считать, по мнению авторов настоящего изобретения, неверной по существу (факты о особо высоком качестве цементов нового поколения неоспоримы), но справедливой по отношению к разбросанной форме их изложения в упомянутых источниках. Нет общедоступного руководства ([Руководство, 1992, цит. док.] имело списочный тираж) по технологии цементов нового поколения, что вызывает ошибки в постановке работ. Так, упомянутые авторы из Казанского ГАСУ не придали значения или не нашли в работах [Ioudovich et al, 1997, op. cit.] и [Бикбау, 2008, цит. соч.] соответственно упоминаний о том, что: а) вибрационные мельницы не годятся для производства наноцементов, поскольку не способствуют прививке нафталинсульфонатов на клинкер, и б) необходимости проверять в готовом цементе не допускаемого в нем присутствия свободного модификатора (суперпластификатора), поскольку это означает, что его прививка в процессе помола не состоялась, и/или, кроме того, в присутствии свободного модификатора при затворении наноцемента водой имеющиеся нанооболочки снимаются с частиц цемента, в чем легко убедиться на опыте, добавляя в воду затворения бетона или раствора на основе наноцемента модификатор, уже содержащийся в наноцементе. Результат получается именно тот, который был зафиксирован в работе [Хохряков О.В. и др., 2011, цит. соч.] - замедление гидратации, снижение прочности, низкая сохраняемость и, наконец, объясняющее все это пониженное тепловыделение даже по сравнению с обыкновенным портландцементом. Отсутствие свободного модификатора, - необходимое требование которое, приходится предположить, - не было выполнено в работе [Хохряков О.В., и др., 2011, цит. соч.], и это несмотря на фиксацию его в качестве обязательного в работах [Ioudovich В.Е. et al, 1997, op. cit.; Юдович Б.Э. и др., 1997, цит. соч.], а также в технических условиях на ВНВ и ЦНВ [1992 и 2001, цит. док.]. В упомянутых работах сотрудников КГАСУ нигде не говорится о том, что этот важнейший критерий соблюдался. Именно поэтому показатели качества цементов, в том числе сохраняемость и тепловыделение, оказались не соответствующими упомянутым выше положительным эффектам.
Необходимым выводом из изложенного является совместное упоминание в настоящем описании всех известных из уровня техники критериев качества цементов нового поколения (ВНВ, ЦНВ, наноцемента) и их дополнение критерием, опирающимся на тепловыделение при гидратации, непосредственно объясняющим их высокую гидратационную активность. Для этого подробно рассмотрим методическую часть определения тепловыделения при гидратации цементов.
Метод определения вида цемента по тепловыделению при гидратации впервые предложили Т. Торвальдсон и сотр., описавшие свои результаты в классической статье из четырех частей [Thorvaldson Т., Brown W.G., Peaker С.R. // Journal of American Chemical Society. 1929. V. 51. P. 2678; 1930. V. 52. PP. 80; 910; 3927].
Известен также метод оценки принадлежности цемента к специальному виду - для массивных гидротехнических сооружений (плотин) по величине тепловыделения при гидратации в калориметре, которая не должна превышать после 7 суток 60 кал/г, или 60·4,18 Дж/кал=250,8 Дж/г=250,8 кДж/кг цемента. Этот метод, предложенный в работе [Woods Н., Steinour Н.Н., Starke H.R. // Industrial and Engineering Chemistry. 1932. V. 24. P. 1207] и усовершенствованный с применением четырехгнездного дифференциального калориметра в работе [Lerch W. // Proceedings of American Testing Materials. 1946. V. 46. P. 1252] был стандартизован в качестве критериального для цемента с умеренной экзотермией в США (цемент типа IV) в стандарте 1956 г. [ASTM С 150-56] с фиксацией в качестве нормы указанного выше предельного тепловыделения (60 ккал/кг). Затем эта норма была стандартизована в Великобритании и Британском содружестве наций [BS 1370:1958]. Для смешивания цемента с водой в методе используется пропеллерная мешалка, установленная в калориметре, что вносит неточность в определение, т.к. параметры включения смесителя зависят от разгонных характеристик двигателя и напряжения в сети. Тем не менее, Л. Коуплэнд и сотр., включившие в объединенной работе две авторитетные группы исследователей, возглавлявшиеся выдающимися учеными США и Великобритании, соответственно С. Брунауэром (чл. Академии наук США и иностр. член Академии наук СССР) и Ф. Ли (чл. Британского королевского общества) [Copeland L.E., Kantro D.L., Verbeck G. The Chemistry of Hydration of Cement. // IV Internat. Symposium on the Chemistry of Cement. Wash. 1960 // Proceedings. 1962. V. 1. P. 429-442], проверили эти результаты другим методом - по теплотам растворения обыкновенного портландцемента в воде и в смеси азотной и фтористоводородной кислот на цементах разных типов, в том числе типа IV (с умеренной экзотермией) по ASTM в течение разных сроков, и получили данные, практически совпавшие с изложенными выше. Это свидетельствовало о надежности калориметрического метода по крайней мере до 7-суточного срока гидратации при рациональном аппаратурном оформлении. Теперь стало возможным рассматривать максимальное упрощение последнего для ускорения практического использования.
Именно это было осуществлено в методе ускоренной оценки качества цемента по критерию тепловыделения в термостатируемом кондуктивном калориметре в массивном металлическом корпусе [авт. свид. СССР №1229606, 1985], измеряющем тепловую мощность при помощи электрического измерительного приспособления в течение до 3 суток, т.е. ускоренного по сравнению с предыдущим 7-суточным определением, причем для смешивания цемента и воды в нем используют более надежную измерительную ячейку с опрокидывающейся перегородкой, обеспечивающей мгновенное смачивание цемента водой [авт. свид. СССР №893247, 1979]. Это, по мнению автора указанных калориметра и ячейки В.М. Гуревича (Институт общей и неорганической химии АН СССР), повышает воспроизводимость результатов измерений на 20-30% по сравнению с предыдущим методом. С точки зрения накопленного опыта использования установок с сосудами Дьюара и пропеллерными мешалками (по Т. Торвальдсену и сотр.) и последнего метода (по В.М. Гуревичу и [ГОСТ 310.5-94. Цементы. Метод определения тепловыделения. Ред. 2003. Изд. Стандартинформ. 6 с.]), имеющегося у авторов настоящего изобретения, преимущество последнего по воспроизводимости не столь велико по сравнению с предыдущими, но упрощение процедуры определения несомненно благодаря отказу от мешалки и простой конструкции измерительной ячейки. Именно поэтому, по нашему мнению, последний метод был обоснованно использован в указанном стандарте РФ [ГОСТ 310.5-94]. Судя по диаграмме тепловыделения портландцемента, приведенной в этом издании, названной там «кривой отклонения пера самописца», первый пик (экзотермический эффект) тепловыделения, который, согласно [Bogue R.Н. The Chemistry of Portland Cement. New York: Reinhold. 1955. 793 p., see pp. 591 a. else], связан со смачиванием водой поверхности частиц цемента, продолжается в течение от примерно 5 до 40 мин после смешения цемента с водой, после чего начинается так называемый индукционный период (термин У. Хансена, 1929) - приостановки гидратации с временным минимальным уровнем тепловыделения.
В самом полном из известных обзоре по тепловыделению цементов и бетонов [Мчедлов-Петросян О.П., Ушеров-Маршак А.В., Урженко А.М. Тепловыделение при твердении вяжущих веществ и бетонов. М.: Стройиздат. 1984. 225 с.] при близком к современному стандартному способе оценки тепловыделения указанный пик для грубомолотых и белитовых цементов смещается в сторону 50-80 мин после смешивания с водой, а для особо тонкомолотых алитовых цементов начинается соответственно уже через 3 мин и завершается через 30 мин. Во всех случаях этот пик является одинарным.
Тот факт, что в последних стандартах на цемент с умеренным тепловыделением, или сульфатостойкий портландцемент, в противоположность прежним работам, цитированным выше, ограничивается не тепловыделение, а только содержание (в мас. %) гидратационно наиболее активных фаз в клинкере: алита (C3S) - не более 50 и C3A - не более 5 для сульфатостойкого и не более 8 - для цемента с умеренным тепловыделением (потом последняя норма в СССР была перенесена из стандарта в СНиП), означает полную уверенность и ученых, и практиков в том, что связь расчетного минералогического состава клинкера и тепловыделения цемента является жесткой (однозначной): достаточно ограничить содержание активных минералов в клинкере и цементе, тогда ограничение тепловыделения получится само собой. Но в последнем десятилетии XX в. и в первом десятилетии XXI в. экономия топлива на обжиг клинкера (доля затрат на топливо превзошла 40% стоимости клинкера) усилилась настолько, что стала вызывать недожог, превратившийся в мировую проблему в связи с появлением в клинкере маргинальных фаз (термин по [Entine et al, 1997, op. cit.; Энтин 3.Б. и др., 2007, цит. соч.]), повышающих тепловыделение вне связи с расчетным минералогическим составом клинкера и цемента на его основе. Тем самым связь минералогического состава клинкера с тепловыделением цемента вновь перестала быть жесткой, как было в 30-х - 80-х годах XX века. В настоящее время у цемента с пониженным тепловыделением вновь нормируется и минералогический состав клинкера (мас. %): C2S 65-80, C3A+C4AF 9-16, C3S 2-6, и тепловыделение - не более 310 кДж/кг [патент Японии, №2011132094, 2011]. Благодаря лучшему контролю состава сырья и ультранизкому содержанию алита в клинкере в данном техническом решении принята менее жесткая норма тепловыделения (вместо 250 кДж/кг - 310 кДж/кг).
Тенденция к размыванию связей минералогического состава клинкера с техническими свойствами цемента в XXI в. дошла до апогея, что характеризуется следующим техническим решением [патент Японии №2007271448, 2006], описывающим способ ускоренной оценки качества цемента и способ контроля качества с использованием этой оценки. Цементный завод регулирует согласно этому патенту качество своей продукции с помощью регрессионной модели, учитывающей количественные характеристики следующих групп факторов: минералогического состава клинкера, вещественного состава цемента, микроструктуры клинкерных минералов, содержания в клинкере малых составляющих, дисперсности цемента по двум факторам - удельной поверхности и величине остатка на сите с ячейками 45 мкм, а оценку продукции завод ведет по зависимости от этих факторов параметрируемых прочностных показателей. Эта многофакторная зависимость используется для текущего контроля качества цемента путем сравнения прочности, предсказываемой по модели и указываемой в паспортах отгружаемой продукции, с реальными значениями прочности, определяемыми через нормативные сроки твердения (2 и 28 сут). Следует отметить, что это большой объем работы даже для современной вычислительной техники, требующий отлаженного технического контроля на всех стадиях производственного процесса, за исключением сырьевого передела, что можно считать недостатком данного технического решения.
К этому добавим, что НИИЦемент и Себряковский цемзавод в 1979 г. [Научно-технический отчет НИИЦемента. М: 1979, по хоздоговорной теме №9-78: «Повышение качества цемента на Себряковском цементном заводе с выпуском опытно-промышленной партии высокопрочного портландцемента марки 700». Исполнители: от лаб. спеццементов Б.Э. Юдович, от лаб. обжига И.А. Прозоров при участии от цемзавода И.И. Сеничкина, В.А. Чурюмова, А.М. Дмитриенко и Н.А. Безродного] использовали аналогичное последнему из описанных выше техническое решение при гораздо более низких вычислительных возможностях тогдашней ЭВМ «Цемент-1», составив регрессионную модель из 23 параметров цементного производства, включая химический состав компонентов сырьевой смеси по основным оксидам - CaO, SiO2, Al2O3, Fe2O3 и примеси SO3 и в течение 1 месяца использовали регрессионную зависимость 3-суточной и марочной (28-суточной) прочности цемента и ряда других показателей качества - сроков схватывания, нормальной густоты теста, а также прочности после тепловлажностной обработки (ТВО, пропаривания) по стандартному режиму 2+3+6(85°C)+2 ч (выдержка, подъем температуры, изотермический прогрев, охлаждение) от всех 23 параметров. Скорость гидратации также входила в число параметров, но оценивалась не по тепловыделению, а по содержанию гидролитической Са(ОН)2 в цементном камне через 3 сут твердения. К сожалению, работа осталась без внедрения, несмотря на состоявшийся выпуск производственной партии цемента марки 700 (по старому методу оценки, или 550 - по современному способу оценки) из-за недостатка датчиков и трудностей слежения за всей совокупностью параметров. Были получены оригинальные результаты, например, зависимость прочности цемента после ТВО от содержания Fe2O3 в глине, которая была объяснена только спустя 50 лет. Тем самым отмеченная работа японских специалистов оказалась развитием неизвестной им цитированной выше отечественной разработки. Такой контроль качества является полезным и при производстве наноцемента, хотя его реализация в производственных условиях при нынешнем уровне развития отечественной цементной промышленности затруднительна.
Из цитированной литературы очевидна существующая уже 80 лет и неослабевающая тенденция определения качества цемента при помощи оценки величины тепловыделения при гидратации. Отсюда следует, что и качество наноцемента по теплоте гидратации также может быть определено достаточно точно, но при условии реального определения ее величины, без расчета по фазовому или минералогическому составам. Однако, при этом требуется экспресс-метод, доступный и удобный для заводской лаборатории. Именно такой подход лежит в основе настоящего изобретения.
Его аналогом является способ производства цемента с критериальной оценкой качества по величине тепловыделения при гидратации в процессе схватывания, определяемого в калориметрической установке путем регистрации подъема температуры цементного теста [Юдович Б.Э., Власова М.Т., Вовчок Г.И. и др. Сверхбыстротвердеющие цементы для монолитного и сборного железобетона. Обзор. М.: Изд. ЦИНИС Госстроя СССР. 1978. 60 с.], в котором по величине тепловыделения Q (определяемого в простейшей измерительной ячейке из термопары, сосуда Дьюара и поставленного в него сосуда (чашки) с цементно-водной смесью при В/Ц 0,4) в течение от начала перемешивания до конца схватывания (около 40 мин, Q40) предсказывался уровень прочности - от 6- и 12-часовой до 1- и 3-суточной - упомянутого сверхбыстротвердеющего цемента, включающего, кроме алита, белита, следов С3А и 2-3 мас. % C4AF, в качестве важнейшей фазы фтормайенит C11A7·CaF2 от 12 до 20 мас. %, придающий этому цементу свойство особо быстрого твердения при быстром схватывании - начало от 5 до 15 мин, конец - через 20-40 мин. Было установлено, что при Q40 не ниже 90 кДж/кг прочность цемента через 6 ч - не ниже 5 МПа. Этот способ тогда нашел кратковременное практическое применение: ведь прочность через 6-12 ч после затворения цемента водой испытывать, как правило, неудобно, поскольку для этого высококвалифицированному лаборанту приходится работать до 16 ч/сут. Однако, прочность через 1 сутки считают также быстро определяемой характеристикой цемента, в частности, для основной в то время области его применения - в бетонных покрытиях площадок для выруливания самолетов на аэродромах. Там знание 1-суточной прочности было достаточным. Спустя 6 лет этот цемент был заменен при ремонтах вяжущей смесью расширяющегося типа, включающей глиноземистый цемент, портландцемент и асбестовое волокно, разработанной Я.Н. Новиковым и др. [Новиков Я.Н., Могилевский В.Д., Петров Ю.Н. и др. Инструкция по устройству гидроизоляции сборных железобетонных и чугунных обделок метрополитенов закрытого способа работ. М.: Главтоннельметрострой. 1984. 137 с., п.п. 2.11-2.13: Быстросхватывающаяся уплотняющая смесь (БУС)], используемой Мосметростроем до настоящего времени. БУС схватывается и твердеет так же быстро, как фторсодержащий цемент, но более трещиностойка благодаря присутствию асбеста. Там из-за круглосуточных работ испытания прочности в возрасте 6 ч трудностей не представляли, поэтому Я.Н. Новиков сообщил одному из авторов настоящего изобретения, что хотя определение тепловыделения цемента в составе БУС для применяемых составов полезно в целях проверки и стабилизации работы выпускающего БУС Очаковского завода Мосметростроя, но не является необходимым, так как следующая смена узнает прочность БУС в цеховой лаборатории по факту, а производители работ в тоннелях после предупреждения о неполноте соответствия качества БУС требованиям технической документации успевают повысить степень уплотнения не вполне качественного БУС при чеканке швов между блоками или тюбингами тоннельной обделки для получения заданного уровня ее водонепроницаемости. В настоящее время Мосметрострой пытается заменить асбест в составе БУС более экологичным волокном.
Другим аналогом изобретения в части способа является способ изготовления цемента путем совместного помола клинкерного и сульфатнокальциевого компонентов по крайней мере до удельной поверхности 400 м2/кг и продолжения помола до достижения расчетного значения нормируемой прочности получаемого цемента (R) по критерию тепловыделения (Q) при его гидратации в процессе схватывания в калориметрической ячейке с регистрацией температуры цементно-водной смеси в процессе схватывания, причем водоцементное отношение смеси (В/Ц) берут равным 0,32, а расчет прочности ведут по линейной зависимости:
R=aQ-b,
где а и b - постоянные коэффициенты, зависящие от срока испытания нормируемой прочности [Патент Румынии №122320, 2009]. Сроки схватывания согласно этому техническому решению находятся в пределах от 0,45 до 3 ч только в присутствии хлорида кальция, без которого при указанном значении В/Ц сроки схватывания отодвигаются до 4-7 ч, что препятствует экспрессности способа. Выбор В/Ц равным именно 0,32, по мнению авторов прототипа, позволяет исключить влияние случайных факторов типа ложного схватывания (ранее было известно 58 причин ложного схватывания согласно перечню Дж. Калоузека [Kalousek G.L. Abnormal set of Portland Cement, causes and correctives. Ed. US Department of the Interior, Bureau of Reclamation. // General Report №45. Denver. 1968. 33 pp.], при недожоге клинкера к ним добавляется еще десяток) или колебаний вещественного состава цемента.
