Изобретение относится к керамической промышленности, а именно к области получения керамических облицовочных материалов.
Из уровня техники известны способы глазурования керамических облицовочных материалов.
К недостаткам данных способов относится высокая энергоемкость процесса глазурования и низкое качество изделий.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является изобретение, относящееся к шихте для получения глазури (патент РФ №2531121), в котором представлен способ глазурования керамических изделий, включающий подготовку глазурного шликера, нанесение пульверизатором глазурного шликера на лицевую поверхность керамических облицовочных материалов, подсушку образца при температуре 120°C в течение 20 минут и оплавление - в промышленной роликовой печи в течение 53 минут при температуре 1185°C.
Существенным недостатком прототипа является высокая энергоемкость процесса глазурования керамических изделий и их относительно низкое качество.
Технический результат предлагаемого изобретения заключается в снижении энергоемкости процесса глазурования керамических облицовочных материалов и повышении их показателей качества.
Технический результат достигается тем, что предлагаемый способ глазурования керамических облицовочных материалов включает подготовку глазурного шликера, нанесение глазурного шликера на лицевую поверхность керамических облицовочных материалов, подсушку образца с глазурным шликером и его оплавление, причем нанесение глазурного шликера на керамические изделия осуществляется с помощью дискового распылителя, глазурный шликер расплавляют в факеле газопламенном горелки при расходе природного газа 2,0 м3/час, а подсушка глазурного шликера выполняется отходящими газами газопламенной горелки.
Предложенный способ глазурования керамических облицовочных материалов отличается от прототипа тем, что в предлагаемом способе нанесение глазурного шликера на керамические изделия осуществляется с помощью дискового распылителя, глазурный шликер расплавляют в факеле газопламенном горелки при расходе природного газа 2,0 м3/час, причем подсушка глазурного шликера выполняется отходящими газами газопламенной горелки.
Проведенный анализ известных способов плазменного глазурования керамических облицовочных материалов позволяет сделать заключение о соответствии заявляемого способа критерию «новизна».
Пример глазурования керамической облицовочной плитки порошком синего кобальтового стекла.
Для глазурования использовали неглазурованную керамическую плитку размером 250×250×8 мм. Плитку укладывали на пластинчатый конвейер, скорость которого составляет 0,25 м/с. Над пластинчатым конвейером устанавливалась газопламенная горелка. Природный газ подавался в газопламенную горелку с температурой факела 2500°C. С помощью дискового распылителя наносили на лицевую поверхность керамической плитки глазурный шликер. После чего, продвигаясь по пластинчатому конвейеру, глазурный шликер на керамической плитке подсушивается отходящими газами. В зоне действия газопламенного факела глазурный шликер расплавлялся на керамической плитке. Расход природного газа составлял 2,0 м3/час при скорости прохождения газопламенной горелки по поверхности керамики 0,30 м/с.
После глазурования определялась морозостойкость изделия методом попеременного замораживания-оттаивания и пористость глазурного покрытия - методом «Пятна».
Оптимальные параметры глазурования керамической облицовочной плитки в предлагаемом способе определены экспериментально и представлены в таблице 1.
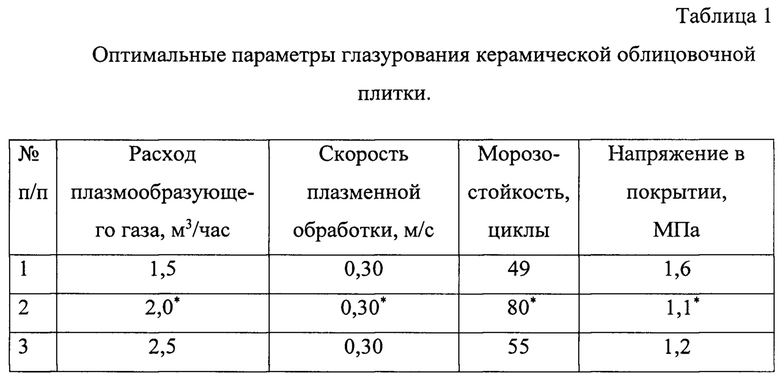
* - оптимальный режим работы плазмотрона.
