Изобретение относится к способу обогащения шлаков, содержащих высококачественные стали, и шлаков, содержащих железо (шлаки ЛД-процесса, шлаки дуговой печи и т.п.), или модифицированных шлаков, содержащих железо, для извлечения металлов при одновременной выработке силикатной фракции как продукта с определенном гранулометрическим составом и определенными свойствами.
Шлаки, содержащие высококачественные стали, - это такие шлаки, которые получаются в качестве побочного продукта при производстве высоколегированных сталей. Шлаки, содержащие высококачественные стали, состоят преимущественно (ок. 80-90 процентов по весу) из силикатной матрицы, основным компонентом которой является двухкальциевый силикат, и из металлической фракции, которая происходит из стали и дополнительных легирующих элементов, таких как хром, никель, марганец, молибден, ванадий и т.п., и существует как чистый металл в форме гранул или в форме агломератов, различных сплавов и оксидов, бывает окружена силикатной матрицей и заключена в нее. Доля металла в шлаках, содержащих высококачественные стали, изменяется в зависимости от металлургических процессов и внесенного сырья и может составлять ок. 5-10 процентов по весу. После предварительного обогащения содержание металла в таких шлаках может составлять от 20 до 30 процентов по весу.
В шлаках, содержащих железо, например шлаках ЛД-процесса и шлаках дуговой печи, железо является в максимальной мере химически связанным. Для обогащения и извлечения содержащихся металлов и силикатной фракции шлаки, содержащие железо, перед обогащением подвергаются восстановительной химической обработке и представляют собой модифицированные шлаки, содержащие железо, содержание металла в которых является максимально металлическим. Содержание металла в таких шлаках колеблется, как правило, в пределах от 10 до 30 процентов по весу.
Металлы частично являются свободными, однако преимущественно представляют собой сростки с силикатной матрицей. Для извлечения металлов требуется расщепление либо обогащение. Обогащение включает в себя процессы измельчения, классификации и сортировки.
Эффективное извлечение металлов из шлаков, содержащих высококачественные стали, или модифицированных шлаков, содержащих железо, для возврата в производство высококачественных сталей или в сталелитейное производство необходимо в том числе и с точки зрения нехватки сырья и относительно высоких затрат, например, на легирующие металлы высококачественных сталей. Кроме того, силикатная фракция сможет практически неограниченно применяться в качестве строительного материала.
Целью являются такие способы обогащения, которые позволяют получать почти не содержащую силикаты металлическую фракцию и вполне свободную от металлов силикатную фракцию. Цель вторичного использования компонентов шлаков, содержащих высококачественные стали, или модифицированных шлаков, содержащих железо, преследуется также с учетом того, что в противном случае будет необходимо хранить такого рода шлаки, что сопряжено с расходами и может вызвать экологические проблемы. К тому же силикатная фракция с определенным гранулометрическим составом и определенными свойствами представляет собой пригодный для реализации продукт.
Известная технология обогащения предусматривает полностью мокрые процессы для стадий измельчения, классификации и сортировки (патент US-A 5427607). Тонкое измельчение предварительно раздробленного шлака происходит, как правило, в стержневых и шаровых мельницах, для классификации предусмотрены сита или гидроциклоны, а для весового разделения используются отсадочные машины, винтовые сепараторы или спиральные классификаторы. Мокрое обогащение позволяет извлекать ок. 80 весовых процентов металла.
Недостатками известного обогащения мокрым способом являются необходимая доступность воды, которая имеется не во всех регионах, и относительно высокие затраты на водоподготовку и циркуляцию воды и в особенности на измельчение до размера частиц, например, <6 мм. Еще один недостаток обогащения мокрым способом заключается в элюировании тяжелых металлов и связанной с этим потенциальной опасности причинения вреда окружающей среде.
Из патента DE 10 2004005535 А1 известен способ обогащения с первоначально сухими, а в последующем мокрыми этапами измельчения, классификации и сортировки. Сырой шлак посредством селективного ударного измельчения, просеивания, магнитных сепараторов, турбулентной и индуктивной сепарации, а также воздушной осадки измельчается до продукта с размером частиц <20 мм и затем делится на первую гранулометрическую фракцию с размером частиц >2 мм и на вторую гранулометрическую фракцию с размером частиц <2 мм. Первая гранулометрическая фракция направляется в вибрационный аппарат и разделяется на металлическую фракцию, фракцию промежуточного продукта и фракцию гранулометрической смеси. Металлическая фракция представляет собой готовый продукт, промежуточный продукт возвращается в дробильный агрегат для выделения металла, а гранулометрическая смесь является востребованным продуктом для строительных работ. Вторая гранулометрическая фракция направляется на стадию очистки мелких классов, которая состоит из шага концентрирования, шаровой мельницы и двух дегидратирующих шнеков.
Кроме того, известны способы сухого обогащения, при которых этапы измельчения, классификации и сортировки проходят исключительно в сухом виде. Для сортировки применяются магнитные сепараторы, использующие в качестве критерия разделения намагничиваемость металлических компонентов шлаков. Кроме того, известны способы сухого весового разделения, например, при помощи воздушных отсадочных машин, которые основываются на разнице плотности металла и силикатной матрицы. Известны также технологии сенсорной сортировки, при которых металлы распознаются при помощи индуктивных сенсоров и извлекаются при помощи сжатого воздуха (патент WP 2009/077425 А1).
При этих совершенно сухих процессах происходит измельчение сырых шлаков в молотковых мельницах или ударно-отражательных мельницах, которые в принципе дают возможность селективного измельчения шлаков. Негативные последствия имеют относительно высокие окружные скорости роторов этих мельниц, а также ограниченные возможности регулировки. Наряду с высоким удельным износом образуется большая доля сверхтонких фракций в связи с нагрузкой и деформацией частиц металла, которые затем также могут попасть в тонкую и сверхтонкую фракцию. С другой стороны, уменьшение ударно-отражательной энергии приводит к недостаточному механическому расщеплению шлаков, так что частицы металла высвобождаются не полностью. Поскольку весь продукт классифицируется и сортируется лишь после процесса измельчения, немалые количества содержащегося металла выводятся вместе с силикатной фракцией. С этим связаны ухудшение качества силикатной фракции и соответственно выделение меньшего количества металлов в металлическую фракцию. Это можно исправить только при помощи дорогостоящего вторичного просеивания тонкой и сверхтонкой фракции.
В основе изобретения лежит задача создания полностью сухого способа обогащения для извлечения металлов из шлаков, содержащих высококачественные стали, и модифицированных шлаков, содержащих железо, который обеспечивает низкую степень износа и высокую энергоэффективность измельчения силикатной матрицы с расщеплением частиц металла и избирательную сепарацию частиц металла либо металлической фракции и силикатной фракции из шлаков, содержащих высококачественные стали, либо модифицированных шлаков, содержащих железо, который также может быть применен к различным по составу исходным шлакам и различным требованиям в отношении качества металлической фракции и силикатной фракции.