Для упомянутого фторсодержащего цемента и его нормативной прочности R=5 МПа за 6 ч при удельной поверхности 400 м2/кг в этой зависимости Q=90 кДж/кг, а=0,055; b=0, с разбросом оценок R±0,3 МПа (12%). Для наноцемента подобная регрессионная зависимость не позволяет получить надежной сходимости экспериментальных данных в связи с тем, что предварительные условия (отсутствие в пробе свободного модификатора и постоянства степени агрегирования частиц при удельной поверхности - 400 м2/кг) могут быть не выполнены. Поэтому данное техническое решение для его оценки не подходит, хотя при выполнении указанных выше предварительных технологических условий и допуске существенно большей по сравнению с обыкновенным портландцементом дисперсии оценок (более 20%) оно более пригодно благодаря его простоте, чем, в частности, существенно более сложная в методическом отношении ускоренная оценка качества цемента по величине электропроводности цементного теста и других цементно-водных систем в сочетании с замерами теплоты гидратации [Бердов Г.И., Аронов Б.Л. Экспрессный контроль и управление качеством цементных материалов. Новосибирск: Изд. Новосибирск, гос. ун-та. 1992. 252 с.] с примерно аналогичной точностью оценки прочности. Кроме того, приостановка помола, даже в наладочных испытаниях, требуемая для подбора времени достижения заданного значения R и соответственно определения значения Q с последующим расчетом значений а и b в производственных условиях трудно выполнима.
Наиболее близким аналогом изобретения (прототипом) в части способа производства наноцемента является способ производства цемента низкой водопотребности (как упоминалось выше, это практически синоним термина «наноцемент») путем совместного помола клинкера, содержащего алит, белит, алюминат кальция и алюмоферриты кальция, с модификатором нафта-линсульфонатного типа, наполнителем и гипсом. В результате совместного помола до удельной поверхности 400-600 м2/кг на частицах клинкера образуется наноразмерная оболочка. При этом происходит дросселирование модификатора и взаимодействие его с радикалами и активными центрами грибоактивированных частиц клинкерных минералов с образованием на поверхности частиц клинкерных минералов сплошной нанооболочки из адсорбционного комплекса (под нанооболочкой понимают пленку толщиной до 100 нм) [Бикбау М.Я. Нанотехнологии в производстве цемента М.: ИМЭТ. 2008. С. 538-560, 584-585]. При всех описанных выше достоинствах способа и получаемого продукта в нем не предусмотрена экспресс-оценка готового продукта, для которой не требуется предварительного определения его прочностных показателей. А без этого лишь накопленный опыт постоянного производстива цемента согласно заданным технологическим параметрам остается единственной гарантией качества материала, которая недостаточна при изменениях качества компонентов цемента, всегда имеющих место в производственных условиях.
Настоящее изобретение свободно от указанных недостатков. Оно заключается в том, что в способе изготовления наноцемента по п. 1 путем совместного помола указанных компонентов с контролем качества в последовательно отбираемых пробах готового продукта, помол ведут до достижения двух показателей - полноты покрытия упомянутых нанооболочек указанным диффузным слоем, фиксируемой по количественному критерию минимальной степени агрегации частиц, покрытых указанными нанооболочками, определяемой в продукте помола по методу воздухопроницаемости, и продолжают помол до достижения второго показателя - полноты покрытия упомянутым слоем травленых минеральных фаз частиц клинкерного компонента, фиксируемой по критерию появления двойного максимума на графике регистрации температуры в калориметрической ячейке при тепловыделении, определяемом по методу термостатируемой кондуктивной калориметрии, в процессе схватывания цементного теста, приготавливаемого из последовательно отбираемых проб продукта помола.
В варианте способа изготовления наноцемента указанный помол ведут с фиксацией минимума степени агрегации продукта, равного 5-20 об. %, и продолжают помол до регистрации в готовом продукте названного двойного максимума на указанном графике в течение 1-3 ч.
Сущность изобретения в части способа изготовления наноцемента определяется двойным термическим эффектом при затворении рассматриваемого цемента водой и в процессе схватывания полученной при этом цементно-водой суспении (синоним цементного теста). Первый из упомянтых эффектов (синоним экстремумов на графике тепловыделения) обусловлен снятием водой трехслойных нанооболочек (нанокапсул) с поверхности частиц с указанным выше в описании разделением функций каждого из слоев в процессе снятия. Второй связан с ускоренным гидролизом свободной от нанооболочек поверхности цементных минералов, протравленной нанооболочками и затравочной ролью слоя ТМФ, упомянутой выше. Тем самым наличие двойного термического эффекта - признак полноты покрытия трехслойными нанооболочками поверхности клинкерных частиц наноцемента. Именно этим обусловлен радикальный водоредуцирующий эффект наноцемента (давший начало наименованию «вяжущие низкой водопотребности») в цементно-водных суспензиях, к которым относятся как цементное тесто (паста), так и строительные растворы и бетоны.
Отметим, что для получения наноцемента, покрытого трехслойными нанооболочками, с описанным выше комплексом строительно-технических свойств, пригодно не любое помольное устройство. Изучена пригодность трубных мельниц с определенными режимами помола, в частности, с ограниченной аспирацией. Струйные мельницы и им подобные устройства ударного измельчения непригодны для изготовления наноцемента приведенного состава, так как кратковременность контактов частиц клинкера с мелющими поверхностями, даже если они также представлены клинкером, как в струйных мельницах, не позволяет обеспечить наклеивание модификатора на основе нафталинсульфонатов на клинкер, поскольку, как описано выше, это - многостадийный процесс. Однако, это относится к модификатору на основе нафталинсульфонатов. Возможно, что модификаторы на другой химической основе, в том числе и жидкие, будут способны к приклеиванию даже при кратковременных контактах и высоких скоростях соударения и соответственно при кратковременных помольных воздействиях. В остальных помольных устройствах с промежуточным временем помольных воздействий между шаровыми и струйными мельницами требуется экспериментальная проверка пригодности, основанная на пробных помолах упомянутой композиции портландцементного клинкера, модификатора, сульфатно-кальциевого компонента и минеральных добавок с наблюдениями бросающегося в глаза практического отсутствия (или присутствия) как неагрегированных частиц (в частности, с количественными измерениями на приборе типа ПСХ), так и двойного максимума на графике тепловыделения цементно-водных смесей в течение срока их схватывания. Наличие двух указанных эффектов свидетельствует о пригодности данного помольного устройства при данных режимных параметрах для получения наноцемента согласно изобретению. Для указанных композиций без минеральных добавок и наполнителей названный минимум степени агрегации соответствует обычно менее 5% на приборе ПСХ (системы Г.С. Ходакова, стандартизованном в ГОСТ 310.2-76, или в готовящейся к изданию новой редакции ГОСТ 30744), используемом в соответствии с инструкцией компании ООО «Ходаков» [http://www.khodakov.ru]). Срок наблюдений двойного максимума на графике тепловыделения композиций без минеральных добавок в приборе системы В.М. Гуревича, стандартизованном в ГОСТ 310.5-94, или в новой редакции ГОСТ 30744 и используемым согласно [патент РФ, 1986, цит. соч.] и упомянутым стандартам, составляет обычно менее 1 ч. Для композиций с упомянутыми минеральными добавками указанный минимум степени агрегации соответствует 5-20 об. %, поскольку наличие некапсулированных частиц минеральных добавок повышает нижний предел дезагрегирования наноцемента. Эти же некапсулированные частицы уменьшают долю наноблоков алита на поверхности наноцемента, промотирующих взаимодействие освобождаемой от нанооболочек поверхности водой затворения с переходом этих нанооболочек, состоящих из видоизмененного модификатора, на продукты гидратации. Это является причиной замедления тепловыделения наноцементов с минеральными добавками и наполнителями и продления срока схватывания цементно-водной суспензии и, соответственно, срока наблюдений упомянутого двойного максимума, который согласно изобретению составляет 1-3 ч.
После того как оба упомянутых эффекта у готового продукта проявились, процесс помола в установленном стационарном режиме помольного устройства фиксируют. Для этого при помощи АСУТП, которым должно быть оборудовано помольное устройство для производства наноцемента, определяют совокупность режимных индикаторов, характеризующих стационарное состояние процесса помола в используемом помольном устройстве. К ним относятся производительность помольного устройства, состав указанной композиции, такие параметры каждого ее неорганического компонента (вид, составы химический и гранулометрический, микроструктура, субмикроструктура, влажность). Еще более строгим должен быть подход к выбору органического компонента - модификатора на основе нафталинсульфонатов. Следует учитывать цвет порошка, блеск частиц, паспортные данные, в частности, значение исходной ММ, содержание сульфата натрия, а также примеси исходного формальдегида (при отсутствии соответствующих данных в паспорте грубая оценка возможна по характерному запаху). Цвет частиц нафталинсульфоната косвенно связан с выходом полезного вещества в процессе синтеза. Когда он проведен не полностью и в продукте есть примесь исходного формальдегида, такой модификатор имеет более светлый цвет в диапазоне от коричневого - цвета растворимого кофе - до соломенно-желтого. Блеск частиц указывает на нормальный ход процесса сушки раствора полупродукта в кипящем слое до выхода продукта. Наличие черных сердцевин в частицах модификатора указывает на его пережог при сушке, причем с поверхности пережженное ядро покрыто желтым слоем относительно годного продукта, успевшего охладиться, а ядро обуглилось из-за более медленного охлаждения. Таков вывод химиков из Лимерикского университета (Ирландия), работу которых по просьбе авторов изобретения оплатила компания CRH. Такие частицы нафталинсульфоната не имеют характерного блеска и способны агрегироваться и залипать в бункере над весовым дозатором. В обычной же ситуации весовое дозирование нафталинсульфоната-порошка идет без проблем.
На индикаторных приборах АСУТП (примеры таких АСУТП представлены в работе [Дуда В.Г., 1987, цит. соч.]) фиксируют параметры упомянутой совокупности посредством уставок на процессорах в компьютере, регулирующих вещественный состав указанной композиции наноцемента и работу помольного устройства. Так, автомат определяет скорость подачи материала в дозаторы, соблюдает их соотношение, стационарность их параметров, следит за работой аспирационных вентиляторов, фильтров, устройств для транспорта готового продукта: разгрузочных шнеков, транспортеров и т.п.). После этого помол продолжают с компьютерным контролем по подобранному режиму с периодическим визуальным наблюдением оператором помольного устройства параметров непрерывно ведущейся записи процесса (обычно анализ режима помола достаточно проводить дважды в смену) до момента изменения вещественного состава наноцемента и/или характеристик его компонентов, после чего названный процесс подбора указанного режима помола повторяют.
В настоящее время в качестве помольного устройства используют преимущественно трубную мельницу со свободно перемещающимися мелющими телами, работающую в открытом цикле (с однократным прохождением совместно измельчаемых материалов), или, что более эффективно, в замкнутом цикле с сепаратором, возвращающим на домол грубую фракцию измельчаемого материала (крупку) [Крыхтин Г.С. Помол цемента. В кн. Справочник по производству цемента. Под ред. И.И. Холина. М.: Госстройиздат. 1963. С. 333 и ниже]. Поскольку в настоящее время установлено, что основной рабочей зоной мельницы является не так называемая «пята» водопадной части слоя мелющих тел, а зона соприкосновения основной их массы с измельчаемым материалом на подъеме указанной массы мелющих тел на футеровку при каждом обороте мельницы, где их удерживают центробежные силы и направленный вниз вектор гравитационной силы [Rolf L. Motional and stressing phenomena in ball mills // Zement - Kalk - Gips. 1993. V. 46. №5. PP. E127 - E132 (Engl, version). See also Germ. vers. ibidem, №3. S. 117-122]. Классическая работа Рольфа, основанная на прямых измерениях давления мелющих тел на измельчаемый материал посредством радиодинамометров, встроенных в выдолбленные полости шаров, закрытые сферическими пружинными крышечками [Rolf L. Instrumentation of balls for measuring of energy distribution in ball mills. // Chemische Technik. 1999. V. 51. №5. P. 238], свидетельствует, что, вопреки известным старым, чисто умозрительным воззрениям [Naske С. Zerkleinerungs - Verrichtungen and Mahlanlagen. Leipzig, 1918; Дешко Ю.И. и др. Измельчение материалов в цементной промышленности. Изд. 2-е. М.: Стройиздат.1966. 271 с.; Zeisel N.-G. Veringerung des  durch Verschleiss von Panzerplatten // Zement - Kalk - Gips. 1958. V. 11. №3. S. 118-121 и многие другие], водопадный режим работы мельницы для эффективного режима помола не только не обязателен, но даже не вполне желателен [Rolf L., 1993, op. cit.], в частности, и для получения наноцемента.
durch Verschleiss von Panzerplatten // Zement - Kalk - Gips. 1958. V. 11. №3. S. 118-121 и многие другие], водопадный режим работы мельницы для эффективного режима помола не только не обязателен, но даже не вполне желателен [Rolf L., 1993, op. cit.], в частности, и для получения наноцемента.
С этой новой точки зрения и было опробовано применение для изготовления наноцемента так называемых высокоэнергетических трубных мельниц:
- с планетарным [http://www.leotec.ru/catalog/index.php?SECTION_ID=1174], расположением помольных камер вокруг осевой, где на массу мелющих тел, а через нее - на измельчаемый материал действует комбинация гравитационной и центробежной сил, или
- с внутренним расположением одной или более помольных камер в осевой камере (пример с одной камерой [High energy ball milling. GIF. User (author): Luu Ly. 2008], в виду особой его важности включен в Википедию - см. [http://www.google.ru/imgres?imgurl=http://upload.wikimedia.org/wikipedia/commons/4/4f/Highenegy_ball_milling.gif&imgrefurl=http://en.wikipedia.org/wiki/Ball_mill&h=206&w=206&sz=64&tbnid=g3wDLtjQQL4ZPM:&tbnh=77&tbnw=77&zoom=1&usg=_vDj6WJlzpkKMSwqW_iWJDS_btWQ=&docid=rjGZQaZWqGY4QM&sa=X&ei=hm-aUaHOE8SM4ATT4oEw&ved=0CFYQ9QEwAQ&dur=6372]), он открывается не только по этому прямому адресу, но также при наборе имени автора в поисковых системах. В последнем примере, помимо массы мелющих тел, которая воздействует на измельчаемый материал гравитационными, инерционными силами и силой Кориолиса, возникающей под влиянием качения внутренней помольной камеры по футеровке осевой камеры, влияет также атмосфера во внутренней камере, которая, в виду герметичности таковой, может быть освобождена от примеси CO2. А это полезно и для прочности, и для долговечности получаемого бетона [Kantro D.L. et al. The ball mill hydration of tricalcium siliucate at room temperature // Journal of Colloid Science. 1959. V. 14. PP. 363-376. Малинин Ю.С. и др. О морфологических основах структуры цементного камня. // Доклады АН СССР. 1977. Т. 233. №4. С. 653-656]. В мельнице типа центрифуги (центробежно-ударного измельчения) главное измельчающее воздействие - центробежно-ударное со стадией раздавливания - обеспечивается падением частиц, в том числе композиционных цементов, в помольную камеру и центробежной силой, бросающей измельчаемый материал на измельчаемый слой и прижимающей измельчаемый материал к футеровке [Garkavi М. et al. Mischcemente auf Basis von Elektrostalwerkschlacken durch Tzentrobezhno-Stosszerkleinerung / 17 Internationale Baustofftagung. Weimar. 2009. P. 1-0609 - 1-0612].
При помоле наноцементов под их прежними названиями - ВНВ и ЦНВ - не допускалось введения интенсификаторов помола в качестве технологических добавок по причине предотвращения ими наклеивания нафталинсульфонатного модификатора на клинкер и резкого снижения качества продукта. Однако, авторами настоящего изобретения было установлено, что если клеевое соединение достигнуто, то ни водяной пар, ни ПАВ-интенсификаторы помола в порошкообразной или в растворенной форме, будучи распылены форсунками, не вредят качеству наноцемента, а позволяют снизить расход электроэнергии на помол по крайней мере на 10%. Так, дополнительно вводят интенсификатор помола на стадии измельчения при удельной поверхности измельчаемого материала не ниже 370 м2/кг путем впрыска в порошкообразном или жидком состоянии со стороны выходной цапфы мельницы при работе в открытом цикле или на крупку сепаратора, возвращаемую на домол при работе в замкнутом цикле (последний вариант требует оформления последовательной или паралельной работы нескольких мельниц, как это в 80-е годы практиковал НИИЦемент). Еще более эффективен интенсификатор помола при его впрыске на указанные активные минеральные добавки, вводимые в измельченном состоянии в измельчаемую композицию или на крупку сепаратора, возвращаемую на домол. Это позволяет, как показано для модифицированных лигносульфонатов типа ЛСТМ-2 в качестве интенсификатора помола (0,07-0,1 мас. % от доли клинкера в наноцементе), повысить производительность сепараторной мельницы типа «Доппель-ротатор» в гораздо большей степени, а именно на 15-25% как в порошкообразном состоянии (были трудности дозировки и подачи из-за липкости), так и в виде 30%-ного водного раствора на упомянутую крупку с ее удельной поверхностью не менее 250 м2/кг при удельной поверхности готового продукта 430-450 м2/кг по сравнению с процессом помола без интенсификатора.