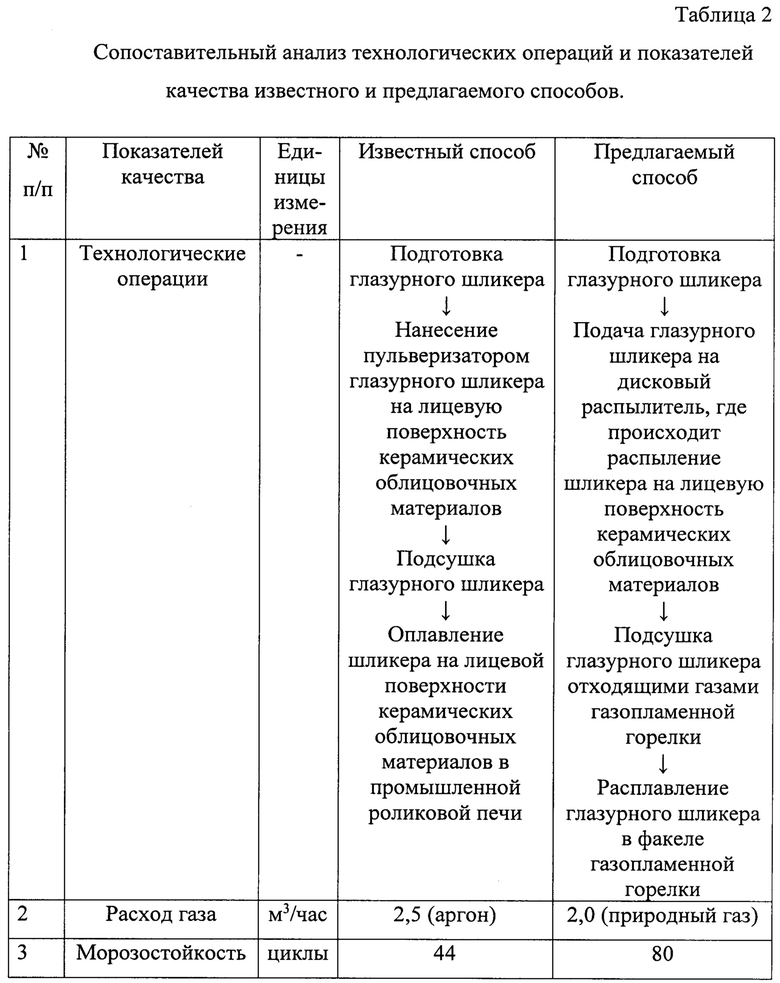
Сопоставительный анализ технологических операций и показателей качества известного и предлагаемого способов представлены в таблице 2.
Как видно из таблиц 1 и 2, оптимальные параметры глазурования керамической облицовочной плитки наблюдаются при расходе природного газа - 2,0 м3/час. Оплавление газопламенным факелом предварительно нанесенного глазурного шликера на керамическую плитку позволяет повысить морозостойкость (таблица 2) за счет образования промежуточной диффузной зоны, что компенсирует разность термических значений линейного расширения покрытия и подложки, а также снижает напряжение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЛАЗУРОВАНИЯ КЕРАМИЧЕСКОЙ ОБЛИЦОВОЧНОЙ ПЛИТКИ | 2016 |
|
RU2619569C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2335483C2 |
| СПОСОБ ГЛАЗУРОВАНИЯ АВТОКЛАВНЫХ СТЕНОВЫХ МАТЕРИАЛОВ | 2007 |
|
RU2354631C2 |
| СПОСОБ ДЕКОРИРОВАНИЯ КЕРАМИЧЕСКОЙ ОБЛИЦОВОЧНОЙ ПЛИТКИ | 2024 |
|
RU2832899C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ СТЕНОВОЙ КЕРАМИКИ | 2012 |
|
RU2498965C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2010 |
|
RU2459699C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ АСБЕСТОЦЕМЕНТНЫХ КРОВЕЛЬНЫХ ЛИСТОВ | 2010 |
|
RU2444500C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ АВТОКЛАВНЫХ СТЕНОВЫХ МАТЕРИАЛОВ | 2014 |
|
RU2564544C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2018 |
|
RU2686792C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ АВТОКЛАВНЫХ СТЕНОВЫХ МАТЕРИАЛОВ | 2014 |
|
RU2568618C1 |
Изобретение относится к керамической промышленности, а именно к области получения керамических облицовочных материалов. Технический результат предлагаемого изобретения заключается в снижении энергоемкости процесса глазурования керамических облицовочных материалов и повышении их показателей качества. Технический результат достигается тем, что предлагаемый способ глазурования керамических облицовочных материалов включает подготовку глазурного шликера, распыление шликера на лицевую поверхность керамических облицовочных материалов дисковым распылителем, подсушку и оплавление глазурного шликера. Глазурный шликер оплавляют в факеле газопламенной горелки при расходе природного газа 2,0 м3/час, при этом подсушка глазурного шликера выполняется отходящими газами газопламенной горелки. 2 табл.
Способ глазурования керамических облицовочных материалов, включающий подготовку глазурного шликера, нанесение глазурного шликера на лицевую поверхность керамических облицовочных материалов, подсушку образца с глазурным шликером и его оплавление, отличающийся тем, что нанесение глазурного шликера на керамические изделия осуществляется с помощью дискового распылителя, глазурный шликер расплавляют в факеле газопламенной горелки при расходе природного газа 2,0 м3/час, а подсушка глазурного шликера выполняется отходящими газами газопламенной горелки.
| ГЛАЗУРЬ | 2012 |
|
RU2531121C2 |
| ЛИНИЯ-УСТАНОВКА "ГОНЧАР ПЛЮС" ДЛЯ ИЗГОТОВЛЕНИЯ ГЛАЗУРОВАННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2314196C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ СТЕНОВОЙ КЕРАМИКИ | 2012 |
|
RU2498965C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2010 |
|
RU2459699C1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Токарный резец | 1924 |
|
SU2016A1 |