Согласно изобретению эта задача решается способом в соответствии с пунктом 1 формулы изобретения. Целесообразные и преимущественные варианты осуществления являются признаками зависимых пунктов формулы изобретения и приведены в описании фигур.
Важным компонентом соответствующего изобретению способа обогащения является селективное измельчение шлаков, содержащих высококачественные стали, либо модифицированных шлаков, содержащих железо, при котором измельчается силикатная фракция, в то время как металлическая фракция расщепляется путем механического воздействия и тем самым освобождается от силикатных сцеплений и сращений. Первоначальный размер зерна и форма частиц металлической фракции по большей части сохраняется.
Изобретение базируется на основной идее, заключающейся в том, что для исключительно сухого способа обогащения шлаков, содержащих высококачественные стали, а также для модифицированных шлаков, содержащих железо, используются истирающие мельницы. Истирающие мельницы имеют бегунную дорожку для базирующегося на ней измельчаемого слоя, а также перекатывающиеся по измельчаемому слою мелющие валки. Согласно изобретению шлак, содержащий высококачественные стали, или модифицированный шлак, содержащий железо, с зернистостью загружаемого зерна до 150 мм, направляются в истирающую мельницу, измельчаются в ней и дезагломерируются.
В этой связи под истирающими мельницами должны преимущественно пониматься истирающие мельницы фирмы LOESCHE, но также и шаровые кольцевые мельницы, мельницы с размалывающими коническими роликами, прижимаемыми к горизонтальному столу пружиной, валковые тарельчатые мельницы, бегуны и роликовые мельницы, такие как ролико-маятниковые мельницы, имеющие горизонтальную, наклонную или желобчатую бегунную дорожку, и конические, либо цилиндрические, либо шарообразные мелющие валки. Мелющие валки под тяжестью собственного веса посредством пружинных систем или гидравлических либо пневмогидравлических рабочих цилиндров с плавной регулировкой упруго прижимаются к измельчаемому слою, так что в слое продукта происходит преимущественное измельчение.
Использование истирающей мельницы фирмы LOESCHE с горизонтальной тарелкой бегунов и с перекатывающимися по бегунной дорожке тарелки бегунов коническими мелющими валками, боковая поверхность которых проходит почти параллельно бегунной дорожке, особенно пригодно для соответствующего изобретению сухого способа обогащения, поскольку может быть применено как раздавливание с резанием, так и чистое раздавливание, которое может быть настроено через положение осей мелющих валков к центру вращения тарелки бегунов.
Было обнаружено, что эффективное измельчение и дезагломерация загруженного шлака, содержащего высококачественные стали, или модифицированного шлака, содержащего железо, достигается посредством сепарации металлической фракции от силикатной фракции при проведении раздавливания с резанием. Конические валки при этом размещаются наклонно под углом примерно 15° относительно горизонтальной бегунной дорожки, и оси мелющих валков пересекают ось тарелки бегунов выше уровня бегунной дорожки.
В принципе могут использоваться различные по размеру истирающие мельницы, отличающиеся по диаметру тарелки бегунов или чаши бегунов и по размеру и числу мелющих валков. Так, могут использоваться истирающие мельницы с 2, 3, 4, 5 или 6 мелющими валками. Число мелющих валков может быть еще больше при увеличении размера мельницы.
Было обнаружено, что селективное измельчение загруженного шлака, содержащего высококачественные стали, или модифицированного шлака, содержащего железо, достигается в истирающей мельнице посредством воздействия давлением и конструктивно-переменной доли резания или только посредством воздействия давлением, а после измельчения частицы металла и силикатные частицы высвобождаются и могут быть отделены друг от друга.
При использовании комбинации истирающей мельницы с сепаратором непосредственно после измельчения силикатной матрицы и расщепления металлических частиц может быть произведено сепарирование силикатной фракции от металлической фракции.
В принципе соответствующий изобретению способ может быть осуществлен в истирающих мельницах, которые эксплуатируются в режиме воздухоструйной мельницы или в так называемом режиме мельницы с центральной разгрузкой. Истирающие мельницы в воздухоструйном режиме имеют сепаратор, насаженный на истирающую мельницу или интегрированный в истирающую мельницу. Сортировка или сепарация измельченного, расщепленного и дезагломерированного шлака на металлическую и силикатную фракцию происходит внутри воздухоструйной истирающей мельницы.
В истирающей мельнице с режимом центральной разгрузки, называемой также мельницей с центральной разгрузкой, измельченный материал через край тарелки бегунов или подпорный порог попадает вниз и выгружается из мельницы. Сепарация металлической фракции от силикатной фракции происходит во внешних классифицирующих либо просеивающих устройствах. Дальнейшие подробности, относящиеся к истирающим мельницам в воздухоструйном режиме либо режиме центральной разгрузки, будут рассмотрены в связи с фигурами 2 и 3.
Сортировка или сепарация на металлическую и силикатную фракцию происходит на основе различных объемных плотностей двух фракций. Вследствие селективного измельчения в истирающей мельнице и ввиду различий в объемной плотности при сопоставимой форме зерна применяемая непосредственно для поточной классификации воздушная сепарация может быть применена для сортировки в соответствии с плотностью.
Неожиданно было установлено, что в процессе размола на тарелке бегунов или на бегунной дорожке образуется измельчаемый слой, расслоение которого сопоставимо с расслоением по плотности фракций. Частицы металла металлической фракции, которые практически не измельчены, имеют большей частью шарообразную форму. Также могут встречаться пластинчатые или столбчатые частицы металла. Частицы металла скапливаются на бегунной дорожке и образуют нижний слой, в то время как более легкие силикатные частицы осаждаются на слой частиц металла.
При использовании истирающей мельницы в воздухоструйном режиме, то есть в воздухоструйной истирающей мельнице, предпочтительно фирмы LOESCHE, частицы силиката преимущественно захватываются как внутренней циркуляцией воздуха или газа, так и внешним потоком воздуха или газа, который через газопроводное или воздухопроводное устройство направляется в зону измельчения и попадает в сепаратор довольно близко к корпусу, когда они вместе с частицами металла металлической фракции переливаются через край или подпорный порог тарелки бегунов или чаши бегунов.
Разделение частиц металла и силиката происходит после прохождения через край тарелки бегунов или чаши бегунов либо подпорный порог ввиду значительного различия плотностей. Силикатная фракция, имеющая меньшую объемную плотность, доставляется восходящим потоком воздуха в сепаратор.
Отсортированные сепаратором частицы могут представлять собой слишком грубые силикатные частицы или же еще содержащие металл силикатные частицы, которые были не полностью расщеплены. Путем экспериментов было определено, что после отключения воздухоструйной истирающей мельницы на тарелке бегунов находится почти чистая и, соответственно, содержащая мало силикатов металлическая фракция. Однако во время процесса измельчения эта металлическая фракция не остается на тарелке бегунов, а вытесняется следующим загружаемым материалом. Таким образом, количество загрузки в мельницу и, соответственно, пропускная способность являются параметром для воздействия на продолжительность пребывания и, соответственно, интенсивность механического воздействия на металлические частицы. Было установлено, что степень расщепления металлических частиц может быть повышена путем увеличения продолжительности пребывания в измельчаемом слое или на тарелке бегунов.