Отметим, что для контроля процесса при осуществлении настоящего изобретения использованы и рекомендуются при его внедрении:
- Для определения степени агрегации наноцемента - прибор системы Г.С. Ходакова (ПСХ), в частности, приборы от ПСХ-2 до ПСХ-11, см. [http://www.khodakov.ru/index.php?option=com_content&task=view&id=39&Itemid=217]. Определение степени агрегации с использованием этого прибора - по методике, описанной в работах [Ватутина Л.С. и др. Определение степени агрегации частиц цемента методом воздухопроницаемости. / Труды НИИцемента: "Применение физических приборов и методов в исследованиях клинкеров и цементов". 1987. №91. С. 221-238. См. также Авт. свид. СССР №1250917, 1985]. В дополнение можно ориентироваться по определяемому в том же приборе показателю сыпучести, представляющему собой величину, имеющую физический смысл в системах единиц MKS или CGS [Юдович Б.Э. и др. Определение сыпучести цемента с помощью метода воздухопроницаемости. / Труды НИИцемента, 1987, цит. изд. С. 238-245]; при этом максимум сыпучести соответствует минимуму степени агрегации наноцемента;
- Для определения динамики тепловыделения - с помощью метода термостатируемой кондуктивной калориметрии в приборе системы В.М. Гуревича [Авт. свид. СССР №1229606, 1986]. Методика по ГОСТ 310.5-94 в ред. 2003 г. может быть использована в отсутствие наблюдателя после начала испытания благодаря непрерывной записи тепловой мощности процесса тепловыделения наноцемента.
К этому следует добавить, что при налаженном режиме помола наноцемента допускается применение упрощенных вариантов определения обоих упомянутых критериев. Так, взамен минимума степени агрегации частиц наноцемента для грубой оценки готового продукта помола по данному критерию возможны замеры угла естественного откоса конуса готового продукта, навеску которого отсыпают в вершину изготовленной из папье-маше модели куба, разграфленной подобно транспортиру с нулевой точкой в вершине угла и сравнивают угол откоса исходного цемента без модификатора с меньшими углами откоса готового продукта. Для уверенности в результатах следует приобрести наноцемент, выпускаемый на сертифицированных производствах, чтобы иметь представление об угле откоса у наноцементов различного вещественного состава, в том числе не содержащего минеральных добавок и наполнителей и включающего их в вещественный состав, и отградуировать подобный макет пробника. При налаженном эксплуатационном режиме для контроля способа изготовления наноцемента по тепловыделению в настоящем изобретении может быть использована и простейшая установка, состоящая из сосуда Дьюара и укрепленного в штативе термометра, или термопары, опускаемых в цементное тесто, помещенное в сосуд в тонком полиэтиленовом вкладыше, на время, пока тесто еще не схватилось. Два максимума тепловыделения видны на термометрах или термопарах любых систем, но требуют непрерывного наблюдения в течение до 3 ч от момента начала перемешивания наноцемента с водой, что, разумеется, занимает время оператора и требует внимания, но годится для контроля эксплуатационного режима работы.
Подчеркнем, что при наличии двух, описанных выше, критериев качества продукта - наноцемента, фиксируемых в ходе осуществления способа согласно изобретению посредством указанных приборов, все, описанные выше, технико-экономические эффекты применения наноцемента, гарантированы. Тогда необходимость в непрерывной и даже выборочной проверке качества проб наноцемента под сканирующим электронным микроскопом отпадает. Ее можно свести к проверкам 1-2 раза в год.
Изложенное подтверждается примерами осуществления изобретения, представленными в табл. 2-4.
Пример 1. Цемент по ТУ на ЦНВ [цит. соч.] по прототипу {толщины нанооболочек до 100 нм по растровому (синоним сканирующему) электронному микроскопу GEOL} на основе опытно-заводского клинкера 1 (мас. %) 87,7, двуводного гипса 4,9 в пересчете на SO3, или 4,9×2,15=10,51; (1 См. примечание 4 к табл. 2) и модификатора 1,8; клинкер включал по данным петрографического анализа (мас. %): алит 50, белит 20, С3А 15, C4AF 15, М - СП-1 Новомосковского завода; контрольный - без минеральных добавок, 5 партий, средние данные, колебания 28-суточной прочности в пределах 6 МПа, возрастающие после 6 мес. хранения до 8 МПа (табл. 2, строки 1 и 2), что не позволяет гарантировать класс по прочности (марку) цемента и приводит к росту среднего расхода цемента в бетонах в среднем на 12%, поскольку это различие в нормах [СНиП 82.02-95 Федеральные (типовые) элементные нормы расхода цемента при изготовлении бетонных и железобетонных конструкций] предусмотрено при снижении качества цемента на марку. Это и есть недостаток цемента согласно прототипу и, одновременно, способа его производства, поскольку контроль качества под микроскопом не гарантирует однородности материала в отдельных пробах, хотя и другие, интегральные методы контроля, предлагаемые в настоящем техническом решении, тоже, хотя, как показано ниже, в существенно меньшей степени, не полностью уберегают от неоднородности качества цемента. Для устранения неоднородности и гарантии стационарности качества портландцемента на уровне разброса 2 МПа (то есть размаха колебаний ±1 МПа), достигнутом, по сведениям ООО «Гипроцемент-Наука» [Бернштейн Л.Г. Доклад о командировках на цементные заводы ФРГ и США. Научно-технический отчет, 2009, на правах рукописи; публикация ожидается], на одном из 12 посещенных цемзаводов, затрачено средств более $90 млн. Уровень размаха колебаний 28-суточной прочности цемента ±1 МПа является, по общему мнению работников предприятий цементной промышленности, мировым достижением. Такая стабильность качества продукции позволила использовать на этом цемзаводе 26 видов различных добавок в технологическое топливо для снижения его доли его стоимости в себестоимости портландцементного клинкера, ранее доходившей до 40%, как это имеет место и на многих других предприятиях. В случае наноцемента согласно изобретению, решающий эффект достигается, помимо снижения разброса прочности продукции по сравнению с прототипом, повышением качества клинкера, что при уменьшении клинкер-фактора (этот термин приобрел за последнее десятилетие мировое распространение, хотя, по имеющимся сведениям, пока нигде не стандартизирован; он означает мас. % клинкерного компонента в составе цемента и впервые, по существу, был введен в технические условия четырех институтов-разработчиков на ВНВ в 1986 г. по предложению Н.Ф. Башлыкова, а ныне представлен в проекте предстандарта на наномодифицированный цемент, разработанном под руководством М.Я. Бикбау [цит. соч.], в котором клинкер-фактор включен в обозначение разновидности цемента), снижает разброс прочности, особенно после длительного хранения.
Вторая серия проб наноцемента согласно прототипу была получена совместным помолом указанного клинкера с наполнителем - кварцевым песком (3 пробы). Состав цемента (мас. %): клинкер 50 (клинкер-фактор 50), кварцевый песок 44,8, гипсовый камень 2 (по SO3), или 2×2,15=4,3; модификатор 0,9. Остальные показатели представлены в табл. 2 (строки 3 и 4). Активность цемента по сравнению с цементами в строках 1 и 2 той же табл.снизилась, но главное - усилился разброс качества в 28-суточном возрасте, особенно после длительного хранения.
Пример 1а. В следующей серии опытов наноцемент согласно изобретению (табл. 2, строки 1а - 1е) изготовлен из портландцементного клинкера аналогичного минералогического состава, полученного с применением сырьевой смеси повышенной реакционной способности, достигаемой путем замены части пиритных огарков в ее составе колошниковой пылью. Известно, что при этом алюмоферритная фаза часто приобретает пластинчатую субмикроструктуру, алит и белит становятся мелкокристаллическими, а блоки в них приобретают размеры, укладывающиеся в диапазон 1-3 мкм, что и наблюдалось. Наноцемент изготавливали с измерением степени агрегации и тепловыделения в процессе схватывания. Всего изготовили 14 партий цемента разных составов (мас. %) без минеральных добавок с сульфатно-кальциевым компонентом в природных и искусственных формах и в их смесях, а также с минеральными добавками (МД); каждого состава брали по шесть проб, из них по три пробы испытывали сразу после изготовления, остальные - через 6 мес. хранения воздушного хранения:
№1а: клинкер 96 (в пример включен справочно, поскольку цемент не содержит минеральной добавки, требуемой согласно изобретению, данные приводятся для сравнения), двуводный гипс в форме гипсового камня (93%-ный, примеси - остальное) 1,5 (мас. % по SO3), т.е. 1,5×2,15×0,93=3 (мас. %), М 1, всего 100%; двойной экзоэффект на графике тепловыделения (ДЭГТ), последний максимум через 0,65 ч; замеры ММ при помощи гель-хроматографии по А.И. Вовку ок. 800 Да, ММ диффузного слоя ок. 600 Да (табл. 2, строки 1а, 1аа);
№1б: клинкер 88, МД: доменный гранулированный шлак (ДГШ) Орск-Халиловского металлургического комбината 5, двуводный и полуводный гипсы в соотношении около 1:1 по массе в форме 93%-ного (примеси - остальное) конгломерата 2,6 (по SO3), т.е. 2,6×(2,15+1,6)×0,5×0,93=4,5 (мас. %), М 2,5, всего 100%; двойной экзоэффект на графике тепловыделения (ДЭГТ), последний максимум через 1,1 ч; замеры ММ при помощи гель-хроматографии по А.И. Вовку ок. 800 Да, ММ диффузного слоя ок. 600 Да (табл. 2, строки 1б, 1бб);
№1в: клинкер 88, указанный ДГШ 5, двуводный и безводный (ангидрит) гипсы в соотношении около 1:1 по массе в форме 93%-ного (примеси - остальное) конгломерата 4,5 (по SO3), т.е. 4,5×2,15×0,5×0,93=4,5 (мас. %), М 2,5, всего 100%; двойной экзоэффект на графике тепловыделения (ДЭГТ), последний максимум через 1 ч; замеры ММ при помощи гель-хроматографии по А.И. Вовку ок. 800 Да, ММ диффузного слоя ок. 600 Да (табл. 2, строки 1в, 1вв);
№1г: клинкер 88, указанный ДГШ 5, продукт очистки отходящих сернистых газов промышленных печей карбонатом кальция (включающий, мас. %: безводный сульфат кальция 88, карбонат кальция 10, примеси - остальное) 5 (по SO3), т.е. 5,0×0,88×1,12=5 (мас. %), М 2, всего 100%; двойной экзоэффект на графике тепловыделения (ДЭГТ), последний максимум через 1,2 ч; замеры ММ при помощи гель-хроматографии по А.И. Вовку ок. 800 Да, ММ диффузного слоя ок. 600 Да (табл. 2, строки 1 г, 1гг);
№1д: клинкер компонент 88, указанный ДГШ 5, смесь гипсового камня, то есть двуводного гипса (93%-ного) и фосфогипса (включающего, мас. %: двуводный сульфат кальция 98, фосфаты в пересчете на Р2О5 0,8, примеси - остальное) в соотношении по массе 3:1 2,7 (по SO3), т.е. 2,7×2,15×0,93×0,75+2,7×2,15×0,98×0,25=5,47 ≈5,5 (мас. %), М 1,5, всего 100%; двойной экзоэффект на графике тепловыделения (ДЭГТ), последний максимум через 1,35 ч; замеры ММ при помощи гель-хроматографии по А.И. Вовку ок. 800 Да, ММ диффузного слоя ок. 600 Да (табл. 2, строки 1д, 1дд);
№1е: клинкер 88, указанный ДГШ 5, смесь гипсового камня, то есть двуводного гипса (93%-ного) и фосфогипса (включающего, мас. %, полуводный сульфат кальция 95, фосфаты в пересчете на Р2О5 0,6, примеси - остальное) в соотношении по массе 1:1 2,95 (по SO3), т.е. 2,95×2,15×0,93×0,5+2,95×1,6×0,95×0,5=5,19 ≈5,2 (мас. %), М 1,8, всего 100%; двойной экзоэффект на графике тепловыделения (ДЭГТ), последний максимум через 1,25 ч; замеры ММ при помощи гель-хроматографии по А.И. Вовку ок. 800 Да, ММ диффузного слоя ок. 600 Да (табл. 2, строки 1e, 1ee);
№1ж: клинкер 88, указанный ДГШ 5, сульфатно-кальциевый компонент - смесь: а) продукта очистки карбонатом кальция - дробленым природным известняком - отходящих сернистых газов промышленных печей и/или реакторов в цветной металлургии (производстве цветных металлов из сульфидных руд), производстве минеральных удобрений, нефтехимии, включающих менее 4 мас. % SO2 (более концентрированные отходящие газы идут на производство серной кислоты); продукт очистки - смесь сульфата кальция, извести, остаточного кальцита и примесей; имеется опыт его применения в цементной промышленности ФРГ в качестве добавки к портландцементному клинкеру как регулятора сроков схватывания; б) фосфогипса - по примеру 1е; технический эффект обусловлен, во-первых, тем, что примесь извести в компоненте «а» нейтрализует примесь фосфорной кислоты в компоненте «б», чем предотвращается избыточное замедление твердения цемента растворимым Р2О5; во-вторых, тем, что смесь извести и известняка из компонента «а» облегчает грануляцию фосфогипса «б», не содержащего гелеобразующего компонента, необходимого для устойчивого гранулята, требуемого цементной промышленностью; готовый сульфатно-кальциевый компонент (смесь «а»+«б» 1:2) включает, мас. %, сульфат кальция безводный 20, сульфат кальция полуводный 60, остаточный кальцит 10, известь 5, примеси 5, включая нерастворимый фосфат кальция; влажность его 10%; тсодержание гранул композитного сульфатно-кальциевого компонента в наноцемента 2,95 (по SO3), т.е. (2,95×1,42×0,2+2,95×1,6×0,6)×12×1,1≈4,8 (мас. %), М 2,2, всего 100%; двойной экзоэффект на графике тепловыделения (ДЭГТ), последний максимум через 1,15 ч; замеры ММ при помощи гель-хроматографии по А.И. Вовку ок. 800 Да, ММ диффузного слоя ок. 600 Да (табл. 2, строки 1ж, 1жж).
Пример 2. Цементы лабораторного помола изготавливали из производственного портландцементного клинкера расчетного состава (мас. %): алит 65, белит 14, С3А 6, C4AF 13, примеси 2, фактического состава (по петрографии, мас. %): алит 65, белит 15, промежуточное вещество (сумма алюминатов и алюмоферритов с примесями - малыми составляющими (R2O, то-есть Na2O и K2O, MgO, SO3, TiO2 и др.) 20, при размерах блоков в двух первых фазах 0,3-2 мкм, при стекловидной третьей и пластинчатой субмикроструктуре четвертой фаз, М - СП-1 Первоуральском завода; составы наноцемента представлены ниже (испытывали по 4 пробы каждого состава, две после изготовления и две через 6 мес. хранения в таре): №1: клинкер 60, МД ДГШ Орск-Халиловского МК 35,9, сульфатно-кальциевый компонент - 1,3 (по SO3: конгломераты (природные смеси) двуводного гипса, полугидрата и ангидрита с пересчетным коэффициентом на SO3ƒ 1,86, то есть 1,3×1,86=2,5; М 1,6; сумма 100%; ДЭГТ, последний максимум через 1,9 ч; замеры ММ при помощи гель-хроматографии по А.И. Вовку ок. 700 Да, ММ диффузного слоя ок. 400 Да (табл. 2, строки 5, 6);
№2 (справочно): клинкер 60, МД: ДГШ тот же + хвосты обогащения руд кварцитового состава в мас. соотношении 4:1 35, сульфатно-кальциевый компонент тот же 3,5, М 1,5, сумма 100%; ДЭГТ, последний максимум через 2,5 ч; замеры ММ при помощи гель-хроматографии по А.И. Вовку те же (табл. 2, строки 7, 8);
№3: клинкер 60, МД: ДГШ тот же + высевки от дробления гранита 4:1 35, остальные компоненты - те же, в тех же количествах; сумма 100%; ДЭГТ, последний максимум через 2,25 ч; замеры ММ при помощи гель-хроматографии по А.И. Вовку те же (табл. 2, строки 9, 10);
№4: клинкер 60, МД: ДГШ тот же + смесь кварцевого и полевошпатового песков 4:1, примесь полевошпатового песка в кварцевом около 20%; остальные компоненты - те же, в тех же количествах; сумма 100%; ДЭГТ, последний максимум через 2,15 ч; замеры ММ при помощи гель-хроматографии по А.И. Вовку те же (табл. 2, строки 11, 12).
Размеры наноблоков алита в выпущенных наноцементах: в №1 они оказались в среднем около 10-15, а в остальных - их агрегаты.
Остальные результаты испытаний цементов представлены в табл. 2.
Очевидное снижение размаха колебаний прочности наноцемента по примеру 2 по сравнению с цементами по примеру 1 является значительным преимуществом наноцемента и способа его изготовления по изобретению по сравнению с прототипом. Это подтверждено данными, полученными и на основе других, в том числе производственного клинкера (табл. 2, см. следующие примеры).
