Изобретение относится к области получения покрытий на блочном пеностекле и может быть использовано в промышленности строительных материалов.
Из уровня техники известны различные способы получения покрытий на блочном пеностекле. [Пеностекло. Научные основы и технология, монография/ Н.И. Минько, Н.И. Пучка, B.C. Бессмертный, С.В. Семененко, В.Б. Крахт, Р.Г. Мелконян - Воронеж: Научная книга, 2008. - С. 132-134].
К недостаткам данных способов относятся низкое качество изделий и высокая энергоемкость получения покрытий на блочном пеностекле.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является способ получения покрытий на блочном пеностекле, включающий нанесение на лицевую поверхность блочного пеностекла пасты на основе тонко молотого боя стекла и жидкого стекла и оплавление плазменным факелом при мощности плазмотрона 9,0 кВт и скорости прохождения плазменного факела по лицевой поверхности 0,05 м/с [патент RU №2467963, от 27.11.2012, Бюл. №33].
Существенными недостатками прототипа являются высокая энергоемкость процесса производства и низкое качество покрытия.
Технический результат предлагаемого изобретения заключается в снижении энергоемкости процесса получения покрытия на блочном пеностекле и повышении качества конечного продукта.
Это достигается тем, что способ получения покрытия на блочном пеностекле включает подготовку шихты для покрытия, нанесение ее на лицевую поверхность блочного пеностекла и оплавление, при этом шихту готовят в виде 20% водного раствора жидкого стекла, затем в готовый раствор добавляют 0,5% красящей соли, а оплавление лицевой поверхности блочного пеностекла производят плазменным факелом при мощности работы плазмотрона 5 кВт и скорости прохождения плазменного факела по лицевой поверхности 0,12 м/с.
Сопоставительный анализ с прототипом показывает, что предложенный способ получения покрытия на блочном пеностекле отличается тем, что в предлагаемом способе для нанесения на лицевую поверхность блочного пеностекла используют 20% водный раствор жидкого стекла с красящими солями, а плазменное оплавление производят при мощности плазмотрона 5 кВт и скорости прохождения плазменной горелки по лицевой поверхности блочного пеностекла 0,12 м/с. Таким образом, заявляемое решение соответствует критерию «новизна».
Сравнение заявляемого решения не только с прототипом, но и с другими известными техническими решениями в данной области техники не подтвердило наличие в последних признаках, совпадающих с его отличительными признаками, или признаков, влияющих на достижение указанного технического результата. Это позволило сделать вывод о соответствии изобретения критерию «изобретательский уровень».
В известном способе причина высокой энергоемкости заключается в необходимости предварительной подготовки пасты для покрытия и предварительного нанесенного слоя этой пасты на лицевую поверхность блочного пеностекла. Причина низкого качества покрытия блочного пеностекла заключается в деформировании толстого слоя расплавленной пасты под действием динамического напора отходящих плазмообразующих газов, образование внутренних напряжений в покрытии и как следствие - низкой морозостойкости покрытия.
В разработанном способе ускоряется технологический процесс, снижаются энергозатраты и повышается качество покрытия за счет повышения морозостойкости.
Технологические операции, режимы работы плазмотрона и показатели качества известного (прототипа) и предлагаемого способов представлены в табл. 1.

Пример: Получение покрытия на блочном пеностекле.
Для получения покрытия использовали блоки пеностекла размером 400×400×100 мм.
Над пластинчатым конвейером стационарно устанавливали дисковый распылитель и плазменную горелку ГН-5р электродугового плазмотрона. Параметры работы плазмотрона были следующие: мощность работы плазмо-трона 5 кВт, расход плазмообразующего газа - 2,5 м3/час.
Перед плазменным оплавлением брали жидкое натриевое стекло по ГОСТ 13078-81, соль хлорида кобальта по ГОСТ 4525-77, воду техническую по ГОСТ 23732-2011. Сначала готовили 20% водный раствор жидкого натриевого стекла. Затем в готовый раствор добавляли 0,5% соли хлорида кобальта. Приготовленный раствор из резервуара подавался на дисковый распылитель. Соли кобальта при оплавлении окрашивали глазурный слой в синий цвет.
Блок пеностекла устанавливали на пластинчатый конвейер, где дисковым распылителем наносился приготовленный раствор. Слой раствора подсушивался отходящими плазмообразующими газами из сопла работающей плазменной горелки ГН-5р электродугового плазмотрона. При увеличении концентрации раствора натриевого жидкого стекла более 20% покрытие вспенивалось, а при уменьшении не достигается необходимый эффект по показателям качества.
Под действием пластинчатого конвейера, который двигался со скоростью 0,12 м/с, блок пеностекла с покрытием поступал в зону действия плазменной горелки ГН-5р. Плазменный факел плазменной горелки ГН-5р оплавлял лицевую поверхность блока пеностекла. На лицевой поверхности блочного пеностекла образовывалось высококачественное покрытие синего цвета.