Металлические частицы непрерывно перетекают через подпорный порог тарелки бегунов или край тарелки бегунов и выгружаются.
Соответствующее изобретению расслоение на бегунной дорожке либо на тарелке бегунов, сопоставимое с расслоением по плотности, наряду с формированием бегунной дорожки, например, как ровной поверхности или с уклоном к центру мельницы, определяется частотой вращения чаши бегунов, давлением прижима мелющих валков, количеством воздуха и высотой подпорного кольца. В принципе подпорное кольцо, размещенное вокруг по краю бегунной дорожки, должно предотвращать быстрое стекание измельчаемого материала. Преимущество состоит в том, что высота подпорного кольца может меняться и тем самым обеспечивается приспособление к различным по составу шлакам, содержащим высококачественную сталь, или модифицированным шлакам, содержащим железо, а также к чистоте требующихся силикатных и металлических фракций. Наряду с высотой также и внешний контур или поперечное сечение подпорного кольца могут быть сконструированы по-разному, например путем отказа от одинаковой толщины подпорного кольца и оснащения подпорного кольца наклонной внутренней стенкой, так что оно имеет усиленную нижнюю часть и суженную верхнюю часть. Посредством повышения подпорного порога создается более высокий измельчаемый слой на тарелке бегунов, состоящий преимущественно из металлической фракции. В принципе истирающая мельница может использоваться с чашей бегунов или тарелкой бегунов без подпорного порога.
Особое преимущество состоит в том, что у истирающей мельницы в зависимости от состава загруженного шлака, содержащего высококачественные стали, или модифицированного шлака, содержащего железо, могут варьироваться также ширина и геометрическая форма мелющих валков, что позволяет увеличивать или уменьшать воздействующее на измельчаемый слой размалывающее давление.
Кроме того, преимущество состоит в том, что может плавно регулироваться размалывающее давление, а тем самым и степень механического воздействия на шлак, содержащий высококачественные стали, или модифицированный шлак, содержащий железо, и соответственно может оптимизироваться качество готового продукта металлической фракции и силикатной фракции при различном составе шлаков, содержащих высококачественные стали, или модифицированных шлаков, содержащих железо.
В предпочтительно используемой истирающей мельнице фирмы LOESCHE вместе с измельчением шлака, содержащего высококачественные стали, или модифицированного шлака, содержащего железо, и высвобождением частиц металла может производиться сушка, когда горячий газ, например горячий воздух, через газопроводное или воздухопроводное устройство подается в зону измельчения либо, при применении мельницы с центральной разгрузкой, на внешнюю ступень сепарации. Сушка загружаемого материала повышает эффективность сепаратора. Это позволяет максимально избежать агломерации частиц металла и силиката под воздействием влажности. Кроме того, сухой продукт удобно хранить в элеваторах. Далее, при последующем применении силикатной фракции, например в качестве добавки для производства дорожного асфальта, не потребуется отдельный этап сушки.
Преимуществом является то, что силикатная фракция, а также металлическая фракция после выгрузки из истирающей мельницы либо воздухоструйной истирающей мельницы или истирающей мельницы с центральной разгрузкой может быть подвергнута дальнейшей классификации. Благодаря этому учитывается факт различного распределения металлов во фракциях, в особенности при загрузке различных шлаков, содержащих высококачественные стали, или модифицированных шлаков, содержащих железо. Например, к разгрузочному отверстию мельницы может быть подключено, по крайней мере, одно сито в качестве классифицирующего устройства для получения различных готовых продуктов и различного качества продуктов.
Оказалось, что при обогащении шлаков, содержащих высококачественные стали, либо модифицированных шлаков, содержащих железо, в истирающей мельнице фирмы LOESCHE на частицы металла оказывается очень мягкое воздействие путем селективного измельчения, и что они после расщепления практически сохраняют свою первоначальную, по большей части шаровидную форму и не деформируются. Это обеспечивается в частности благодаря регулируемому и контролируемому размалывающему давлению. Так как частицы металла в преобладающем большинстве имеют шаровидную форму и не деформируются, измельчение либо расщепление связано с незначительным потреблением энергии и к тому же с незначительным износом мелющих деталей и в особенности с лучшей текучестью на тарелке бегунов и за пределы подпорного порога. Сохраненная и недеформированная форма частиц металла также благоприятно сказывается на последующем повторном использовании в металлургическом процессе. В истирающей мельнице фирмы LOESCHE реализуются в основном рабочие давления в диапазоне от 200 до 2000 кН/м2 относительно вертикально спроецированной на чашу бегунов поверхности среднего диаметра валков. Преимуществом является то, что давление прижима мелющих валков и тем самым измельчающее усилие может плавно регулироваться и устанавливаться в зависимости от загруженного шлака, содержащего высококачественные стали, или модифицированного шлака, содержащего железо, и требуемого качества металлической фракции и силикатной фракции.
Эксперименты показали, что увеличение рабочего давления приводит к повышению чистоты металлической фракции. Однако, если превышается критическое давление, происходят нежелательные деформации частиц металла.
Сито, интегрированное в истирающую мельницу и размещаемое над зоной измельчения или для понижающего просеивания также под краем тарелки бегунов и кольцевым пространством в нижней части чаши бегунов (патент ЕР 1948360 В1), может, что является преимуществом, быть динамическим стержневым сепаратором, например сепаратором фирмы LOESCHE типа LSKS или LDC, который может производить гранулометрический состав как узкого, так и расширенного диапазона. Альтернативно один или несколько сепараторов могут быть размещены также и вне истирающей мельницы. Частота вращения ротора сепаратора и объемный ток потока газа-шлака определяют необходимые диаметры отделяемого зерна отдельных сепараторов, которые, что является преимуществом, могут регулироваться в широких пределах.
Преимуществом является то, что путем последовательного подключения нескольких сепараторов могут производиться различные силикатные продукты, например мелкие содержащие металл фракции с размером зерен <0,500 мм или силикатные фракции различной крупности. Для такой многоступенчатой сепарации могут применяться как статические, так и динамические сепараторы.
В качестве альтернативы воздухоструйной истирающей мельнице с интегрированным сепаратором можно также использовать истирающую мельницу с внешним сепаратором. При этом не происходит переноса вещества внутри истирающей мельницы к сепаратору, а классифицируемый или сортируемый измельчаемый материал после разгрузки с тарелки бегунов или чаши бегунов при помощи механических транспортирующих агрегатов подается в один или несколько динамических и/или статических сепараторов. Многоступенчатая сепарация совместно загруженной металлической и силикатной фракции обладает описанными выше преимуществами.
Было установлено, что среди отсортированных ротором сепаратора грубых частиц шлака имеются также «сростки», которые через конус зернистой фракции сепаратора вновь направляются на тарелку бегунов для повторного перемалывания. Очевидно, что процесс помола в воздухоструйной истирающей мельнице препятствует переизмельчению частиц шлака тем, что непосредственно после каждого измельчения или дезагломерации происходит классификация или сепарация. Одновременно процесс сепарации предотвращает выгрузку еще не измельченного или недостаточно расщепленного загруженного материала.