Пример 3. Цементы лабораторного помола изготавливали из опытного портландцементного клинкера расчетного состава (мас. %): алит 75, белит 8, С3А 0,5, C4AF 14,5, примеси 2, фактического состава (по петрографии, мас. %): алит 75, белит 5, промежуточное вещество (сумма алюминатов и алюмоферритов с примесями - малыми составляющими (R2O, то-есть Na2O и K2O, MgO, SO3, TiO2 и др.) 20, при размерах блоков в двух первых фазах 0,3 - 3 мкм, редкие стекловидные зерна третьей и пластинчатой субмикроструктуре четвертой фаз, М - СП-1 Первоуральского завода; составы наноцемента представлены ниже (испытывали по 4 пробы каждого состава, две после изготовления и две через 6 мес. хранения в таре):
№1: клинкер 55,3; МД ДГШ Челябинского МК + зола-унос Ревдинской ГРЭС, содержащая 1,5% углерода 1:1 - 32, сульфатно-кальциевый компонент - двуводный гипс 4,9 (по SO3); 4,9×2,15=10,5 (поскольку алюмоферритная фаза оказалась высокоалюминатной, а ДГШ и зола - реакционно способными). Эти компоненты были совместно смолоты до удельной поверхности 250 м2/кг, затем к ним добавляли клинкер и М СП-1 Первоуральского завода 2,2, сумма 100%, и продолжали помол; ДЭГТ, последний максимум через 1,8 ч; замеры ММ при помощи гель-хроматографии по А.И. Вовку ок. 700 Да, ММ диффузного слоя ок. 400 Да (табл. 2, строки 13, 14);
№2: клинкер 60, МД: ДГШ тот же + топливный шлак, сухая проба из золошлакового отвала Троицкой ГРЭС, находящегося в Казахстане, угля 2,3% (допустимый максимум 3%), в мас. соотношении 4:1 35, сульфатно-кальциевый компонент тот же 2,6 (по SO3), или 2,6×2,15=3,5, смешивали и добавляли клинкер и М 1,5, сумма 100%, затем продолжали помол. ДЭГТ, последний максимум через 2,9 ч; замеры ММ при помощи гель-хроматографии по А.И. Вовку те же (табл. 2, строки 15, 16);
№3: клинкер 12, МД: кварцевый песок (КП) + указанный ДГШ, сухие пробы в мас. соотношении 1:1, сульфатно-кальциевый компонент тот же 4,9 (по SO3), или 4,9×2,15=10,5, смешивали и добавляли клинкер и М 2,2, сумма 100%, затем продолжали помол. ДЭГТ, последний максимум через 3 ч; замеры ММ при помощи гель-хроматографии по А.И. Вовку те же (табл. 2, строки 17, 18).
Размеры наноблоков алита в наноцементах лабораторного помола: в №1 они оказались в среднем около 15-20, в №№2 и 3 присутствовали агрегаты наноблоков.
Остальные результаты испытаний цементов представлены в табл. 2.
Пример 4. Цементы лабораторного помола изготавливали из клинкера по примеру 2, а в качестве МД использовали только кварцевый песок; состав цемента (мас. %): портландцементный клинкер 50, указанный песок 44,8, гипсовый камень 2 (по SO3), или 2×2,15=4,3; модификатор 0,9. ДЭГТ, последний максимум через 2,5 ч; замеры ММ при помощи гель-хроматографии по А.И. Вовку ок. 600 Да, ММ диффузного слоя ок. 300 Да (табл. 2, строки 19, 20).
Размеры наноблоков алита в наноцементах лабораторного помола оказались в среднем около 10-15 нм.
Приведенные в табл. 2 данные позволяют заключить, что поставленная в изобретении задача решена: составы и способ производства наноцемента согласно изобретению позволяют существенно снизить разброс качества наноцемента с различными минеральными добавками в 28-суточном возрасте, довести его в их присутствии до приемлемых для промышленного производства уровней и гарантировать качество наноцемента без минеральных добавок и с минеральными добавками по крайней мере до 6 мес. хранения в условиях защиты от капельной воды. Использование клинкера с улучшенной субмикроструктурой в составе наноцемента по сравнению с наноцементом согласно прототипу, в котором структура клинкера не нормируется, позволило повысить качество наноцемента примерно на класс (марку), что особенно проявилось при длительном хранении (табл. 2, строки 3, 4 - наноцементы по прототипу, строки 17, 18 - наноцементы согласно изобретению, оба с 50% клинкера, остальное - в основном песок). Следовательно, для производства наноцемента целесообразно, как и для любых других видов цемента, улучшать состав и микроструктуру клинкера.
Отмечается также возможность без потери активности использовать в составе цементов согласно изобретению не только природные, но и искусственные типы сульфатно-кальциевого компонента. Отметим, что это касается не только весьма активного в части ускорения гидратного минералообразования продукта очистки карбонатом кальция отходящих сернистых газов промышленных печей или реакторов (в отсутствие отравляющих примесей, согласованного с конкретными поставщиками), но и других, так называемых, химических гипсов, в частности, фосфогипса, независимо от формы содержащихся в них сульфатов кальция - водной, полуводной или безводной, с учетом замедляющих твердение примесей фосфорной и других аналогичных кислот, обычно при совместном введении их в состав цемента с природными формами сульфата кальция.
Наконец, малоклинкерный наноцемент с 12% клинкера обнаружил - прочность на уровне класса 32,5 с приемлемым размахом, хотя и на основе особо алитового клинкера, обжиг которого является непростой, но разрешимой технической задачей.
Возникает вопрос: можно ли наноцемент с минеральными добавками использовать в качестве цемента с умеренной экзотермией, например, с теплотой гидратации, не превышающей в упомянутых выше калориметрах 250 кДж/кг (или 250/4,18=60 ккал/кг) в течение 7 сут при использовании портландцементного клинкера, состав которого не отвечает требованиям к сульфатостойкому портландцементу, или цементу с низкой экзотермией, содержащимся, например, в соответствующих нормах Британского стандарта [BS 1370:1979 Specification for Low Heat Portland cement. Act. 2012] или в отечественном стандарте [ГОСТ Р 55224-2012 Цементы для транспортного строительства. ТУ] для сульфатостойкого портландцемента. В обоих стандартах, помимо требований к тонкости помола, содержанию минералов-силикатов и суммы минералов-плавней в клинкерах, которые не вполне совпадают, представляет интерес для данного описания единственное общее требование по минералогическому составу: С3А менее 3,5 мас. %. Это важно потому, что отраслевыми ведомствами РФ принято решение о введении этого норматива в разрабатываемый стандарт на сульфатостойкий портландцемент взамен отмененного [ГОСТ 22266-94. Цементы сульфатостойкие. ТУ]. Ответ на этот вопрос был получен в примере осуществления изобретения, описанном ниже.
Пример 5. Изучено тепловыделение сульфатостойкого портландцемента одного из цементных заводов Урала из клинкера расчетного состава (мас. %): алит 50, белит 30, С3А 3,5, C4AF 14, примеси 2,5, в качестве репера для сравнения, а также свежеизготовленных наноцементов по прототипу и согласно изобретению по примерам 1-4. Результаты испытаний представлены в табл. 3.
Как следует из приведенных данных, получение сульфатостойкого наноцемента с умеренной экзотермией, соответствующего даже более жестким требованиям по тепловыделению в течение 7 сут при температуре 21±2 С по сравнению с приведенными стандартными возможно на основе различных клинкеров вне ограничения по С3А≤3,5% и C3S≤55% благодаря повышенному содержанию минеральных добавок без снижения прочностных показателей, остающихся на уровне требоваий по прочности содержащихся во всех упомянутых нормах. Требования по тепловыделению и сульфатостойкости выполнены для наноцементов согласно изобретению, характеристики которых представлены в строках 5-11 в сравнении со стандартным сульфатостойким портландцементом, представленным в строке 12 табл. 3. Лишь при максимальном содержании С3А 15% наноцементы согласно изобретению не характеризуются ни умеренной экзотермией, ни сульфатостойкостью (данные в строках 3, 4 табл. 3), чего и следовало ожидать из-за чрезмерной алюминатности клинкера. Необходимо отметить, что топливный шлак и зола-унос (строки 8, 9 в табл. 3) в качестве минеральных добавок в наноцемент несут в себе возможность выхода за пределы установленных нормативов качества продукции в связи с негарантированной однородностью по химическому и минеральному составу, поэтому требуют особо тщательного усреднения на складах перед использованием в производстве цемента. Малоклинкерный наноцемент (12% клинкера) характеризовался особо низким тепловыделением и сульфатостойкостью на уровне наноцемента по прототипу, что является заметным техническим достижением.
Результаты опытов в области наноцементов согласно изобретению без минеральных добавок в сравнении с цементами без добавок согласно прототипу показывают существенно меньший разброс прочности, особенно после длительного хранения, что объясняется более строгим контролем качества готового продукта.
Результаты опытов в области наноцементов согласно изобретению с минеральными добавками показывают, возможно, лучшие за всю историю наблюдений показатели прочности для цементов, включающих (табл. 4, строки А, Б, В, 3-6, 8-17), в которых минеральные добавки практически не снижали или снижали прочность продукта в гораздо меньшей степени, а именно непропорционально их вводу в состав цемента по сравнению с цементами без добавок по прототипу (табл. 4, строки 1, 2) и с наноцементом для факультативного сравнения без минеральных добавок, строка 7). Неожиданностью является толерантость качества наноцементов согласно изобретению не только по отношению к содержанию минеральных добавок, но и к их виду: цементы с доменным гранулированным шлаком (ДГШ), золой-уносом (ЗУ) и кварцевым песком при 20% этих добавок (табл. 4, строки 8-10) и даже при 40% остаются высокопрочными и заметно различаются по прочности только при содержании портландцементного клинкера 35%, оставаясь высокопрочными по определению по прежней, марочной шкале прочностей цемента, например, согласно [Кравченко И.В. и сотр., 1971, цит. соч.]. Объяснение этому феномену выше приписывалось сходству строения внешних атомных слоев портландцементного клинкера в наноблоках алита в результате травления нафталинсульфонатами и силикатных цепочек в минеральных добавках как активных, так и наполнителей.
Однако, дело не только в этом. Новым в данных, представленных в табл. 4, является тот факт, что вид минеральных добавок влияет на прочность наноцемента в 28-суточном возрасте в гораздо меньшей степени, чем в ранние сроки твердения (1 и 3 суток). Так, цементы, отличающиеся только тем, что в одном из них доменный гранулированный шлак, одна из лучших известных активных минеральных добавок, а в другом значительно менее активная зола-унос (притом обе эти конкретные добавки - одни из самых лучших в своих видах), в возрасте 28 суток имеют практически одинаковую прочность (табл. 4, строки 8 и 9). То же можно утверждать и относительно наноцементов, содержащих, кроме двух последних активных минеральных добавок, также классический наполнитель - кварцевый песок (табл. 4, строки 10 и 13). Это выше объяснялось подтверждением наблюдения кристаллографов [Ulm, 2010, op. cit.], согласно которым в отсутствие атмосферной углекислоты (о чем Ульм забывает упомянуть в данном докладе, проводя все свои работы только в свободной от углекислоты среде) для сростков (агрегатов) нано-, субмикро- и микрокластеров С-S-Н цементного камня оболочками служат обогащенные силоксановыми цепочками (1) нанослой. Именно через эти слои камень портландцемента в свободной от углекислоты атмосфере должен срастаться с частицами минеральных добавок, сходных по алюмосиликатному составу внешнего атомного слоя с цепочками (1), и с частицами кварцевых песков, идентичных по внешнему атомному слою с цепочками (1) с примерно равными показателями прочности, как в табл. 3. Но в известных работах по гидратации силикатов кальция и портландцемента в свободной от углекислоты атмосфере [Brunauer, St. Cement Hydration. / Science of engineering materials. Ed. by J.E. Goldman. John Wiley a. Sons, N.Y., 1957, Bull. No. 80, pp. 21-30; Малинин Ю.С. Исследование состава и свойств основного клинкерного минерала алита и его роли в портландцементе. Автореф. дисс. на соиск. уч. степ. д-ра техн. наук. М.: Моск. хим.-технолог. ин-т им. Д.И. Менделеева, 1969. - 28 с.] близких или равных по прочности композиционных составов с минеральными добавками и наполнителями разной активности никогда не наблюдали.
Несомненно, имеется дополнительный фактор, которым объясняется новизна результатов, приведенных в табл. 4, по сравнению с известными из уровня техники. Определенный вклад в его объяснение вносит поведение сульфатно-кальциевого компонента. Подобно разным вилам минеральных добавок, разные минеральные формы сульфатно-кальциевого компонента показывают близкие результаты по прочностным данным в составе рационально изготовленного наноцемента. Этот компонент может быть назван промотором гидратного минералообразования, поскольку при разделении наноцемента на множества мономинеральных частиц локализация гидратных фаз в камне наноцемента возрастает по сравнению с камнем из портландцемента, где преобладают полиминеральные частицы. Гидратные фазы, порождаемые сульфатно-кальциевым компонентом, требуют участия в их синтезе при гидратации цемента всех минеральных фаз, иногда за исключением алюмоферритов кальция. Объединяющая роль этого компонента позволяет ему ускорять гидратацию наноцемента, связывая гидроксиды кальция, алюминия, а нередко и железа из золя в жидкой фазе цементного теста в гелеобразные продукты, а затем в кристаллические многоводные гидраты типа эттрингита (3CaO·Al2O3·3CaSO4·(28-31)H2O). Трехстадийный характер этого процесса в портландцементно-водных системах, сначала - золь при первичном растворении компонентов, потом гель после золь-гель-перехода, затем кристаллы в результате кристаллизации геля со связыванием дополнительного количества воды впервые постулировал Леннарт Форсен [Forsen L.R. The chemistry of accelerators and retardants. / II International Symposium on the Chemistry of cements. Proceedings, Stockholm, 1938, Ed. Svenska  . Inst. Eng., Stockholm. 1940. S. 298-314]. Это было доказано лишь в 1996 г. фактом обнаружения эттрингитного геля с последующей его кристаллизацией в волокна под растровым электронным микроскопом, ранее никогда не фиксированного в виду недостаточного разрешения прежних электронных микроскопов [Emanuelson A. et al. Ferrite Microstructure in clinker and hydration of synthetic phases in sulphate resisting cements. / 10-th International Congress on the Chemistry of Cement (ICCC). Gothenburg, Sweden, 2-6 June 1997. Proceedings, ed. by H. Justnes. Amarkai AB and Congrex Gatenborg AB, 1997, vol. 1 (Plenary lectures. Clinker and Cement Production). li060. 8 pp.]. Первая фаза - образования золя - в наноцементно-водных системах длиннее, чем в портландцементных системах в связи с пространственным разделением первых исходных фаз, а в результате первой гидратной фазой, образующейся в смеси наноцемента с водой является не эттрингит, как в портландцементе, а гидросиликаты кальция. Это обращение порядка фазообразования - весьма существенный момент [Юдович Б.Э. Цементы с избирательной гидратацией. (Второй эффект Ребиндера). Международная конференция по коллоидной химии и физико-химической механике, посвященная 100-летию со дня рождения акад. П.А. Ребиндера, Москва, МГУ, 4-8 октября 1998 г. Сб. тезисов докладов, М.: Наука, 1998]. Именно обращение порядка фазообразования определяет присутствие упомянутых силоксановых цепочек в наружных зонах наноцементного камня, а эттрингитная составляющая, или так называемые многоводные гидраты (в отличие от гидросиликатов, где на каждую СаО-группу приходится в среднем по две молекулы воды и/или гидроксилов, на СаО-группы в многоводных гидратах приходится от 5 до 12 молекул воды и/или гидроксилов) находятся внутри гидросиликатной структуры - точно так же, как камне портландцемента, гидратированного в адиоксидной среде (т.е. в среде, свободной от CO2), что было впервые постулировано Ст. Брунауэром в 1957 г. [Brunauer S., 1957, op. cit.], а теперь экспериментально подтверждено группой под руководством Ф.-Й. Ульма [Constantinides G. et al., 2007, op. cit.; Ulm F.-J. 2009, op. cit.]. Об эффективности этого механизма фазообразования в камне наноцемента свидетельствует также высокий уровень прочности малоклинкерного цемента, о чем упоминалось при анализе данных табл. 3.
. Inst. Eng., Stockholm. 1940. S. 298-314]. Это было доказано лишь в 1996 г. фактом обнаружения эттрингитного геля с последующей его кристаллизацией в волокна под растровым электронным микроскопом, ранее никогда не фиксированного в виду недостаточного разрешения прежних электронных микроскопов [Emanuelson A. et al. Ferrite Microstructure in clinker and hydration of synthetic phases in sulphate resisting cements. / 10-th International Congress on the Chemistry of Cement (ICCC). Gothenburg, Sweden, 2-6 June 1997. Proceedings, ed. by H. Justnes. Amarkai AB and Congrex Gatenborg AB, 1997, vol. 1 (Plenary lectures. Clinker and Cement Production). li060. 8 pp.]. Первая фаза - образования золя - в наноцементно-водных системах длиннее, чем в портландцементных системах в связи с пространственным разделением первых исходных фаз, а в результате первой гидратной фазой, образующейся в смеси наноцемента с водой является не эттрингит, как в портландцементе, а гидросиликаты кальция. Это обращение порядка фазообразования - весьма существенный момент [Юдович Б.Э. Цементы с избирательной гидратацией. (Второй эффект Ребиндера). Международная конференция по коллоидной химии и физико-химической механике, посвященная 100-летию со дня рождения акад. П.А. Ребиндера, Москва, МГУ, 4-8 октября 1998 г. Сб. тезисов докладов, М.: Наука, 1998]. Именно обращение порядка фазообразования определяет присутствие упомянутых силоксановых цепочек в наружных зонах наноцементного камня, а эттрингитная составляющая, или так называемые многоводные гидраты (в отличие от гидросиликатов, где на каждую СаО-группу приходится в среднем по две молекулы воды и/или гидроксилов, на СаО-группы в многоводных гидратах приходится от 5 до 12 молекул воды и/или гидроксилов) находятся внутри гидросиликатной структуры - точно так же, как камне портландцемента, гидратированного в адиоксидной среде (т.е. в среде, свободной от CO2), что было впервые постулировано Ст. Брунауэром в 1957 г. [Brunauer S., 1957, op. cit.], а теперь экспериментально подтверждено группой под руководством Ф.-Й. Ульма [Constantinides G. et al., 2007, op. cit.; Ulm F.-J. 2009, op. cit.]. Об эффективности этого механизма фазообразования в камне наноцемента свидетельствует также высокий уровень прочности малоклинкерного цемента, о чем упоминалось при анализе данных табл. 3.