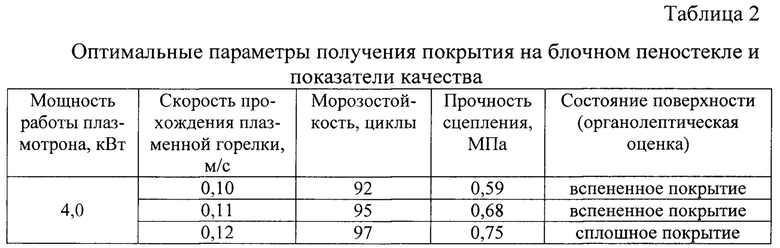
Оптимальные условия получения покрытия на блочном пеностекле путем оплавления его лицевой поверхности плазменным факелом при мощности работы плазмотрона 5 кВт и скорости прохождения плазменной горелки на поверхности блочного пеностекла 0,12 м/с, представлены в табл. 2.

*-оптимальный вариант
Пористость покрытия определяли методом «пятна». Прочность сцепления покрытия с основой определяли на разрывной машине R-0,5. Морозостойкость покрытия определяли по стандартной методике по ГОСТ 7025-91.
Органолептическим методом определяли качество покрытия (степень деформации, разрывы).
Предварительное нанесение 20% водного раствора жидкого стекла с красящими солями позволяет не только снизить энергозатраты, ускорить процесс получения покрытий на блочном пеностекле, но и повысить качество изделия.
При оптимальных параметрах работы плазменной горелки ГН-5р электродугового плазмотрона происходит образование однородного расплава, окрашенного красящими солями, причем жидкое стекло существенно снижает температуру расплава, а также его вязкость. Это интенсифицирует диффузионные процессы и способствует увеличению промежуточной диффузионной зоны, что обеспечивает высокие показатели качества. Полученное покрытие на блочном пеностекле обладает следующими свойствами: морозостойкость 103-108 циклов замораживания оттаивания; прочность сцепления покрытия с основой 0,80-0,83 МПа; состояние поверхности - сплошное; пористость покрытия - беспористое.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2011 |
|
RU2467963C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2011 |
|
RU2458872C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ БЛОЧНОГО ПЕНОСТЕКЛА | 2017 |
|
RU2647527C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2017 |
|
RU2656634C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2010 |
|
RU2459699C1 |
| СПОСОБ АНГОБИРОВАНИЯ БЛОЧНОГО ПЕНОСТЕКЛА | 2017 |
|
RU2656642C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ АВТОКЛАВНЫХ СТЕНОВЫХ МАТЕРИАЛОВ | 2014 |
|
RU2568618C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ СТЕКЛОКРЕМНЕЗИТА | 2017 |
|
RU2655699C1 |
| СПОСОБ АНГОБИРОВАНИЯ БЛОЧНОГО ПЕНОСТЕКЛА | 2022 |
|
RU2794366C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЛИЦОВОЧНОГО МАТЕРИАЛА - ПЕНОДЕКОРА | 2017 |
|
RU2663517C1 |
Изобретение относится к способу получения покрытия на блочном пеностекле. Способ включает подготовку шихты для покрытия, нанесение ее на лицевую поверхность блочного пеностекла и оплавление. Шихту готовят в виде 20% водного раствора жидкого стекла, затем в готовый раствор добавляют 0,5% красящей соли, а оплавление лицевой поверхности блочного пеностекла производят плазменным факелом при мощности работы плазмотрона 5 кВт и скорости прохождения плазменного факела по лицевой поверхности 0,12 м/с. Технический результат – повышение морозстойкости и прочности сцепления покрытия с пеностеклом. 2 табл.
Способ получения покрытия на блочном пеностекле, включающий подготовку шихты для покрытия, нанесение ее на лицевую поверхность блочного пеностекла и оплавление, отличающийся тем, что шихту готовят в виде 20% водного раствора жидкого стекла, затем в готовый раствор добавляют 0,5% красящей соли, а оплавление лицевой поверхности блочного пеностекла производят плазменным факелом при мощности работы плазмотрона 5 кВт и скорости прохождения плазменного факела по лицевой поверхности 0,12 м/с.
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2011 |
|
RU2467963C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ АВТОКЛАВНЫХ СТЕНОВЫХ МАТЕРИАЛОВ | 2014 |
|
RU2568618C1 |
| СТЕКЛОМЕТАЛЛИЧЕСКИЕ МИКРОШАРИКИ И ИХ СПОСОБ ПОЛУЧЕНИЯ | 2013 |
|
RU2532784C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2017 |
|
RU2656634C1 |
| DE 3436618 A, 25.04.1985 | |||
| US 3477836 A1, 11.11.1969. | |||