Преимуществами применения истирающей мельницы, в особенности воздухоструйной истирающей мельницы фирмы LOESCHE, можно считать то, что несколько этапов процесса могут быть объединены либо проведены почти одновременно. Это измельчение, дезагломерирование, сушка и сепарация, включая и транспортирование. Дальнейшими преимуществами являются энергоэффективность и незначительный износ, а также возможность получения в одном агрегате как пригодной для вторичного использования металлической фракции, так и пригодной для дальнейшего использования силикатной фракции. При этом силикатная фракция по причине определенного гранулометрического состава и чистоты представляет собой высококачественный продукт, который может использоваться, например, в промышленности строительных материалов.
Существенным при соответствующем изобретению измельчении шлаков, содержащих высококачественные стали, и модифицированных шлаков, содержащих железо, в истирающей мельнице является не только сухой способ обогащения шлаков, содержащих высококачественные стали, и шлаков, содержащих железо, но также и способ сушки. Благодаря сухому способу отпадают известные из обычного мокрого обогащения шлаков рециклы воды и структура отвода воды. Благодаря этому не происходит элюирования содержащихся в шлаках тяжелых металлов или других вредных веществ, что может иметь место при мокром дроблении. Одновременно отпадают дорогостоящая водоочистка, а также обработка выделенных из нее твердых веществ, включая удаление отходов, и в принципе достигается экономия воды. Важным при соответствующем изобретению измельчении являются значительное сокращение необходимой для измельчения энергии и сохранение формы частиц металла, например частиц высококачественной стали, по сравнению с известными до настоящего времени способами. Тем, что технология обогащения ограничивается одним агрегатом, достигается упрощение процесса и в целом уменьшение износа, а по причине потребления меньшего количества энергии снижение потребления энергии в целом. Особым преимуществом является и то, что контроль рабочего давления мелющих валков, а тем самым и измельчающих усилий может производиться в режиме реального времени, благодаря чему может быть обеспечено контролируемое и неизменное качество отделенной металлической и силикатной фракций. В особенности можно соответствовать измененному составу обогащаемых шлаков. К тому же удается во многом избежать колебаний в качестве готового продукта металлической и силикатной фракций.
С выгодой могут быть использованы присущие истирающей мельнице фирмы LOESCHE конструктивные и переменные параметры - тип мельницы либо размер мельницы, тип(ы) сепараторов, модули, подпорный порог, форма мелющих валков или размалывающее давление, частота вращения, чаша бегунов, количество загружаемого материала, частота вращения сепаратора, объемный поток газа, температура газа. При этом частота вращения тарелки бегунов или чаши бегунов влияет на пропускную способность истирающей мельницы и соответственно на степень расщепления и на качество продукта. Путем изменения количества загружаемого материала также можно влиять на качество продукта. Сокращение количества загружаемого материала приводит к увеличению времени пребывания в чаше бегунов и соответственно к более интенсивному воздействию, что сопровождается повышением степени расщепления и наоборот. Объемный поток воздуха или газа в мельнице, который может плавно настраиваться посредством регулируемой частоты вращения нагнетателя воздуха или газа, определяет выгрузку металлической фракции как более тяжелой фракции и сепарацию более легкой силикатной фракции. При загрузке влажных шлаков, содержащих высококачественные стали, или влажных модифицированных шлаков, содержащих железо, может быть применен генератор горячего газа и проведена сушка с измельчением.
Ниже изобретение будет детально рассмотрено на основе чертежа и проведенных экспериментов. На чертеже показано следующее:
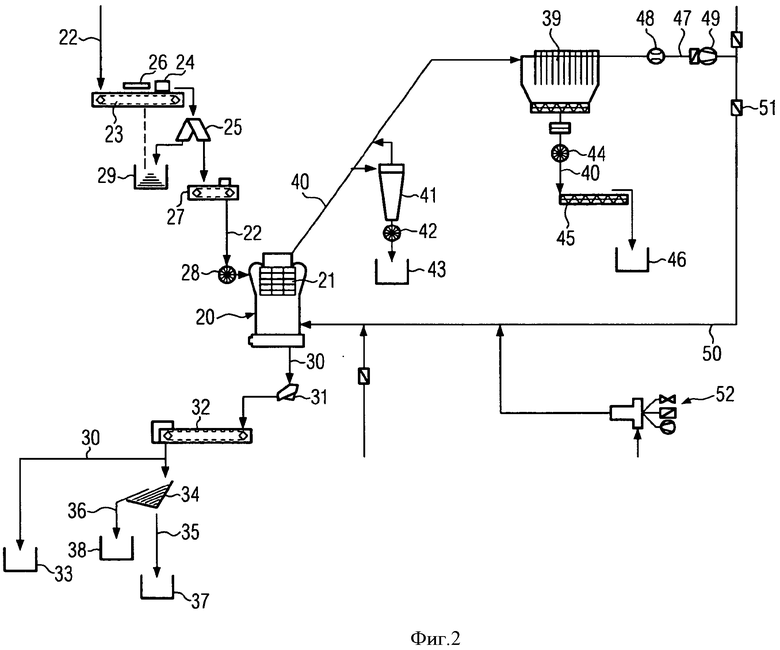
фиг.1 - схематизированный фрагмент воздухоструйной истирающей мельницы фирмы LOESCHE для соответствующего изобретению обогащения шлаков, содержащих высококачественные стали, и модифицированных шлаков, содержащих железо, с расслоением в чаше бегунов, сопоставимым с расслоением по плотности;
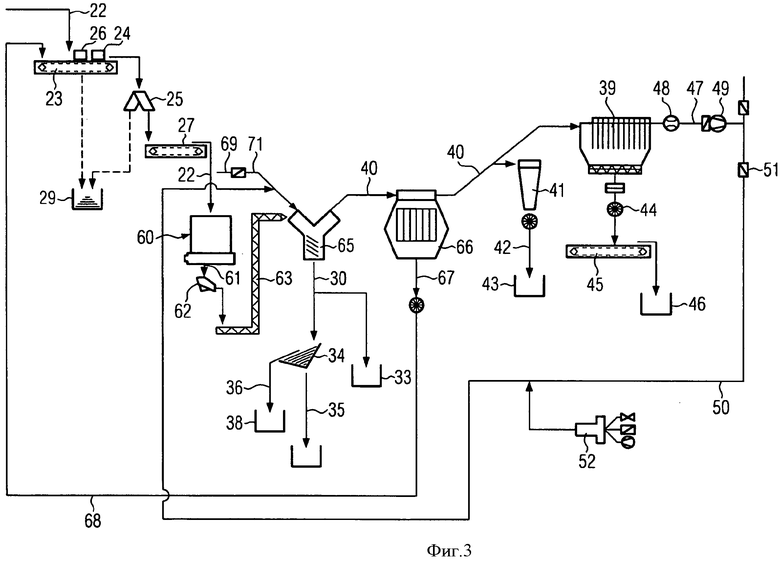
фиг.2 - схема установки с воздухоструйной истирающей мельницей фирмы LOESCHE по фиг.1 для осуществления соответствующего изобретению способа обогащения и фиг.3 - схема установки с истирающей мельницей фирмы LOESCHE в режиме центральной разгрузки для осуществления соответствующего изобретению способа обогащения.