Физико-химическим следствием этого служат два фактора: 1) защита камня наноцемента от карбонизации, поскольку гидроалюминаты кальция и эттрингит, характеризующиеся колеблющимся содержанием воды, достаточно легко карбонизуются, особенно в присутствии глинистых примесей в природном гипсовом камне, но в данном случае они располагаются внутри гидросиликатной текстуры, поэтому ни примеси, ни колебания содержания воды на карбонизуемость этих фаз и наноцементного камня в целом влияния не оказывают; этим определяется и пониженная чувствительность наноцементного камня к формам сульфатно-кальциевого компонента и малое влияние нежелательных примесей в нем, таких как фосфаты и глинистые, на качество наноцемента; 2) примесь Si по месту Al в эттрингите, возникающая от гидросиликатного окружения, дополнительно снижает склонность этой гидратной фазы к изменениям под влиянием среды, в частности, к вредным воздействиям пониженной влажности и повышенной температуры; а в наноцементном камне при повсеместном присутствии силоксановых наноцепочек (1) и повышенном содержании минеральных добавок, всегда обеспечивающих присутствие растворенного кремнезема в жидкой фазе камня, повышенная степень замещения в эттрингите Al на Si практически обеспечена. Поэтому любой природный сульфатно-кальциевый компонент, если он гарантирует в наноцементе необходимое в пересчете на SO3 содержание сульфат-иона, в принципе пригоден и равно эффективен в составе наноцемента. Что касается химических гипсов, то в малоклинкерных составах они не изучены; требуется накопление дополнительных данных.
Таким образом, именно по указанным физико-химическим причинам наноцемент согласно изобретению обладает рядом решающих преимуществ по сравнению с уровнем техники, и прежде всего тем, что описанный выше уникальный комплекс строительно-технических свойств в рамках настоящего изобретения полностью гарантирован и на 100% достижим. Это не обеспечивалось техническими решениями, известными из уровня техники.
К изложенному следует добавить, что наноцемент согласно изобретению соответствует техническим условиям и сертификату на наноцемент -последним документам, выданным на указанные цементы нового поколения в 2012 г. [ТУ 5733-067-66331738-2012 «Наноцемент общестроительный. Технические условия». Сертификат соответствия № РОСС RU. И750. НЖ02], а также проекту предварительного национального стандарта РФ, подлежащего утверждению. На основании изложенного можно утверждать, что несоответствие двум указанным критериям - по степени агрегации и двойному эффекту тепловыделения при схватывании цементного теста - означает, что тестируемый цемент не имеет к наноцементу отношения. В этой связи показательны результаты испытаний цементов согласно изобретению в сравнении с цементами по прототипу и обыкновенными портландцементами, приведенные в табл. 2-4.
Настоящее изобретение в соответствии с изложенным полностью подготовлено к широкому промышленному внедрению.
Будущее несомненно - за наноцементами.
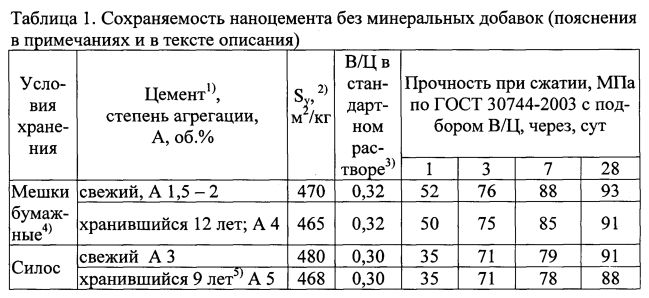
Примечания: 1 - наноцемент (ВНВ) в мешках - Здолбуновского цементно-шиферного комбината, сухое хранение под навесом на открытом воздухе, без доступа капельной влаги; аналогичный наноцемент, выпущенный на Белгородском цементном заводе, хранился в металлическом силосе; когда госзаказ в 1992 г. был отменен и Минобороны от применения наноцемента (ВНВ) отказалось, силос заглушили до появления крупного потребителя, способного заплатить ту же высокую цену, что и прежний военный заказчик; таковой появился только в 2001 г.; 2 - на приборе Блейна, см. прим. 5; 3 - по EN 197-1.2000 и ТУ 5733-067-66331738-2012 «Наноцемент общестроительный. Технические условия». Испытания наноцемента проводятся при переменных значениях В/Ц. Это не является новым для цементной промышленности всего мира. Испытания цемента на прочность в цементно-песчаных растворах проводились при переменном В/Ц с подбором содержания воды по консистенции теста нормальной густоты согласно Вильгельму Михаэлису (Германия) в России с 1874 по 1968 г., т.е. в течение 94 лет, в Германии - с 1866 по 1942 г. (76 лет). Примерно в те же годы при переменном В/Ц испытывали цемент во всех странах мира. Постоянное, причем примерно вдвое повышенное В/Ц=0,5 для испытаний цемента предложил Курт Вальц (Германия) в 1942 г. Этим он решал две задачи: а) облегчить и ускорить уплотнение растворной смеси при помощи вибростола (с амлитудой 0,35 мм), ныне замененного встряхивающим столом с амплитудой 1 мм; б) повысить тонкость помола цемента, поскольку в то время все цементные заводы мира измельчали цемент настолько грубо, что к 1 году твердения степень гидратации клинкерной части чисто клинкерных цементов, согласно целому ряду работ, в том числе Ганса Кюля (Германия), не превышала 40 мас. %; это означало, что полезно используется лишь 60% затрат топлива на обжиг клинкера. Идея Вальца заключалась в том, что прирост В/Ц требовал повышения степени гидратации, чтобы заполнить новообразованиями повышенную пористость образцов, и выигрывали в оценке продукции те цементные заводы, которые стали повышать тонкость помола своего цемента. Спустя 1 год германские цементные заводы во-первых, стали интенсивно внедрять новые приборы для определения тонкости помола цемента не по остаткам на ситах, а по удельной поверхности; во-вторых, начали рекламировать виброплощадки для уплотнения бетона вместо ранее применявшихся ручных трамбовок. Это инициировало ускорение германских бетонных работ, поскольку мировая война не позволила заимствовать виброплощадки в США напрямую. Таким образом, в Германии цемент при постоянном В/Ц испытывают с 1942 по наст. время (71 год), в России - с 1968 г. (45 лет), но в нашей стране задача повышения тонкости помола цемента осталась невыполненной, несмотря на повышенное значение стандартного В/Ц, в виду отсутствия конкуренции производителей в большинстве отдаленных регионов и существенных внерыночных факторов в Европейской части страны; возврат к переменному В/Ц для нашей страны наименее чувствителен по сравнению с остальными странами; 4 - 6-слойные битуминированные; 5 - выгрузка из силоса производилась без затруднений в виду отсутствия комков; у исходных цементов и лежалых степень агрегации оказалась примерно одинаковой (для обычного портландцемента это абсолютно недостижимый результат). Отметим, что в мире только Россия может количественно определять степень агрегации порошков, в частности, цемента. Для понимания причин этого следует кратко изложить историю вопроса о разработке и распространении приборов для определения удельной поверхности методом воздухопроницаемости, поскольку этот вопрос не освещен в мировой литературе по цементу (даже статья в Википедии неполна). В 1938 г. Ф.М. Ли и Р. Нэрс (Великобритания), побывав в ЮАР, позаимствовали изобретенный Полом Карманом в 1932 г. прибор для определения удельной поверхности порошков по времени протекания заданной порции воды через навеску в кювете. В 1939 г. они преобразовали прибор для измерения течения порций воздуха, поскольку для цемента вода не подходит из-за своей активности по отношению к цементу. (Ф.М. Ли в 1940 г., несмотря на мировую войну, получил за это достижение и книгу по химии цемента 1939 г. Бэйлби-медаль и приз от Королевского химического общества Великобритании; еще один пример присуждения цементнику этой медали случился лишь спустя 50 лет). В 1940 г. Карл Диккергоф (Германия) обнаружил в оккупированной Франции и усовершенствовал прибор Ли-Нэрса, а в 1941 г. начал выпуск своего прибора для рынка. Поэтому германские цементные заводы после предложения Вальца имели возможность постепенно повышать тонкость помола цемента, точно контролируя этот процесс. Прибор Диккергофа в 1942 г. попал в Испанию (авторы настоящего изобретения видели его там в рабочем состоянии даже в 1991 г.), а оттуда в США. В 1943 г. Роберт Блейн улучшил прибор Диккергофа, максимально упростив его конструкцию и калибровку. Калибровочные кварцевые пески все они взяли у Кармана через Ли и Нэрса. В 1945 г. Владимир В. Товаров (СССР), будучи в Германии, попробовал работать на приборе Диккергофа. По сообщению его сотрудницы Марии Т. Власовой, Товаров в Германии улучшил его, подобно Блейну, но независимо от него, усовершенствовав диккергофовскую металлическую кювету. У Блейна она была стеклянной, что повышало точность калибровки и результатов, но затрудняло использование - приборы Блейна часто ломались. Ныне приборы Блейна с металлическими кюветами тоже есть на рынке, но стали гораздо дороже. Товаров вывез свой прибор в СССР в 1946 г. и получил на него авт. свид. (1947 г.), а в 1949 г. он был стандартизован в СССР. Калибровочный песок Товаров получил от Кармана через Диккергофа. Отметим, что прибор Блейна был стандартизован в США позднее, чем в СССР. В 1957 г. Генрих С. Ходаков, подробно изучив работы Кармана и сотр., сумел улучшить расчет Sy, калибровать пески без применения кармановского стандарта, и улучшил прибор Товарова путем регулирования степени сжатия порошка в кювете. В первой из моделей своего прибора - ПСХ-2 (1958 г.) степень сжатия измеряли при помощи линейки-нониуса, прикрепленной к плунжеру-уплотнителю порошка в кювете, причем сжатие пробы в кювете осуществлялось вручную. Прибор Ходакова был стандартизован в СССР в 1962 г. при содействии акад. Петра А. Ребиндера. В современной модели прибора сжатие пробы порошка осуществляется автоматически - постоянной нагрузкой. Считается, что при этом пористость слоя 50±2 об. % не сохраняет агрегатов частиц в порошке, т.е. осуществляется его полная дезагрегация. Этот тезис поддерживается во всех расчетных схемах, но реально контролируется только в приборах Ходакова. Удельная поверхность рассчитывается по массе материала и времени прохождения отмеренной порции воздуха с поправкой на зависимость вязкости воздуха от температуры. Для определения степени агрегации частиц в порошке сначала в отдельной пробе определяют его удельную поверхность, фиксируя при этом по нониусу высоту слоя h1 дезагрегированного порошка в кювете. Затем свободно засыпают в ту же кювету такую же навеску порошка и по известной удельной поверхности вычисляют высоту свободно насыпанного слоя агрегированного порошка h2. Степенью агрегации частиц считают величину А=[1-(h1/h2)]×100 (об. %). Ссылка на авторов метода определения степени агрегации приведена в тексте описания. Приборы ПСХ - единственные в мире, позволяющие количественно определять степень агрегации порошков. Для широкой научной аудитории этот метод определения степени агрегации был мало известен, поэтому в публикациях сведений о прекрасной сохраняемости ВНВ (ЦНВ) показатели степени агрегации опускали. На самом деле они столь же существенны для сохраняемости цементов, как и прочность, и только в их сочетании могут быть вполне убедительными.
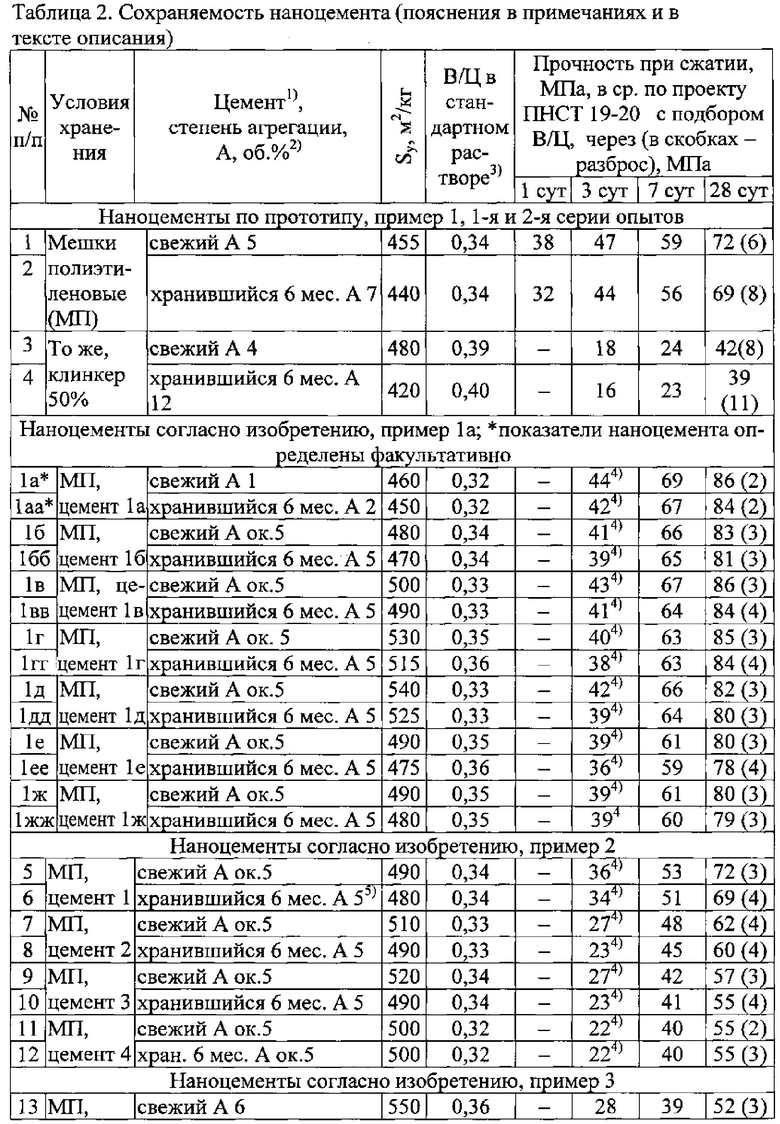
97
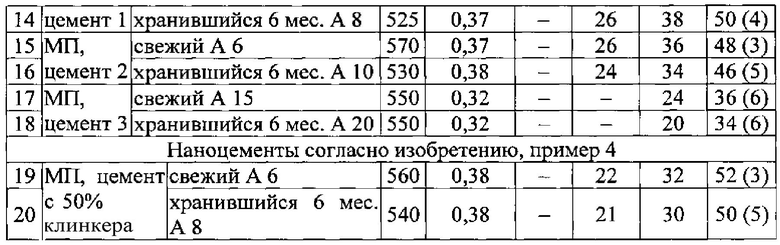
Примечания: 1 - наноцемент в мешках - сухое хранение под навесом на открытом воздухе, без доступа капельной влаги; 2 - отметим, что в мире только в России могут количественно определять степень агрегации порошков, в частности, цемента. Для понимания причин этого следует кратко изложить историю вопроса о разработке и распространении приборов для определения удельной поверхности методом воздухопроницаемости, поскольку этот вопрос не освещен в мировой литературе по цементу (даже статья в Википедии неполна). В 1938 г. Ф.М. Ли и Р. Нэрс (Великобритания), позаимствовали изобретенный Полом Карманом (ЮАР) в 1932 г. прибор для определения удельной поверхности порошков по времени протекания заданной порции воды через навеску в кювете. В 1939 г. они преобразовали прибор для измерения течения порций воздуха, поскольку для цемента вода не подходит из-за своей активности по отношению к цементу (Ф.М. Ли в 1940 г., несмотря на мировую войну, получил за это достижение и книгу по химии цемента 1939 г. Бэйлби-медаль и приз от Королевского химического общества Великобритании; еще один пример присуждения цементнику этой медали случился лишь спустя 50 лет). В 1940 г. Клаус Дикергоф (Германия) обнаружил в оккупированной Франции и усовершенствовал прибор Ли - Нэрса, а в 1941 г. начал выпуск своего прибора для рынка. Поэтому германские цементные заводы после предложения Вальца (см. примечание 3) имели возможность постепенно повышать тонкость помола цемента, строго контролируя этот процесс. Прибор Дикергофа в 1942 г. попал в Испанию (авторы настоящего изобретения видели его там в рабочем состоянии даже в 1991 г.), а оттуда в США. В 1943 г. Роберт Блейн улучшил прибор Дикергофа, максимально упростив его конструкцию и калибровку. Калибровочные кварцевые пески все они взяли у Кармана через Ли и Нэрса. В 1945 г. В.В. Товаров (СССР), будучи в Германии, попробовал работать на приборе Дикергофа. По сообщению его сотрудницы М.Т. Власовой, Товаров в Германии улучшил его, подобно Блейну, но независимо от него, сохранив дикергофовскую металлическую кювету. У Блейна она стала стеклянной, что повышало точность калибровки и результатов, но затрудняло использование - приборы Блейна часто ломались. Ныне приборы Блейна с металлическими кюветами тоже есть на рынке, но стали гораздо дороже. Товаров вывез свой прибор в СССР в 1946 г. и получил на него авт. свид. (1947 г.), а в 1949 г. он был стандартизован в СССР.
Калибровочный песок Товаров тоже получил через Дикергофа. Отметим, что прибор Блейна был стандартизован в США позднее. В 1957 г. Г.С. Ходаков, подробно изучив работы Кармана и др. (Коцени), сумел улучшить расчет Sy, калибровать пески без применения кармановского стандарта, и улучшил прибор Товарова путем регулирования степени сжатия в кювете порошка повышенной тонкости. В первой из моделей прибора системы Ходакова - ПСХ-2 (1958 г.) степень сжатия измеряли при помощи линейки-нониуса, прикрепленной к плунжеру-уплотнителю порошка в кювете, причем сжатие пробы в кювете осуществлялось вручную. Прибор Ходакова был стандартизован в СССР в 1962 г. при содействии акад. П.А. Ребиндера. В современной модели прибора сжатие пробы порошка осуществляется автоматически - постоянной нагрузкой. Считается, что при этом пористость слоя 50±2 об. % не сохраняет агрегатов частиц в порошке, т.е. осуществляется его полная дезагрегация. Этот тезис поддерживается во всех расчетных схемах, но реально контролируется только в приборах Ходакова. Удельная поверхность рассчитывается по массе материала и времени прохождения отмеренной порции воздуха с поправкой на зависимость вязкости воздуха от температуры. Для определения степени агрегации частиц в порошке сначала в отдельной пробе определяют его удельную поверхность, фиксируя при этом по нониусу высоту слоя h1 дезагрегированного порошка в кювете. Затем свободно засыпают в ту же кювету такую же навеску порошка и по известной удельной поверхности вычисляют высоту свободно насыпанного слоя агрегированного порошка h2. Степенью агрегации частиц считают величину А=[1-(h1/h2)]×100 (об. %). Приборы ПСХ - единственные в мире, позволяющие количественно определять степень агрегации порошков. Для широкой научной аудитории этот метод определения степени агрегации был мало известен, поэтому в публикациях сведений о прекрасной сохраняемости ВНВ (ЦНВ) показатели степени агрегации опускали. На самом деле данные по степени агрегации столь же существенны для сохраняемости цементов, как и прочность, и только в их сочетании могут быть вполне убедительными; 3 - по EN 197-1.2000, ТУ 5733-067-66331738-2012 «Наноцемент общестроительный. Технические условия» и проекту предстандарта РФ ПНСТ 19-20.. «Портландцемент наномодифицированный. Технические условия». Испытания наноцемента проводятся при переменных значениях В/Ц. Это не является новым для цементной промышленности всего мира. Испытания цемента на прочность в цементно-песчаных растворах проводились при переменном В/Ц с подбором содержания воды по консистенции теста нормальной густоты по Вильгельму Михаэлису (Германия) в России с 1874 по 1968 г., т.е. в течение 94 лет, в Германии - с 1866 по 1942 г. (76 лет). Примерно в те же годы при переменном В/Ц испытывали цемент во всех странах мира. Постоянное, причем примерно вдвое повышенное В/Ц=0,5 для испытаний цемента предложил Курт Вальц (Германия) в 1942 г. Этим он решал две задачи: а) облегчить и ускорить уплотнение растворной смеси при помощи вибростола (с амлитудой 0,35 мм), ныне замененного встряхивающим столом с амплитудой 1 мм; б) повысить тонкость помола цемента, поскольку в то время все цементные заводы мира измельчали цемент настолько грубо, что к 1 году твердения степень гидратации клинкерной части чисто клинкерных цементов, согласно целому ряду работ, в том числе Ганса Кюля (Германия), не превышала 40 мас. %; это означало, что полезно используется лишь 40% затрат топлива на обжиг клинкера. Идея Вальца заключалась в том, что прирост В/Ц требовал повышения степени гидратации, чтобы заполнить новообразованиями повышенную пористость образцов, и выигрывали в оценке продукции те цементные заводы, которые стали повышать тонкость помола своего цемента. Спустя 1 год германские цементные заводы во-первых, стали интенсивно внедрять новые приборы для определения тонкости помола цемента не по остаткам на ситах, а по удельной поверхности (Sy); во-вторых, начали рекламировать виброплощадки для уплотнения бетона вместо ранее применявшихся ручных трамбовок; в-третьих, стали применять полифракционные стандартные пески. Это инициировало ускорение германских бетонных работ, поскольку мировая война не позволила заимствовать виброплощадки в США напрямую. Таким образом, в Германии цемент при постоянном В/Ц испытывают с 1942 по наст, время (71 год), в России - с 1968 г. (45 лет), но в нашей стране задача повышения тонкости помола цемента осталась невыполненной, несмотря на постепенный рост значения стандартного В/Ц (сперва до 0,4 - с 1968 г., затем до вальцевского 0,5 после внедрения трехфракционного песка - с 1997 г.), в виду отсутствия конкуренции производителей в большинстве отдаленных регионов и существенных внерыночных факторов в Европейской части страны. Из-за меньшего срока использования постоянного В/Ц стандартных растворов возврат к переменному В/Ц для нашей страны наименее чувствителен по сравнению с остальными странами; 4 - результаты испытаний в 2-суточном возрасте согласно EN 196-2000, ГОСТ 30515-2003 и ПНСТ 19-2004; 5 - степень агрегации, как правило, антибатна (обратна) содержанию сульфатно-кальциевого компонента в цементе; для перехода от определяемого посредством химического анализа содержания триокида серы (SO3) к содержанию гипсового камня, учитываемого в вещественном составе цемента, используют пересчетный коэффициент ƒ=[MM CaSO4·2H2O]/[MM SO3]=136/64=2,125, в грубом приближении 2,15; при меньшем водосодержании сульфатно-кальциевого компонента значение ƒ понижено, у ангидрита ƒ=1; промежуточные значения ƒ между 2,15 и 1 рассчитывают по фактическому содержанию кристаллизационной воды в сульфатно-кальциевом компоненте; они означают присутствие в нем всех упомянутых или части указанных форм сульфата кальция; 5 - метод определения: напыление цемента на одностороннюю клейкую ленту, свертывание ее в трубку и обдув воздуходувкой в течение 1 ч, далее гель-хроматография отделившегося (сдутого) модификатора.
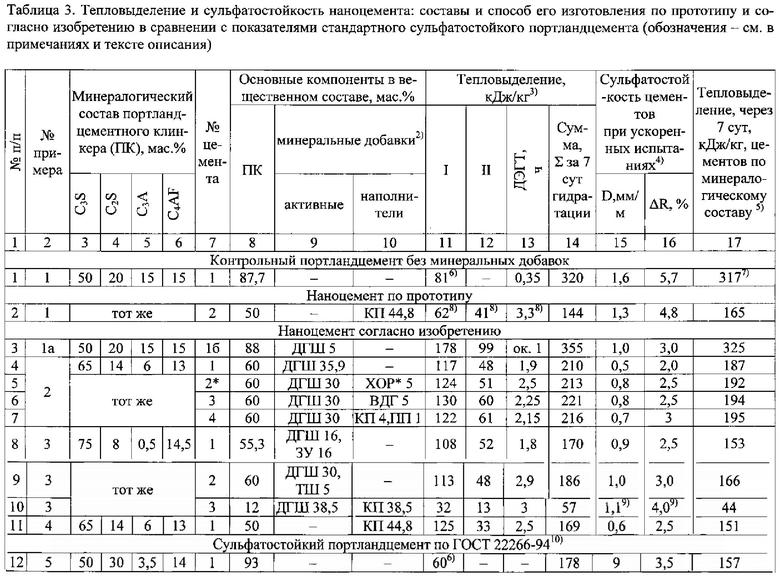 Примечания. *справочно; 1 - по диаграммам тепловыделения; обозначения экзотермических эффектов римскими цифрами - по табл. 1; 2 - сокращенные наименования минеральных добавок: доменный гранулированный шлак ДГШ, топливный шлак ТШ, зола-унос ЗУ, кварцевый песок КП, полевошпатовый песок ПП, высевки от дробления гранита ВДГ, хвосты обонащения руд ХОР (данные приводятся справочно; хвосты состоят преимущественно из кварцитов с примесью железной руды гематитового остава); 3 - в приборе системы Гуревича по ГОСТ 310.5 (цит. док. см. в тексте описания), по пересчету согласно примечаниям к табл. 1, кДж/кг; ДЭГТ - время окончания, в часах, двойного экзоэффекта на графике тепловыделения (ДЭГТ) от начала затворения цемента водой в ячейке калориметра; 4 - в растворе Na2SO4 с концентрацией сульфат-иона 34 г/л по показателям: а) расширения D (dilatation) в мм/м образцов-призм 1×4×16 см из стандартного (по ТУ на наноцемент [цит. соч.] цементно-песчаного раствора в 28-суточном возрасте; б) по потере прочности ΔR, %, образцов-кубиков по Г. Кюлю [1931, цит. соч.] с ребром 1,41 см через 90 сут хранения; 5 - удельная теплота гидратации клинкерных минералов, кДж/кг, при водотвердом отношении (В/Т) 0,4 и 21 С за 1 год: C3S 490, βC2S 226, С3А 1167, C4AF 377 при значениях степени их гидратации (G, в долях единицы): C3S 490/517=0,95; βC2S 226/262=0,86; С3А 1167/1672=0,7; C4AF 377/418=0,9; все данные согласно [Тейлор X. Химия цемента. М. Мир. 1996. 560 с, см. с. 277 по данным М. Коллепарди и сотр., 1972]. Несмотря на парадоксы в этих данных (в частности, по 100%-ной гидратации C4AF за 7 сут), они общепризнаны в настоящее время [Soo Geun Kim. Effect of heat generation on mass concrete placement / Iowa State Univ. Thesis. 2010], с оговоркой о необходимости их коррекции в связи с конкретными условиями укладки и твердения цементных систем и того факта, что приведенные данные относятся к индивидуальной гидратации минералов, а в цементе они образуют конгломерат, скорость гидратации в котором следует оценивать по данным рентгенофазового анализа для каждого минерала. Именно этого подхода придерживались Ю.С. Малинин и его школа, в том числе В.П. Рязин [цит. соч.]. Данные, использованные в настоящем описании, были установлены В.П. Рязиным для партий ВНВ в 1991 г. согласно источнику [Научно-технический отчет НИИЦемента, НИИЖБа, ВНИИжелезобетона и ЦНИИ 26 «Вяжущие низкой водопотребности. Технология и свойства». М.: 1992. Официально не регистрировался в связи с оборонной областью применения ВНВ]. Согласно этим данным, при естественном твердении в составе наноцемента (ВНВ) через 7 сут при В/Ц 0,33 в цементном тесте степень гидратации G C3S 0,55 (против 0,43 по [Тейлор, 1996, цит. соч.]), C2S 0,3 (против 0,16), С3А 1 (как и по Тейлору), C4AF 0,35 (против 1 по Тейлору). Как показано в этом отчете, активные минеральные добавки (данные относились к высокоактивным ДГШ Криворожского МК) при вводе в количестве 50%, снижая долю ПК в наноцементе, повышают степень гидратации за 7 сут C3S до 0,65, C2S до 0,4, C4AF до 0,45. Большинство изученных авторами настоящего описания ДГШ в период с 1992 г. по наст. время, позволяют достигнуть примерно 50% от указанного прироста G (именно C3S до 0,55, C2S до 0,35, C4AF до 0,4). а золы-унос - всего лишь около 20% прироста G (C3S до 0,57, C2S до 0,32, C4AF до 0,41). Что касается наполнителей на основе кварца, то здесь парадокс: при 50% песка (без примесей) прирост G достигает 70% от получаемого вводом активного ДГШ (C3S до 0,62, C2S до 0,37, C4AF до 0,43-0,44), а при 40% барханного песка (с 30% лесса от массы песка) прирост G составил 30%, то есть больше, чем от золы-унос (последняя содержала ок, 2 мас. % угля). В этих экспериментах не было отмечено какой-либо специфики влияния минеральных добавок на особые индивидуальные изменения скорости гидратации отдельных клинкерных минералов вне указанных соотношений, как выделенных выше полужирным шрифтом, так и производных от них. Именно посредством такого расчета были получены данные, представленные в последнем, 17 столбце табл. 3; 6 - одинарный эффект смачивания; 7 - пример расчета показателя в строке 1, столбце 17 табл. 3: для всех минералов общий множитель 0,87 (доля клинкера), C3S 0,55 (степень гидратации наноцемента за 7 сут) × 490 (удельной тепловыделение за 7 сут) × 0,87=234 кДж/кг; C2S 0,3×226×0,87=59 кДж/кг; С3А 1×1167×0,87=1015 кДж/кг; C4AF 1×377×0,87=328 кДж/кг; полученные результаты умножают на долю этих минералов в клинкере: C3S 234×0,5=117 кДж/кг; C2S 59×0,2=29,5 кДж/кг; С3А 1015×0,15=152.3 кДж/кг; C4AF 0,35×328×0,15=18,3 кДж/кг. Сумма 117+29,5+152,3+18,3≈317 кДж/кг; 8 - показатели не предусмотрены по прототипу, но определялись справочно, согласно изобретению; 9 - данный малоклинкерный наноцемент, принимая во внимание пластификацию как клинкерного, так и сульфатно-кальциевого компонентов с учетом особо высокой дисперсности и частичного активирующего обезвоживания последнего с его быстрой гидратацией после затворения водой, представляет собой новый аналог гипсо-цементно-пуццоланового вяжущего, сульфатостойкость и безусадочность которого в свете общеизвестных работ А.В. Волженского - А.В. Ферронской не вызывают сомнений; 10 - сульфатостойкий портландцемент по ГОСТ 22266-94 класса по прочности 42,5 одного из уральских цементных заводов, используемый также в качестве одного из видов тампонажного цемента согласно [ГОСТ 1581-91 Портландцемента тампонажные. Технические условия].
Примечания. *справочно; 1 - по диаграммам тепловыделения; обозначения экзотермических эффектов римскими цифрами - по табл. 1; 2 - сокращенные наименования минеральных добавок: доменный гранулированный шлак ДГШ, топливный шлак ТШ, зола-унос ЗУ, кварцевый песок КП, полевошпатовый песок ПП, высевки от дробления гранита ВДГ, хвосты обонащения руд ХОР (данные приводятся справочно; хвосты состоят преимущественно из кварцитов с примесью железной руды гематитового остава); 3 - в приборе системы Гуревича по ГОСТ 310.5 (цит. док. см. в тексте описания), по пересчету согласно примечаниям к табл. 1, кДж/кг; ДЭГТ - время окончания, в часах, двойного экзоэффекта на графике тепловыделения (ДЭГТ) от начала затворения цемента водой в ячейке калориметра; 4 - в растворе Na2SO4 с концентрацией сульфат-иона 34 г/л по показателям: а) расширения D (dilatation) в мм/м образцов-призм 1×4×16 см из стандартного (по ТУ на наноцемент [цит. соч.] цементно-песчаного раствора в 28-суточном возрасте; б) по потере прочности ΔR, %, образцов-кубиков по Г. Кюлю [1931, цит. соч.] с ребром 1,41 см через 90 сут хранения; 5 - удельная теплота гидратации клинкерных минералов, кДж/кг, при водотвердом отношении (В/Т) 0,4 и 21 С за 1 год: C3S 490, βC2S 226, С3А 1167, C4AF 377 при значениях степени их гидратации (G, в долях единицы): C3S 490/517=0,95; βC2S 226/262=0,86; С3А 1167/1672=0,7; C4AF 377/418=0,9; все данные согласно [Тейлор X. Химия цемента. М. Мир. 1996. 560 с, см. с. 277 по данным М. Коллепарди и сотр., 1972]. Несмотря на парадоксы в этих данных (в частности, по 100%-ной гидратации C4AF за 7 сут), они общепризнаны в настоящее время [Soo Geun Kim. Effect of heat generation on mass concrete placement / Iowa State Univ. Thesis. 2010], с оговоркой о необходимости их коррекции в связи с конкретными условиями укладки и твердения цементных систем и того факта, что приведенные данные относятся к индивидуальной гидратации минералов, а в цементе они образуют конгломерат, скорость гидратации в котором следует оценивать по данным рентгенофазового анализа для каждого минерала. Именно этого подхода придерживались Ю.С. Малинин и его школа, в том числе В.П. Рязин [цит. соч.]. Данные, использованные в настоящем описании, были установлены В.П. Рязиным для партий ВНВ в 1991 г. согласно источнику [Научно-технический отчет НИИЦемента, НИИЖБа, ВНИИжелезобетона и ЦНИИ 26 «Вяжущие низкой водопотребности. Технология и свойства». М.: 1992. Официально не регистрировался в связи с оборонной областью применения ВНВ]. Согласно этим данным, при естественном твердении в составе наноцемента (ВНВ) через 7 сут при В/Ц 0,33 в цементном тесте степень гидратации G C3S 0,55 (против 0,43 по [Тейлор, 1996, цит. соч.]), C2S 0,3 (против 0,16), С3А 1 (как и по Тейлору), C4AF 0,35 (против 1 по Тейлору). Как показано в этом отчете, активные минеральные добавки (данные относились к высокоактивным ДГШ Криворожского МК) при вводе в количестве 50%, снижая долю ПК в наноцементе, повышают степень гидратации за 7 сут C3S до 0,65, C2S до 0,4, C4AF до 0,45. Большинство изученных авторами настоящего описания ДГШ в период с 1992 г. по наст. время, позволяют достигнуть примерно 50% от указанного прироста G (именно C3S до 0,55, C2S до 0,35, C4AF до 0,4). а золы-унос - всего лишь около 20% прироста G (C3S до 0,57, C2S до 0,32, C4AF до 0,41). Что касается наполнителей на основе кварца, то здесь парадокс: при 50% песка (без примесей) прирост G достигает 70% от получаемого вводом активного ДГШ (C3S до 0,62, C2S до 0,37, C4AF до 0,43-0,44), а при 40% барханного песка (с 30% лесса от массы песка) прирост G составил 30%, то есть больше, чем от золы-унос (последняя содержала ок, 2 мас. % угля). В этих экспериментах не было отмечено какой-либо специфики влияния минеральных добавок на особые индивидуальные изменения скорости гидратации отдельных клинкерных минералов вне указанных соотношений, как выделенных выше полужирным шрифтом, так и производных от них. Именно посредством такого расчета были получены данные, представленные в последнем, 17 столбце табл. 3; 6 - одинарный эффект смачивания; 7 - пример расчета показателя в строке 1, столбце 17 табл. 3: для всех минералов общий множитель 0,87 (доля клинкера), C3S 0,55 (степень гидратации наноцемента за 7 сут) × 490 (удельной тепловыделение за 7 сут) × 0,87=234 кДж/кг; C2S 0,3×226×0,87=59 кДж/кг; С3А 1×1167×0,87=1015 кДж/кг; C4AF 1×377×0,87=328 кДж/кг; полученные результаты умножают на долю этих минералов в клинкере: C3S 234×0,5=117 кДж/кг; C2S 59×0,2=29,5 кДж/кг; С3А 1015×0,15=152.3 кДж/кг; C4AF 0,35×328×0,15=18,3 кДж/кг. Сумма 117+29,5+152,3+18,3≈317 кДж/кг; 8 - показатели не предусмотрены по прототипу, но определялись справочно, согласно изобретению; 9 - данный малоклинкерный наноцемент, принимая во внимание пластификацию как клинкерного, так и сульфатно-кальциевого компонентов с учетом особо высокой дисперсности и частичного активирующего обезвоживания последнего с его быстрой гидратацией после затворения водой, представляет собой новый аналог гипсо-цементно-пуццоланового вяжущего, сульфатостойкость и безусадочность которого в свете общеизвестных работ А.В. Волженского - А.В. Ферронской не вызывают сомнений; 10 - сульфатостойкий портландцемент по ГОСТ 22266-94 класса по прочности 42,5 одного из уральских цементных заводов, используемый также в качестве одного из видов тампонажного цемента согласно [ГОСТ 1581-91 Портландцемента тампонажные. Технические условия].