Фиг.1 фрагментарно показывает воздухоструйную истирающую мельницу 2 фирмы LOESCHE с горизонтально размещенной, плоской тарелкой бегунов 3, которая вращается вокруг вертикальной мельничной оси 4 в зоне измельчения 5 и по которой перекатываются мелющие валки 6. В воздухоструйную истирающую мельницу 2 интегрирован сепаратор 7, который расположен над зоной измельчения 5. В данном примере это стержневой сепаратор.
В воздухоструйную истирающую мельницу 2 через центральный ввод 9 (альтернативно также через боковой ввод, не изображен) в качестве загружаемого материала 10 подается шлак, содержащий высококачественные стали, или модифицированный шлак, содержащий железо, с зернистостью загружаемого материала предпочтительно <150 мм, состоящий преимущественно из силикатной фракции 11, металлической фракции 12 либо частиц металла в форме металлических шариков или гранул и из сростков 13 металла и силикатной матрицы.
На тарелке бегунов 3 загруженный материал 10 под воздействием центробежных сил перемещается к краю тарелки бегунов и попадает при этом под гидропневматически подрессоренные мелющие валки 6, из которых на фиг.1 показан только один мелющий валок.
Вследствие различных плотностей силикатной фракции 11 и металлической фракции 12 на тарелке бегунов 3 происходит расслоение по плотности, имеющее нижний слой, состоящий из расщепленных в процессе помола частиц металлической фракции 12, и верхний слой, состоящий из более легких частиц силикатной фракции 11. При помощи стрелки А поясняется, что по причине центробежного действия вследствие вращения тарелки бегунов 3 как нижняя металлическая фракция 12, так и находящаяся над ней силикатная фракция 11 устремляется через подпорный порог 14 по периметру тарелки бегунов 3 и попадает под воздействие направленного вверх потока газа. При этом более легкая силикатная фракция 11 увлекается восходящим потоком газа 15, который попадает в зону измельчения 5 через кольцевой канал 16 с не изображенным кольцевым распылителем в качестве газо- и воздухопроводного устройства. Потоком газа 15 не только изображенные полыми частицы силикатной фракции 11, но и сростки 13, то есть частицы силиката с содержанием металла, подаются в сепаратор 7. В сепараторе 7 происходит отделение мелкой части силикатной фракции 11, которая через выпуск для тонкоизмельченного материала (не изображен) выводится наверх (см. стрелку В). Крупные частицы 17 силикатной фракции 11 и сростки 13, а также мелкие частицы 19 металлической фракции 12 отсортировываются в сепараторе 7 и через конус зернистой фракции 18 падают образно на тарелку бегунов 3.
Расщепленные в процессе помола частицы металла металлической фракции 12 не остаются на тарелке бегунов 3, а также через подпорный порог 14 перемещаются наружу. По причине их более высокой плотности металлические частицы металлической фракции 12 под воздействием силы тяжести попадают в кольцевой канал 16 и через выпуск (не изображен) выходят из мельницы.
Схема установки по фиг.2 показывает пример типичной конструкции установки с истирающей мельницей фирмы LOESCHE 20 в воздухоструйном режиме с насаженным сверху либо интегрированным сепаратором 21. Эта истирающая мельница называется также воздухоструйной истирающей мельницей. В качестве загружаемого материала 22 шлак, содержащий высококачественные стали, или также модифицированный шлак, содержащий железо, попадает на подъемно-транспортный агрегат 23. Над подъемно-транспортным агрегатом 23 установлен детектор металла 24 с тем, чтобы до подачи в истирающую мельницу 20 удалить из загружаемого материала крупные куски металла. Обнаруженные материалы по раздвоенному желобу 25 направляются в элеватор 29.
Опционально над подъемно-транспортным агрегатом 23 может быть в случае необходимости предусмотрен магнитный уловитель 26, например магнитный сепаратор, установленный над лентой транспортера.
Загружаемый материал 22 через дозирующий конвейер 27 попадает в истирающую мельницу 20. Отсутствие доступа воздуха в истирающую мельницу 20 обеспечивается в загрузочном желобе, например, поворотным клапаном, являющимся герметическим механическим затвором 28. В воздухоструйной истирающей мельнице 20 происходит размол и дезагломерация загруженного материала и одновременно просеивание или сепарация металлической фракции и силикатной фракции. Таким образом, для размола, дезагломерации и просеивания или сепарации требуется только одно приспособление.
Перемещаемые через подпорный порог тарелки бегунов (см. тж. фиг.1) частицы металлической фракции 30 посредством разгрузочного механизма 31 и ленточного транспортера 32 попадают в элеватор металлической фракции 33. В случае необходимости в этот поток материала могут быть опционально включены еще один классификатор 34 или несколько классификаторов (не изображены) для извлечения по отдельности определенных металлических фракций, например более тонкой металлической фракции 35 и более крупной металлической фракции 36, которые после классификации попадают в соответствующий элеватор 37, 38.
Силикатная фракция 40 либо пылевидная силикатная матрица выходит из сепаратора 21 и отделяется в присоединенном фильтре 39. Опционально может быть предусмотрена комбинация из циклона 41 или мультициклона и фильтра 39. Циклон 41 выполняет функцию отделения возможно еще содержащихся в силикатной матрице 40 частиц металла 42 вместе с крупным продуктом, направляя их в элеватор 43. Тонко измельченный материал из циклона 41 или мультициклона очищается от пыли в фильтре 39.
Материальные потоки пылевидной силикатной матрицы 40 после фильтра 39 через разгрузочный механизм 44 и подъемно-транспортное устройство для готового продукта 45 попадают в соответствующий элеватор для хранения готового продукта 46.
Имеющийся после фильтра 39 поток технологического газа 47 проходит через измеритель объемного потока 48 и попадает в мельничный вентилятор 49, который обычно оснащен приводом с регулируемой скоростью вращения.
Значительная часть технологического газа 47 с целью использования его теплосодержания через трубопровод возвратного газа 50 с дроссельной заслонкой возвратного газа 51 вновь попадает в воздухоструйную истирающую мельницу 20. Остальная часть технологического газа 47 покидает установку через трубу для отвода газов (не изображена).
Если этого требует влажность измельчаемого загруженного материала, дополнительное тепло может быть обеспечено посредством генератора горячего газа 52. Горячий газ подается в трубопровод возвратного газа 50 и смешивается с отводимым назад технологическим газом и направляется в воздухоструйную истирающую мельницу 20.