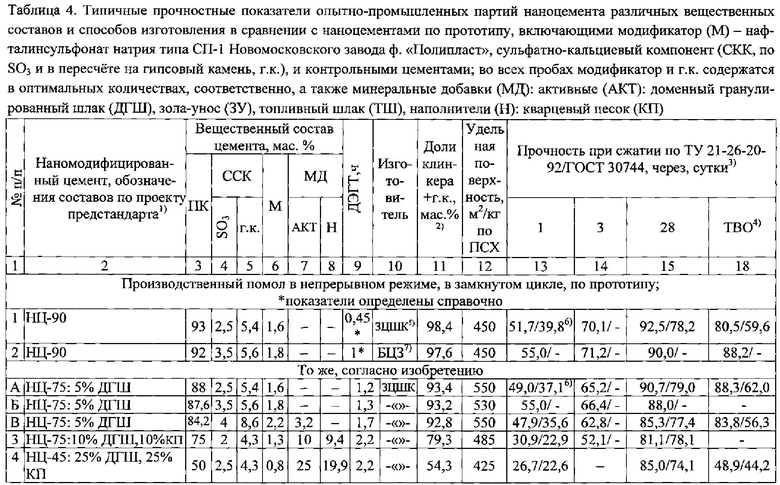
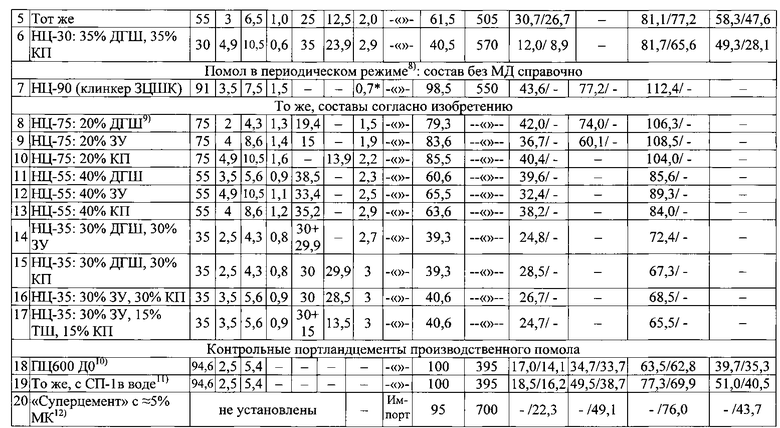
Примечания: *справочно; 1 - проект ПНСТ 19-20.. «Наномодифицированный портландцемент. Технические условия». Обозначения разновидностей цемента следующие: НАНОЦЕМЕНТ-90 (ниже сокращенно НЦ-90) включает (мас. %) портландцементный клинкер (ПК) или портландцемент (п.ц.) без минеральных добавок (МД) 90-98, МД 2-10; НЦ-75:ПК 75-88, МД 12-25; НЦ-55: ПК 55-74, МД 26-45; НЦ-45: ПК 45-54, МД 46-55; НЦ-35 ПК 35-44, МД 56-65; НЦ-30: ПК 30-34, МД 66-70; текст проекта ПНСТ в части нормативных требований идентичен тексту ТУ 5730-001-86664502-09 «Портландцемент с плотной контактной зоной (ПЦ ПКЗ). Технические условия». Наличие ДЭГТ фиксируется по диаграммам тепловыделения с двойным экзотермическим эффектом, снятым в 1991 г. согласно научно-техническому отчету 4-х НИИ [цит. соч.] в примечании 5 к табл. 3; 2 - в г.к. обнаружены в виде конгломератов все природные минералы сульфата кальция, без исключения, поэтому пересчетные коэффиуиенты от SO3 к гипсовому камню переменны; 3 - ТУ 21-26-20-92 «Вяжущие низкой водопотребности (ВНВ). Технические условия», по которым осуществлялся промышленный выпуск ВНВ на ряде цементных заводов; отличия в методе испытаний прочности от современной методики по проекту ПНСТ состоят в использовании двухфракционного песка (в знаменателе) в отличие от трехфракционного (в числителе) в настоящее время; в обоих случаях с пониженным В/Ц по сравнению с принятым в действующем ГОСТ 30744-2003 и равным 0,5; 4 - тепловлажностная обработка (ТВО, ч): предварительная выдержка 2 ч + подъем температуры 3 ч + изотермический прогрев 6 ч при 80-85°C + охлаждение до комнатной температуры 3 ч; образцы 28-суточного возраста, выдержанные в стандартных воздушно-влажных условиях; 5 - Здолбуновский цементно-шиферный комбинат, Ровенская область, Украина; мельницы 2,4×10,6 и 3×14 м, замкнутый цикл; исходный клинкер: состав (мас. %): C3S 64, C2S 14, С3А 6, C4AF 13, примеси 3; алит и белит блочной субмикроструктуры с размерами блоков менее 3 мкм, алюминаты кальция стекловидной и алюмоферриты пластинчатой микроструктуры; из имеющейся пробы ВНВ лабораторного хранения (в запарафиненном бюксе, 21 год) оказалось, что пленка СП сохранилась: толщиной 10-30 нм, а наноблочные травленые блоки алита образовали агрегативный слой толщиной ок. 20 нм; после вскрытия через 1 сут и этот слой, и оболочка из СП слились; имеющиеся данные по ММ нанооболочек (максимума из приведенных результатов) и диффузного слоя ММ (минимума из приведенных результатов) 600 и 300 Да соответственно; 6 - двухфракционный песок готовили по ТУ на ВНВ [1989, цит. соч.], а трехфракционный песок - импортный по EN 196-1 из Чехословакии; 7 - Белгородский цементный завод, г. Белгород-обл., РФ; мельница 3×14 м, замкнутый цикл; исходный клинкер: состав (мас. %): C3S 62, C2S 19 С3А 4, C4AF 13, примеси 2; включал алит и белит блочной субмикроструктуры с размерами блоков менее 2 мкм, алюминаты кальция стекловидной и алюмоферриты пластинчатой микроструктуры; проба лабораторного хранения для изучения наноструктуры оказалась непригодна; имеющиеся данные по ММ нанооболочек и диффузного слоя М 700 и 400 Да соответственно; 8 - мельница 1×1,2 м, цильпебс; 9 - ДГШ - доменный гранулированный шлак по ГОСТ 3476-74 «Шлаки доменные и электротермофосфорные для производства цемента. Технические условия»; в данном случае ДГШ Криворожского металлургического комбината, Украина; КП - песок кварцевый Вольского месторождения по ГОСТ 6139-91 «Песок нормальный для испытания цементов. Технические условия» (монофракционный); ЗУ зола-унос Рязанской ТЭС по ГОСТ 25818-91 «Золы-уноса тепловых электростанций для бетона. Технические условия»; ТШ - из старого золоотвала той же ТЭС; показатели данной пробы и других проб с ТШ не включались в публикации, поскольку оказалось, что качество наноцемента с ТШ было ниже, чем с КП; возможная причина - содержание углерода в ТШ на пределе - около 2,5% массы ТШ; 10 - высокопрочный портландцемент на основе клинкера, использованного также для цементов согласно строкам 1, 3-16; помол его производился в замкнутом цикле. По мнению специалистов ЗЦШК, это наилучший вариант в качестве контрольного для сравнения с НЦ; 11 - цемент по строке 17, испытанный при введении СП-1 в воду затворения, в пересчете на сухое вещество 0,6% массы клинкера, в виде 30%-ного водного раствора; моделирует ввод модификатора в бетон; 12 - портландцемент класса 62,5, с микрокремнеземом (МК, ≈5 мас. % по паспорту); поставка по импорту в полиэтиленовом мешке; фирменное наименование - см. в таблице.
Подрисуночные подписи
Фиг. 1. Рельеф поверхности излома портландцемнентного клинкера высокого качества (Здолбуновский ЦШК), использован при изготовлении портландцемента марки 600 (класс 52,5), под электронным просвечивающим микроскопом
Углеродная реплика, укрепленная желатином. Масштаб справа - 1 мкм.
А - алит, «ручьевой» узор - следствие блочной структуры с блоками размера от 0,1 до 0,5 мкм; Б - белит от 0,2 до 1 мкм; В - промежуточное вещество (ферритная фаза пластинчатой субмикроструктуры); алюминатная фаза не имеет на изломе характерного рельефа, поскольку стеклообразна [Кравченко И.В. И др. Высокопрочные и особо быстротвердеющие портландцементы. М.: Стройиздат. 1971; рис. 22а, с. 113]. В других портландцементных клинкерах высокого качества характерные пределы блоков алита выше - от 0,3 до 1 мкм, белита от 0,8 до 3 мкм.
Фиг. 2. Частицы наноцемента (алитовые) в сканирующем электронном микроскопе (СЭМ)
а - масштаб справа 1 мкм;
б - масштаб справа 200 нм
О термине «наноцемент» см. в тексте описания.
а. Видны внутрикристаллитные образования под внешней поверхностью частицы алита, вероятно, сростки наноблоков, показанных на «б».
б. Видны органоминеральные нанооболочки (а) на мономинеральной микрочастице алита; под оболочками и внутри них - наноблоки (б) алита (1-20 нм), измененные морфологически, и, следовательно, химически; поверх нанооболочек - диффузный слой (в, войлок) из единичных углеводородных цепочек нафталинсульфонатов.
Фиг. 3. Схема помольной установки по изготовлению наноцемента (прежнее название ПЦ ПКЗ) и его применения на Сергиев-Посадском комбинате ЖБИ, Московская обл.
Описание технологической схемы производства и применения наноцемента
Цемент в контейнерах типа МКР весом до 1,5 т, привезенный по железной дороге в открытых полувагонах, специальной траверсой при помощи кран-балки подают в растариватель (1), откуда цемент через транспортеры (2 и 3), элеватор (4) и транспортер (5) поступает в силоса (6). Возможен прием цемента навалом через магнитный уловитель металла с бункером для лома (не показан). Из силосов по транспортеру (7) цемент подают в весовые дозаторы непрерывного действия (8). В другие весовые дозаторы подают минеральные добавки или наполнители. Далее компоненты поступают на транспортер (9), куда также дозируют модификатор (М).
Модификатор в МКР поступает в отдельный герметизированный растариватель, откуда по дисковому транспортеру подается в два бункера с механическими рыхлителями (один для складирования, другой - рабочий). Через весовой дозатор модификатор по транспортеру (9) вместе с остальными компонентами поступает в трубную мельницу 2×10,5 м (10), двухкамерную, с цильпебсной загрузкой. Готовый наноцемент по транспортерам (11 и 12) подают в элеватор (13) и из него в силоса (14). На входе в транспортер (11) установлены автоматические пробоотборники для контроля качества наноцемента. Из силосов (14) готовый наноцемент подают в элеватор (15) и далее используют по трем направлениям:
A) Через транспортер (16) в отделение по производству ячеистых блоков, а именно в расходные бункера (17), далее через погрузочно-разгрузочные узлы (18) и весовые дозаторы (19) в скоростной смеситель для приготовления цементо-водной суспензии (в виду малого масштаба не виден), куда также через дозатор подают воду. Из указанного смесителя цементо-водная суспензия подается в пенобетоносмеситель, где смешивается с технической пеной из пеногенератора (не показаны) до образования пенобетонной смеси, которую через насос подают в формы (20). После начального твердения в формах массивы пенобетона освобождают от опалубки и подают в резательную машину (21), откуда разрезанный на строительные блоки массив (22) через кантователь складывают на палеты, затем подают на распределительный конвейер (23), а далее на конвейеры зоны климатического твердения (24). После прохождения климатического твердения (не выше 45°C) блоки на па-летах снимают с конвейеров и вывозят на склад готовой продукции.
Б) Через транспортер (26) подают в расходный силос (27) отделения сухих смесей, куда поступает привезенный в МКР сухой песок через растарочное устройство (30) и элеватор (29) в силоса (28). Цемент и песок через весовые дозаторы подают в смеситель (32) и далее в мешкотарную машину (31). Затаренную в мешки смесь укладывают на палеты и вывозят на склад.
B) Из силосов (14) через существующие транспортеры наноцемент с низким содержанием клинкерного компонента (менее 40%) направляют на обычное производство железобетонных конструкций и изделий (на схеме не показано, оно не в юрисдикции владельцев помольной установки).
На схеме показано резервируемое место для установки второй мельницы (25) при превышении потребности в наноцементе более 100 тыс. т/год. Подобные установки могут находиться как на любом цементном заводе, так и на любом предприятии стройиндустрии.
На помольной установке по изготовлению наноцемента и при его применении пневмотранспорт не используется.
Фиг. 4. Динамика тепловыделения при гидратации контрольного цемента (без модификатора, А) и наноцемента (Б-Д), все - без минеральных добавок (справочно)
Определение тепловыделения - по ГОСТ 310.5-94 (после его отмены - по ГОСТ 30844 в новой редакции)
а) общий вид диаграмм тепловыделения; абсцисса - время, ч.; ордината - температура цементно-водной смеси в усл. единицах;
б) начальные эффекты тепловыделения в течение схватывания цементов.
Обозначения координатных осей - те же
Условные обозначения: А - без модификатора (М); Б - с 1% М; В - с 1,25% М; Г - с 1,5% М; Д - с 1,75% М.
Модификатор - нафталинсульфонат натрия.
Нумерация эффектов (римские цифры) условно отнесена к периодам тепловыделения на графиках «а».
Фиг. 5. Полностью гидратированная частица наноцемента (преимущественно алитовая) на поверхности поры пенобетона после 3 лет твердения в сухой атмосфере
Граница между внутренними и внешними гидросиликатами кальция отсутствует (отсюда прежнее название наноцемента «цемент с плотной контактной зоной»). Столбчатые кристаллы многоводных гидратов (в данном случае по морфологическим признакам - эттрингита) расположены вдоль потоков плава модификатора, содержавшего в нанооболочке примеси алюминатной и алюмоферритной фаз, и прошедших вглубь частицы, образуя О-слой, занявший весь ее объем. Морфологические признаки карбонизации гидросиликатов кальция и эттрингита отсутствуют. Нет карбонизации и по данным рентгенофазового анализа (РФА). Другие подробности - см. в тексте описания.
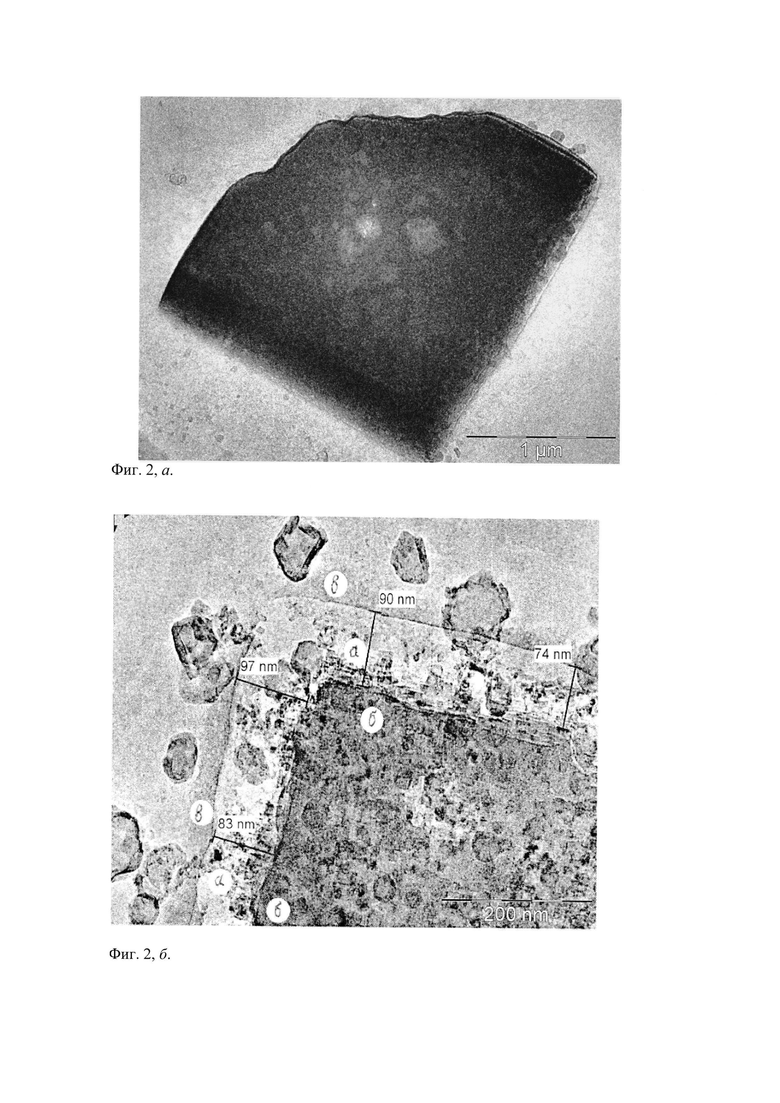
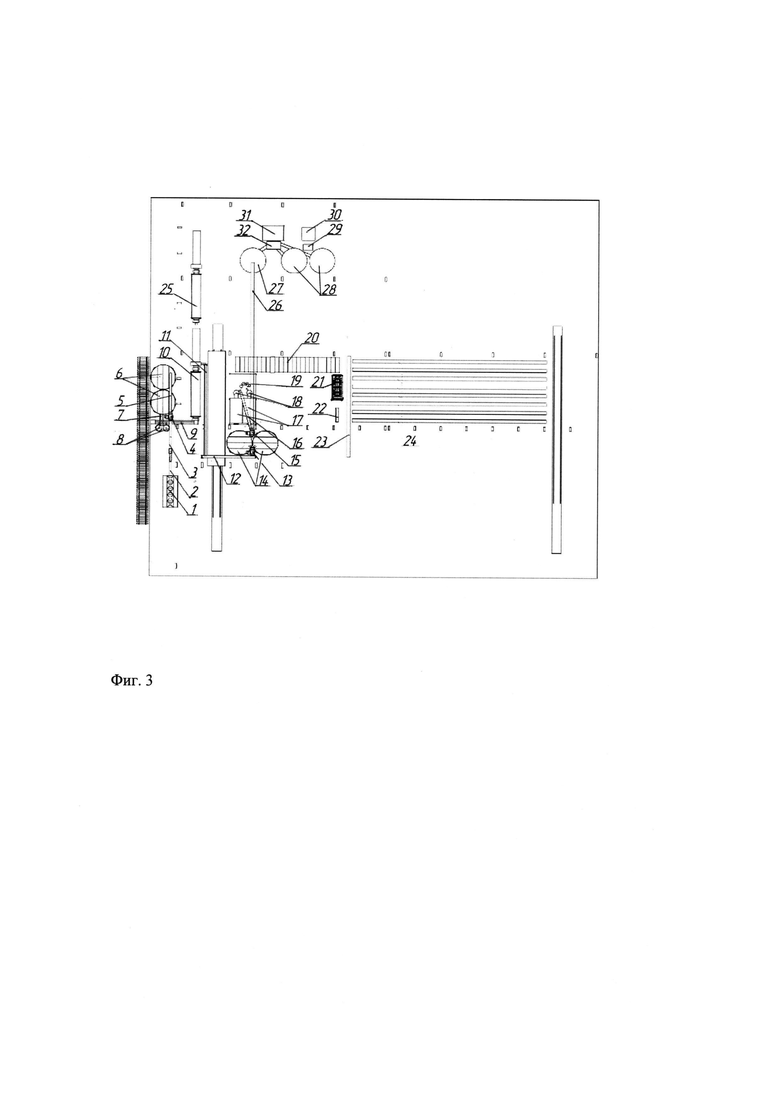
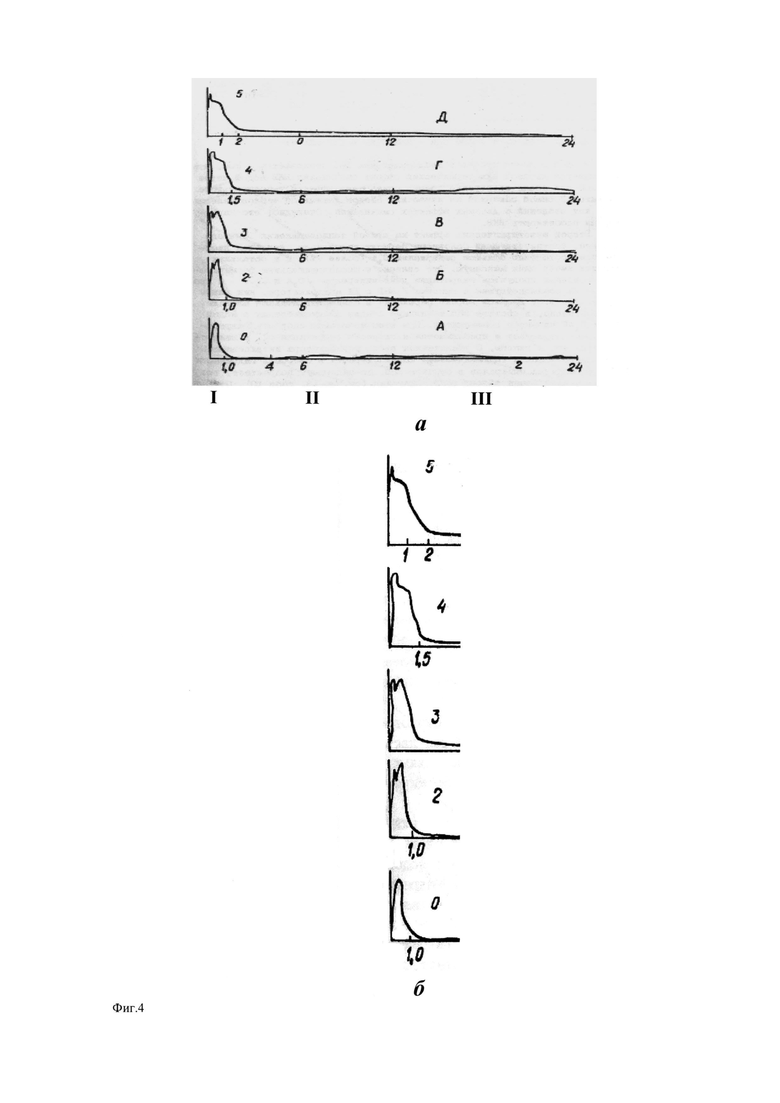
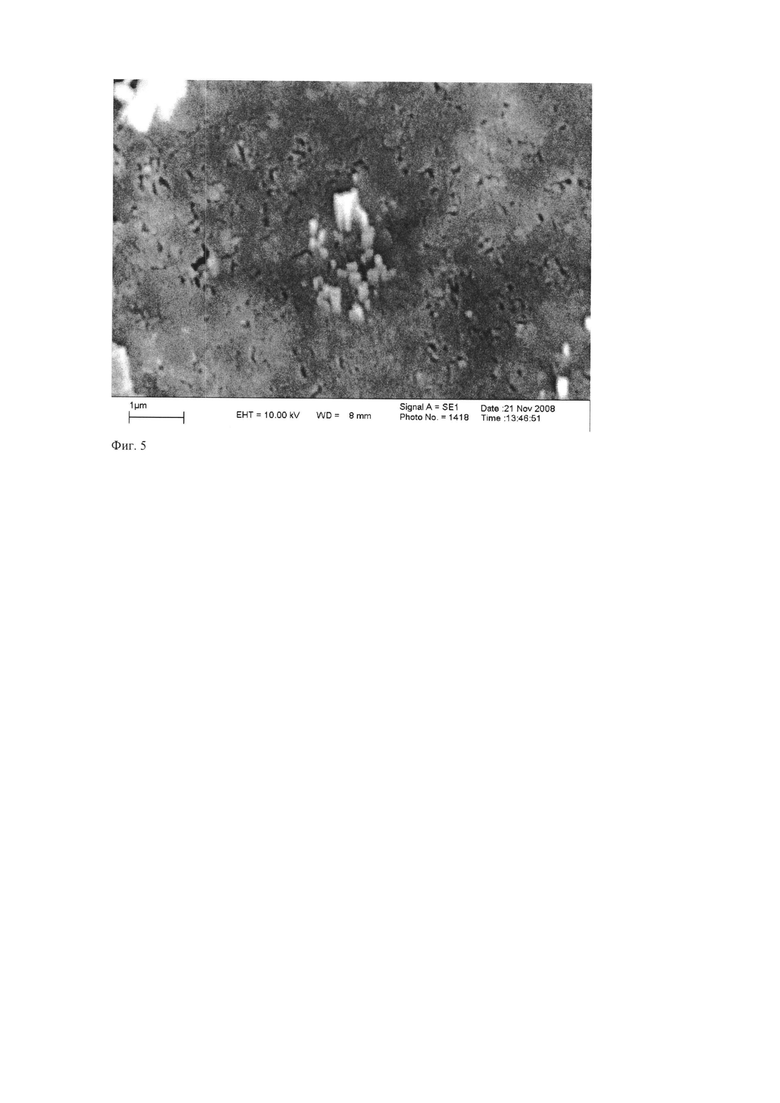
Изобретение относится к составу и способу изготовления наноцемента (НЦ) на основе портландцементного клинкера (ПК) и модификатора (М) -нафталинсульфонатов (НС). Состав и способ могут быть использованы в цементной промышленности и строительной индустрии. ПК включает минеральные фазы - алит и белит (блочные микрокристаллы), алюминаты и алюмоферриты кальция, а частицы заключены в нанооболочки (капсулы) из НС толщиной 30-100 нм при удельной поверхности 400-600 м2/кг. В НЦ по изобретению молекулярная масса (ММ) НС в капсулах 600-800 Да. Поверх капсул расположен диффузный слой (Д-слой) из дросселированных при помоле НС с ММ 300-600 Да, а под капсулами - слой травленых минеральных фаз (ТМФ-слой) - результат контактного взаимодействия при наклеивании капсул кислотного характера на щелочную алитовую подложку. Толщина ТМФ-слоя 2-50 нм. Он включает наноблоки алита размерами 1-20 нм. Технический результат - повышение сохраняемости НЦ не менее 1 года без потерь прочности, водоредуцирующий фактор и защита цементного камня от карбонизации; ускорение роста прочности НЦ и бетона на его основе и повышение ее уровня на 3-4 класса против портландцемента. НЦ включает сульфатно-кальциевый компонент и минеральные добавки, как активные, так и наполнители. Способ изготовления НЦ - совместный помол указанных компонентов до достижения: а) полноты покрытия капсул Д-слоем по критерию минимальной степени агрегации частиц, определяемой по методу воздухопроницаемости; б) полноты покрытия ПК-компонента ТМФ-слоем по критерию двойного максимума на графике тепловыделения приготовленного из продукта помола цементного теста в процессе схватывания в калориметре. Оба показателя интегральные и характеризуют готовность продукта. 4 з.п. ф-лы, 5 ил., 4 табл., 5 пр.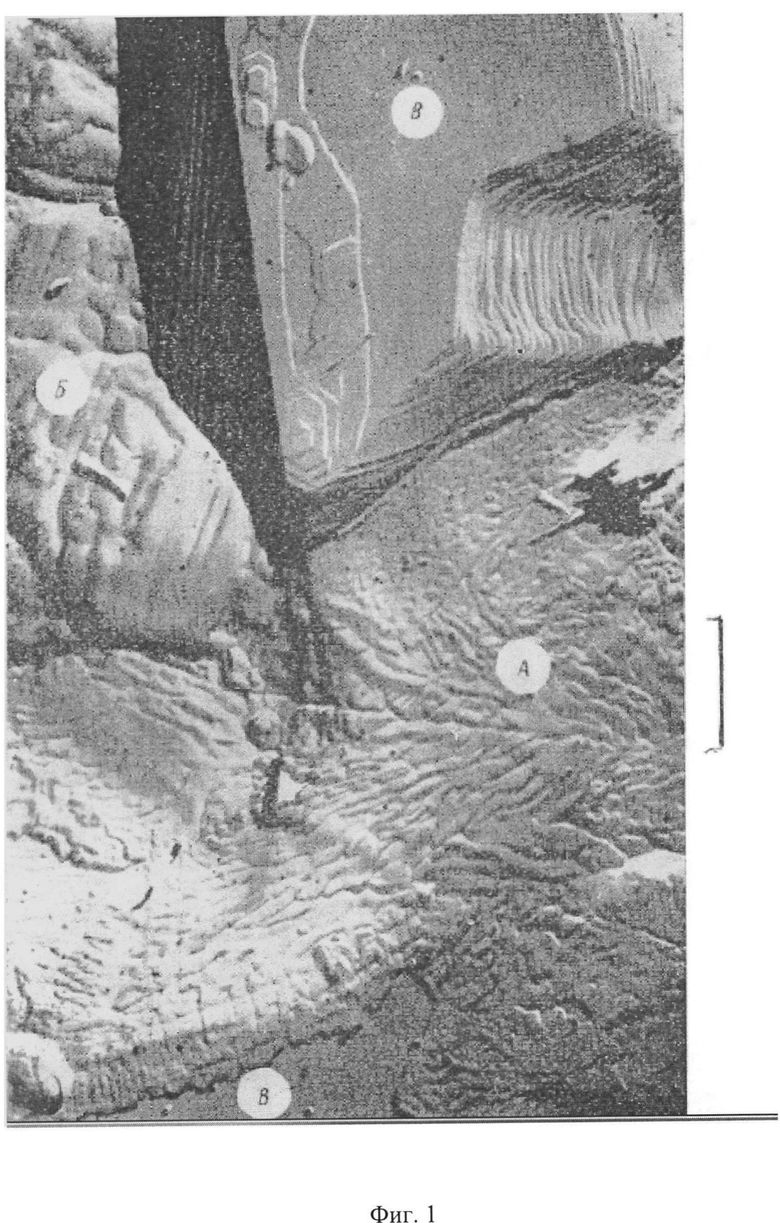
1. Наноцемент на основе портландцементного клинкера и органического модификатора, включающий в качестве клинкера минеральные фазы алит, белит, алюминаты и алюмоферриты кальция, в качестве указанного модификатора - нафталинсульфонаты в форме сплошных органоминеральных нанооболочек толщиной 30-100 нм на частицах клинкера, а также сульфатно-кальциевый компонент и минеральную добавку, при удельной поверхности 400-600 м2/кг, отличающийся тем, что наноцемент содержит (мас. %) указанный клинкер 12-88 в качестве твердой щелочи, включающей указанные минеральные фазы в мас. соотношениях (50-75):(10-20):(0,5-15):(10-15) соответственно, причем алит и белит представлены микрокристаллами с размерами бездислокационных блоков 0,1-3 мкм, алюминаты - стеклообразной и алюмоферриты кальция - пластинчатой субмикроструктурами, указанный модификатор 0,15-2,2 в качестве твердой порошкообразной кислоты, которая представлена нафталинсульфонатами с молекулярной массой (ММ) 1800-2200 Да, сульфатно-кальциевый компонент 0,2-4,9 (в пересчете на SO3) в качестве промотора гидратационного минералообразования, представленный сульфатом кальция в природных формах, минеральную добавку из групп активных 5-85 и/или наполнителей 5-50, при этом готовый наноцемент включает, поверх указанных нанооболочек, состоящих из плавленых трибоактивацией с совместно измельченным клинкерным компонентом нафталинсульфонатов с молекулярной массой (ММ) 600-800 Да, диффузный слой из дросселированных при трибоактивации нафталинсульфонатов с ММ 300-600 Да и, кроме того, наноцемент на частицах клинкерного компонента содержит под указанными нанооболочками слой травленых последними минеральных фаз толщиной 2-50 нм, включающий наноблоки алита размерами 1-20 нм и их агрегаты.
2. Наноцемент по п. 1, отличающийся тем, что указанные нанооболочки дополнительно содержат фрагменты упомянутого слоя травленых минеральных фаз с указанными агрегатами из наноблоков алита.
3. Наноцемент по п. 1, отличающийся тем, что указанные нанооболочки содержат нафталинсульфонаты, включающие кальциевые комплексы, сульфатно-кальциевый компонент содержит сульфат кальция в природных формах из группы гипсового камня: двуводный гипс, полуводный гипс, ангидрит, их конгломераты, или в искусственных формах из группы химических гипсов: фосфогипс, продукт очистки карбонатом кальция отходящих сернистых газов промышленных печей или реакторов, или их бинарные смеси, минеральная добавка включает один или два компонента из группы активных: доменный гранулированный шлак, топливный шлак, золу-унос, а из группы наполнителей: кварцевый песок, полевошпатовый песок, высевки от дробления гранита.
4. Способ изготовления наноцемента по п. 1 путем совместного помола указанных компонентов с контролем качества в последовательно отбираемых пробах готового продукта, отличающийся тем, что помол ведут до достижения двух показателей - полноты покрытия упомянутых нанооболочек указанным диффузным слоем, фиксируемой по количественному критерию минимальной степени агрегации частиц, покрытых указанными нанооболочками, определяемой в продукте помола по методу воздухопроницаемости, и продолжают помол до достижения второго показателя - полноты покрытия упомянутым слоем травленых минеральных фаз частиц клинкерного компонента, фиксируемой по критерию появления двойного максимума на графике регистрации температуры в калориметрической ячейке при тепловыделении, определяемом по методу термостатируемой кондуктивной калориметрии, в процессе схватывания цементного теста, приготавливаемого из последовательно отбираемых проб продукта помола.
5. Способ по п. 4, отличающийся тем, что при изготовлении наноцемента указанный помол ведут с фиксацией минимума степени агрегации продукта, равного 5-20 об.%, и продолжают помол до регистрации в готовом продукте названного двойного максимума на указанном графике в течение 1-3 ч.
| СПОСОБ ПРОИЗВОДСТВА ЦЕМЕНТА С МИНЕРАЛЬНОЙ ДОБАВКОЙ | 2007 |
|
RU2371402C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕМЕНТА НИЗКОЙ ВОДОПОТРЕБНОСТИ | 2001 |
|
RU2207995C2 |
| RU 2058952 C1, 27.04.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЯЖУЩЕГО НИЗКОЙ ВОДОПОТРЕБНОСТИ | 1992 |
|
RU2029749C1 |
| Зонд устройства для определения деформационных характеристик горных пород | 1980 |
|
SU877007A1 |
| US 4933013 B1, 12.06.1990 | |||
| Батраков В.Г | |||
| Модифицированные бетоны | |||
| Теория и практика, Москва АО " Астра семь", 1998, с | |||
| Прибор для изменения шага резьбы при токарных винторезных | 1921 |
|
SU593A1 |