Принципиальное строение схемы установки для осуществления соответствующего изобретению способа обогащения с применением истирающей мельницы фирмы LOESCHE в так называемом режиме центральной разгрузки как варианта технологии измельчения фирмы LOESCHE показывает фиг.3.
Подача загружаемого материала 22 происходит во многом так же, как и в установке по фиг.2. Для идентичных признаков применяются идентичные ссылочные обозначения.
Обогащаемый шлак, содержащий высококачественные стали, или модифицированный шлак, содержащий железо, в качестве загружаемого материала 22 подается в подъемно-транспортный агрегат 23. Над ленточным транспортером 23 размещен детектор металла 24 для извлечения из загружаемого материала крупных кусков металла перед загрузкой в истирающую мельницу 60 с режимом центральной разгрузки. Опционально, если этого требует способ, над ленточным транспортером 23 может быть предусмотрен магнитный уловитель 26, например магнитный сепаратор, установленный над лентой транспортера. Обнаруженные либо отделенные материалы через раздвоенный желоб 25 попадают в элеватор 29 для материалов-примесей. Загружаемый материал 22 через дозирующий конвейер 27 попадает в истирающую мельницу с центральной разгрузкой 60.
В истирающей мельнице с центральной разгрузкой 60 происходит сухое измельчение загруженного материала 22. Весь измельченный и дезагломерированный материал 61 перемещается через край тарелки бегунов либо подпорный порог тарелки бегунов или чаши бегунов и выгружается через нижнее разгрузочное отверстие мельницы и через разгрузочный механизм 62 и подъемно-транспортное устройство 63 попадает в сепаратор 65, который в данном примере осуществления изобретения является статическим сепаратором. В статическом сепараторе 65 металлическая фракция 30 отделяется от силикатной фракции 40.
Отделенную металлическую фракцию 30 принимает элеватор 33. Если потребуется, в материальный поток металлической фракции 30 опционально могут быть включены еще одно сито или несколько классификаторов 34 для получения нескольких металлических фракций 35, 36, которые соответственно направляются в элеватор 37, 38.
Из статического сепаратора 65 выходит состоящий в основном из силикатной фракции 40 поток материала, который подается в следующий сепаратор, например динамический сепаратор 66. В этом динамическом сепараторе 66 отделяются как крупная фракция 67 еще недостаточно размолотые частицы силикатной фракции 40 и через трубопровод возврата крупной фракции 68 вновь подаются к загружаемому материалу 22 и соответственно в мельницу с центральной разгрузкой 60.
Пылевидная силикатная фракция 40 выходит из динамического сепаратора 66 и отделяется в подключенном фильтре 39 или опционально в комбинации циклона 41 или мультициклона и фильтра 39. В циклоне 41 отделяются возможно еще содержащиеся в силикатной фракции 40 частицы металла 42 и подаются в элеватор 43.
Продукты из силикатной фракции 40 после фильтра 39 через разгрузочный механизм 44 и подъемно-транспортное устройство для готового продукта 45 попадают в элеватор 46.
Путь технологического газа 47 аналогичен варианту с истирающей мельницей в воздухоструйном режиме по фиг.2. За фильтром 39 следуют измеритель объемного потока 48 и мельничный вентилятор 49 с приводом с регулировкой скорости вращения. Часть технологического газа 47 выходит из установки через трубу для отвода газов (не изображена). Через трубопровод для возвратного газа 50 и размещенную в нем регулирующую заслонку 51 технологический газ 47 направляется к входному отверстию статического сепаратора 65. При повышенной влажности материала подключается генератор горячего газа 52. Свежий воздух 69 в качестве технологического газа всасывается в статический сепаратор 65 через патрубок 71 с клапаном 72.
Были проведены эксперименты в масштабе опытно-промышленных установок.
Цель проведенных в лабораторной мельнице фирмы LOESCHE GmbH экспериментов заключалась прежде всего в том, чтобы доказать общую пригодность истирающей мельницы фирмы LOESCHE для обогащения шлаков, содержащих высококачественные стали, либо шлаков, содержащих железо, с целью извлечения металлов.
После установления общей пригодности технологические параметры истирающей мельницы были установлены таким образом, чтобы достигалось повышенное содержание металла во фракции высококачественных сталей при одновременном снижении содержания металла в силикатной фракции.
Для экспериментов использовался шлак, содержащий высококачественные стали, который был подвергнут предварительному обогащению. Это означает, что содержание высококачественных сталей было увеличено в процессе сортировки примерно с 5 до 25-35 весовых процентов металла.
Размер загружаемого зерна составлял от 0 до 4 мм, влажность загружаемого материала составляла от 8 до 15 весовых процентов и содержание металла в загружаемом материале от 25 до 35 весовых процентов.
Пробные помолы для соответствующего изобретению обогащения шлака, содержащего высококачественные стали, проводились в соответствии со схемой установки по фиг.2. Следующие технологические параметры и конструктивные параметры были релевантными для настройки лабораторной мельницы и во время экспериментов частично варьировались в пределах приведенного ниже диапазона:
1. Рабочее давление: от 200 до 2000 Н/м (относительно вертикально спроецированной на чашу бегунов поверхности среднего диаметра валка)
2. Частота вращения чаши бегунов: не варьировалась
3. Частота вращения сепаратора: от 600 до 20 об/мин-1
4. Объемный поток технологического газа: 1000-2200 m3/ч. (рабочий режим)
5. Температура после мельницы: постоянная (ок. 90°С)
6. Высота подпорного порога 4-20 мм
Были отмечены следующие результаты экспериментов:
Гранулометрический состав готового продукта:
1. Металлическая фракция 0-4 мм
2. Силикатная фракция 5-50% по весу остаток относительно 63 µm
Результаты экспериментов: выход и содержание металла
Было обнаружено, что содержание металла в металлической фракции снижается по мере уменьшения размеров частиц. Путем классификации и соответственно отделения тонкой фракции содержание металла в оставшейся крупной металлической фракции может быть значительно повышено.
Силикатная фракция, которая выгружается из сепаратора, еще содержит определенную долю металла. Благодаря возможностям настройки истирающей мельницы и прежде всего объемного потока технологического газа и параметров сепаратора удалось повысить чистоту готового продукта силикатной фракции.
При пробных помолах было установлено, что оптимальное рабочее давление находится в диапазоне от 400 до 1200 кН/м2, в зависимости от пробы шлака, степени сращения, необходимой степени чистоты металлической и силикатной фракций и гранулометрического состава силикатной фракции.
Было обнаружено, что при сокращении пропускной способности повышается чистота металлической фракции. Из-за более низкой пропускной способности увеличивается время пребывания частиц металла в чаше бегунов или тарелке бегунов. Вместе с этим даже при неизменном рабочем давлении возрастает механическое воздействие и таким образом удаляется остаточное прилипание силикатной матрицы к частицам металла.
Преимущество состоит в том, что в зависимости от требуемого качества продукта может быть настроена составляющая срезывающих усилий, которые прилагаются мелющими частями либо мелющими инструментами к измельчаемому материалу, и выбрано раздавливание с резанием либо раздавливание без резания (см. патент ЕР 1554046 А1).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ И ВЫДЕЛЕНИЯ МАТЕРИАЛА ИЗ КОМБИНИРОВАННОЙ МНОГОКОМПОНЕНТНОЙ СИСТЕМЫ | 2014 |
|
RU2648705C2 |
| ИСТИРАЮЩАЯ МЕЛЬНИЦА | 2006 |
|
RU2374000C2 |
| СПОСОБ ВОЗДУШНО-ГРАВИТАЦИОННОЙ ПЕРЕРАБОТКИ РАСПАДАЮЩЕГОСЯ МЕТАЛЛУРГИЧЕСКОГО ШЛАКА | 2011 |
|
RU2463363C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОПЛИВА | 2001 |
|
RU2265644C2 |
| ИСТИРАЮЩАЯ МЕЛЬНИЦА, ИМЕЮЩАЯ РАЗВЕДЕННЫЕ ИЗМЕЛЬЧАЮЩИЕ ВАЛКИ | 2021 |
|
RU2807739C1 |
| Способ переработки алюминиевого шлака литейного производства | 2024 |
|
RU2833613C1 |
| КАТКОВО-ТАРЕЛЬЧАТАЯ МЕЛЬНИЦА | 2009 |
|
RU2395343C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТВАЛЬНЫХ ШЛАКОВ | 2007 |
|
RU2358027C1 |
| Способ измельчения руд и материалов, содержащих ферромагнитные компоненты | 1975 |
|
SU564006A1 |
| СПОСОБ ПЕРЕРАБОТКИ РАСПАДАЮЩЕГОСЯ МЕТАЛЛУРГИЧЕСКОГО КОВШЕВОГО ШЛАКА | 2008 |
|
RU2383635C2 |
Изобретение относится к металлургии. Способ извлечения металлов из шлаков, содержащих частицы из стали или железа, с зернистостью до 150 мм включает сухое измельчение шлака, дезагломерацию, классификацию и сортировку с формированием металлической фракции и, по крайней мере, одной силикатной фракции. Измельчение и дезагломерацию производят в истирающей мельнице с бегунной дорожкой и перекатывающимися по измельчаемому слою мелющими валками. Шлак, содержащий частицы железа, предварительно подвергают восстановительной обработке и подают на измельчение в виде модифицированного шлака, содержащего железо. Измельчение и дезагломерацию проводят с учетом вида шлака, содержания металла в шлаке, степени сращения и требуемой степени чистоты металлической и силикатной фракций и размера частиц этих фракций при рабочем давлении на поверхности чаши бегунов, спроецированной относительно вертикальной поверхности среднего диаметра мелющего валка в диапазоне от 150 до 4500 кН/м2, и при сохранении формы металлических частиц. Обеспечивается износостойкое и энергоэффективное измельчение шлаков, а также их эффективная дезагломерация. 20 з.п. ф-лы, 3 ил. 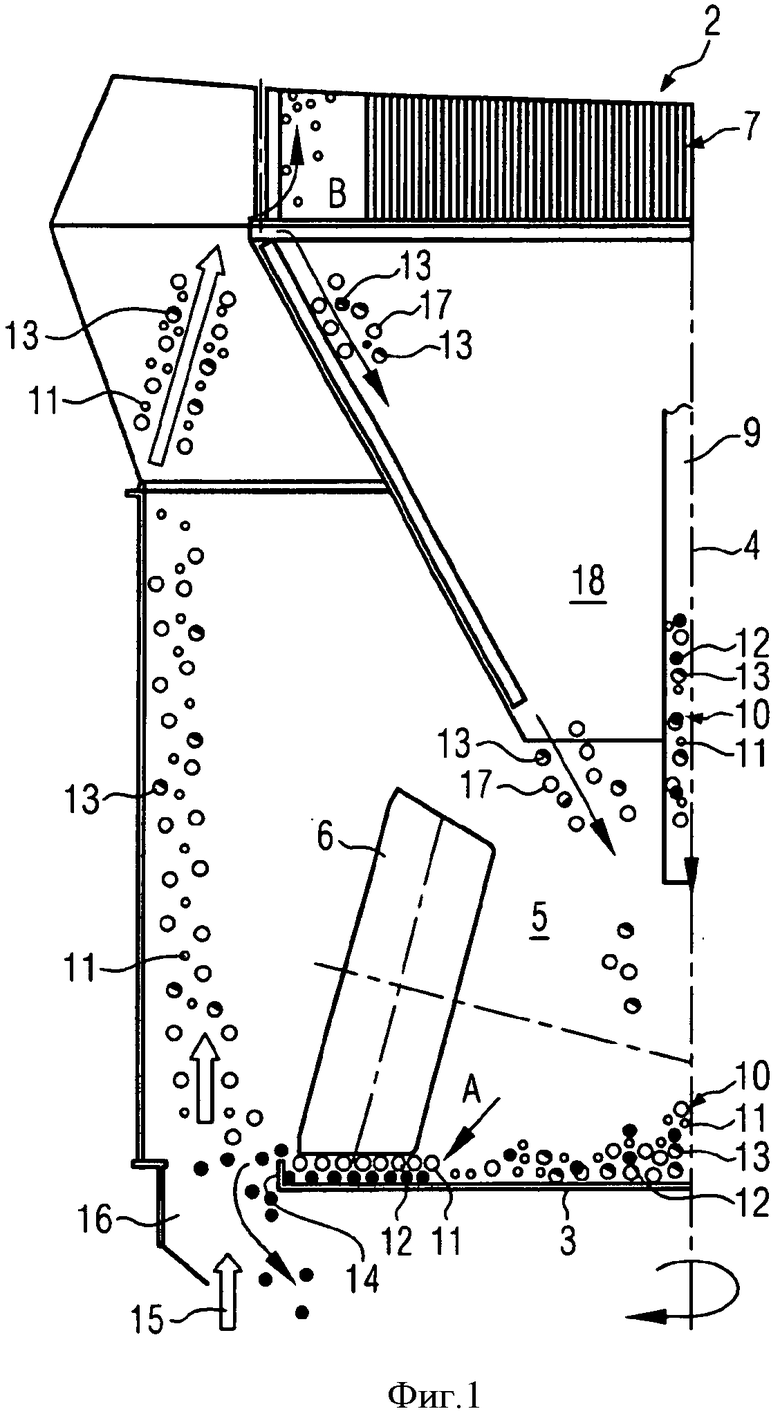
1. Способ извлечения металлов из шлаков, содержащих частицы стали или железа, характеризующийся тем, что шлаки направляют на сухое измельчение, дезагломерацию, классификацию и сортировку и формируют металлическую фракцию и, по крайней мере, одну силикатную фракцию, причем шлаки, содержащие частицы железа, предварительно подвергают восстановительной обработке и подают как модифицированные шлаки, содержащие частицы железа, при этом измельчение и дезагломерацию производят в истирающей мельнице с бегунной дорожкой и перекатывающимися по измельчаемому слою мелющими валками, причем в упомянутую истирающую мельницу загружают шлаки, содержащие частицы стали, или модифицированные шлаки, содержащие частицы железа, с зернистостью примерно до 150 мм, при этом измельчение и дезагломерацию производят с учетом вида шлака, содержания металла в шлаке, степени сращения и требуемой степени чистоты металлической и силикатной фракций и размера частиц этих фракций при рабочем давлении на поверхности чаши бегунов, спроецированной относительно вертикальной поверхности среднего диаметра мелющего валка в диапазоне от 150 до 4500 кН/м2, и при сохранении формы металлических частиц.
2. Способ по п.1, отличающийся тем, что используют комбинацию истирающей мельницы с сепаратором, в которой производят измельчение и дезагломерацию шлаков, а в случае необходимости и сушку, а также разделение на металлическую фракцию и силикатную фракцию.
3. Способ по п.2, отличающийся тем, что для измельчения, дезагломерации, классификации, сортировки и сушки используют воздухоструйную истирающую мельницу с интегрированным сепаратором, при этом металлическую фракцию после скопления свободных и расщепленных частиц металла в чаше бегунов или тарелке бегунов и перемещения вниз через край чаши бегунов или тарелки бегунов либо через подпорный порог чаши бегунов или тарелки бегунов непрерывно выгружают с отделением от силикатной фракции.
4. Способ по п.1, отличающийся тем, что для измельчения, дезагломерации и классификации используют истирающую мельницу в режиме центральной разгрузки с внешней классификацией и сортировкой, при этом смесь из свободных и расщепленных частиц металла металлической фракции и частиц силикатной фракции перемещают, например, через край тарелки бегунов или чаши бегунов либо через подпорный порог и при помощи подъемно-транспортного устройства подают в сепаратор или комбинированный сепаратор и разделяют на металлическую фракцию и силикатную фракцию.
5. Способ по п.3, отличающийся тем, что силикатная фракция и мелкие металлические частицы, а также сростки пневматически транспортируют в сепаратор и достаточно измельченные частицы выгружают в виде материала тонкого помола, при этом более крупные частицы силикатной фракции и мелкие частицы металла, а также сростки отсортировывают сепаратором и вновь подают на тарелку бегунов для дальнейшего измельчения и дезагломерации.
6. Способ по п.4, отличающийся тем, что выгружаемый из истирающей мельницы с центральной разгрузкой измельченный материал из смеси свободных и сросшихся частиц металла и частиц силикатной фракции направляют в статический сепаратор, при этом силикатную фракцию, в основном свободную от металла в газовом потоке, подают в динамический сепаратор для отделения мелкой силикатной фракции от крупной, а металлическую фракцию выводят и, при необходимости, направляют в еще один или несколько классификаторов для отделения крупных частиц металла от более мелких частиц металла.
7. Способ по п.5, отличающийся тем, что размер частиц силикатной фракции регулируют в диапазоне менее 5 мм, а тонкость помола составляет преимущественно от 3500 до 15000 по Блейну.
8. Способ по п.6, отличающийся тем, что размер частиц силикатной фракции регулируют в диапазоне менее 5 мм, а тонкость помола составляет преимущественно от 3500 до 15000 по Блейну.
9. Способ по п.1, отличающийся тем, что используют истирающую мельницу с коническими по форме мелющими валками, которые своей боковой поверхностью с образованием рабочего зазора располагают параллельно ровной бегунной дорожке.
10. Способ по п.1, отличающийся тем, что используют тарелку бегунов с подпорным порогом с задаваемыми высотой и профилем поперечного сечения.
11. Способ по п.9, отличающийся тем, что используют тарелку бегунов или чашу бегунов с подпорным порогом высотой преимущественно до 160 мм.
12. Способ по п.1, отличающийся тем, что измельчение в истирающей мельнице осуществляют с образованием в процессе размола на бегунной дорожке расслоения измельчаемого слоя на нижний слой в виде максимально неразмельченных и скапливающихся на бегунной дорожке частиц металла и верхний слой в виде более легких частиц силикатов.
13. Способ по п.1, отличающийся тем, что металлическую фракцию, отведенную через подпорный порог и выгруженную, по крайней мере, в одном месте выпуска отсортированного продукта или посредством разгрузочного устройства из воздухоструйной истирающей мельницы с интегрированным сепаратором или выгруженную из подключенного к истирающей мельнице с центральной разгрузкой сепаратора подвергают классификации и сепарируют как отдельный готовый продукт.
14. Способ по п.1, отличающийся тем, что в воздухоструйной истирающей мельнице проводят измельчение, дезагломерацию, сепарацию, например классификацию, сортировку и транспортировку, а также сушку, либо в истирающей мельнице с центральной разгрузкой проводят измельчение и дезагломерацию и вне ее осуществляют процессы сепарации, например классификацию, сортировку и сушку, с образованием при этом свободной от силикатов металлической фракции и металлической фракции, содержащей силикаты.
15. Способ по п.1, отличающийся тем, что используют воздухоструйную истирающую мельницу в зависимости от размера мельницы с двумя, тремя, четырьмя, пятью, шестью или более мелющими валками и с интегрированным сепаратором, например динамическим воздушным стержневым сепаратором, или истирающую мельницу с центральной разгрузкой в зависимости от размера мельницы с двумя, тремя, четырьмя, пятью, шестью или более мелющими валками и внешним сепаратором либо классификатором.
16. Способ по п.1, отличающийся тем, что используют шлак с содержанием металла от 2 до 30 весовых процентов.
17. Способ по п.1, отличающийся тем, что при измельчении степень расщепления частиц металла выбирают с учетом времени пребывания измельчаемого материала в чаше бегунов и степени механического воздействия и регулируют за счет рабочего давления, количества загружаемого материала, частоты вращения чаши бегунов и высоты подпорного порога.
18. Способ по п.1, отличающийся тем, что регулируют выгрузку частиц металла и сепарацию силикатной фракции при помощи объемного потока и настройки сепаратора.
19. Способ по п.1, отличающийся тем, что температуру потока горячего газа, который подают в воздухоструйную истирающую мельницу либо в подключенный к истирающей мельнице с центральной разгрузкой сепаратор, устанавливают в зависимости от влажности загруженного шлака, содержащего частицы стали, или модифицированного шлака, содержащего железо, и/или необходимой влажности силикатной фракции.
20. Способ по п.1, отличающийся тем, что часть или все отсортированные сепаратором крупные частицы удаляют посредством дополнительного разгрузочного механизма и направляют на дальнейшую стадию обогащения.
21. Способ по п.1, отличающийся тем, что в зависимости от необходимого качества готового продукта регулируют долю срезывающих усилий, которые мелющие инструменты прилагают к измельчаемому материалу, и производят раздавливание с резанием или раздавливание без резания.
| US 2008148902 A1, 26.06.2008 | |||
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ ШЛАКОВ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2377324C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОТВАЛЬНЫХ ШЛАКОВ | 1999 |
|
RU2145361C1 |
| СПОСОБ НАПЛАВКИ | 0 |
|
SU292739A1 |

